Como é que um processo utilizado no fabrico de aeronaves ajuda os componentes metálicos a durar mais tempo? O shot peening, uma técnica que envolve o bombardeamento de superfícies metálicas com pequenos meios esféricos, pode aumentar drasticamente a resistência à fadiga e a precisão da forma. Este artigo explora cinco métodos avançados de shot peening, incluindo técnicas digitais e pré-tensionadas, destacando os seus benefícios e aplicações na engenharia moderna. Ao ler este artigo, ficará a saber como estes processos inovadores estão a revolucionar a metalurgia e a prolongar a vida útil de componentes críticos.
A granalhagem é uma técnica de conformação que utiliza um fluxo de granalha de alta velocidade para atingir a superfície de uma chapa metálica, provocando uma deformação plástica na superfície atingida e no material metálico subjacente, fazendo com que a chapa se dobre gradualmente em direção à superfície granalhada, atingindo a forma pretendida.
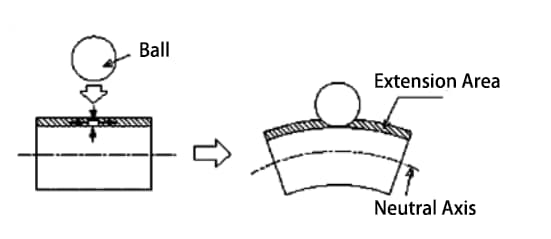
Diagrama de Shot Peening:
Figura 1: Diagrama esquemático do princípio de formação por Shot Peening
(1) O processo requer equipamento simples, sem necessidade de uma matriz de moldagem, o que mantém o custo de fabrico das peças baixo e proporciona uma forte adaptabilidade à dimensão das peças.
(2) Uma vez que a granalhagem forma tensões residuais de compressão nas superfícies superior e inferior da peça ao longo da direção da espessura, pode melhorar a resistência à fadiga da peça durante o processo de conformação.
(3) Pode formar peças com curvaturas simples ou duplas complexas.
Nos últimos anos, com as crescentes exigências de desempenho aerodinâmico global das aeronaves modernas e avançadas e o rápido desenvolvimento da tecnologia informática, a investigação e o desenvolvimento da tecnologia de shot peening foram grandemente promovidos.
Isto levou ao aparecimento da tecnologia de shot peening pré-esforçado, da tecnologia de shot peening digital e da nova tecnologia de reforço do shot peening, expandindo consideravelmente a capacidade de processamento e a gama de aplicações da tecnologia de shot peening.
I. Tecnologia de granalhagem pré-esforçada
Normalmente, as peças estão completamente livres antes do shot peening. A deformação causada pelo shot peening está relacionada com a força do shot peening, a cobertura do tiro e a espessura da peça.
Os factores que afectam a resistência ao shot peening incluem principalmente parâmetros relacionados com a granalha, como o material da granalha, o estado do tratamento térmico e o diâmetro, bem como parâmetros relacionados com o equipamento de shot peening, incluindo a velocidade da granalha e o ângulo de pulverização.
Os factores que afectam a cobertura de granalha incluem principalmente o tempo de granalhagem e a propriedades dos materiais da peça que está a ser jateada.
Por conseguinte, para um determinado equipamento de granalhagem e granalha, quando se utiliza a granalhagem de cobertura máxima para formar materiais e peças de espessura específicos, a deformação obtida é certa. Esta deformação reflecte o limite de formação do shot peening nas condições correspondentes.
A asa supercrítica é uma caraterística importante das aeronaves modernas e avançadas.
Como uma das partes importantes que constituem a forma da asa, o painel de parede integral tem formas complexas de sela e de torção no exterior e protuberâncias de reforço integral, caixilhos de boca, orifícios e afundamentos no interior.
A aplicação da estrutura de nervuras integrais também está a aumentar.
Para estas peças, devido ao pequeno limite de conformação do granalhagem livre, é difícil obter a deformação necessária para a forma da peça. Como resultado, surgiu a tecnologia de shot peening pré-tensionado.
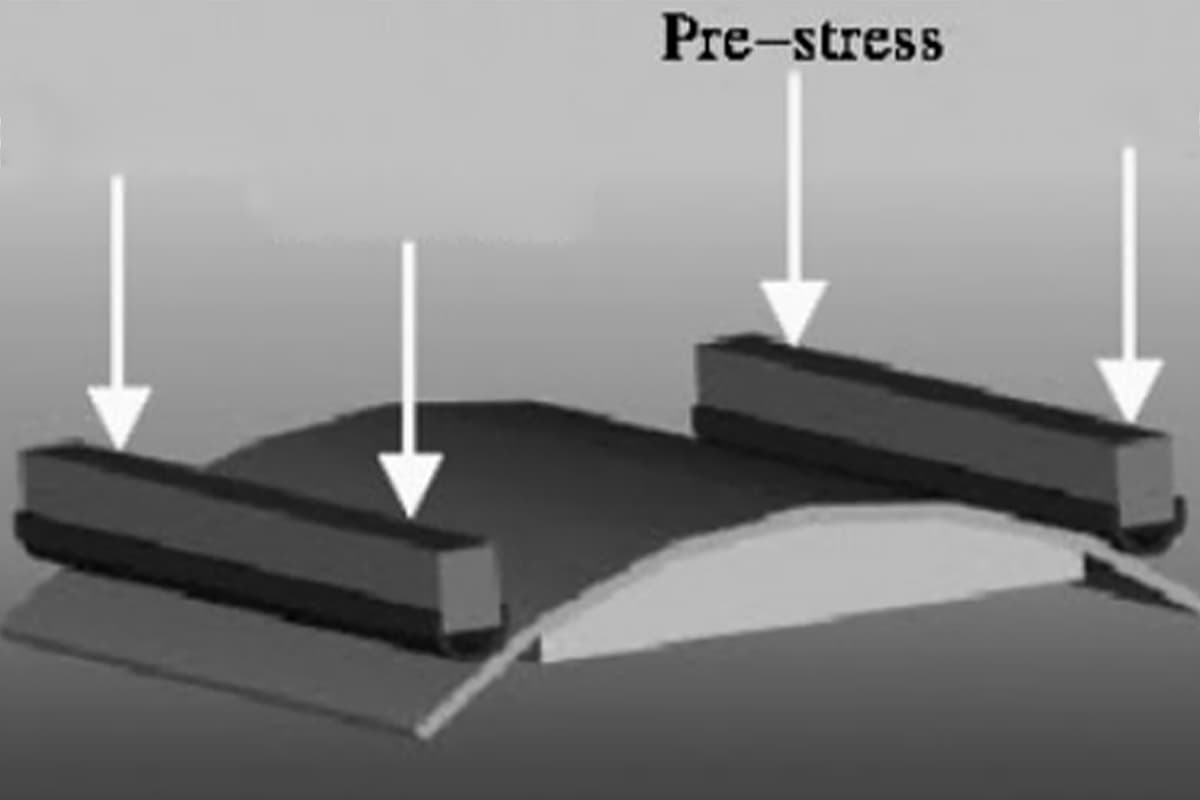
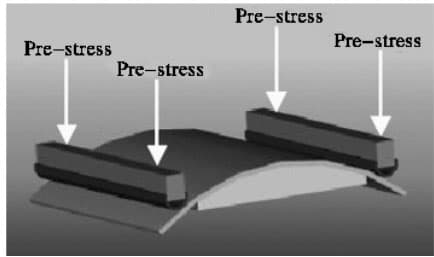
Diagrama do princípio do shot peening pré-esforçado:
Figura 2: Diagrama esquemático do princípio de formação de Shot Peening pré-esforçado
Antes de proceder ao shotpeening das peças, é aplicada uma carga pré-determinada às peças utilizando gabaritos e acessórios específicos, fazendo com que as peças sofram uma deformação elástica inicial. De seguida, a superfície tensionada é submetida a shotpeening descascado. Sob as mesmas condições de intensidade e cobertura de granalhagem, o limite de formação da granalhagem pré-esforçada é 2-3 vezes superior ao da granalhagem livre.
Ao mesmo tempo, o shot peening pré-tensão pode controlar eficazmente a deformação adicional por flexão ao longo da direção do shot peening.
Atualmente, a tecnologia de shot peening pré-esforçado tem sido aplicada no fabrico de painéis integrais de asas para aeronaves supercríticas.
A empresa canadiana R Company utiliza a tecnologia de shotpeening pré-tensionado para evitar o impacto negativo na vida útil à fadiga provocado pela flexão mecânica dessas peças ao fabricar painéis integrais de asas para o avião 5B8BZU de Israel.
É claro que, para aplicar pré-tensão às peças, é necessário conceber e fabricar dispositivos específicos de pré-tensão. Estes dispositivos devem ser simples, leves, fáceis de operar e devem estar coordenados com o equipamento de shotpeening que está a ser utilizado.
Por conseguinte, a tendência de desenvolvimento da tecnologia de shot peening pré-tensão será continuar a investigar métodos de carga pré-tensão simples e viáveis, bem como utilizar a análise de elementos finitos para determinar com precisão a dimensão da pré-tensão aplicada, assegurando que as peças estão completamente dentro da gama de deformação elástica sob pré-tensão.
II. Tecnologia de conformação por Shot Peening digital
Decapagem digital tecnologia de conformação utiliza a tecnologia digital para analisar digitalmente a informação geométrica das peças, selecionar e otimizar os parâmetros do processo de formação de shot peening, simular e controlar o processo de formação de shot peening, inspecionar digitalmente a forma das peças formadas e gerir digitalmente os ficheiros e programas do processo de formação de shot peening das peças.
Esta tecnologia avançada de conformação tem como objetivo descrever as peças e o seu processo de conformação por shot peening sob a forma de quantidades digitais e unificar os dados gerados em cada fase.
Em termos de tecnologia de formação de shot peening digital, um exemplo de aplicação bem sucedida é a tecnologia de formação de shot peening automatizada proposta pela empresa alemã P/.
Além disso, como parte essencial da tecnologia digital, a tecnologia de simulação numérica do processo de formação de shot peening também alcançou um desenvolvimento significativo.
A implementação da tecnologia de formação automatizada de shot peening está dividida em três fases: fase de conceção e análise, fase de desenvolvimento pré-produção e fase de produção.
Durante a fase de conceção e análise, o modelo numérico 2+O das peças é principalmente analisado e avaliado quanto à formabilidade do shot peening, e o plano inicial do processo de formação de shot peening e os parâmetros do processo de formação são formulados, tendo em conta o equipamento do utilizador e a situação do pessoal.
Na fase de pré-produção, o processo é optimizado através de testes de formação de shot peening em peças de teste, gerando ficheiros e programas de controlo de processos relevantes, e são efectuadas as actualizações e os ajustes necessários ao equipamento do utilizador. Além disso, nesta fase, podem ser efectuadas alterações e melhorias no design da peça em simultâneo.
Na fase de produção, a automatização da formação por shot peening pode ser realizada invocando os programas de controlo pré-estabelecidos para as peças, ao mesmo tempo que se realiza a formação técnica do pessoal relevante.
Depois de estabelecer um sistema automatizado de tecnologia de formação de shot peening no local do utilizador durante esta fase, o desenvolvimento de novos produtos no futuro requer apenas programação offline e, em seguida, os dados e programas relevantes podem ser transferidos para o equipamento do utilizador para testes e produção.
A tecnologia de shot peening automatizado inclui principalmente aspectos de hardware e software. O aspeto do hardware requer um dispositivo de shotpeening controlado numericamente e com múltiplas coordenadas, com controlo programável.
O aspeto do software requer tecnologia de base de dados do processo de formação de shot peening, tecnologia de análise de simulação, tecnologia de medição digital, tecnologia de visualização virtual e uma vasta experiência prática para formular rapidamente uma rota de processo razoável e correcta.
As vantagens da tecnologia de conformação automática por shot peening são muito óbvias. Os utilizadores não precisam de fazer qualquer programação ou teste; o operador só precisa de premir o botão de arranque, e o equipamento completará automaticamente as outras tarefas predefinidas no programa de peças.
Figura 3: O painel de parede integral do depósito de combustível do foguetão Ariane 5 formado por shot peening automático.
Nos últimos anos, surgiram alguns novos métodos de shot peening que diferem das técnicas tradicionais de shot peening. Entre eles, o desenvolvimento e a aplicação da granalhagem de dupla face, da granalhagem a laser, da granalhagem por ultra-sons e da granalhagem com água a alta pressão têm merecido grande atenção e preocupação.
III. Técnica de Shot Peening de dupla face
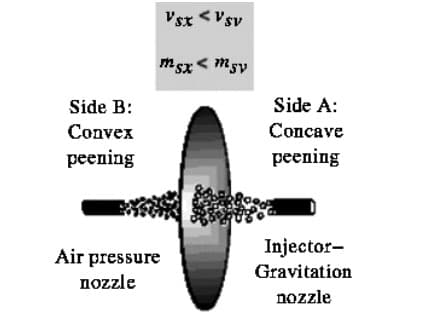
A técnica de shotpeening de dupla face foi proposta pela primeira vez em 2002 por R. KOPP da Universidade de Tecnologia de Aachen, na Alemanha. O princípio básico envolve a utilização de projécteis de diferentes tamanhos para jatear simultaneamente as superfícies superior e inferior de uma peça a diferentes velocidades, melhorando assim as capacidades e a eficiência do shot peening.
Como mostra a figura abaixo:
Figura 4: Diagrama do princípio básico do Shot Peening de dupla face
O método permite obter um raio de curvatura tão pequeno como 1000 mm. A tecnologia de moldagem por shot peening de dupla face tem elevados requisitos para o equipamento de shot peening. Não só precisa de ter a função de pulverização simultânea de granalhas de diferentes tamanhos, como também requer uma forte correspondência e controlo da velocidade e do fluxo de duas granalhas para alcançar os resultados esperados.
IV. Tecnologia de conformação por shot peening a laser
A tecnologia de formação por shot peening a laser foi proposta pela primeira vez por volta de 1965. O princípio básico é a utilização de feixes de laser de alta frequência, alta potência e impulsos curtos para fazer incidir a superfície da peça revestida com um material de ablação semi-transparente colocado em água laminar.
O impulso laser passa através da água laminar e é absorvido pela camada de ablação, criando uma nuvem de plasma na água laminar. Dentro de 10ns~100ns, o plasma expande-se rapidamente na superfície da peça de trabalho, gerando uma pressão de 1Gp~10Gp e formando uma onda de choque plana, causando assim uma deformação plástica na superfície da peça de trabalho.
Em comparação com a granalhagem tradicional, a granalhagem a laser gera maiores tensão residual e a área de distribuição da tensão residual é 3 a 5 vezes mais profunda do que a do shot peening tradicional.
Por conseguinte, o shot peening a laser é utilizado para o reforço da superfície de peças metálicas. O endurecimento por choque a laser pode melhorar significativamente a resistência à fadiga e à corrosão sob tensão das peças. Quando utilizado para formar peças de paredes finas, pode alcançar uma maior capacidade de deformação do que o shot peening tradicional.
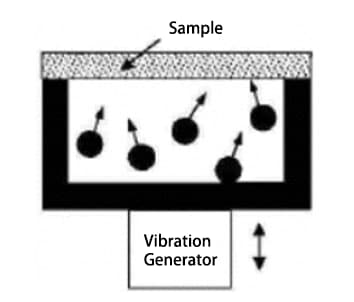
V. Tecnologia de formação por shot peening ultrassónico
O shot peening ultrassónico utiliza principalmente ondas ultra-sónicas para induzir vibrações mecânicas nos disparos, conduzindo assim os disparos para realizar o tratamento de shot peening na peça de trabalho.
O princípio de base é o seguinte:
Figura 5: Princípios básicos da granalhagem por ultra-sons
O shot peening ultrassónico utiliza não só granalhas de aço como meio de peening, mas também agulhas de pulverização com diferentes raios de curvatura nas suas extremidades.
A vantagem do shot peening ultrassónico é que pode atingir uma camada de tensão residual mais profunda do que o shot peening tradicional, e o valor da tensão residual também é maior, enquanto o rugosidade da superfície é melhor do que o do shot peening tradicional.
A SONATS, uma empresa francesa, começou a investigar esta tecnologia em 1996 e desenvolveu agora um conjunto de tecnologia de shot peening ultrassónico e o correspondente equipamento de shot peening ultrassónico, que é amplamente utilizado nas indústrias aeroespacial, de construção naval e automóvel.
VI. Desenvolvimento da tecnologia de Shot Peening
A formação por shot peening também tem limitações óbvias, como a tendência de deformação esférica, deformação limitada, condições de restrição rigorosas e numerosos factores de influência.
No entanto, as excelentes características da conformação por shot peening fazem com que as pessoas procurem constantemente novas formas e métodos para ultrapassar as suas limitações, explorem continuamente o potencial inerente à tecnologia de conformação por shot peening e satisfaçam continuamente os requisitos de conformação e de desempenho especial dos componentes cada vez mais exigentes, representados por painéis integrais de asas metálicas complexas de aeronaves de grande e médio porte.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...