O que é o Springback?
O retorno elástico é definido como uma restauração parcial da forma de peças deformadas após a remoção da carga.
A forma e o tamanho das peças não estão alinhados com a forma e o tamanho da superfície de trabalho da matriz de estampagem, fazendo com que as peças fiquem fora do intervalo de tolerância e afectando a precisão de montagem dos produtos.
Em engenharia, é crucial abordar os erros no produto causados pelo retorno elástico.
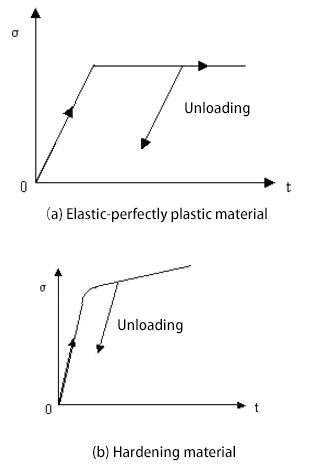
A estampagem resulta não só em deformação plástica, mas também em deformação elástica. Quando a carga de formação é libertada, dorso da mola ocorre nas peças.
O retorno elástico é a deformação que ocorre inevitavelmente após chapa metálica e a peça moldada foi removida do molde, afectando a forma final da peça.
A magnitude do retorno elástico tem um impacto direto na precisão geométrica da peça de trabalho e é um defeito de conformação difícil de ultrapassar no domínio da engenharia.
Curva de variação de tensão após carga e descarga
Factores que influenciam o retorno elástico de peças estampadas
Propriedade do material
O limite de elasticidade de chapa metálica varia entre chapas normais e chapas de elevada resistência.
Quanto maior for o limite de elasticidade da chapa metálica, maior é a probabilidade de rebentamento.
As peças de chapa espessa são normalmente fabricadas em aço-carbono laminado a quente ou em aço de alta resistência de baixa liga laminado a quente.
Em comparação com os materiais de chapa laminada a frio, os materiais de chapa laminada a quente têm uma má qualidade de superfície, grande tolerância de espessura, propriedades mecânicas instáveis e baixa taxa de alongamento.
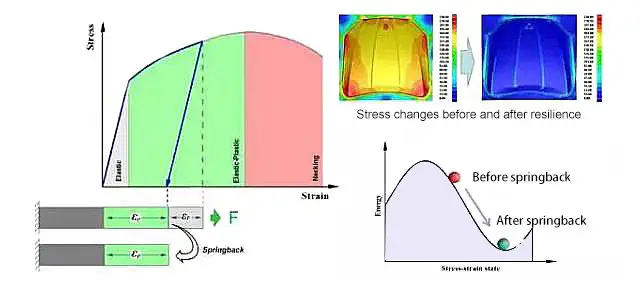
Alterações de tensão antes e depois do retorno elástico
Espessura do material
No processo de conformação, a espessura do material da chapa tem um impacto significativo no seu desempenho de flexão. À medida que a espessura da chapa aumenta, a ocorrência de ressalto diminui.
Isto deve-se ao facto de que, à medida que a espessura da chapa aumenta, a quantidade de deformação plástica envolvida também aumenta, levando a um aumento da deformação elástica de recuperação. Como resultado, a resiliência diminui.
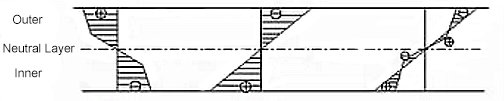
Tensão tangencial da interface da chapa metálica
À medida que o nível de resistência das peças de chapa espessa continua a melhorar, o problema da precisão das dimensões causado pelo ressalto torna-se cada vez mais grave.
Tanto a conceção do molde como a subsequente colocação em funcionamento da tecnologia requerem o conhecimento da natureza e magnitude da resiliência da peça, a fim de implementar contramedidas e acções correctivas adequadas.
Para peças de chapa espessa, o rácio de raio de curvatura para a espessura da placa é tipicamente pequena, e a tensão e as suas alterações na direção da espessura da placa não podem ser ignoradas.
Forma das peças
O retorno elástico de peças com formas diferentes varia muito. Peças com formas complexas requerem normalmente um processo de moldagem adicional para evitar o retorno elástico resultante de um processo de moldagem incompleto.
No entanto, certas formas especializadas, como as peças em forma de U, são mais propensas ao ressalto. Por conseguinte, a compensação do retorno elástico deve ser tida em conta durante o processo de conformação.
Ângulo do centro de dobragem
Quanto maior for o ângulo do centro de flexão, maior será o valor acumulado do retorno elástico, o que pode resultar num retorno elástico significativo.
O comprimento de deformação das peças estampadas aumenta à medida que o ângulo central de flexão aumenta.
Condição de desobstrução do molde
O molde deve ser concebido com uma folga igual ao dobro da espessura do material na peça de trabalho correspondente, e o produto deve caber dentro desta folga.
Para facilitar um melhor fluxo de material, as peças do molde devem ser desenvolvidas após a conclusão do processamento do molde, especialmente no caso de moldes de dobragem. Quanto maior for a folga da peça de trabalho, maior será o retorno elástico.
Se o intervalo de tolerância de erro para a espessura da placa for maior, o ressalto também será maior, tornando difícil determinar com precisão a folga do molde.
Raio de curvatura relativo
O raio de curvatura relativo é proporcional ao valor do retorno elástico. Por conseguinte, quanto mais curvas forem as peças estampadas, menor será a probabilidade de se dobrarem.
Técnica de conformação
O processo de conformação é um fator crucial na determinação do valor do retorno elástico.
Geralmente, a correção da flexão tem um melhor efeito de retorno elástico do que a flexão livre.
Se o mesmo resultado de maquinação for desejado para a produção de um lote de peças estampadas, o força de flexão necessária para corrigir a flexão é significativamente maior do que a necessária para a flexão livre.
Consequentemente, mesmo que seja utilizada a mesma força de flexão em ambos os métodos, o resultado final será diferente.
Quanto maior for a força de correção necessária para corrigir a flexão, menor será o retorno elástico das peças estampadas. Esta força de correção alonga as fibras interiores e exteriores na zona de deformação, resultando no efeito de formação desejado.
Quando a força de flexão é libertada, tanto as fibras interiores como as exteriores encurtam, mas a direção do retorno elástico das fibras interiores e exteriores é oposta, reduzindo, em certa medida, o retorno elástico das peças estampadas.
A solução do retorno elástico da estampagem
Conceção do produto
Em primeiro lugar, em termos de materiais, é aconselhável escolher materiais com baixo limite de elasticidade ou aumentar a espessura do material, sem deixar de cumprir os requisitos do produto.
Em segundo lugar, em termos de conceção de peças estampadas, a forma da peça também desempenha um papel significativo na determinação do seu retorno elástico. No caso de peças estampadas complexas com uma forma curva, é difícil eliminar o retorno elástico devido à tensão complexa em todas as direcções e a outros factores como a fricção.
Por conseguinte, a forma do produto pode ser concebida através da combinação de várias peças para resolver o problema do retorno elástico em peças estampadas complexas.
Também pode ser adicionada uma pérola anti-retorno, que é uma solução eficaz para defeitos de retorno elástico. A forma do produto pode ser alterada aumentando o número de pérolas anti-retorno, conforme necessário para o produto e o valor do retorno elástico.
Finalmente, o defeito de retorno elástico pode ser resolvido reduzindo o valor do ângulo R do peça de dobragem.
Conceção técnica
- Adição de um processo de pré-formação em conceção da matriz. Ao incorporar um processo de pré-formação, a formação única de peças estampadas pode ser dividida em diferentes fases, e a tensão interna no processo de conformação pode ser reduzido até certo ponto, resolvendo assim o defeito de retorno elástico.
- Reduzir o espaço entre os moldes côncavo e convexo. Este espaço pode ser ajustado para aproximadamente o dobro da espessura do material para maximizar a ligação entre o material e o molde.
- O tratamento de endurecimento da matriz também pode ajudar a reduzir o desenho das peças estampadas e diminuir o desgaste da matriz.
- A moldagem do produto pode ser utilizada. Se o design do produto não puder ser alterado, a remodelação das peças estampadas no final é outra opção.
- Outros métodos para resolver o defeito de retorno elástico incluem a utilização de equipamento de estampagem hidráulica, que pode oferecer algum alívio para o problema do retorno elástico.
Suporte em branco Força das peças
A utilização da força do suporte da peça bruta no processo de conformação é uma tecnologia crucial. Ao otimizar continuamente a força do suporte da peça em bruto, a direção do fluxo do material pode ser ajustada e a tensão interna a distribuição do material pode ser melhorada.
O aumento da força do suporte do molde faz com que as peças se estendam mais completamente, particularmente na posição da parede lateral e do ângulo R. Se estiverem completamente formadas, a diferença entre as tensões internas e externas diminuirá, levando a uma redução da resiliência.
Contas de desenho
A utilização de pérolas de tração é comum na tecnologia moderna. O posicionamento correto das pérolas de tração pode alterar eficazmente a direção do fluxo de material e distribuir uniformemente a resistência à alimentação na superfície de prensagem, melhorando assim a formabilidade do material.
A colocação de pérolas de tração em peças propensas a retorno elástico resultará numa conformação mais completa e numa distribuição de tensão mais uniforme, reduzindo o retorno elástico.
A solução do retorno elástico por flexão
Correção da curvatura
A correção das forças de flexão concentra a pressão de impacto na zona de deformação por flexão, fazendo com que o metal interior seja comprimido. Após o ajuste, as camadas interior e exterior são alongadas e a tendência de retorno elástico das duas áreas após a descarga pode compensar-se mutuamente, reduzindo o retorno elástico.
Tratamento térmico
Recozimento antes da dobragem pode reduzir a dureza e a tensão de cedência, o que não só diminui o retorno elástico como também reduz a força de dobragem. Após a dobragem, efetuar um processo de endurecimento.
Dobragem excessiva
No processo de produção de dobragem, o ângulo de deformação e o raio da chapa metálica aumentarão devido à recuperação elástica. Para reduzir o retorno elástico, a deformação da chapa pode ser efectuada de modo a exceder o grau de deformação teórico.
Dobragem por aquecimento
Utilizar a dobragem por calor, seleccionando a temperatura adequada para que o material tenha tempo suficiente para amolecer, o que diminuirá a quantidade de retorno elástico.
Dobragem por estiramento
O método consiste em aplicar uma tensão tangencial durante a dobragem da chapa metálica, alterando o estado de tensão e a distribuição no interior da chapa metálica, fazendo com que toda a secção sofra uma deformação plástica por tração. Após a descarga, o retorno elástico interno e externo compensam-se mutuamente, reduzindo o retorno elástico.
Compressão local
A técnica de compressão local consiste em aumentar o comprimento da placa exterior diminuindo a sua espessura, de modo a que o retorno elástico das camadas interior e exterior se compensem mutuamente.
Dobragem múltipla
A flexão é dividida em várias vezes para eliminar o retorno elástico.
Passivação do canto interior
Comprimir a partir do interior da peça de dobragem para eliminar o retorno elástico. Quando a placa é em forma de U, o efeito é melhor porque ambos os lados são simétricos.
Adotar a dobragem parcial na formação por estiramento
O método de conformação parcial de uma peça através da dobragem e, em seguida, da conformação por estiramento reduz o retorno elástico. Este método é eficaz para produtos com uma forma bidimensional simples.
Controlo das tensões residuais
Durante o processo de estiramento, uma forma de casco convexo local é adicionada primeiro à superfície da ferramenta e depois eliminada num processo posterior para alterar a tensão residual equilíbrio do material, eliminando assim o retorno elástico.
Retorno de mola negativo
Ao maquinar a superfície da ferramenta, tentar fazer com que o material da chapa apresente um retorno elástico negativo. Após o retorno da matriz superior, as peças atingirão a forma desejada através do retorno elástico.
Método eletromagnético
Os erros de forma e de tamanho causados pelo retorno elástico podem ser corrigidos através da utilização de impulsos electromagnéticos que afectam a superfície do material.