Soldadura por pontos: Guia detalhado e técnicas reveladas
A soldadura por pontos é uma técnica crucial no fabrico, mas o que é que sabe realmente sobre ela? Nesta publicação do blogue, mergulhamos a fundo nos meandros da soldadura por pontos, explorando os seus princípios de funcionamento, as principais etapas e os factores críticos que influenciam a qualidade da soldadura. Quer seja um engenheiro ou um simples curioso, junte-se a nós nesta viagem fascinante para desvendar os segredos por detrás deste método de união essencial.
O princípio de funcionamento da soldadura por pontos baseia-se no efeito térmico da corrente. Na soldadura por pontos, duas peças de trabalho a soldar são primeiro fixadas pelos eléctrodos superior e inferior sob a ação de uma pinça de soldadura ou de um cilindro de pistola de soldadura.
Em seguida, uma corrente de soldadura (normalmente entre alguns milhares e dezenas de milhares de amperes) funde o metal no ponto de soldadura de acordo com a lei de Joule, Q=0,24I²Rt. temperatura de soldadura é atingida, a corrente é cortada. Sob a pressão do elétrodo, o metal fundido arrefece e cristaliza para formar uma pepita de solda.
A soldadura por pontos é utilizada principalmente para a soldadura de chapas finas, e os estilos de junta adoptam frequentemente juntas sobrepostas e juntas flangeadas.
Existem muitos tipos de soldadura por pontos. Na nossa oficina de montagem, utilizamos principalmente dois tipos: ponto simples de dupla face e ponto duplo de face simples.
Ponto único de dupla face
O ponto único de dupla face é a forma mais utilizada de soldadura por pontos. Exemplos incluem pendurar máquinas de soldadura por pontos e soldadores de pontos de assento. A sua caraterística é que só pode ser soldado um ponto de cada vez.
Ponto duplo de uma face
O ponto duplo de uma face é aplicado principalmente na mesma superfície da peça de trabalho, com um grande pedaço de placa condutora de cobre (bloco) com excelente condutividade no outro lado.
As duas extremidades do fio secundário do transformador de soldadura são ligadas aos eléctrodos, e a peça de trabalho é pressionada entre o elétrodo e a almofada de cobre.
Por conseguinte, devem ser utilizados materiais isolantes para separar o bloco de eléctrodos do suporte do bloco elétrico ao montar vários blocos de eléctrodos da máquina de soldadura por pontos. Durante a manutenção, a almofada de isolamento original deve ser instalada para evitar desvios durante a soldadura.
Ponto duplo de uma face (normalmente utilizado em máquinas de soldadura multiponto especializadas)
Ponto único de dupla face
II. Ciclo de soldadura por pontos
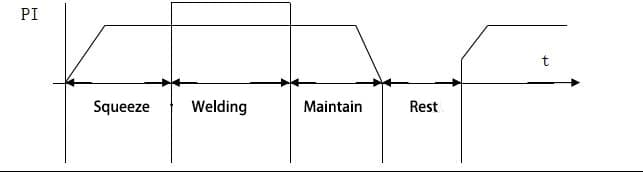
Cada ponto processo de soldadura deve passar por quatro fases: apertar, soldar, segurar e descansar. Cada fase tem a duração de um determinado período de tempo, nomeadamente o tempo de compressão tapertar, tempo de soldadura tsoldadura, tempo de espera tmantere o tempo de repouso tdescanso. Estes quatro processos são indispensáveis para a qualidade da soldadura por pontos. Como mostra o diagrama:
(1) Apertar:
O tempo de compressão refere-se ao tempo decorrido entre o momento em que o elétrodo começa a aplicar pressão sobre a peça de trabalho e o início da eletrificação. Durante este tempo, o elétrodo deve aplicar a pressão necessária para a soldadura, a fim de assegurar um contacto estreito entre as peças.
Se o tempo de compressão for demasiado curto e a eletrificação começar antes de as duas peças de trabalho estarem em contacto próximo, a elevada resistência de contacto pode resultar em queimaduras durante a soldadura por pontos.
(2) Soldadura:
O tempo de soldadura refere-se à duração do contacto do elétrodo durante o processo de soldadura por pontos, uma etapa crucial do processo. Durante a soldadura, a corrente que passa pelo elétrodo flui para a peça de trabalho, gerando um intenso calor resistivo no ponto de soldadura.
O metal no ponto focal do calor derrete primeiro, e o metal derretido é rodeado pelo metal ainda não derretido e pelo anel metálico de estado plástico, impedindo que o metal derretido se espalhe.
À medida que o tempo avança, o núcleo fundido expande-se. A velocidade de aquecimento durante a soldadura é muito rápida, e a temperatura do núcleo de baixo carbono soldadura por pontos em aço pode atingir mais de 1800°C (excedendo o ponto de fusão do metal em 200-300 graus) dentro de 0,06 a 0,1 segundos. Por vezes, quando a corrente é demasiado elevada ou o tempo de soldadura demasiado longo, podem ocorrer salpicos sob a pressão do elétrodo.
Em geral, uma pequena quantidade de salpicos é aceitável, mas salpicos excessivos pode afetar a qualidade da soldadura e criar mossas profundas. Normalmente, a profundidade da mossa não deve exceder 20% da espessura da peça.
(3) Manutenção:
O tempo de manutenção refere-se ao período entre o desligamento e o levantamento do elétrodo, durante o qual o metal líquido dentro do anel de plástico cristaliza sob pressão, formando o núcleo de soldadura.
Se a corrente de soldadura for cortada antes de o metal líquido no núcleo de soldadura ter tempo para cristalizar e o elétrodo se elevar, o metal do núcleo de soldadura solidificará no anel de plástico fechado, resultando em encolhimento ou estruturas porosas devido à reposição insuficiente de volume.
É evidente que a resistência de um núcleo de soldadura com retração ou estruturas porosas é muito baixa, pelo que o tempo de manutenção é indispensável.
Isto assegura que o núcleo de soldadura cristaliza sob pressão, resultando numa estrutura densa. Para chapas de aço de baixo carbono com uma espessura de 1-1,5 mm, o tempo de manutenção é de 0,1-0,2 segundos, enquanto que para a soldadura de aço de baixo carbono com uma espessura de 8-10 mm, a cristalização completa do núcleo de soldadura requer cerca de 1,5-2,5 segundos.
Por conseguinte, o tempo de manutenção não deve ser inferior a este valor. No entanto, também não são desejáveis tempos de manutenção demasiado longos.
(4) Descanso:
O tempo de repouso refere-se ao período que decorre desde a elevação do elétrodo da peça de trabalho até ao início da aplicação da pressão no ciclo seguinte. Desde que satisfaça os requisitos de tempo para o movimento da peça de trabalho, o posicionamento e as acções mecânicas da máquina de soldar, quanto mais curto for este tempo, melhor, pois resulta numa maior produtividade.
O ciclo de soldadura por pontos acima mencionado é o mais básico e é indispensável para a soldadura por pontos de qualquer metal ou liga.
III. Resistência à soldadura por pontos
A fonte de calor da soldadura por pontos é o calor de resistência gerado quando a corrente passa através do metal a ser soldado.
Por conseguinte, a resistência durante a soldadura por pontos e a sua distribuição são factores críticos que afectam a qualidade da soldadura por pontos. A resistência R durante a soldadura por pontos inclui a resistência de contacto R do pólo entre o elétrodo e a peça de trabalho, a resistência efectiva R da peça de trabalho e a resistência de contacto R de toque entre as peças de trabalho.
A relação é: R = 2Rpólo + Rtoque + 2Rpeça, então o calor de resistência gerado durante a soldadura por pontos é: Q = 0,24I2(2Rpólo + 2Rtoque + 2Rpeça)t.
É de salientar que, durante o processo de soldadura por pontos, à medida que a peça de trabalho é aquecida e a temperatura aumenta gradualmente, tanto a resistência inerente da peça de trabalho como a resistência de contacto, bem como a corrente de soldadura, apresentam alterações significativas.
Por isso, calcular com precisão o calor de resistência produzido durante a soldadura por pontos utilizando a primeira lei de Joule é um desafio. Abaixo estão três resistências chave relacionadas com a soldadura por pontos.
1. Resistência de contacto R toque da superfície de contacto entre as peças
A resistência de contacto está relacionada com a pressão do elétrodo, as propriedades do material e o estado da superfície das peças. À medida que a pressão do elétrodo aumenta, as saliências na superfície da peça de trabalho de soldadura são esmagadas, aumentando o número e a área dos pontos de contacto, reduzindo assim a resistência de contacto.
Na soldadura por pontos, quando a capacidade da máquina de soldar é pequena, por vezes a resistência de contacto é ajustada alterando a pressão do elétrodo para regular o calor durante a soldadura por pontos e melhorar a qualidade da soldadura.
Do mesmo modo, se o material for mais macio, a resistência ao esmagamento é menor. Por conseguinte, sob a mesma pressão, a superfície de contacto aumenta, reduzindo a resistência de contacto. Quando estão presentes óxidos e sujidade, especialmente óxidos de baixa condutividade, na superfície de soldaduraA sua presença é importante, pois inibem significativamente a passagem da corrente e aumentam a resistência de contacto.
A resistência de contacto também depende da temperatura. Durante o processo de aquecimento da soldadura, à medida que a temperatura da peça de trabalho aumenta gradualmente, a força de esmagamento dos pontos de contacto diminui, aumentando rapidamente a área de contacto e reduzindo drasticamente a resistência de contacto. Quando a temperatura da peça de aço está próxima dos 600°C, a sua resistência de contacto praticamente desaparece.
2. Pólo R de resistência de contacto entre o elétrodo e a peça de trabalho
A resistência de contacto entre o elétrodo e a peça de trabalho é geralmente cerca de metade da resistência de contacto entre peças de trabalho, ou seja, Rpólo = 0.5Rtoque. Esta resistência é prejudicial à soldadura por pontos; quanto mais pequena for, melhor.
Se esta resistência for demasiado elevada, a temperatura no ponto de contacto entre o elétrodo e a peça de trabalho torna-se excessiva, causando salpicos na superfície ou queimaduras. Além disso, o elétrodo pode soldar facilmente com a peça de trabalho, desgastar gravemente o elétrodo e criar dificuldades na soldadura por pontos.
As manchas de óleo, as impurezas e a ferrugem na superfície da peça de trabalho podem provocar estes efeitos adversos. Além disso, quando o elétrodo transporta materiais de ferro, deve ser cuidadosamente limpo antes da soldadura.
3. Resistência interna efectiva da peça de trabalho
Durante a soldadura por pontos, o calor necessário para formar o núcleo de soldadura é maioritariamente gerado pela resistência interna da peça de trabalho, sendo responsável por mais de 90% do calor necessário para o núcleo de soldadura.
A resistência interna efectiva R da peça de trabalho está relacionada com a espessura da peça, o diâmetro D da superfície de contacto entre o elétrodo e a peça de trabalho e o coeficiente de resistência do material da peça de trabalho soldada, que pode ser representado pela seguinte equação
Rpeça = Kxδ⁄D²ΧP
onde:
δ- Espessura da peça a soldar (mm)
D- Diâmetro da superfície de contacto entre o elétrodo e a peça de trabalho (mm)
Coeficiente K (causado pela densidade desigual da corrente)
P- Coeficiente de resistência do material da peça a soldar (Ohms/cm)
IV. Características de aquecimento durante a soldadura por pontos:
Durante a soldadura por pontos, o calor total Q produzido pela corrente que passa através da resistência da peça de trabalho e da resistência de contacto pode ser dividido em duas partes principais. Uma parte de Q é consumida no local de soldadura e nas suas áreas adjacentes, aquecendo esta parte do metal até à temperatura de soldadura para permitir a soldadura.
Esta parte do calor é útil para conseguir a soldadura, e chamamos-lhe efeito Q de calor efetivo. A outra parte do calor é utilizada para compensar o calor Q1 do metal frio em torno do local de soldadura, o calor Q2 retirado pelo elétrodo e pela água de arrefecimento, e o calor Q3 irradiado para o ar circundante.
Esta parte do calor não é utilizada para aquecer o metal a soldar e é inútil para a formação térmica do núcleo de soldadura. É um desperdício de calor e, por isso, é chamado de calor inútil ou calor perdido. Como mostra a figura:
A relação acima pode ser expressa através de uma equação de equilíbrio:
Q = Qefetivo + Qperda = Q1 + Q2 + Q3 + Qefetivo
A dimensão do calor efetivo depende do volume, da temperatura e das propriedades físicas térmicas da área de soldadura ou do metal. Quando o volume da material metálico na zona de soldadura é fixo, não tem qualquer relação com o tempo de aquecimento. No entanto, a perda de calor Qperda está relacionado com a duração do tempo de aquecimento, quanto maior for o tempo, maior será o Qperda.
Qefetivo está intimamente relacionado com o volume, a temperatura e as propriedades físicas térmicas do metal na área de soldadura. Quanto mais espessa for a peça de trabalho, maior é o volume do metal na zona de soldadura, pelo que é necessário mais calor durante a soldadura por pontos.
Qperda está também relacionada com o volume do metal, as propriedades físicas térmicas do material metálico e a temperatura do meio circundante.
Quando o tamanho da peça de trabalho de soldadura é maior, a condutividade térmica do metal é melhor, a temperatura do meio circundante é mais baixa e o tempo de soldadura é mais longo, então Qperda também é maior. Isto significa que alguns metais coloridos com boa condutividade térmica são mais difíceis de soldar por pontos do que o aço com baixo teor de carbono.
Além disso, Qperda aumenta com o tempo, por isso, durante a soldadura, partindo do princípio que a potência da máquina de soldar é suficiente para garantir a qualidade da soldadura, tente utilizar tempos de soldadura mais curtos e correntes de soldadura maiores.
A relação entre a temperatura de aquecimento da área de soldadura e o tempo de aquecimento é que, independentemente da potência da máquina de soldadura, à medida que o tempo de aquecimento aumenta, a temperatura no início da área de soldadura aumenta rapidamente e, finalmente, tende para um valor constante.
Isto porque, à medida que o tempo de aquecimento se prolonga, embora o calor libertado pelo elétrodo aumente, o calor conduzido para o metal frio circundante, o elétrodo e o calor perdido para o meio circundante também aumentam.
Finalmente, o calor libertado pela resistência por unidade de tempo e a perda de calor são iguais, atingindo um estado de equilíbrio, pelo que a temperatura de trabalho também atinge um valor estável.
Por conseguinte, para obter pontos de soldadura de alta qualidade, não se pode utilizar infinitamente o método de prolongar o tempo de soldadura para reduzir a eficiência térmica para atingir o tempo de soldadura, a temperatura da área a ser soldada na peça de trabalho nunca atingirá a temperatura de soldadura.
V. Especificação dos parâmetros de soldadura por pontos e seu impacto na qualidade da soldadura:
A especificação da soldadura por pontos envolve a gama de parâmetros estreitamente relacionados com a qualidade da soldadura para garantir uma boa qualidade de soldadura durante o processo de soldadura por pontos. As principais especificações dos parâmetros do processo durante a soldadura por pontos incluem a corrente de soldadura, o tempo de soldadura, a pressão do elétrodo e o diâmetro da face de trabalho do elétrodo.
A especificação dos parâmetros de soldadura por pontos tem uma relação muito importante com a qualidade da soldadura por pontos. Por conseguinte, é necessário analisar cuidadosamente a relação entre a especificação dos parâmetros de soldadura por pontos e a qualidade da soldadura por pontos. parâmetros de soldadura e a qualidade da soldadura por pontos.
1. Corrente de soldadura e tempo de soldadura:
Durante a soldadura por pontos, o calor gerado pela resistência na zona de soldadura é..:
Q=0,24I_soldadura²-R-tsoldadura (cal)
Onde:
R- A soma das resistências da peça de trabalho Rpeça e a resistência de contacto Rtoque, em ohms.
Isoldadura- Corrente de soldadura, em amperes.
tsoldadura- Tempo de soldadura, em segundos.
Durante a soldadura por pontos, se a pressão do elétrodo PpóloSe o diâmetro da superfície de contacto entre o elétrodo e a peça de trabalho, o material da peça de trabalho, a espessura e a qualidade da superfície se mantiverem inalterados, a resistência R mantém-se basicamente inalterada. O calor gerado pela resistência da equação acima está relacionado com a corrente Isoldadura e o tempo tsoldadura. À medida que a corrente de soldadura e o tempo de soldadura aumentam, é gerado cada vez mais calor no local de soldadura, especialmente o efeito da corrente é maior.
Durante a soldadura por pontos, o tamanho do núcleo de soldadura formado está relacionado com o calor libertado pela resistência, ou seja, Isoldadura e tsoldadura afectam diretamente a resistência do ponto durante a soldadura por pontos. A curva apresentada no gráfico representa a espessura
Figura 1: Relação entre a resistência à tração da soldadura por pontos e o tempo de soldadura.
Figura 2: Efeito do tempo de soldadura na qualidade das pepitas de soldadura.
Quando chapas de aço de baixo carbono em milímetros são soldadas por pontos, existe uma relação entre a resistência à tração do ponto de soldadura (PB) e o tempo de soldadura (t). Como ilustrado na figura, a resistência do ponto de soldadura (PB) aumenta inicialmente rapidamente com o tempo de soldadura, depois abranda e finalmente diminui se o tempo de soldadura for demasiado longo.
A Figura 2 mostra a vista em corte transversal da qualidade do cordão de soldadura nos pontos A, B, C, D da Figura 1. Quando o tempo de soldadura é muito curto, equivalente ao ponto A na Figura 1, o calor libertado pela resistência é demasiado pequeno para fundir o metal de base.
Por conseguinte, apenas uma pequena porção do metal na área de soldadura é soldada plasticamente sob a influência dos eléctrodos e não se pode formar uma pepita de soldadura, como se mostra na Figura 2a.
Se o tempo de soldadura aumentar, entre os pontos A e B da Figura 1, a temperatura da zona de soldadura aumenta gradualmente, mas ainda não atingiu a temperatura necessária para a soldadura, como mostra a Figura 2b.
A pepita de solda é pequena e não é forte no ponto B na Figura 1. A partir da Figura 1, podemos ver que a inclinação do segmento de linha A-B é relativamente grande, o que significa que quaisquer pequenas alterações no tempo de soldadura e outros factores resultam em flutuações significativas na qualidade da soldadura, levando a grandes variações na qualidade.
Quando o tempo de soldadura (t) é prolongado, como mostra o segmento B-C na Figura 1, o calor libertado pela resistência aumenta gradualmente a temperatura no ponto de soldadura até à temperatura necessária para a soldadura por pontos, como mostra o ponto C na Figura 2 para a Figura 1.
A pepita de solda atingiu o tamanho geométrico necessário e a qualidade da soldadura está no seu melhor. Ao mesmo tempo, a curva no ponto C é a mais plana, pequenas alterações no tempo de soldadura e outros factores levam a variações menores na qualidade da soldadura, resultando na resistência mais estável.
Por conseguinte, o ponto C da figura 1 é geralmente escolhido como padrão para a soldadura por pontos.
Durante o processo de soldadura por pontos, o diâmetro normal da pepita de solda é aproximadamente 0,9 a 1,4 vezes o diâmetro da superfície de contacto entre o elétrodo e a peça de trabalho. Isto é:
dpepita = (0.9~1.4) delétrodo
Se o tempo de soldadura for ainda mais prolongado, como mostra o segmento C-D na Figura 1, a qualidade da soldadura começa a diminuir gradualmente. Isto deve-se ao facto de o tempo de aquecimento ser demasiado longo, por um lado, causando um sobreaquecimento grave nas áreas próximas da pepita de solda devido à área de aquecimento alargada.
Por outro lado, como o tempo de soldadura é demasiado longo, o núcleo fundido torna-se demasiado grande e o anel de metal plástico fora do núcleo não pode conter o metal fundido sob pressão, levando a salpicos excessivos, indentação profunda, reduzindo a área efectiva da secção transversal do ponto de soldadura e diminuindo a resistência do ponto de soldadura, como se mostra na Figura 2d.
Uma vez que a relação entre a corrente de soldadura e a qualidade do ponto de soldadura é semelhante à relação entre o tempo de soldadura e a qualidade do ponto de soldadura, não é aqui reafirmada.
2. Diâmetro do elétrodo (d)
O diâmetro do elétrodo refere-se ao diâmetro da superfície de contacto entre o elétrodo e a peça de trabalho. O diâmetro do elétrodo tem uma relação estreita com a qualidade da soldadura. Se os outros parâmetros do processo forem mantidos constantes, a densidade da corrente na área de soldadura diminui e a dissipação de calor intensifica-se à medida que o diâmetro do elétrodo aumenta.
Isto aumenta a superfície de contacto entre o elétrodo e a peça de trabalho, o que é desfavorável para a formação do ponto de soldadura e leva a uma diminuição da resistência à soldadura.
Durante o processo de soldadura por pontos, os eléctrodos desgastam-se ou amontoam-se inevitavelmente à medida que o número de pontos de soldadura aumenta. À medida que o diâmetro da superfície de contacto entre o elétrodo e a peça de trabalho aumenta gradualmente, a força do ponto de soldadura diminui. Por conseguinte, é necessária uma manutenção contínua dos eléctrodos durante o processo de soldadura.
Em circunstâncias normais, o diâmetro da superfície de contacto entre o elétrodo (d) e a espessura da peça de trabalho (placa fina) (δ) tem a seguinte relação:
d = 2δ + 3 (quando δ ≤ 2mm)
d = 1,5δ + 5 (quando δ > 2mm)
3. Pressão do elétrodo (P)
Durante a soldadura por pontos, a pressão do elétrodo é um dos parâmetros mais importantes nas especificações do processo de soldadura por pontos. O tamanho da pressão do elétrodo (P) afecta diretamente o estado de aquecimento da área do metal de soldadura.
Quando a pressão (P) é demasiado baixa, a superfície da peça de trabalho tem um mau contacto, resultando numa elevada resistência de contacto, que pode queimar a peça de trabalho e, por vezes, danificar o elétrodo.
Se a pressão (P) for demasiado baixa, a pressão aplicada pelo elétrodo sobre a peça de trabalho pode ser inferior à força de rigidez que supera a deformação da peça, impossibilitando o contacto entre as duas peças de trabalho no ponto de soldadura e a formação da pepita de solda no local soldado.
A força aplicada pelo elétrodo na peça de trabalho pode ser dividida em duas partes: uma parte supera a deformação elástica da peça para permitir o contacto com a peça de trabalho, e a outra parte é utilizada para pressionar as superfícies de contacto de soldadura uma contra a outra.
A força que supera a deformação da peça de trabalho e a pressão aplicada pelo elétrodo na peça de trabalho estão relacionadas com a espessura da peça de trabalho, e a pressão aumenta à medida que a espessura da peça de trabalho aumenta.
Sob a condição de outros parâmetros inalterados, à medida que a pressão do elétrodo aumenta, a resistência do ponto de soldadura diminui gradualmente.
Porque à medida que a pressão do elétrodo aumenta, a densidade da corrente diminui e a quantidade de calor perdido aumenta, o aquecimento da área de soldadura torna-se mais difícil, reduzindo inevitavelmente o tamanho da pepita de solda e diminuindo a qualidade da soldadura.
Se a corrente de soldadura for aumentada enquanto se aumenta a pressão do elétrodo, ou se o tempo de soldadura for adequadamente prolongado enquanto se aumenta a pressão do elétrodo para manter a resistência do ponto de soldadura, a resistência do ponto de soldadura torna-se cada vez mais estável à medida que a pressão do elétrodo aumenta.
VI. Manobras durante a soldadura por pontos e seu impacto na qualidade da soldadura por pontos
A derivação durante a soldadura por pontos refere-se a uma parte da corrente que contorna a área de soldadura da peça de trabalho e forma outro circuito. A corrente que flui através da área não soldada é designada por corrente de derivação.
Quando um ponto de soldadura está a ser soldado, uma parte da corrente contorna a área de soldadura e forma outro circuito, porque a peça de trabalho e o braço de soldadura estão em contacto. O desvio reduz a corrente que flui através da área de soldadura, resultando num aquecimento insuficiente do ponto de soldadura e em problemas de qualidade, tais como soldadura deficiente.
Ao mesmo tempo, no circuito de derivação, a área de contacto entre a peça de trabalho e o braço da pinça é propensa a "fogo", queimando a pinça de soldadura e a peça de trabalho.
Existem várias razões para as manobras e, em alguns casos, as manobras têm um impacto significativo na qualidade do ponto de soldadura. Por conseguinte, as manobras que devem ocorrer na soldadura por pontos devem ser eliminadas a tempo.
Eis alguns fenómenos de desvio comuns durante a soldadura por pontos:
1. Desvio provocado por um isolamento deficiente entre o circuito secundário do soldador e o corpo da máquina
O fio secundário do transformador da máquina de soldadura e o corpo da máquina estão ambos isolados. Se a manutenção não for efectuada atempadamente, um isolamento deficiente ou uma avaria provocarão desvios e, em casos graves, a soldadura não poderá ser efectuada.
Por exemplo, a parte da braçadeira condutora de uma máquina de soldadura multiponto, as juntas isoladas, as juntas, etc. devem ser regularmente testadas quanto ao desempenho do isolamento e os problemas devem ser reparados a tempo. Geralmente, a resistência de isolamento não deve ser inferior a 0,5 megaohm por quilovolt.
2. A influência da distância entre centros de pontos de soldadura adjacentes no desvio da soldadura por pontos
Quanto menor for a distância entre dois pontos de soldadura adjacentes, menor será a resistência do caminho de derivação e maior será a derivação.
Por conseguinte, durante a soldadura por pontos, a distância do ponto deve ser selecionada de acordo com os requisitos do processo para reduzir a influência do desvio.
3. A influência da espessura da peça de trabalho na manobra
À medida que a espessura da peça de trabalho aumenta, a derivação torna-se mais grave. Isto deve-se ao facto de o aumento da espessura da peça de trabalho aumentar a área da secção transversal condutora de metal do caminho de derivação, reduzir a resistência do caminho de derivação e, por conseguinte, aumentar a derivação.
4. A influência do número de peças nas manobras
Durante o processo de soldadura por pontos, ao soldar por pontos duas camadas de placas de cada vez, a derivação do ponto de soldadura adjacente é menor do que ao soldar por pontos três camadas de placas de cada vez, porque o aumento do número de peças de trabalho é equivalente ao aumento da espessura da peça de trabalho.
Além disso, a sequência de soldadura do ponto de soldadura, o estado da superfície da peça de trabalho e a pressão do elétrodo têm todos um efeito na derivação durante a soldadura por pontos.
Em suma, existem muitos factores que causam as manobras e os seus impactos na soldadura por pontos são diferentes. Entre eles, as manobras causadas pelo contacto do circuito secundário têm um maior impacto na qualidade da soldadura por pontos e devem ser verificadas regularmente para evitar a ocorrência de manobras.
VII. Defeitos de soldadura por pontos e inspeção
Soldadura de qualidade Os pontos de soldadura, tanto externa como internamente, não devem apresentar defeitos. Externamente, os pontos de soldadura devem ser redondos e lisos, sem queimaduras, reentrâncias profundas e vários outros defeitos.
Internamente, deve haver uma pepita de solda de tamanho adequado, densamente fundida, que não contenha defeitos como furos de retração, folga ou fissuras.
Podem ocorrer defeitos na soldadura por pontos se as peças de trabalho não forem devidamente limpas ou se a seleção dos padrões for inadequada.
Os principais defeitos na soldadura por pontos incluem:
1. Falta de fusão:
A falta de fusão ocorre quando não se forma uma estrutura de soldadura por pontos fundida em forma de "lentilha" durante a soldadura por pontos. Este defeito é o mais perigoso porque reduz significativamente a resistência do ponto de soldadura. Além disso, este defeito geralmente não pode ser detectado do exterior.
As principais causas da falta de fusão são o aquecimento insuficiente da área de soldadura devido a uma densidade de corrente de soldadura demasiado baixa ou a um tempo de soldadura curto. Existem várias razões para a redução da corrente na zona de soldadura, tais como o ajuste inadequado das especificações do processo de soldadura, o aumento da resistência no circuito secundário, a presença de manobras ou uma queda na tensão da rede.
2. Salpicos
Os salpicos ocorrem frequentemente na soldadura por pontos. Um pouco de salpicos é inevitável, mas se os salpicos forem demasiado grandes, causarão reentrâncias profundas. Se a depressão na superfície de trabalho for demasiado profunda, a resistência da pepita de solda será significativamente reduzida. Existem dois tipos de salpicos: salpicos iniciais e salpicos finais.
Os salpicos iniciais ocorrem no momento em que a corrente é fechada. As principais razões são: tempo de pré-pressão demasiado curto, superfície da peça de trabalho suja ou baixa pressão. Os salpicos finais ocorrem no final da eletrificação.
As principais razões são uma corrente de soldadura demasiado elevada ou um tempo de soldadura demasiado longo, levando a uma grande quantidade de metal fundido no núcleo que não pode ser contido pelo anel de plástico circundante sob pressão do elétrodo, resultando no transbordamento de metal líquido.
A forma de eliminar os salpicos é encontrar a causa dos salpicos e ajustar corretamente as especificações de soldadura ou melhorar a qualidade da superfície da peça de trabalho.
3. Fusão ou queima da superfície da peça de trabalho:
As principais razões para este defeito são a superfície da peça de trabalho não limpa, a superfície do elétrodo não plana ou aderente ao metal e o ajuste incorreto das especificações de soldadura.
4. Recuo do elétrodo demasiado profundo
A profundidade da indentação do elétrodo na superfície de um ponto de soldadura normal não deve exceder 20% da espessura da peça de trabalho. As principais razões para uma indentação demasiado profunda do elétrodo são o sobreaquecimento grave do ponto de soldadura, salpicos graves, um diâmetro de superfície do elétrodo demasiado pequeno e uma folga de montagem da peça de trabalho demasiado grande.
5. Fendas
A principal razão para a ocorrência de fissuras é o arrefecimento demasiado rápido, que é um defeito comum na soldadura de ligas de aço e raramente é observado em soldadura de aço com baixo teor de carbono.
6. Furos de folga e de retração
A folga e os orifícios de retração são causados principalmente por uma pressão do elétrodo demasiado baixa ou por um tempo de retenção demasiado curto.
Entre os defeitos acima referidos, a falta de fusão, a fusão da superfície da peça de trabalho, a queima e os salpicos graves que resultam numa indentação demasiado profunda são comuns na soldadura por pontos de aço de baixo carbono.
VIII. Materiais e estruturas de eléctrodos comuns utilizados na soldadura por pontos
Os eléctrodos utilizados na soldadura por pontos são utilizados para transferir pressão e corrente para a peça de trabalho. Com as actuais máquinas de soldadura por pontos que podem soldar mais de 60 pontos por minuto, o desgaste dos eléctrodos durante a soldadura por pontos é significativo.
Se o material do elétrodo é deficiente ou a conceção da estrutura do elétrodo não é razoável, o desgaste do elétrodo será exacerbado durante a utilização, o que aumenta o tempo de reparação do elétrodo e desperdiça muito material do elétrodo.
Por conseguinte, a seleção dos materiais dos eléctrodos e dos eléctrodos deve ser determinada com base na sua utilização. O material do elétrodo para a soldadura por pontos de aço de baixo carbono deve cumprir os seguintes pontos:
Boa condutividade eléctrica e térmica. O elétrodo de crómio-zircónio-cobre que utilizamos não pode ser inferior a 75% de cobre puro. Porque se a condutividade eléctrica e térmica não for boa, não só a temperatura do elétrodo aumentará e a resistência diminuirá, como também o desgaste do elétrodo será agravado. Além disso, pode ocorrer uma forte adesão, fazendo com que algum metal da peça de trabalho fique colado ao elétrodo e cause queimaduras.
Tem uma certa dureza a alta temperatura, especialmente a 500-600°C, pode ainda manter esta dureza. Quanto maior for a dureza a alta temperatura, menor será a probabilidade de o elétrodo se acumular durante o processo de soldadura.
Geralmente, a temperatura no ponto de contacto entre a peça de trabalho e o elétrodo durante a soldadura por pontos é cerca de metade do ponto de fusão do metal soldado. Se o material do elétrodo tiver uma dureza elevada à temperatura ambiente, mas uma dureza baixa a altas temperaturas, continua a ser propenso a acumular-se durante o processo de soldadura por pontos.
Tem uma certa resistência à oxidação a alta temperatura para reduzir a tendência da superfície de contacto do elétrodo e da peça de trabalho para oxidar durante a soldadura por pontos. Isto reduz a resistência de contacto para garantir a estabilidade da qualidade da soldadura.
As três condições acima referidas são contraditórias. O cobre puro tem a melhor condutividade eléctrica e térmica em comparação com o cobre de crómio-zircónio, mas tem baixa dureza, especialmente a baixas temperaturas de recristalização. Por conseguinte, o cobre não pode ser utilizado como elétrodo.
A influência da forma e do tamanho do elétrodo no desempenho do elétrodo é a seguinte:
1. O diâmetro da superfície de contacto do elétrodo, d, é geralmente determinado pela espessura da peça de trabalho.
E o ângulo do cone do elétrodo pode ser selecionado de acordo com a estrutura da peça de trabalho. Do ponto de vista da vida útil do elétrodo, quanto maior for o ângulo do cone, melhor será a dissipação do calor, menor será a probabilidade de o elétrodo se acumular e menor será a probabilidade de se deformar. Geralmente, cerca de 1050 é o valor adequado.
A distância entre o fundo do orifício da água de arrefecimento do elétrodo e a face final do elétrodo tem uma grande relação com o desempenho do elétrodo.
Quanto menor for esta distância, melhor será o arrefecimento do elétrodo, maior será o número de pontos de soldadura por unidade de comprimento de desgaste e menor será o fenómeno de ligação do elétrodo. Mas se esta distância for demasiado pequena, em geral, a vida do elétrodo diminui.
Se a distância for demasiado longa, quando o elétrodo começa a ser utilizado, o número de pontos de soldadura soldados por unidade de comprimento de desgaste do elétrodo é pequeno e a tendência para aderir ao elétrodo é maior.
Geralmente, a distância entre o fundo do orifício da água de arrefecimento do elétrodo e a face final do elétrodo é de 10-15 mm. Quando o elétrodo está gasto a 2-3mm, embora o número de pontos de soldadura soldados por unidade de comprimento de desgaste do elétrodo seja grande, o endurecimento pode ocorrer facilmente para materiais metálicos com uma elevada tendência para a extinção.
2. A distância entre a extremidade do núcleo de água e o fundo do orifício da água de arrefecimento do elétrodo.
A distância entre a extremidade do núcleo de água e o orifício da água de arrefecimento do elétrodo tem uma grande relação com a vida útil do elétrodo. Se a distância for demasiado curta, a água de arrefecimento não fluirá suavemente e o elétrodo não arrefecerá bem.
Durante a utilização, o elétrodo é propenso a aquecer, a acumular-se, a aumentar o desgaste, a aderir gravemente ao elétrodo, o que reduzirá a vida útil do elétrodo e é difícil garantir a qualidade da soldadura. Mas se for demasiado longo, porque a água no fundo não se move, aparecerá "água morta" no fundo do orifício da água de arrefecimento do elétrodo.
Por conseguinte, esta parte da água irá vaporizar e bloquear a água de arrefecimento devido ao aumento contínuo da temperatura durante a soldadura. Isto torna o arrefecimento do elétrodo deficiente, afecta a qualidade da soldadura e a vida útil do elétrodo diminui. Geralmente, a distância entre o núcleo de água e o fundo do elétrodo é de 6-8 mm.
3. A forma da superfície de trabalho do elétrodo de soldadura por pontos é determinada de acordo com a forma da peça de trabalho e as propriedades do material.
A forma da superfície de trabalho do elétrodo normalmente utilizado pode ser selecionada de acordo com a situação específica. Todos os tipos de eléctrodos que utilizamos são especificados no cartão de processo e não podem ser facilmente alterados.
IX. Soldadura por pontos de aço com baixo teor de carbono
O aço de baixo carbono possui uma excelente soldabilidade. Os parâmetros do processo do aço de baixo carbono podem variar dentro de uma ampla gama, resultando numa boa resistência da soldadura por pontos, independentemente de as especificações serem rigorosas ou não.
O debate é dividido da seguinte forma:
1. Preparação da pré-soldadura
Antes da soldadura, a superfície da peça de trabalho deve ser cuidadosamente limpa para reduzir o impacto da resistência de contacto na qualidade da soldadura por pontos. Quando a soldadura por pontos a frio aço laminado placas, devido à ausência de uma camada de óxido, não é geralmente necessário qualquer tratamento especial.
No entanto, se houver óleo de estiragem ou sujidade da superfície durante o processo de estiragem e for necessária uma elevada qualidade da superfície das peças, deve ser efectuada uma limpeza antes da soldadura. Se a superfície estiver enferrujada ou suja, também deve ser cuidadosamente limpa para evitar problemas de qualidade, tais como queimaduras ou soldadura deficiente devido a mau contacto.
2. Montagem de peças de trabalho
A qualidade da soldadura não está apenas relacionada com o método de soldadura e os parâmetros de especificação utilizados, mas também significativamente ligada à precisão de maquinagem e à precisão de montagem das peças. Se a precisão das peças for baixa ou instável, pode resultar em folgas de montagem excessivas e queimaduras durante a soldadura.
Na soldadura por pontos de peças estruturais de chapa fina, a folga de montagem não deve exceder 0,5 a 1,0 mm. Ao soldar por pontos peças de gancho de chapa grossa ou peças com elevada rigidez, a folga de montagem deve ser ainda menor, de preferência não excedendo 0,1 a 0,2 mm.
Se a distância entre as peças for demasiado grande, devem ser tomadas medidas eficazes; a soldadura só deve começar quando as peças de trabalho estiverem em bom contacto, para evitar queimaduras ou uma soldadura deficiente.
3. Preparação do elétrodo
A forma do elétrodo é determinada de acordo com a peça de trabalho e a estrutura, de acordo com os requisitos do processo, e as especificações do elétrodo e do elétrodo em barra não devem ser facilmente alterados.
Durante o processo de soldadura, é essencial garantir que as linhas centrais dos eléctrodos coincidem e que a forma da cabeça do elétrodo cumpre os requisitos estruturais da peça de trabalho.
Além disso, a abertura do elétrodo não deve ser demasiado grande ou demasiado pequena. Se for detectada qualquer não-conformidade, deve proceder-se à substituição e ao ajustamento atempados para evitar defeitos de qualidade, tais como salpicos excessivos, queimaduras e deslocamento da pepita de solda.
Durante o processo de soldadura por pontos, os eléctrodos desgastam-se frequentemente, fazendo com que o diâmetro da superfície de contacto do elétrodo com a peça de trabalho aumente gradualmente. O aumento do diâmetro não deve exceder 20% do diâmetro da pepita de soldadura da especificação do processo e, se isso acontecer, é necessária uma reparação atempada.
Se a superfície da peça de trabalho não estiver limpa, ou se a pressão do elétrodo for demasiado baixa, ou se a montagem for fraca, provocando a queima da peça de trabalho, a superfície de contacto do elétrodo derreterá frequentemente muitos metais de ferro.
Se não for limada, a continuação da soldadura por pontos causará mais queimaduras. Por conseguinte, quando se verificar que a superfície do elétrodo está aderida com metal de ferro, deve ser limada ou reparada com uma ferramenta especial antes da soldadura.
4. Parâmetros de especificação do processo
Independentemente de serem utilizadas especificações fortes ou fracas, é possível obter uma boa qualidade de soldadura por pontos com aço de baixo carbono.
A utilização de especificações fortes pode aumentar significativamente a produtividade, reduzir o consumo de energia e minimizar a deformação das pepitas de soldadura. A soldadura com especificações fortes requer uma maior potência da máquina de soldadura, pelo que é frequentemente utilizada na produção em grande escala. As especificações fracas podem ser utilizadas para soldadura por pontos em máquinas de soldadura com menor potência.
No entanto, devido ao tempo de soldadura mais longo com especificações fracas, não só a taxa de produção é baixa, como o consumo de energia é mais elevado e a deformação da soldadura também é maior. Por conseguinte, desde que a potência da máquina de soldadura seja suficiente, devem ser adoptadas, tanto quanto possível, especificações de soldadura maiores.
Seguem-se os parâmetros de especificação para a soldadura por pontos de componentes de aço de baixo carbono com uma espessura de 0,5 mm a 2,0 mm utilizando especificações fortes, que podem ser seleccionadas com base em circunstâncias específicas.
Espessura da folha (mm)
Diâmetro do elétrodo (mm)
Pressão do elétrodo (kg)
Duração da soldadura (s)
Corrente de soldadura (A)
Potência (Kilovolt-amperes)
0.5
4
70~120
0.10.2
4000~5000
10~20
1.0
5
100~200
0.20.4
6000~8000
20~50
1.5
6
150350
0.250.5
8000~12000
40~60
2.0
8
250~500
0.350.6
9000~14000
50~75
5. Soldadura por pontos de aço de baixo carbono com diferentes espessuras
Quando a diferença de espessura entre as peças de trabalho é de três vezes, a soldadura por pontos não é difícil. Nesta altura, os parâmetros de especificação da soldadura são determinados principalmente pela peça de trabalho e a corrente de soldadura pode ser aumentada ou o tempo de soldadura pode ser alargado de forma adequada.
Quando a diferença de espessura entre duas peças é demasiado grande, se não forem tomadas medidas especiais, a pepita formar-se-á perto do centro da soma das espessuras das duas peças, e as peças não podem ser soldadas entre si.
Se o diâmetro do elétrodo em contacto com a placa fina for reduzido e o diâmetro do elétrodo em contacto com a placa grossa for aumentado, a placa grossa tem uma melhor dissipação de calor do que a placa fina, pelo que a pepita se desloca para o lado da placa fina, ficando precisamente na parte de contacto entre as duas placas, soldando assim as peças.
Na soldadura por pontos de placas de três camadas, os parâmetros de especificação podem ser determinados de acordo com os seguintes princípios:
① Quando duas placas finas estão em ambos os lados de uma peça grossa, a especificação pode ser determinada pela placa fina, enquanto aumenta adequadamente a corrente de soldadura ou prolonga o tempo de soldadura.
② Quando uma placa fina está entre duas peças grossas, a especificação pode ser escolhida de acordo com a peça grossa, enquanto se reduz alguma corrente de soldadura.
6. Soldadura de chapas de aço de baixo teor de carbono com maior espessura
Soldadura por pontos de baixo carbono chapa de aço com uma espessura superior a 5 mm (referente a uma única peça) é relativamente difícil. As razões são as seguintes:
① Quanto mais espessa for a peça de trabalho, maior será a rigidez e, consequentemente, maior será a pressão do elétrodo necessária.
② As chapas de aço grossas são geralmente laminadas a quente, com uma pele grossa de óxido preto na superfície que é difícil de limpar.
③ Devido à elevada pressão do elétrodo e ao longo tempo de soldadura, o desgaste e o consumo do elétrodo são consideráveis.
④ Grandes manobras.
⑤ É necessária uma grande potência da máquina de soldadura. As questões mais proeminentes são a alta potência da máquina de solda e o grande consumo de eletrodos. Geralmente, para a soldadura por pontos de placas de aço de baixo carbono com uma espessura superior a 5mm, é necessária uma potência de mais de 200KVA, e a pressão do elétrodo fornecido e a corrente são muito grandes.
Se o ciclo normal de soldadura por pontos (uma vez electrificado) for utilizado para soldadura de aço espesso placas, o elétrodo desgasta-se rapidamente sob alta temperatura e pressão devido ao longo tempo de eletrificação, dificultando a soldadura.
Para reduzir o desgaste do elétrodo, podemos adotar um ciclo de soldadura por pontos por impulsos, ou seja, não utilizar a eletrificação contínua durante a soldadura, mas um ciclo de soldadura por pontos de impulsos múltiplos de eletrificação - desligamento - eletrificação - desligamento.
Isto permite que o elétrodo arrefeça durante o tempo de intervalo de energia, reduzindo consideravelmente o consumo do elétrodo. O número de electrificações por impulsos, a duração do tempo de eletrificação e o tempo de intervalo dependem da espessura da peça de trabalho.
7. Soldadura por projeção
Soldadura por projeção é uma variante da soldadura por pontos e as suas especificações de soldadura são praticamente as mesmas que as da soldadura por pontos. A soldadura por projeção é frequentemente utilizada para a soldadura de chapas finas.
A caraterística do processo de soldadura por projeção é conseguir a soldadura no ponto de contacto da peça de trabalho com um ou vários pontos convexos de uma determinada dimensão geométrica, perfurados numa das peças a soldar.
Os pontos convexos desempenham um papel na mediação da pressão e da corrente, pelo que a soldadura por projeção poupa eletricidade e tem uma taxa de produção mais elevada. No entanto, a soldadura por projeção tem requisitos mais elevados no que diz respeito à dimensão geométrica dos pontos convexos e ao controlo da pressão e da eletrificação.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Imagine um mundo onde os metais se fundem na perfeição com apenas uma faísca. Esta é a essência da soldadura por pontos, uma técnica que une peças metálicas com precisão e força. Neste...
Imagine transformar o seu processo de soldadura com uma técnica que aumenta a eficiência sem comprometer a qualidade. A soldadura TIG com fio quente consegue isso mesmo através do pré-aquecimento do fio de soldadura, aumentando a velocidade e...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
Alguma vez se perguntou como é que as carroçarias dos automóveis são soldadas de forma tão perfeita? Este artigo mergulha no mundo das máquinas de soldadura por pontos, explicando os seus componentes, tipos e aplicações em todas as indústrias...
Já alguma vez se perguntou como é que os depósitos de combustível e os tambores de óleo são soldados sem falhas? A soldadura por costura, uma técnica fascinante que utiliza eléctrodos de rolos, é a chave. Neste artigo, irá descobrir...
E se pudesse soldar metais sem qualquer calor, apenas aplicando pressão? A soldadura por pressão a frio faz exatamente isso, conseguindo uma ligação sólida ao pressionar metais juntos à...
A soldadura de ligas de alumínio apresenta desafios únicos devido ao seu baixo ponto de fusão e elevada condutividade térmica. Este artigo analisa vários métodos de soldadura, tais como TIG, MIG e arco de plasma...
Imagine soldar dois metais sem problemas, obtendo uma elevada eficiência e um desperdício mínimo. Esta é a magia da soldadura MIG/MAG, uma técnica que combina gases de proteção avançados com um controlo preciso do arco...
E se fosse possível melhorar drasticamente a penetração e a eficiência da soldadura utilizando um novo método de soldadura? O artigo explora a soldadura TIG ativa acoplada a uma poça de fusão em pó, uma técnica que introduz o MnCl2...