Fórmula do comprimento de desenvolvimento da chapa (tamanho do bloco)
Alguma vez teve dificuldade em desdobrar com exatidão peças de chapa metálica? Este artigo explora a arte e a ciência por trás dos cálculos de desdobramento de chapas metálicas. Descubra os principais conceitos, fórmulas e técnicas utilizados por engenheiros experientes para desdobrar com precisão geometrias complexas. Saiba como aplicar estes princípios aos seus próprios projectos e simplificar o seu processo de fabrico.
O primeiro passo no processo de fabrico de chapas metálicas é o desdobramento das geometrias e do corpo coerente. A precisão e a correção do desdobramento da amostra têm um impacto direto na qualidade da peça final.
No passado, devido às limitações das ferramentas de cálculo, as pessoas utilizavam o método de projeção para ampliar a amostra num plano com uma relação 1:1 e medir o comprimento real da linha de plano necessária.
No entanto, este método é complicado e ineficaz e não pode satisfazer as actuais exigências da produção.
Com os avanços nos instrumentos de cálculo, como as calculadoras electrónicas e a utilização generalizada de computadores, chapa metálica pode agora ser efectuado através de métodos de cálculo.
Para normalizar o método de cálculo do coeficiente de desdobramento de chapas metálicas pelos técnicos, minimizar os desvios dimensionais dos produtos após a dobragem e facilitar a auto-inspeção pelo pessoal da oficina e a reinspecção pelos inspectores de qualidade, existe uma norma e uma base unificadas para o coeficiente de desdobramento.
Como resultado, a norma de cálculo para o coeficiente de desdobramento de chapa metálica tornou-se cada vez mais normalizada.
Método de desdobramento da camada neutra
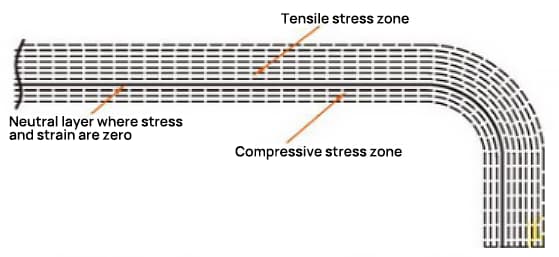
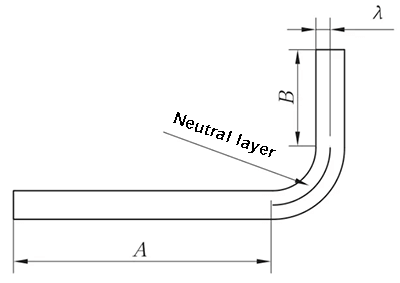
No processo de flexão, a camada exterior sofre tensão de tração, enquanto a camada interior sofre tensão de compressão. A camada de transição entre a tensão de tração e a tensão de compressão é designada por camada neutra. O comprimento da camada neutra durante a dobragem permanece o mesmo que antes da dobragem, o que a torna a referência para determinar o comprimento desdobrado da peça dobrada.
Diagrama esquemático da camada neutra
A localização da camada neutra depende do grau de deformação.
A posição da camada neutra não está apenas relacionada com o raio de curvatura, a espessura da chapa, o coeficiente de deslocamento para o interior, etc., mas também com factores como o método de processamento, a forma e o tamanho da chapa metálica.
Por conseguinte, a posição da camada neutra só pode ser determinada de forma aproximada e, em aplicações práticas, são geralmente utilizados valores aproximados para o cálculo.
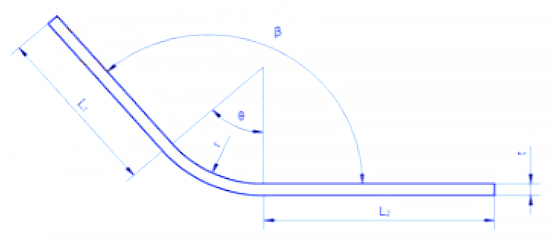
Diagrama do processo de peças de chapa metálica
A fórmula de cálculo para a dimensão do comprimento L da camada neutra é a seguinte
Utilizando software 3D para realizar simulações e cálculos de várias espessuras, ângulos e raios, juntamente com práticas de fabrico no local, compilámos um conjunto de valores de fator K. Consulte a Tabela 1 para obter os valores específicos.
Tabela 1: Valores K do coeficiente da camada neutra
r/t
≤05
0.6
0.8
1
1.2
1.3
1.5
2
2.5
3.0
4.0
5.0
6.0
≥8
k
026
0.28
0.30
0.32
0.33
0.34
0.36
0.38
0.39
0.4
0.42
0.44
0.46
0.5
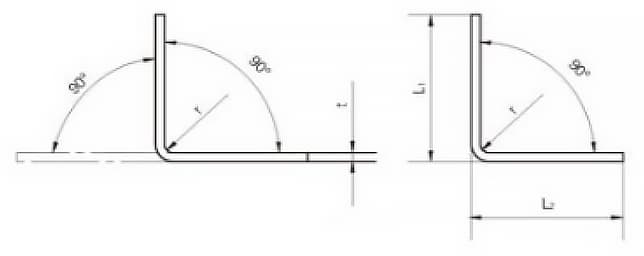
Cálculo de desdobramento rápido para curvas de 90°
O diagrama de desdobramento para uma curva de 90° é apresentado na Figura 9. Nos últimos anos, utilizámos software 3D como o CATIA e o SOLIDWORKS para modelação de chapas metálicas para calcular as dimensões de desdobramento.
Através de verificações repetidas, observou-se que, quando o ângulo de flexão a frio dos produtos planos de aço é de 90°, a fórmula para calcular o comprimento desdobrado L é
L = L1 + L2 - A
Onde,
L1, L2 - Comprimentos dos segmentos de reta (mm);
A - Valor de compensação (mm), ou seja, o valor de dedução para uma curva, ver Quadro 2.
Tabela 2 Tabela de parâmetros de flexão a 90
Espessura t/mm
Raio de assentamento r/mm
1
1.2
16
2
25
3
4
5
6
8
10
12
Valor de compensação A mm
1
-1.92
-1.97
-2.10
-2.23
-2.41
-2.59
-2.97
-3.36
-3.79
-4.65
-5.51
-6.37
1.5
-2.90
-3.02
-3.18
-3.34
-3.70
-4.07
-4.45
-5.26
-6.11
-6.97
2
-3.84
-3.98
-4.13
-4.46
-4.81
-5.18
-5.94
-6.72
-7.58
2.5
-4.80
-4.93
-5.24
-5.57
-5.93
-6.66
-7.42
-8.21
3
-5.76
6.04
-6.35
-6.69
-7.40
-8.14
-8.91
4
-7.7
-7.95
-8.26
-8.92
-9.62
-10.36
5
-9.6
-9.87
-10.48
-11.15
-11.85
6
-11.5
-12.08
-12.71
-13.38
8
-15.4
-15.9
-16.51
10
-19.2
-19.73
12
23.01
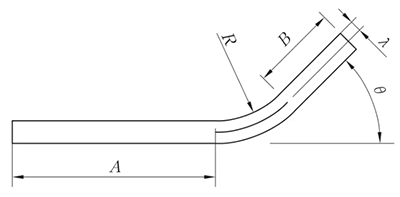
Quando o raio de curvatura é grande e o ângulo de flexão é pequeno, o grau de deformação é baixo e a camada neutra está próxima do centro da espessura da chapa.
No entanto, quando o raio de curvatura (R) se torna mais pequeno e o ângulo de flexão (θ) aumenta, o grau de deformação também aumenta e a camada neutra desloca-se para o lado interior do centro de flexão. A distância entre a camada neutra e o lado interior da chapa é designada por λ e a espessura do material é designada por T.
A fórmula básica para calcular o comprimento de desdobramento:
Comprimento de desdobramento = dimensão interior do material + dimensão interior do material + montante da compensação.
Também pode utilizar a seguinte calculadora para calcular o comprimento de desdobramento da chapa metálica:
De seguida, descrevem-se, um a um, os algoritmos de desdobramento de várias características de curvatura.
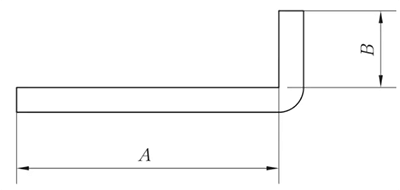
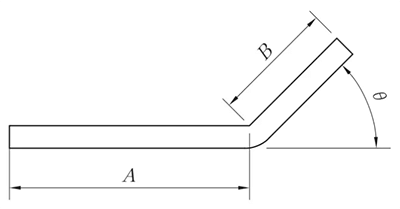
Flexão geral I
R = 0mm, θ = 90° (Nota: Quando R ≤ 1,0mm, é tratado como R = 0mm).
L = A + B + K
Quando 0 < T ≤ 3mm, K = 0
Quando 0,3 mm < T ≤ 5 T, K = 0,4 T
Na produção real, a matriz superior de dobragem pode usar um ângulo R, ou pode haver um ângulo R inferior a 1 mm, ou a escolha do matriz inferiorpode ser grande, entre outras razões, resultando num coeficiente de flexão pequeno. Consequentemente, o coeficiente de flexão de cada espessura de placa de material é apresentado no Quadro 1 com base em valores empíricos actuais.
Fig. 1 Diagrama esquemático da flexão geral I
Flexão geral II
R ≠ 0mm e θ = 90°
L = A + B + K (K é o comprimento do arco da camada neutra)
O método de desdobramento é equivalente ao método de dobragem em Z com aresta reta paralela, e a medição da altura é demonstrada na Figura 6.
O ângulo θ é considerado um desdobramento de 90°.
Para 0 < T ≤ 1,6mm, λ é igual a 0,5T.
Quando T é superior a 1,6mm, λ é igual a 0,4T.
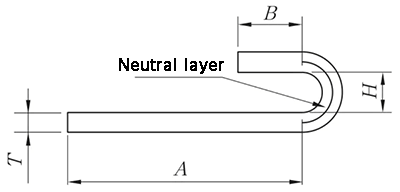
Z-dobrar
Z-Fold, também designado por Dobragem de desvioA curvatura por deslocamento de borda reta e a curvatura por deslocamento de borda biselada são diferenciadas com base no ângulo de formação e o método de processamento é determinado pela altura de deslocamento.
Quando a altura de desvio, h, é inferior a 3,5 vezes a espessura do material, matrizes offset ou matrizes amovíveis são utilizadas para a enformação.
Se a altura de desvio exceder 3,5 vezes a espessura do material, é utilizada a formação normal positiva e negativa.
Quando o comprimento da aresta chanfrada é inferior a 3,5 vezes a espessura do material, são utilizadas matrizes de offset ou matrizes modificáveis para a conformação.
Se o comprimento da aresta biselada exceder 3,5 vezes a espessura do material, é aplicada a dobragem normal de um positivo e um negativo.
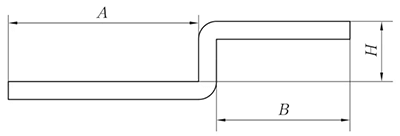
Dobra em Z 1 (régua compensar)
(1) Quando H < 3,5T, só então pode ser processado por dobragem por deslocamento.
L = A + B + H
(se H ≤ T, então compensar 0,2 mm)
Fig. 5 Diagrama esquemático do desvio da régua
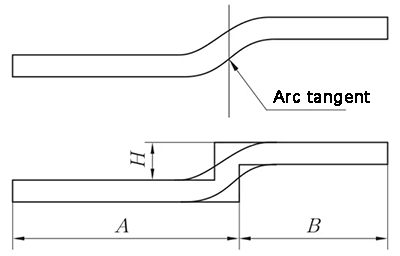
(2) Desvio não paralelo da vara
O método de expansão é o mesmo que o método de dobragem em Z com régua paralela, e o valor da altura é apresentado na Figura 6.
O ângulo θ pode ser considerado como um desdobramento de 90°.
Fig. 6 Diagrama esquemático do desvio não paralelo da vara
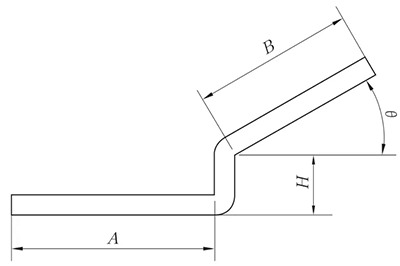
(3) Desvio de reta - o segmento de transição é tangente a dois arcos
Quando o Straight-Edge Offset é desdobrado no ponto tangente de dois arcos de círculo, é criada uma linha vertical no ponto tangente dos dois arcos de círculo na superfície exterior do substrato. O material é então deslocado por uma espessura de material para dentro, como ilustrado na Figura 7, para processamento e desdobrado utilizando o método Z-Fold 1 (Straight-Edge Offset).
Fig. 7 Diagrama de desvio de aresta reta - o segmento de transição é tangente a dois arcos de círculo
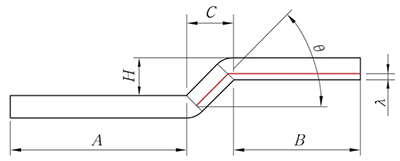
Dobra em Z 2 (bisel compensar)
Quando H < 2T, o algoritmo de desdobramento é o seguinte, de acordo com o processamento de deslocamento.
Quando θ ≤ 70°, L = A + B + C + 0,2
Quando θ > 70°, desdobrar de acordo com a dobra em Z 1 (desvio da margem direita)
Fig. 8 Diagrama da deslocação da aresta biselada
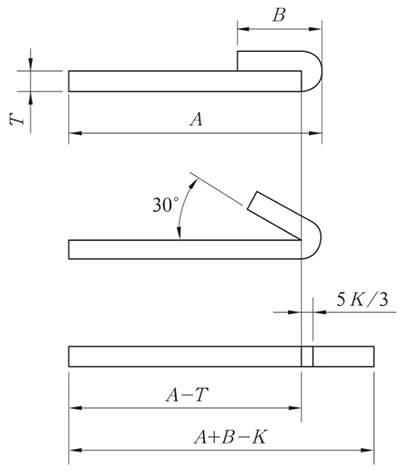
Dobragem e achatamento invertidos
L = A + B - K
(1) Ao aplanar, considerar a possibilidade de pressionar a linha antes de a dobrar, com base nas condições reais.
A localização da linha de prensagem é no centro da área de deformação por flexão.
Fig. 9 Diagrama esquemático da dobragem inversa e do achatamento
Os processos de dobragem inversa e de aplanamento são normalmente efectuados em duas etapas: primeiro, o material é dobrado a 30° utilizando a matriz de inserção, seguido de aplanamento.
Por conseguinte, ao criar o linha de dobragem no desenho ampliado, é essencial ilustrar a linha de curvatura com base na curvatura de 150°, como demonstrado na Figura 9.
Tabela 1 Coeficiente de flexão de placas com diferentes espessuras sob diferentes ângulos de flexão
Ângulo
Espessura/mm
1
1.2
1.5
1.8
2.5
45°
5.3
6.3
7.8
9.5
13
50°
4.5
5.4
6.8
8.1
11.25
55°
4
4.7
5.8
7.05
9.75
60°
3.4
4.1
5.1
6.15
8.5
65°
3
3.6
4.5
5.4
7.5
70°
2.65
3.2
4
4.75
6.6
75°
2.35
2.8
3.5
4.25
5.9
80°
2.1
2.5
3.1
3.75
5.25
85°
1.9
2.25
2.8
3.35
4.65
90°
1.7
2
2.5
3
4.15
95°
1.5
1.8
2.2
2.7
3.75
100°
1.35
1.6
2
2.4
3.35
105°
1.2
1.4
1.75
2.15
3
110°
1.1
1.3
1.6
2
2.65
115°
1
1.25
1.4
1.7
2.35
120°
0.85
1
1.25
1.5
2.1
125°
0.75
0.9
1.1
1.35
1.85
130°
0.65
0.8
1
1.18
1.65
135°
0.55
0.7
0.85
1.05
1.45
140°
0.5
0.6
0.75
0.9
1.25
145°
0.43
0.5
0.65
0.77
1.05
150°
0.35
0.43
0.55
0.65
0.9
155°
0.3
0.35
0.45
0.53
0.75
160°
0.23
0.27
0.35
0.4
0.6
165°
0.17
0.2
0.25
0.3
0.45
N–dobrar
O método de processamento N-fold envolve tanto a remodelação como o achatamento, e o algoritmo de desdobramento é:
L = A + B + K
(K é o comprimento do arco da camada neutra).
λ = 0,5T
Fig.10 Diagrama N-fold
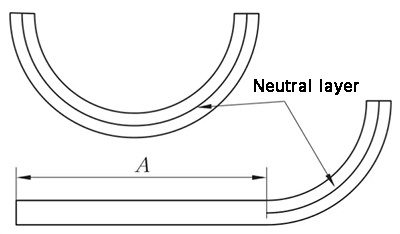
Arco (incluindo a régua de um lado)
(1) A expansão do arco é diretamente K, e o comprimento do arco da camada neutra é tomado. λ= 0.5T
(2) Expansão com a borda reta de um lado.
L = A + K
(k é o comprimento do arco da camada neutra)
Fig. 11 Diagrama esquemático da flexão em arco
Na produção prática, como é que o software 3D pode ser utilizado para controlar com precisão o comprimento desdobrado da chapa metálica?
Na produção real, o controlo preciso do comprimento desdobrado da chapa metálica através de software 3D pode ser conseguido principalmente através dos seguintes passos e métodos:
Escolha o software de desenho 3D correto: Em primeiro lugar, é necessário escolher um software CAD 3D adequado para o desenho de chapas metálicas. SolidEdge, Creo, FreeCAD, UG, etc. são todos softwares que podem ser utilizados para o desenho de chapas metálicas. Estes softwares fornecem módulos de chapa metálica ou funções relacionadas que podem ajudar os projectistas na conceção e nos cálculos de desdobramento de peças de chapa metálica.
Utilizar o módulo de chapa metálica ou as ferramentas do software: A maior parte do software CAD 3D fornece ferramentas e funções relacionadas com o desenho de chapas metálicas. Por exemplo, o Creo oferece uma variedade de métodos para controlar as dimensões desdobradas da chapa metálica, incluindo os métodos de modelação e desdobramento de peças de chapa metálica de grande arco, o método de dedução de dobras, etc. O FreeCAD, enquanto software de modelação 3D de código aberto, também dispõe de um módulo de chapa metálica.
Aplicaçãométodos de cálculo de desdobramento: Para garantir a exatidão do comprimento após o desdobramento da chapa metálica, podem ser utilizados diferentes métodos de cálculo de desdobramento. Os métodos mais comuns incluem o método de compensação de dobragem, o método de dedução de dobragem e o método de cálculo do fator K. Estes métodos podem ajudar os projectistas a calcular o comprimento real do material no estado desdobrado, garantindo assim o tamanho esperado das peças após a dobragem e conformação finais.
Preste atenção ao manuseamento de arestas e cantos e ao ajuste de pormenores: No processo de conceção de chapas metálicas, os pormenores do manuseamento de arestas e cantos são muito importantes. Alguns softwares, como o SW, fornecem uma variedade de soluções de manuseamento de arestas e cantos e métodos de dobragem, o que ajuda a melhorar a precisão do desdobramento.
Para curvas que não sejam de 90 graus, quais são os ângulos de curvatura comuns e os respectivos métodos de cálculo do fator K'?
Para curvas que não sejam de 90 graus, os ângulos de curvatura comuns incluem, mas não se limitam a, 45 graus e 135 graus. O método de cálculo do fator K baseia-se na relação entre a espessura do material e o raio de curvatura.
Especificamente, o fator K = δ / T, em que δ representa a espessura do material e T representa o raio de curvatura. Este método é aplicável para calcular o coeficiente de curvatura de qualquer ângulo que não seja de 90 graus.
Em aplicações práticas, devido às possíveis diferenças e grandes erros nos valores de dedução de curvas em diferentes ângulos, o fator K é geralmente utilizado como coeficiente de curvatura.
Além disso, para orientar com precisão o valor do fator K de diferentes espessuras de chapa, são necessários ajustes. Algumas referências sugerem que o valor do fator K para qualquer raio de curvatura pode ser calculado através de técnicas de interpolação específicas, que se revelaram eficazes para aplicações industriais de chapas metálicas.
Qual é a fórmula de cálculo do comprimento expandido da chapa ondulada prensada obliquamente e a explicação pormenorizada da constante 0,2?
A fórmula de cálculo para o comprimento expandido da chapa de prensa-travão biselada é [L = A + B + C + 0,2], onde (A), (B) e (C) representam as dimensões internas, e 0,2 serve como valor de compensação.
Com base nos princípios e práticas gerais dos cálculos de expansão de chapas metálicas, este valor de compensação tem em conta as discrepâncias entre os comprimentos reais e os calculados teoricamente, devido a factores como a dobragem do material e os erros de precisão do molde durante as operações reais.
No processamento de chapas metálicas, este valor de compensação ajuda a garantir a precisão dimensional e a qualidade do produto final.
Conclusão
As peças de chapa metálica são amplamente utilizadas na indústria eletromecânica, na indústria ligeira e na indústria automóvel.
A forma desdobrada das peças de chapa metálica é o principal fator determinante do tamanho da peça em bruto, o que, por sua vez, afecta o tamanho e a forma da peça em bruto.
No entanto, os métodos tradicionais de desdobramento de peças de chapa metálica tornaram-se cada vez mais inadequados para satisfazer as necessidades dos projectos modernos devido aos seus longos ciclos, baixa eficiência e má qualidade.
Para colmatar estas lacunas, a utilização de sistemas CAD avançados tem-se tornado cada vez mais frequente nos últimos anos.
Estes sistemas especializados de conceção de peças em chapa metálica possuem uma funcionalidade robusta e podem reduzir significativamente o tempo e o esforço necessários para a conceção preliminar e a implementação de peças em chapa metálica.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez pensou que dobrar chapas metálicas poderia ser tão complexo? A dobragem fechada, uma técnica crítica no processamento de chapas metálicas, utiliza métodos especializados para obter dobras precisas e duradouras sem necessitar de um profissional...
Imagine conseguir dobras de chapa metálicas perfeitas, sem quaisquer marcas ou manchas. Este artigo aborda técnicas avançadas que garantem uma qualidade de superfície imaculada em processos de dobragem de metal. Aprenderá sobre técnicas inovadoras...
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas precisas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica....