Manual de Fabrico de Chapas Metálicas - Uniões e Fixações
Como podemos garantir ligações seguras e duradouras no fabrico de chapas metálicas? Este artigo explora várias técnicas de união e fixação, incluindo a rebitagem TOX, a soldadura e a rebitagem com pregos. Irá descobrir os prós e os contras de cada método, as aplicações práticas e a forma como contribuem para a resistência e integridade das estruturas metálicas. Mergulhe para compreender quais as técnicas que melhor se adequam às suas necessidades específicas de fabrico.
Existem vários tipos de ligações, que podem ser divididas em duas categorias, consoante sejam ou não amovíveis após a ligação: ligações amovíveis e ligações não amovíveis.
Este capítulo aborda principalmente as ligações não amovíveis, incluindo a rebitagem TOX, a soldadura, o puncionamento e a rebitagem, e a rebitagem com pregos.
Secção 1: Rebitagem TOX
1. Definição:
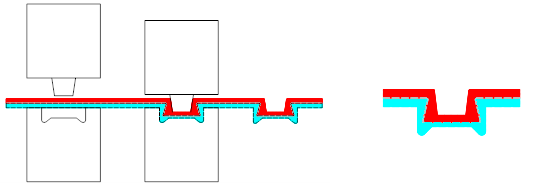
Ao utilizar um molde convexo simples, a peça de ligação é pressionada para dentro do molde côncavo. Sob pressão adicional, o material no interior do molde côncavo flui para fora, resultando num ponto de ligação circular que é liso e sem rebarbas.
Isto não afectará a sua resistência à corrosão, mesmo no caso de materiais em chapa com revestimentos ou camadas pintadas. Isto deve-se ao facto de os revestimentos e as camadas de tinta também se deformarem e fluírem juntamente com o material.
O material é espremido para ambos os lados e para dentro da placa no lado côncavo do molde, formando um ponto de ligação TOX, como mostrado no diagrama abaixo:
2. Método de ligação:
A rebitagem TOX pode ser utilizada para ligar duas ou mais camadas de placas com materiais e espessuras iguais ou diferentes.
Nas mesmas condições, a força de ligação estática de um ponto único TOX é de 50%-70% de soldadura por pontose a resistência dos pontos duplos é a mesma que a da soldadura por pontos.
3. Intervalo de ligação de diferentes pontos de rebite: (unidade mm)
Diâmetro do rebite
12
10
8
6
5
4
3
Gama de espessuras de material para ligação
4~11
1.75~7
1.6~6.0
1.0~3.0
0.9~2.5
0.6~2.0
0.5~1.5
Distância mínima entre o bordo e o centro do rebite TOX
10
8
7
6
6
5
4
Nota: O diâmetro do rebite TOX está intimamente relacionado com a resistência da ligação. Quanto maior for o diâmetro, mais forte será a ligação.
4. Defeitos de rebitagem TOX:
(1) Depende de dispositivos de posicionamento ou blocos de molde para posicionamento.
(2) A largura mínima do material ligado é afetada pelo diâmetro do molde TOX.
5. Vantagens do molde TOX:
Para além de ser utilizado em equipamentos especializados, é também adequado para prensas de punçãoPor isso, a sua gama de rebitagem é muito maior do que a exigida pelo TOX.
No caso de materiais de chapa com revestimentos ou camadas pintadas, a camada protetora no ponto de ligação não é danificada e as propriedades anti-corrosão originais são mantidas.
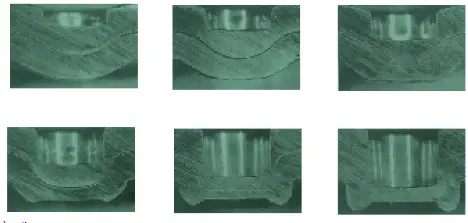
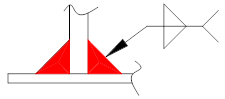
6. Diagrama esquemático da formação de rebites TOX:
Ponto convexo TOX formado
Ponto convexo TOX
Ponto plano TOX
Secção 2: Soldadura
1. Definição
A essência do processo de soldadura consiste na utilização de processos físicos e químicos adequados para aproximar os átomos metálicos de duas superfícies separadas da distância da rede (0,3-0,5 nm), formando uma ligação metálica, de modo a que os dois metais sejam ligados num só e atinjam o objetivo da soldadura.
2. Métodos de soldadura e classificação
No processo de fabrico, o gás inerte de tungsténio Soldadura por arco (TIG), a soldadura por arco com gás inerte metálico (MIG) e a soldadura por pontos são os métodos de soldadura mais comuns. Segue-se uma breve introdução a estes três métodos de soldadura:
A. Soldadura por arco com gás inerte de tungsténio
A soldadura TIG é uma processo de soldadura em que o elétrodo e a zona do arco, bem como o metal fundido, estão protegidos por gás árgon, isolando-os do ar.
O elétrodo é feito de tungsténio ou de uma haste de liga de tungsténio e não derrete durante o processo de queima do arco, resultando num processo de soldadura estável.
Quando o gás hélio é utilizado como gás de proteção, designa-se por soldadura por arco de hélio.
Soldadura TIG é amplamente utilizado em indústrias como o fabrico de aeronaves, a energia atómica, a engenharia química e os têxteis.
É adequado para soldar metais não ferrosos facilmente oxidados e suas ligas, aço inoxidável, ligas de alta temperatura, titânio e ligas de titânio, e metais reactivos difíceis de fundir, como o molibdénio, o nióbio e o zircónio.
No entanto, a capacidade de transporte de corrente dos eléctrodos de tungsténio é limitada e a potência do arco é restrita, o que resulta numa profundidade de soldadura pouco profunda, baixa velocidade de soldadurae apenas adequado para soldar peças de trabalho com uma espessura inferior a 6 mm.
B. Soldadura por arco com gás inerte metálico
A soldadura MIG, também conhecida como soldadura a gás Arco metálico A soldadura (GMAW) utiliza um fio de soldadura como elétrodo, e o elétrodo e a zona do arco são protegidos por um gás inerte, como o árgon.
Se for utilizado Ar-O2, Ar-CO2, ou Ar-CO2-O2 como gás de proteção, chama-se soldadura com gás ativo metálico (MAG).
A soldadura MIG pode soldar quase todos os metais e é especialmente adequada para soldar alumínio e suas ligas, cobre e suas ligas, aço inoxidável, etc.
Uma vez que é utilizado um fio de soldadura como elétrodo, pode ser utilizada uma corrente de alta densidade, resultando numa grande profundidade de fusão e numa rápida velocidade de enchimento.
É adequado para soldar chapas grossas de alumínio e cobre, e a deformação da soldadura é menor do que a soldadura TIG.
A soldadura MIG também pode utilizar a ligação inversa DC e tem um bom efeito de pulverização catódica ao soldar alumínio e as suas ligas.
Além disso, o efeito de auto-ajuste inerente do arco subsónico é mais significativo na soldadura MIG quando se solda alumínio e as suas ligas.
C. Soldadura por pontos
A soldadura por pontos é um processo de soldadura em que a superfície de contacto e a sua área circundante da junta são fundidas pelo calor de resistência gerado pelo contacto entre os eléctrodos e a peça de trabalho, sendo depois solidificadas para formar um ponto de soldadura.
Pode ser utilizado para a soldadura mista de alumínio e ferro, alumínio e cobre, aço inoxidável e ferro fundido, mas é mais difícil de detetar soldar alumínio e alumínio.
A brasagem é um método de união de duas ou mais peças de metal através da utilização de um metal de adição com um ponto de fusão inferior ao do metal de base.
O metal de adição funde e molha o metal de base por ação capilar, formando uma junta forte após a solidificação.
A brasagem requer aquecimento e proteção para evitar que o metal de adição fundido entre em contacto com o ar.
Existem vários tipos de métodos de brasagem de acordo com diferentes fontes de calor e condições de proteção, como a brasagem por chama, a brasagem por indução, a brasagem em forno de resistência, a brasagem em banho de sal, etc.
3. Composição do equipamento de soldadura existente e capacidades de soldadura
O equipamento de soldadura existente pode ser dividido, grosso modo, em três tipos: máquinas de soldadura por pontosmáquinas de soldadura manual (MIG e TIG) e robots de soldadura (MIG e TIG).
A. Máquina de soldadura por pontos:
Máquina de soldadura por pontos tipo C fixa:
Máquina de soldadura por pontos com controlo síncrono Qilong 100KVA AC IC
Máquina de soldadura por pontos com compensação de corrente secundária controlada por microcomputador Panasonic 100KVA AC (tecnologia japonesa, produzida pela Panasonic Tangshan)
O acima máquinas de soldadura por pontos pode soldar chapas de aço galvanizado, chapas de aço laminadas a frio, chapas de aço inoxidável, ferro de boca de cavalo, chapas de aço laminadas a quente, com uma gama de espessura de 0,3 mm a 6 mm para junta sobreposta de duas chapas.
Máquina de soldadura por pontos suspensa:
A máquina de solda a ponto suspensa 48KVA da marca Quanxing (produzida em Taiwan), pode soldar placas com espessura de 0,2-3mm para juntas sobrepostas de duas placas.
Máquina de soldadura por pontos do tipo armazenamento de condensadores:
Máquina de soldadura por pontos tipo armazenamento de condensador Pengyuwei 4500J, pode soldar alumínio e alumínio placas de liga metálica com uma espessura de 0,4 mm a 3,0 mm.
B. Máquina de soldadura manual MIG:
Existem máquinas de soldadura MIG de impulso DC OTC 350P e máquinas de soldadura American Flymat MIG350A, que podem soldar aço macio com uma espessura de chapa de 0,8 mm ou superior, alumínio e ligas de alumínio com uma espessura de 2 mm ou superior.
C. Máquina de soldadura manual TIG:
Máquina de soldadura TIG de pulso de dupla utilização Hitachi HITACHI AC/DC, que pode soldar aço macio com uma espessura de chapa de 0,4 mm ou superior, e alumínio e ligas de alumínio com uma espessura de 1,0 mm ou superior.
D. Robô de soldadura MIG:
Existem robôs de soldadura MIG suecos ABB e robôs de soldadura MIG japoneses MOTOMAN WF200 da empresa YAKAWA, que podem soldar chapas de aço galvanizado, chapas de aço laminadas a frio, chapas de aço inoxidável, ferro de boca de cavalo, chapas de aço laminadas a quente, com uma gama de espessura de 0,8 mm ou superior.
E. Robô de soldadura TIG:
Existem robôs suecos de soldadura sem enchimento ABB TIG, que podem soldar chapas de aço galvanizado, chapas de aço laminadas a frio, chapas de aço inoxidável, ferro de boca de cavalo, chapas de aço laminadas a quente com uma espessura de 0,4 mm ou superior.
4. Notação de soldadura
Símbolos de soldadura e os códigos de métodos de soldadura são símbolos ou códigos normalizados utilizados nos desenhos estruturais de soldadura e constituem uma espécie de linguagem de engenharia.
Os símbolos de soldadura e os códigos de métodos de soldadura na China são definidos nas normas nacionais GB324-88 "Método de representação de símbolos de soldadura" e GB5185-85 "Códigos de representação de processos de soldadura e afins em desenhos".
Estas normas são basicamente consistentes com as normas internacionais ISO2553-84 "Método de Representação de Símbolos de Soldadura" e ISO4063-78 "Representação de Soldadura e Processos Associados em Diagramas".
Por conseguinte, podem ser utilizados indistintamente.
I. Símbolos de soldadura
A norma GB324-88 "Método de representação de símbolos de soldadura" especifica que os símbolos de soldadura são aplicáveis tanto à soldadura por fusão como à soldadura por resistência.
A norma também especifica que, para simplificar o desenho, os símbolos de soldadura devem ser geralmente utilizados para representar as soldaduras no desenho, mas também podem ser utilizados métodos de desenho técnico.
Os símbolos de soldadura especificados pela norma nacional incluem símbolos básicos, símbolos suplementares e símbolos de tamanho de soldadura.
Os símbolos de soldadura são geralmente compostos por símbolos básicos e linhas de referência, e podem ser adicionados símbolos suplementares, símbolos de dimensão da soldadura e outros símbolos, conforme necessário.
Os símbolos básicos representam a forma da secção transversal da soldadura. Os 13 símbolos básicos especificados na norma GB324-88 são mostrados na Tabela 1-3.
Os símbolos suplementares de soldadura representam as características da superfície da soldadura. Os três símbolos suplementares especificados na norma GB324-88 são mostrados na Tabela 1-4.
Os símbolos adicionais de soldadura são utilizados para complementar determinadas características da soldadura. Os símbolos adicionais especificados na norma GB324-88 são mostrados na Tabela 1-5.
Os símbolos de tamanho da soldadura representam as dimensões características da ranhura e da soldadura. Os 16 símbolos de tamanho especificados na norma GB324-88 são mostrados na Tabela 1-6.
Tabela 1-3: Símbolos básicos de soldadura.
Número de série
Nome
Diagrama esquemático
Símbolo
1
Soldadura de extremidade (fusão completa do bordo)
Superfície de soldadura nivelada (geralmente obtida por maquinagem)
2
Símbolo côncavo
Superfície de soldadura côncava
3
Símbolo convexo
Superfície de soldadura convexa
Tabela 1-5: Símbolos de soldadura suplementares
número de série
nome
diagrama esquemático
símbolo
instrução
1
Símbolo da barra de apoio
Para indicar uma soldadura com uma barra de apoio na raiz
2
Símbolo de soldadura por pontos
Para indicar uma soldadura em três lados
3
Símbolo de soldadura circunferencial
Para indicar uma soldadura à volta da circunferência de uma peça de trabalho
4
Símbolo no local
Para indicar a soldadura efectuada no local ou no terreno
5
Símbolo de cauda" é a tradução de
Pode consultar o conteúdo do GB5185 para marcar os métodos do processo de soldadura, etc.
Tabela 1-6: Símbolos de dimensões de soldadura
número de série
nome
diagrama esquemático
número de série
nome
diagrama esquemático
d
Espessura da peça de trabalho
aa
Ângulo do bisel
b
Lacuna na raiz
l
Comprimento da solda" é a tradução para
p
Aresta romba
n
Número do segmento de soldadura
c
Largura da soldadura
e
Espaçamento de soldadura
d
Diâmetro de fusão
K
Tamanho da perna de soldadura
S
Espessura efectiva da garganta
H
Profundidade da ranhura
N
Símbolo de quantidade para soldaduras idênticas
h
Altura do reforço
R
Raio da raiz
b
Ângulo de bisel da face da ranhura
2. Códigos dos métodos de soldadura
Para simplificar a marcação e a descrição dos métodos de soldadura, vários métodos de soldadura, como a soldadura de metais e a soldadura _, podem ser representados por números árabes especificados na norma nacional GB5185-85.
A Tabela 1-7 mostra os códigos dos métodos de soldadura normalmente utilizados especificados na norma nacional GB5185-85.
Tabela 1-7: Códigos para os principais métodos de soldadura normalmente utilizados.
3. Colocação de símbolos de soldadura nos desenhos
3.1 Requisitos básicos:
O método completo de representação de soldaduras em desenhos inclui não só os símbolos básicos, símbolos auxiliares, símbolos suplementares, mas também linhas de referência, alguns símbolos de dimensão e dados.
Os símbolos de soldadura e os códigos dos métodos de soldadura devem ser representados com exatidão através de linhas de referência e especificações relevantes.
As linhas de referência são geralmente compostas por duas partes: uma linha de seta com uma ponta de seta e duas partes de linha de base (uma linha sólida e outra linha tracejada).
3.2 Relação entre a seta e a junta:
A figura seguinte apresenta um exemplo do significado do lado com seta e do lado sem seta de uma junta:
A posição das linhas de seta:
Normalmente, não há nenhum requisito especial para a posição das linhas de seta em relação às soldaduras, mas ao indicar soldaduras em V, V simples e em forma de J, a linha de seta deve apontar para o lado da peça de trabalho com a ranhura. Se necessário, a linha de seta pode dobrar-se uma vez.
3.4 Posição da linha de base:
A linha tracejada da linha de base pode ser desenhada no lado superior ou inferior da linha sólida da linha de base. A linha de base deve geralmente ser paralela à margem inferior do desenho, mas também pode ser perpendicular à margem inferior em condições especiais.
3.5 Posição dos símbolos de base em relação à linha de base:
Se a soldadura e a linha de seta estiverem do mesmo lado da junta, o símbolo básico da soldadura deve ser marcado no lado da linha sólida.
Por exemplo, como mostra a figura seguinte:
Se a soldadura se situar no lado não estreito da junta, o símbolo de base da soldadura deve ser marcado no lado da linha de base com uma linha tracejada.
Ao marcar soldaduras simétricas e soldaduras de dupla face, não é necessário adicionar linhas tracejadas.
4. Símbolos de dimensão de soldadura e respectivas posições de anotação:
4.1 Os princípios para a marcação dos símbolos e dados do tamanho da soldadura são apresentados na figura seguinte:
A dimensão da secção transversal da soldadura está marcada no lado esquerdo do símbolo de base.
O tamanho na direção do comprimento da soldadura está marcado no lado direito do símbolo básico.
As dimensões, como o ângulo da ranhura, o ângulo da face da ranhura e a folga da raiz, estão marcadas no lado superior ou inferior do símbolo básico.
O símbolo do número de soldaduras idênticas está marcado na cauda.
Quando existem muitos dados de tamanho que são difíceis de distinguir, o símbolo de tamanho correspondente pode ser adicionado à frente dos dados.
Os princípios acima referidos permanecem inalterados quando a direção da seta muda.
4.2 Explicação dos símbolos de dimensão:
As dimensões que determinam a localização da soldadura não são indicadas no símbolo de soldadura, mas estão marcadas no modelo.
Quando não existe qualquer anotação ou explicação no lado direito do símbolo básico, significa que a soldadura é contínua ao longo de todo o comprimento da peça de trabalho.
Quando não existe qualquer anotação ou explicação no lado esquerdo do símbolo de base, significa que a soldadura de topo deve ser totalmente penetrada.
Para soldaduras de encaixe e soldaduras de ranhura com bordos biselados, deve ser indicada a dimensão do fundo do furo.
5. Processo de fabrico de soldadura
1. Compreender o desenho:
No processo de fabrico, quando o pessoal responsável pela conceção do processo recebe o desenho, o primeiro passo é compreender a estrutura da peça de trabalho.
Com base nisto, compreender o conteúdo de soldadura exigido pelo cliente, incluindo o local de soldadura, o método de soldadura a utilizar, se é necessário polimento e outros requisitos especiais.
É muito importante compreender a intenção do cliente, que determina o fluxo do processo que iremos adotar mais tarde.
2. Determinação do método de soldadura:
Em geral, o desenho do cliente já tem claramente marcado o método de soldadura e os requisitos: se deve ser utilizada a soldadura ou a soldadura por pontos, qual o comprimento do cordão de soldadura, o tamanho da secção transversal, etc.
No entanto, em alguns casos, como quando pensamos que seria melhor mudar de soldadura para soldadura por pontos, podemos confirmar a alteração do método de soldadura com o cliente.
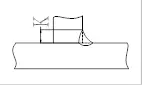
A junta de soldadura mais comum ocorre quando os dois lados da peça de trabalho se intersectam verticalmente durante a auto-soldadura. Como mostra a Figura 1 abaixo:
Note-se que, na maioria dos casos, os clientes podem não ter considerado soldabilidadee a junta pode não cumprir necessariamente os requisitos reais de soldadura.
Por conseguinte, são geralmente necessários ajustamentos ao soldar em casos como juntas perpendiculares a 90 graus.
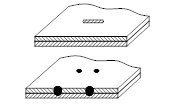
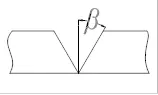
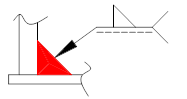
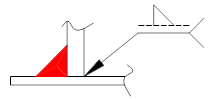
Como se pode ver nas Figuras 2 e 3, a Figura 2 é mais adequada para a soldadura TIG com materiais finos (menos de 2,0), enquanto a Figura 3 é adequada para a soldadura MIG com materiais espessos.
Quanto à forma de envolvimento dos bordos, esta pode ser determinada com base na situação real, considerando geralmente ângulo de flexãoe é preferível utilizar o lado comprido para envolver o lado curto.
4. Posicionamento da soldadura:
Ao soldar duas ou mais peças de trabalho, é necessária uma relação que possa determinar a posição de cada uma, o que constitui o problema de posicionamento.
De acordo com o facto de a própria peça de trabalho ter uma estrutura de posicionamento, esta pode ser dividida em auto-posicionamento e posicionamento de fixação.
De seguida, descrevem-se separadamente estes dois tipos de posicionamento:
(1) Auto-posicionamento:
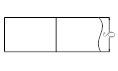
Uma certa saliência ou passo reservado é feito numa peça de trabalho, e o correspondente recesso ou buraco é feito na outra peça de trabalho para realizar o posicionamento entre as peças de trabalho.
Atualmente, existem dois tipos mais utilizados: meia-esquadria - posicionamento da cava côncava e espiga - posicionamento da ranhura quadrada.
A estrutura típica do posicionamento da cava côncava e de meio corte é mostrada na figura abaixo.
Nos casos em que os requisitos não são elevados (como quando a superfície soldada da peça de trabalho não é visível), a cava côncava pode ser transformada num orifício de passagem, mas é estritamente proibido fazer um orifício de passagem se a peça de trabalho estiver exposta ao exterior.
Outra estrutura alternativa a este método consiste em transformar a meia-esquadria circular e a cava côncava num retângulo, mas tal não é recomendado.
O processamento da meia-esquadria e da cava côncava é geralmente efectuado em NCT. Ambas as especificações de meia-esquadria, quer para cima quer para baixo, têm ferramentas.
Não existe uma ferramenta específica para as cavidades côncavas frontais, mas estas podem ser processadas através da utilização de ferramentas combinadas.
Existe uma ferramenta dedicada para poços côncavos invertidos com um diâmetro de 3,1, mas não existe atualmente nenhuma ferramenta para poços côncavos invertidos com um diâmetro de 2,4, pelo que não podem ser processados.
O método de utilização do posicionamento da cava côncava - meia-cana tem certas limitações: devido à adoção da estrutura de meia-cana, o efeito de meia-cana não é ideal para placas espessas (acima de T2.0), e a parte saliente da meia-cana é em forma de arco e não pode servir como uma função limitadora.
E como a cava côncava é formada pela compressão forçada do material, só pode ser aplicada a materiais relativamente macios (como AL, CRS, GI, etc.), e é impossível conseguir isso para materiais mais duros (como SPHC, SUS, etc.).
Em resumo, este método é adequado para materiais com uma gama de 2,0 mm ou menos de GI, CRS e AL chapa metálica.
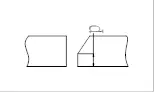
O posicionamento do espigão - ranhura quadrada é mostrado na figura abaixo:
Quando se utiliza este tipo de método de posicionamento, o primeiro passo é determinar as especificações da ranhura de posicionamento.
Se for utilizado o corte NCT, é melhor considerar que o furo quadrado pode ser maquinado numa só passagem com ferramentas NCT.
Se corte a laser é utilizado, o tamanho pode ser determinado com base na situação atual. Geralmente, o orifício da ranhura pode ser 0,1 mm maior do que a espiga, e a parte saliente da espiga não deve exceder a espessura da placa na ranhura de posicionamento.
A ranhura não tem necessariamente de ser um orifício retangular (tipo fechado) e pode ser feita como um tipo aberto, dependendo da situação específica.
(2) Gama de aplicação de dois métodos de auto-posicionamento:
Comparando os dois métodos de posicionamento acima referidos, verifica-se que, quando as superfícies de soldadura de duas peças de trabalho são paralelas entre si, o método de posicionamento de meia-esquadria e côncavo é melhor.
Quando as superfícies de soldadura de duas peças de trabalho são perpendiculares uma à outra, o método de posicionamento da espiga - ranhura quadrada é mais adequado.
(3) Posicionamento do aparelho:
Se o auto-posicionamento não puder satisfazer os requisitos do desenho ou se forem necessários requisitos de posicionamento elevados, pode ser utilizado um fixação É necessário fazer uma correção e cooperar com os serviços competentes (como a investigação e o desenvolvimento no domínio da automatização).
5. Requisitos do processo de soldadura por pontos:
(1) Espessura total da soldadura por pontos:
A espessura total da soldadura por pontos não deve exceder 8 mm, e o tamanho do ponto de soldadura é geralmente 2T+3 (2T representa a espessura das duas partes soldadas).
Uma vez que o elétrodo superior é oco e arrefecido por água de arrefecimento, o elétrodo não pode ser reduzido sem limites e o diâmetro mínimo é geralmente de 3-4 mm.
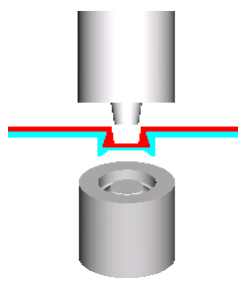
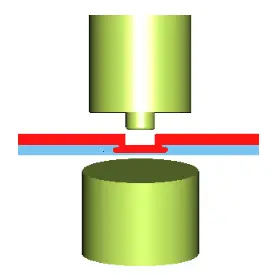
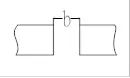
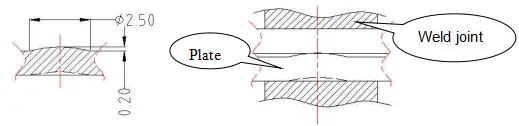
(2) Perfuração e rebarbação de pontos de soldadura:
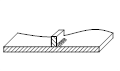
A peça de trabalho de soldadura por pontos deve perfurar e rebarbar pontos de soldadura numa das superfícies que estão em contacto uma com a outra para aumentar resistência à soldadura.
Normalmente, o tamanho da rebarba é de Φ1,5-2,5mm, e a altura é de cerca de 0,3mm. O processamento de algumas pequenas saliências em uma das peças a serem soldadas pode melhorar o processo de soldagem.
Como mostra a figura abaixo, quando a cabeça de soldadura pressiona a saliência durante o processo de soldadura e a eletricidade é aplicada, a pequena saliência é derretida, tornando a ligação mais apertada e mais fiável.
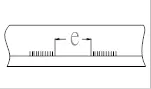
(3) Distância entre duas soldaduras:
À medida que a espessura da peça de trabalho soldada aumenta, a distância entre as duas soldaduras também aumenta.
Se a distância for demasiado pequena, a peça de trabalho é suscetível de sobreaquecimento e deformação, enquanto que se for demasiado grande, a resistência da junta pode ser insuficiente e podem surgir fissuras entre as duas peças de trabalho.
Geralmente, a distância entre duas soldaduras não deve exceder 35 mm (para materiais com menos de 2 mm).
(4) Folga entre as peças soldadas:
Antes da soldadura por pontos, a distância entre as duas peças de trabalho não deve geralmente exceder 0,8 mm.
Quando a peça de trabalho é dobrada e depois soldada por pontos, a posição e a altura das soldaduras são muito importantes.
Se não forem corretamente colocados, a soldadura por pontos pode ficar desalinhada ou deformada, resultando em erros maiores.
(5) Danos na superfície causados pela soldadura por pontos:
Formam-se facilmente rebarbas no ponto de soldadura por pontos, que têm de ser polidas e protegidas contra a ferrugem.
Quando necessário, a área de soldadura por pontos pode ser revestida com tinta prateada. Se a área de soldadura por pontos tiver de ser pintada, deve ser polida antes da pintura.
(6) Soldadura por pontos de chapas de aço galvanizado:
As chapas de aço galvanizado incluem principalmente chapas galvanizadas, chapas revestidas de chumbo, chapas revestidas de alumínio e chapas revestidas de estanho, etc.
Na produção, é frequente a soldadura por pontos de chapas de aço galvanizado e peças galvanizadas.
A espessura da camada de zinco é geralmente inferior a 20um.
Em comparação com a soldadura por pontos de chapas de aço normais, a presença do revestimento de zinco não só reduz a densidade da corrente na área de soldadura, como também torna instável a distribuição do campo de corrente.
O aumento da corrente também promove a formação de liga Cu-Zn na face da extremidade de trabalho do elétrodo, acelerando o desgaste do elétrodo e os danos no revestimento.
Ao mesmo tempo, o revestimento de zinco de baixo ponto de fusão provoca a ocorrência de fissuras e poros durante o processo de cristalização do zona de fusão.
Por conseguinte, a gama de especificações de soldadura por pontos adequada para chapas de aço galvanizado é estreita e a resistência da junta varia muito, com fraca soldabilidade.
(7) Gama de processamento de interferências da soldadura por pontos:
Segue-se um diagrama esquemático da soldadura por pontos por uma máquina de soldar, com os dados indicando a gama de processamento fornecida pelo grupo de soldadura por pontos em 16 de outubro de 2000.
Secção 3: Rebitagem por extrusão de furos
1. Definição
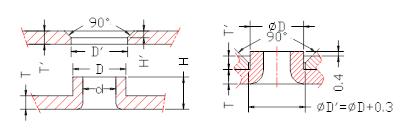
A rebitagem por extrusão de furos é um processo que liga duas peças, uma com um furo perfurado e outra com um furo escareado, utilizando uma matriz de rebitagem para formar uma junta inseparável.
Vantagens: A perfuração e o escareamento proporcionam um posicionamento inerente para as duas peças. A rebitagem por extrusão de furos resulta numa elevada resistência da junta e numa elevada eficiência através da utilização de ferramentas especializadas.
Folha de dados da junta de rebite escareado
Número do artigo Número de série
Espessura do materialT(mm)
Altura do escareadorH(mm)
Diâmetro exterior do escareador D (mm)
3.0
3.8
4.0
4.8
5.0
6.0
Correspondendo ao diâmetro interior do escareador d e ao furo pré-perfurado d0
d
d0
d
d0
d
d0
d
d0
d
d0
d
d0
1
0.5
1.2
2.4
1.5
3.2
2.4
3.4
2.6
4.2
3.4
/
/
/
/
2
0.8
2.0
2.3
0.7
3.1
1.8
3.3
2.1
4.1
2.9
4.3
3.2
/
/
3
1.0
2.4
/
/
/
/
3.2
1.8
4.0
2.7
4.2
2.9
5.2
4.0
4
1.2
2.7
/
/
/
/
3.0
1.2
3.8
2.3
4.0
2.5
5.0
3.6
5
1.5
3.2
/
/
/
/
2.8
1.0
3.6
1.7
3.8
2.0
4.8
3.2
Nota: O princípio geral da rebitagem escareada é H=T+T'+(0.3~0.4), D=D'-0.3, e D-d=0.8T. Quando T≧0.8mm, a espessura da parede do escareador é 0.4T. Quando T<0,8mm, a espessura da parede do escareador é geralmente 0,3mm. H' é geralmente tomado como 0,46±0,12.
Secção 4: Junta de rebite de puxar
1. Classificação:
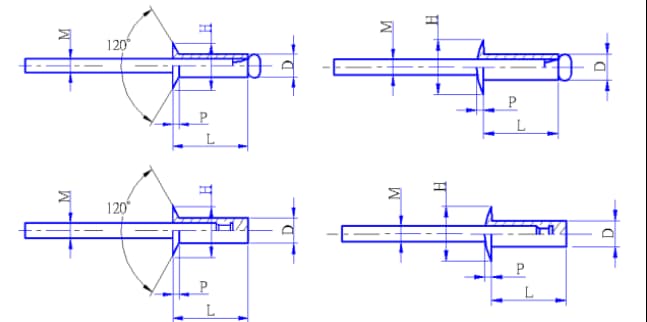
Os rebites de tração dividem-se em dois tipos: cabeça plana e cabeça redonda (também conhecida como cabeça de guarda-chuva).
Para os rebites de tração de cabeça plana, o lado em contacto com a cabeça do rebite deve ter um furo escareado. Para os rebites de tração de cabeça redonda, a superfície de contacto é plana.
2. Definição:
Puxar o mandril do rebite através das duas peças com orifícios de passagem, utilizando uma pistola de rebites, até que este se parta, fazendo com que a manga exterior do rebite se expanda e se torne uma ligação não removível.
Nota: O diâmetro do orifício de passagem do rebite na peça é normalmente 0,2~0,3 mm maior do que o diâmetro nominal D do rebite. A distância entre o centro do orifício do rebite e a extremidade deve ser superior a 2 vezes o tamanho do orifício do rebite para obter a melhor força de rebitagem. Se a distância for demasiado pequena, a resistência será muito reduzida.
4. Diagrama das formas dos rebites:
Nota:
(1) Os rebites de extração de cabeça plana são utilizados principalmente em superfícies com requisitos rigorosos, onde não é permitida a ligação de fixadores salientes. A cabeça plana do rebite de tração é embutida num furo escareado no fixador, de modo a que a cabeça não sobressaia da superfície.
(2) A cor do rebite de tração pode ser combinada com a peça de trabalho de montagem por escurecimento ou outros tratamentos para satisfazer os requisitos do cliente. Por exemplo, a cabeça do rebite de tração pode ser pintada para permitir a rebitagem em peças pintadas.
5. Para o rebite de tração mais utilizado, 3B010-01
É o rebite de tração de cabeça chata de extremidade aberta mencionado acima. O diâmetro externo D do rebite é de 0,125 polegadas, que é de 3,175 mm. O furo escareado correspondente é Φ6.5XΦ3.5X120 °, e o furo passante combinado com ele é Φ3.4.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Quer reduzir os custos e aumentar os lucros no processamento de chapas metálicas? No mercado competitivo de hoje, o cálculo exato dos custos é crucial para a sobrevivência. Este artigo explora dois modelos-chave - produto...
Imagine transformar o design e o fabrico de peças de chapa metálica de um processo complicado e propenso a erros numa operação eficiente e sem falhas. Este artigo analisa o poderoso papel da tecnologia CAD/CAM...
Imagine transformar uma folha de metal plana numa peça complexa e tridimensional com precisão e eficiência. A arte e a ciência do fabrico de chapas metálicas envolvem uma série de processos meticulosos,...
Como é que se garante que as peças de chapa metálica permanecem firmemente ligadas sem soldadura ou parafusos? Este artigo explora o processo de rebitagem, uma técnica crítica no fabrico de metal. Aprenderá sobre...
E se pudesse dominar uma competência que combina criatividade e precisão? O fabrico de chapa metálica é essencial em indústrias que vão desde a automóvel à aeroespacial. Este guia para principiantes mergulha no...
Já alguma vez pensou na importância do endireitamento no fabrico de chapas metálicas? Este processo crucial garante a exatidão e a qualidade do produto final. Neste artigo, vamos explorar a...
Este artigo explora o fascinante mundo do fabrico de chapas metálicas, abrangendo o aço inoxidável, o alumínio e muito mais. Aprenderá como estes materiais são escolhidos e porque são essenciais para tudo, desde...
Já alguma vez se interrogou sobre a forma como as peças de chapa metálica são unidas para criar estruturas complexas? Nesta publicação do blogue, vamos explorar o fascinante mundo das técnicas de união de chapas metálicas. Como...
Como garantir a fiabilidade das ligações de chapa metálica nos seus projectos? É essencial compreender os vários métodos de ligações roscadas e rebitagem. Este artigo analisa os princípios...