Já alguma vez se perguntou como é que uma simples bobina de metal pode alimentar um relógio, amortecer uma viagem de carro ou até medir forças? Este artigo explora o fascinante mundo das molas, os seus tipos, utilizações e os materiais que as tornam tão versáteis. Prepare-se para descobrir os segredos por detrás destes componentes essenciais nas indústrias mecânica e eletrónica!
As molas são amplamente utilizadas nas indústrias mecânica e eletrónica devido às suas propriedades elásticas.
Quando uma mola é sujeita a uma carga, sofre uma deformação elástica significativa, transformando o trabalho mecânico ou a energia cinética em energia de deformação armazenada.
Após a descarga, a mola regressa ao seu estado original, sendo a energia de deformação armazenada convertida novamente em trabalho mecânico ou energia cinética.
A relação entre a carga da mola e a sua deformação é designada por rigidez da mola. Quanto maior for a rigidez, mais rígida é a mola.
1. Função da mola
As funções das molas incluem:
Amortecimento, como as molas de amortecimento utilizadas nas suspensões de automóveis e comboios, e vários sistemas de amortecimento.
Controlar o movimento dos mecanismos, como as molas das válvulas nos motores de combustão interna e as molas de controlo nas embraiagens.
Armazenamento e libertação de energia, como molas de relógios e molas de fechos de armas.
Medição de força, como molas em balanças de molas e dinamómetros.
2. Classificação das molas
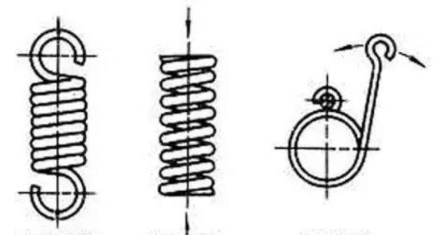
As molas podem ser classificadas com base na sua natureza de tensão em quatro tipos: molas de tensão, molas de compressão, molas de torção e molas de flexão.
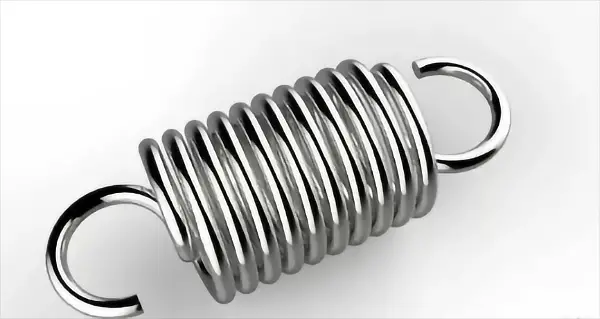
Uma mola de tensão é um tipo de mola helicoidal que sofre uma tensão axial.
Estas molas são normalmente fabricadas com materiais de secção transversal circular.
Quando não estão sujeitas a uma carga, as espirais de uma mola de tração estão normalmente bem enroladas, sem espaços entre elas.
Uma mola de compressão é um tipo de mola helicoidal concebida para suportar forças de compressão.
A secção transversal das molas de compressão é tipicamente circular, mas também podem ser feitas de aço retangular ou com vários fios.
Estas molas têm geralmente o mesmo passo e existe um pequeno espaço entre as bobinas.
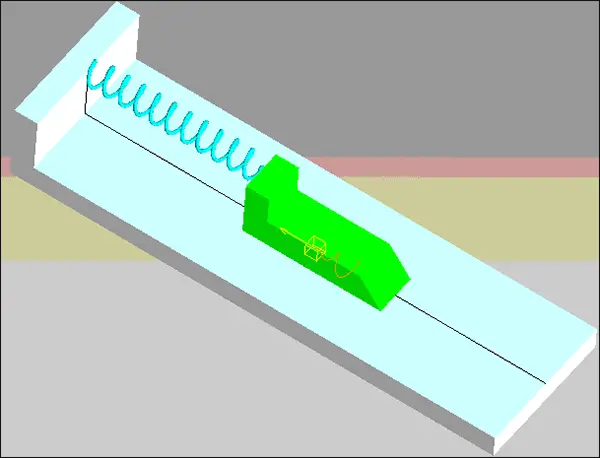
Quando sujeita a uma carga externa, a mola de compressão comprime-se, deforma-se e armazena energia na sua deformação.
As molas de torção são um tipo de mola helicoidal.
São capazes de armazenar e libertar energia angular, ou de manter um dispositivo numa posição estática, rodando o braço de força em torno do eixo central do corpo da mola.
As extremidades de uma mola de torção estão fixas a outros componentes e, quando estes componentes rodam em torno do centro da mola, a mola puxa-os de volta para a sua posição original, gerando binário ou força de rotação.
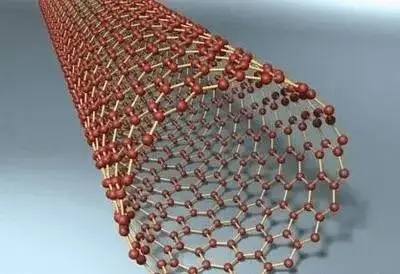
Para além dos tipos de molasExistem também dois tipos não convencionais: as molas pneumáticas e as molas de nanotubos de carbono.
Uma mola pneumática é um não metálico Mola que utiliza a compressibilidade do ar para criar um efeito elástico, adicionando ar pressurizado a um recipiente flexível fechado.
Quando utilizadas em sistemas de suspensão de veículos topo de gama, as molas pneumáticas aumentam consideravelmente o conforto de condução, tornando-as amplamente utilizadas em automóveis e locomotivas ferroviárias.
Uma mola de nanotubos de carbono é criada através da tecnologia de fiação, começando com a preparação de uma película de nanotubos de carbono.
Com um diâmetro de centenas de microns e um comprimento de alguns centímetros, as molas de nanotubos de carbono têm numerosas aplicações potenciais, incluindo condutores retrácteis, eléctrodos flexíveis, micro-sensores de tensão, supercapacitores, circuitos integrados, células solares, fontes de emissão de campo, fibras de dissipação de energia e muito mais. Prevê-se também que venham a ser utilizadas em dispositivos médicos, como ligaduras com sensores de tensão.
3. Material da mola e tensão admissível
Durante o funcionamento, as molas são frequentemente sujeitas a cargas alternadas e de impacto e têm de sofrer deformações significativas. Por conseguinte, o material utilizado para fabricar molas deve ter uma elevada resistência à tração, limite elástico e resistência à fadiga.
Além disso, o processo de fabrico deve resultar em endurecimento suficiente, resistência a descarbonizaçãoe boa qualidade de superfície.
Materiais de molas comuns e tensão de corte admissível
As molas podem ser classificadas em três categorias com base no número de ciclos a que são submetidas sob carga: Tipo I, com n > 106Tipo II, com n = 103 ~ 105 e sob carga de impacto; e Tipo III, com n < 103.
A tensão admissível para as molas de tensão de manilha é de 80% do valor indicado no quadro. Se a mola for submetida a um tratamento de pressão forte, a sua tensão admissível pode ser aumentada em 20%.
O aço para molas com cabo de carbono está dividido em quatro grupos com base nas suas propriedades mecânicas, tendo o Grupo 1 a maior resistência à tração, o Grupo II o segundo lugar, o Grupo III o mais baixo e o Grupo IV a mesma resistência à tração que o Grupo II, mas uma melhor plasticidade.
O Sb do fio de aço para molas com cabo de carbono pode ser consultado no quadro.
Resistência do fio de aço mola ao carbono
Código
PM
Grupo I
Grupo II
Grupo III
Diâmetro do fio d / Mn
0.2
2700
2250
1750
0.3
2700
2250
1750
0.5
2650
2200
1700
0.8
2600
2150
1700
1
2500
2050
1650
1.5
2200
1850
1450
2
2000
1800
1400
2.5
1800
1650
1300
3
1700
1650
1300
3.6
1650
1550
1200
4
1600
1500
1150
4.5
1500
1400
1150
5
1500
1400
1100
5.6
1450
1350
6
1450
1350
1050
7
1250
1000
8
1250
1000
4. Fabrico de molas
O processo de produção de uma mola helicoidal envolve a laminagem, a criação de ganchos ou a conclusão de anéis de extremidade, o tratamento térmico e o teste de desempenho.
Na produção em grande escala, as molas são enroladas numa máquina universal de enrolamento automático. Para peças individuais ou produção de pequenos lotes, são fabricadas utilizando um torno tradicional ou à mão. Quando o diâmetro do fio da mola é igual ou inferior a 8 mm, é normalmente utilizado um método de enrolamento a frio.
É necessário um tratamento térmico antes do enrolamento, sendo necessário um revenido a baixa temperatura após o enrolamento. Quando o diâmetro é superior a 8 mm, deve ser utilizado um método de enrolamento a quente (com temperaturas que variam entre 800°C e 1000°C). Após o enrolamento a quente, a mola deve ser temperado e revenido a temperaturas médias.
Depois de a mola ter sido formada, deve ser efectuada uma inspeção da qualidade da superfície para garantir que está lisa e sem defeitos, como cicatrizes, descarbonizaçãoe outras imperfeições. As molas que serão sujeitas a cargas variáveis também devem ser submetidas a tratamento de superfíciecomo o shot peening, para melhorar a sua vida à fadiga.
5. Estrutura final da mola
O número efetivo de voltas N que participam na deformação da mola de compressão é crucial para assegurar que a mola funciona uniformemente e que a sua linha central é perpendicular à face da extremidade.
Para o conseguir, existem 3/4 a 7/4 de voltas em ambas as extremidades da mola que desempenham um papel de apoio apertado, conhecido como círculos mortos ou anéis de apoio. Estas voltas não participam na deformação durante o trabalho.
A mola de tração está equipada com um gancho na sua extremidade para instalação e carga, e existem quatro tipos comuns de estruturas de extremidade: manilha semicircular, manilha circular, gancho ajustável e gancho rotativo.
As manilhas semicirculares e circulares são fáceis de fabricar e amplamente utilizadas, mas devido à elevada tensão de flexão na transição do gancho, só são adequadas para molas com um diâmetro de fio de mola d ≤ 10 mm. Por outro lado, os ganchos ajustáveis e rotativos estão em boas condições de tensão e podem ser rodados para qualquer posição para uma instalação fácil.
6. Cálculo da tensão da mola
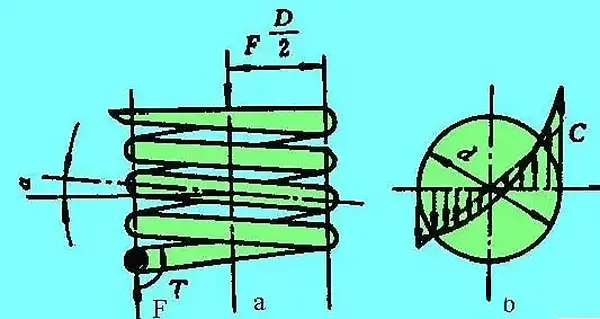
Análise de tensões em molas de compressão
A figura (a) mostra a mola de compressão helicoidal cilíndrica, que suporta a carga axial de trabalho F.
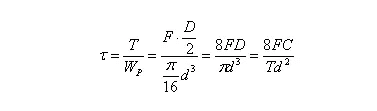
A análise do método da secção revela que a secção do fio da mola está sujeita a uma força de corte F e a um binário T, que é igual a F vezes D dividido por 2. O binário resulta numa tensão de corte, que pode ser calculada da seguinte forma:
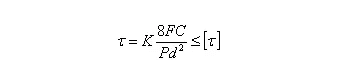
Se tivermos em conta o impacto da tensão de corte gerada pela força de corte F e a curvatura em espiral do fio da mola, a tensão de corte máxima t pode ser encontrada no lado interior da mola, como se mostra na figura (b). O seu valor e as condições de resistência são os seguintes:
Onde,
C - relação de enrolamento,
C = D / D, que pode ser selecionado de acordo com o quadro 1
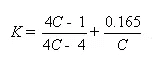
K - coeficiente de curvatura da mola,
K também pode ser encontrado diretamente no quadro 2.
Do quadro resulta que quanto maior for C, menor é a influência de K em T;
F - carga de trabalho da mola, N;
D - diâmetro do passo da mola, mm;
D - diâmetro do material mm.
Tabela 1 valores recomendados da relação de enrolamento
Diâmetro do fio de aço. D
0.2~0.6
0.5~1
1.1~2.2
2.5~6
7~16
18~50
C=D/d
7~14
5~12
5~10
4~9
4~8
4~6
Quadro 2 coeficiente de curvatura K
Relação de enrolamento C
4
5
6
7
8
9
10
12
14
K
1.4
1.31
1.25
1.21
1.18
1.16
1.14
1.2
1.1
Na equação 1, a fórmula para calcular o diâmetro do fio de aço para molas de acordo com a condição de resistência pode ser obtida substituindo f pela carga máxima de trabalho F2 da mola:
O método para calcular a resistência de uma mola de tração é idêntico ao de uma mola de compressão.
7. A mola não está no sítio e a razão da falha
No trabalho prático, é comum encontrar situações em que a mola não consegue empurrar o objeto em movimento para a posição designada, o que resulta na diminuição do comprimento livre calculado da mola.
A causa deste problema é a falta de tratamento de compressão inicial, que envolve a compressão da mola até à sua altura de compressão ou altura de aperto, utilizando uma quantidade significativa de força (se necessário), e depois libertando-a para que volte ao seu comprimento livre original.
A quantidade pela qual a mola encurtou é referida como "retração de compressão inicial".
Normalmente, após ter sido sujeita a compressão 3-6 vezes, o comprimento da mola já não encurtará e terá "assentado na sua posição".
É importante notar que, após sofrer uma compressão inicial, a mola fica permanentemente deformada.
8. Precauções relativas à mola
Em aplicações práticas, uma mola de compressão deve ser capaz de manter o seu comprimento de funcionamento mesmo que seja sujeita a forças que excedam o limite elástico do seu material.
Como resultado, o comprimento da mola acabada deve ser igual ao comprimento calculado da mola mais o encolhimento inicial da compressão. Isto evitará que a mola não fique no lugar e reduzirá o risco de tensões perigosas quando as bobinas da mola são apertadas em conjunto, levando a uma deflexão anormal da mola.
Durante o tratamento térmico da mola acabada, em particular o processo de endurecimento e de têmpera, é crucial colocar a peça de trabalho horizontalmente (deitada) no forno para evitar que a mola fique mais curta devido ao seu próprio peso, o que poderia resultar num funcionamento incorreto.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Imagine desbloquear a precisão das máquinas-ferramentas com uma simples superfície de vidro. As balanças de grelha linear fazem exatamente isso, transformando linhas finas em medições altamente precisas. Este artigo explora a forma como estas...
Já alguma vez se perguntou como é que as arestas afiadas das peças metálicas são suavizadas? Este processo, conhecido como chanfragem, transforma cantos perigosos e irregulares em superfícies mais seguras e angulares. Neste artigo, vai...
Já se interrogou sobre quais são as melhores marcas de rolamentos do mundo? Nesta publicação do blogue, vamos explorar os principais fabricantes de rolamentos conhecidos pela sua qualidade excecional, inovação e...
Já alguma vez se interrogou sobre quem alimenta o mundo nos bastidores? Nesta publicação do blogue, vamos dar um mergulho profundo nos principais fabricantes de geradores que mantêm as luzes acesas...
É um aspirante a engenheiro mecânico que procura destacar-se na sua área? Nesta publicação do blogue, vamos explorar os 10 principais softwares de design de engenharia mecânica que podem elevar o seu...
Já se interrogou sobre como é assegurada a integridade das porcas e parafusos soldados no seu automóvel? Este artigo revela o processo meticuloso de verificações e inspecções de qualidade que mantêm o seu veículo...
Já alguma vez se perguntou o que mantém um motor elétrico a funcionar sem problemas e sem sobreaquecer? Compreender as temperaturas de funcionamento seguras para os motores é crucial para a sua longevidade e desempenho. Neste artigo,...
Já alguma vez se interrogou sobre o fascinante mundo da fundição? Este processo de fabrico antigo, mas em constante evolução, molda o nosso quotidiano de inúmeras formas. Nesta publicação do blogue, vamos explorar o...
Já alguma vez se perguntou como é que as engrenagens do seu carro ou avião funcionam tão bem? Este artigo revela os principais fabricantes de engrenagens que estão a moldar o futuro da engenharia mecânica. Ficará a saber...