5 Técnicas essenciais de polimento de aço inoxidável
Já alguma vez se perguntou como é que o aço inoxidável consegue aquele acabamento impecável, tipo espelho? Este artigo analisa as técnicas essenciais para polir o aço inoxidável, abrangendo tudo, desde o processamento mecânico e químico até aos métodos avançados de texturização. Descubra como cada técnica não só melhora o aspeto do metal, mas também a sua funcionalidade e durabilidade. Prepare-se para aprender os principais passos para obter aquele brilho perfeito e compreender a ciência por detrás de cada método.
Os diversos tratamentos de superfície do aço inoxidável alargaram a sua gama de aplicações.
Cada tipo de tratamento de superfície produz uma superfície distinta, tornando o aço inoxidável adequado para aplicações únicas.
No domínio das aplicações arquitectónicas, a importância do tratamento de superfície do aço inoxidável é múltipla.
Tipos básicos de aço inoxidável tratamento de superfície
Existem cerca de cinco tipos diferentes de tratamentos de superfície que podem ser utilizados para o aço inoxidável. Estes tratamentos também podem ser combinados entre si para produzir uma maior variedade de produtos acabados.
As cinco categorias de tratamento de superfície para o aço inoxidável são:
Processamento de superfícies laminadas
Processamento mecânico de superfícies
Tratamento químico de superfícies
Processamento de superfícies texturadas
Processamento de superfície a cores
Existem também algumas técnicas especializadas de processamento de superfícies disponíveis. No entanto, independentemente do método escolhido, devem ser seguidos os seguintes passos:
Negociar com o fabricante o tratamento de superfície necessário. Recomenda-se vivamente a preparação de uma amostra como padrão para uma futura produção em massa.
No caso de utilização em grande escala (como placas compostas), assegurar que a placa de base ou o material do rolo utilizado é do mesmo lote.
O processo de fabrico deve ser considerado ao selecionar o tratamento de superfície. Por exemplo, para remover os cordões de soldadura, o cordão de soldadura podem ter de ser rectificadas e o tratamento de superfície original deve ser restaurado. As placas com padrões podem ser difíceis ou mesmo incapazes de satisfazer este requisito.
Para determinadas técnicas de processamento de superfícies, como o lixamento ou o polimento, a textura é direcional e designa-se por unidirecional. A utilização desta textura na vertical, em vez de na horizontal, dificulta a aderência da sujidade e facilita a limpeza.
Processamento de superfícies de laminagem
Existem três técnicas básicas de processamento da superfície de laminação para chapas e tiras, que são representadas pelo processo de produção de chapas e tiras:
N.º 1: Após laminagem a quente, recozimentoA superfície da chapa de aço tratada, decapada e descalcificada, é baça e ligeiramente rugosa.
2D: Esta técnica produz uma superfície ligeiramente melhor do que o processamento n.º 1, mas continua a ser baça. Após a laminagem a frio, recozimentoCom a descalcificação e um último enrolamento ligeiro com um rolo de tapete, a superfície torna-se mais lisa.
2B: Esta é a técnica mais utilizada em aplicações arquitectónicas. Com exceção da laminagem a frio suave final com um rolo de polimento após o recozimento e a descalcificação, os outros processos são os mesmos que os da técnica 2D. A superfície é ligeiramente brilhante e pode ser polida.
Para além destas técnicas, existe uma técnica especial de tratamento de superfície denominada recozimento brilhante 2B. Esta técnica produz uma superfície altamente reflectora, enrolando o aço com um rolo de polimento e recozendo-o em seguida numa atmosfera controlada. O recozimento brilhante mantém a sua superfície reflectora e não produz incrustações de óxido. Uma vez que não ocorre qualquer reação de oxidação durante o recozimento brilhante, não há necessidade de tratamento adicional de decapagem ácida e passivação.
Processamento de superfícies polidas
O tratamento de superfície n.º 3 é representado por 3A e 3B.
3A: A superfície é retificada uniformemente e o tamanho das partículas abrasivas é de 80~.
3B: Esta técnica envolve o polimento grosseiro da superfície com linhas rectas uniformes. É normalmente obtida através do polimento de uma cinta abrasiva com um tamanho de partícula de 180 a 200 numa placa 2A ou 2B.
N.º 4: Este processamento de superfície cria uma superfície unidirecional com fraca refletividade e é amplamente utilizado em aplicações arquitectónicas. O processo envolve um polimento abrasivo grosseiro seguido de uma retificação com um abrasivo de tamanho de partícula 180.
N.º 5: Trata-se de uma melhoria em relação ao N.º 4 e envolve o polimento da superfície N.º 4 com uma escova de polimento Tampico num meio abrasivo e óleo. Este tratamento de superfície não está incluído na "British Standard 1449", mas pode ser encontrado nas normas americanas.
N.º 6: Este processo é designado por polimento brilhante e é utilizado para polir uma superfície que foi finamente polida, mas que ainda apresenta cicatrizes de desgaste. Normalmente, é utilizada uma placa 2A ou 2B, juntamente com um disco de polir de fibra ou de tecido e a pasta de polir correspondente.
N.º 7: Este processamento de superfície resulta numa superfície espelhada altamente reflectora, que é frequentemente designada por superfície espelhada. O aço inoxidável é polido continuamente com um abrasivo fino e depois polido com uma pasta de polimento muito fina.
Nas aplicações arquitectónicas, é de notar que este tipo de superfície é propenso a deixar impressões digitais se for utilizado em áreas com muito tráfego humano ou onde as pessoas tocam frequentemente. Embora as impressões digitais possam ser limpas, podem afetar a estética da superfície.
A classificação do acabamento de superfícies pode ser dividida em dois tipos: processamento de superfícies laminadas e processamento de superfícies polidas. Estes tipos indicam o nível de suavidade que pode ser alcançado.
Outra forma eficaz de expressar a suavidade da superfície é através da medição da rugosidade da superfície.
O método padrão para medir a rugosidade da superfície é designado por CLA (Central Line Average). Um instrumento de medição é utilizado para se deslocar lateralmente na superfície do chapa de aço e registar as alterações no pico e no vale. Quanto mais pequeno for o número CLA, mais suave é a superfície. A tabela abaixo mostra os resultados finais de diferentes classes com base no acabamento da superfície e nos números CLA.
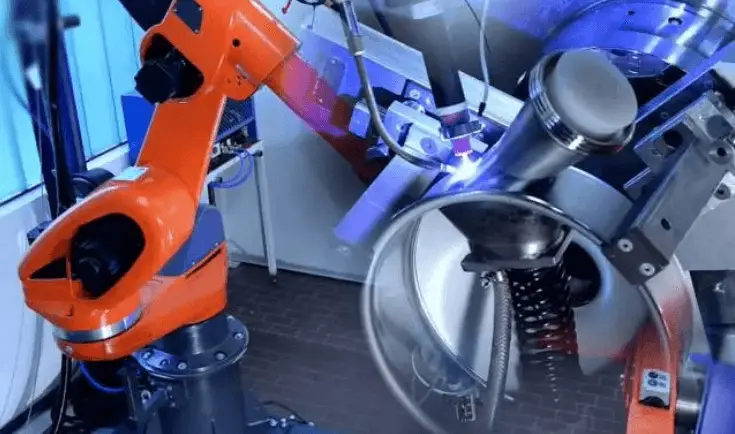
Polimento mecânico
É importante lembrar que, durante o processo de retificação, a utilização de papel ou cinta abrasiva efectua essencialmente uma operação de polimento e corte, deixando linhas muito finas na superfície da chapa de aço.
Tivemos dificuldades ao utilizar alumina como abrasivo devido a problemas de pressão. Todas as partes abrasivas do equipamento, incluindo cintas e rodas abrasivas, não devem ser utilizadas em máquinas que não sejam de alumina.materiais em aço inoxidável antes de ser utilizado em aço inoxidável. Isto porque pode levar à contaminação da superfície do aço inoxidável.
Polimento eletrolítico
Polimento eletrolítico é um processo de remoção de metal em que o aço inoxidável é utilizado como ânodo numa solução electrolítica e o metal é removido da superfície após a aplicação de uma corrente eléctrica. Este processo é normalmente utilizado para maquinar peças com formas complexas que são difíceis de polir utilizando métodos convencionais.
O processo é frequentemente utilizado na superfície de chapas de aço laminadas a frio, uma vez que estas têm uma superfície mais lisa do que as chapas de aço laminadas a quente. No entanto, o polimento eletrolítico pode tornar as impurezas da superfície mais visíveis, especialmente em materiais estabilizados como o titânio e o nióbio, o que pode causar diferenças na zona de soldadura devido a impurezas granulares.
Esta técnica é eficaz para remover pequenas cicatrizes de soldadura e arestas vivaspois dissolve preferencialmente as saliências da superfície. O processo eletrolítico processo de polimento envolve a imersão do aço inoxidável num líquido aquecido, e as proporções do líquido envolvem muitas tecnologias patenteadas e exclusivas. O polimento eletrolítico do aço inoxidável austenítico é particularmente bem sucedido.
Processamento de superfícies texturadas
Existem inúmeros padrões que podem ser aplicados ao aço inoxidável, e as vantagens de criar chapas de aço com superfícies texturadas ou com padrões são as seguintes:
Redução da "formação de latas de óleo": Este termo é utilizado para descrever a superfície de materiais brilhantes, tais como placas decorativas de grandes áreas, que não parecem planas de uma perspetiva ótica. Mesmo depois de esticar e endireitar, é difícil aplanar completamente a superfície, o que resulta em "oil canning".
Redução do encandeamento à luz do sol devido ao padrão texturado.
Os riscos ligeiros e as pequenas marcas são menos visíveis nas placas com padrão.
Aumento da resistência da chapa de aço.
Oferece aos arquitectos uma gama de opções de design. Os padrões patenteados incluem o linho (utilizado no Ed Building em Londres), padrões de mosaico, padrões de pérola e couro, bem como padrões de onda e linha. As superfícies com padrões são particularmente adequadas para a decoração de interiores, tais como painéis de elevadores, balcões, painéis de parede e entradas. Para aplicações exteriores, é essencial permitir que a chuva e a descarga manual limpem o aço inoxidável e evitem cantos mortos que acumulam sujidade e impurezas transportadas pelo ar, que podem causar corrosão e afetar a estética.
Processamento de superfícies rugosas
O processamento de superfícies rugosas é um dos tratamentos de superfície mais utilizados. Envolve o polimento da superfície de uma chapa de aço com uma cinta abrasiva de nylon ou escova após o polimento ou recozimento brilhante.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
1. Retificação O principal objetivo da retificação de soldaduras de aço inoxidável é eliminar as marcas de soldadura e obter uma rugosidade superficial de R10um na peça de trabalho, em preparação para a imersão brilhante....
O que distingue o titânio do aço inoxidável? Enquanto o titânio é leve e tem uma resistência superior à corrosão, o aço inoxidável oferece durabilidade e facilidade de processamento. Este artigo analisa...
Neste artigo, analisamos as propriedades mecânicas dos parafusos SUS304 e SUS316, incluindo a sua resistência à tração, resistência ao escoamento e binário. Saiba como estes componentes minúsculos suportam uma pressão imensa...
Por que os tanques de armazenamento de álcalis de aço inoxidável austenítico 316L racham? Apesar de ser conhecido pela sua durabilidade, o aço 316L pode desenvolver fissuras em condições específicas. Este artigo explora os fatores surpreendentes...
Porque é que os tubos de aço inoxidável, famosos pela sua durabilidade, por vezes falham em condições corrosivas? Este artigo analisa as causas fundamentais da fissuração por corrosão em tubos de aço inoxidável, centrando-se na...
O que é exatamente a corrosão intergranular no aço inoxidável e porque é tão importante controlá-la? Esta forma insidiosa de corrosão ataca ao longo dos limites de grão do metal,...
Já se interrogou sobre como se consegue o acabamento brilhante do aço inoxidável? Este artigo mergulha no meticuloso processo de polimento mecânico, explicando técnicas, ferramentas e melhores práticas. Desde o polimento em bruto...
Já se perguntou porque é que as peças fundidas em aço inoxidável racham tão facilmente? Este artigo analisa as principais causas, desde a fraca fluidez ao elevado stress térmico, e oferece dicas práticas para prevenir estas...
Já alguma vez se interrogou sobre a forma como o tratamento térmico pode transformar as propriedades do aço inoxidável? Neste artigo perspicaz, um engenheiro mecânico experiente mergulha no fascinante mundo do aço inoxidável...