10 dicas essenciais de soldadura para estruturas de aço: Melhore as suas competências de soldadura
A soldadura de estruturas de aço exige precisão e perícia. Que armadilhas comuns podem comprometer os seus projectos de soldadura? Neste artigo, exploramos dicas essenciais para uma soldadura de estruturas de aço bem sucedida. Saiba como lidar com o stress da soldadura, reduzir as deformações e compreender os melhores métodos de soldadura para diferentes cenários. Ao dominar estas técnicas, pode garantir que as suas soldaduras são fortes, fiáveis e cumprem os mais elevados padrões. Descubra as principais estratégias para elevar as suas competências de soldadura e melhorar a integridade das suas estruturas de aço.
1. Vantagens e desvantagens da ligação por soldadura?
Vantagens da ligação por soldadura:
Estrutura simples, sem enfraquecimento da secção dos componentes, processamento simples, vários métodos de soldaduraA máquina de lavar roupa é um produto de alta qualidade, funcionamento automático, poupança de aço, elevada eficiência, grande rigidez, boa integridade e bom desempenho de vedação.
Desvantagens da ligação por soldadura:
A zona do aço afetada pelo calor sofre alterações na sua estrutura metalográfica, provocando a fragilização dos materiais locais.
A soldadura resulta em tensão residual e deformação, que diminuem a capacidade de suporte dos elementos de compressão.
As estruturas soldadas são altamente susceptíveis à fissuração. Se ocorrerem fissuras locais, estas são propensas a uma propagação extensa, e a fragilidade a frio a baixa temperatura é mais pronunciada.
2. Definição de soldabilidade do aço e factores que a influenciam?
Aço soldabilidade refere-se à facilidade com que os materiais podem ser soldados, satisfazendo o desempenho estrutural exigido em condições de projeto e de trabalho adequadas. A soldabilidade do aço é frequentemente influenciada pela sua composição química, método de laminaçãoe espessura da placa.
Para avaliar o impacto da composição química na soldabilidade, esta é geralmente expressa em carbono equivalente (Ceq). O soldabilidade do aço é melhor quando o Ceq é menor, porque indica uma menor tendência de endurecimento do material. Pelo contrário, quando o Ceq é maior, a soldabilidade do aço é pior devido à sua maior tendência para o endurecimento.
O valor do carbono equivalente Ceq (percentagem) pode ser calculado através da seguinte fórmula:
3. Quais são as causas da tensão de soldadura e da deformação da soldadura e como reduzi-las?
O processo de soldadura de uma estrutura de aço envolve aquecimento e arrefecimento irregulares. Durante a soldadura, a temperatura da soldadura e da sua área circundante é muito elevada, enquanto o metal à distância permanece sem aquecimento. Como resultado, a expansão e contração do metal principal é desigual.
Após o arrefecimento, o cordão de soldadura sofrerá diferentes graus de retração e tensão interna (tanto longitudinal como transversal), conduzindo a diferentes deformações na estrutura de soldadura.
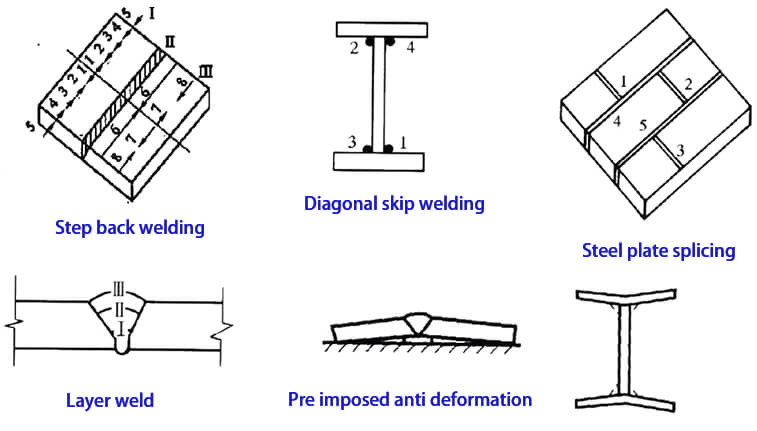
Para reduzir a tensão e a deformação da soldadura, podem ser abordados dois aspectos: a conceção e a tecnologia de processamento.
Medidas de conceção:
A posição de soldadura deve ser razoavelmente organizada.
A seleção da dimensão da soldadura deve ser feita com base em critérios de razoabilidade.
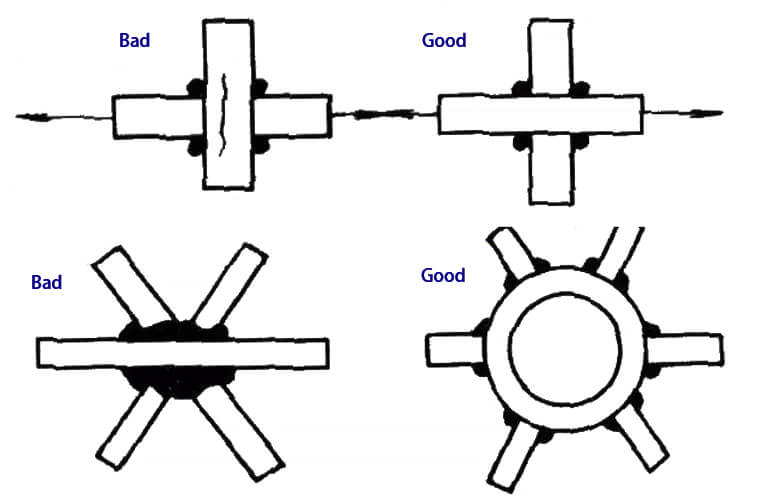
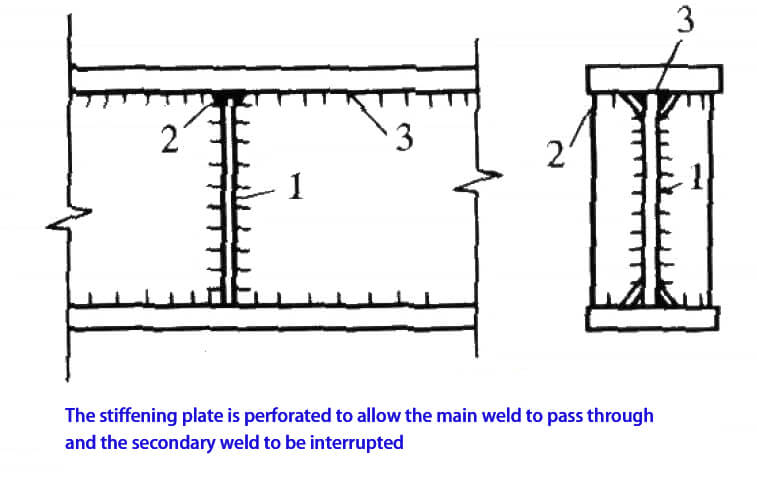
O número de soldaduras deve ser reduzido ao mínimo e não deve ser demasiado concentrado. Além disso, é essencial evitar a criação de um cruzamento tridimensional de soldaduras.
É importante evitar, tanto quanto possível, a tensão de contração na direção da espessura do metal de base.
4. Métodos de soldadura comuns para estruturas de aço?
Os métodos de soldadura normalmente utilizados para estruturas de aço incluem a soldadura por arco manual, a soldadura por arco submerso automática (ou semi-automática) e a soldadura com proteção gasosa.
Depois de ser electrificado, é gerado um arco elétrico para fundir o fio de soldadura no elétrodo e deixá-lo cair na pequena poça de fusão do sulco soprado pelo arco elétrico na soldadura.
A escória e o gás formados pelo revestimento do elétrodo cobrem a poça de fusão para evitar o contacto do ar com o metal líquido fundido e a formação de compostos frágeis e propensos a fissuras.
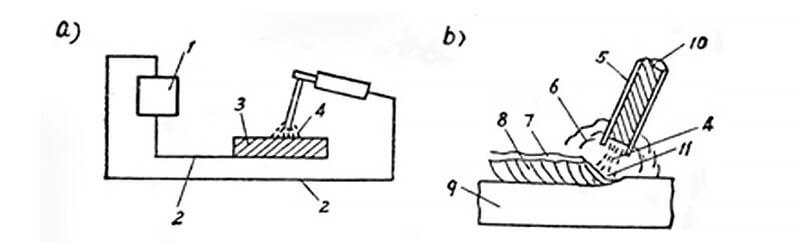
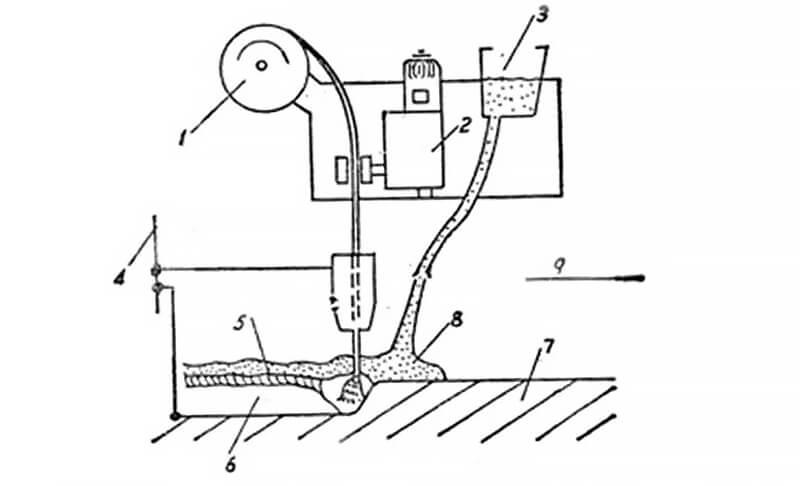
Este método de soldadura utiliza um arco que arde por baixo de uma camada de fluxo. Ao contrário dos métodos tradicionais, o fio de soldadura não é revestido com qualquer material adicional. Em vez disso, a extremidade de soldadura é coberta por fluxo granular, que flui automaticamente da cabeça de fuga de fluxo.
Como resultado, o arco fica completamente enterrado no fluxo, o que faz com que o calor se concentre e penetre profundamente. Este facto faz com que seja um método ideal para soldar chapas grossas com elevada produtividade, mantendo uma boa qualidade da soldadura e deformação mínima da soldadura.
Mesa giratória para fio de soldadura
Motor de alimentação do fio
Funil de fluxo
Alimentação eléctrica
Fluxo fundido
Metal de solda
Soldadura
Fluxo
Direção de mudança
Soldadura com proteção gasosa:
Este é um método de soldadura por fusão a arco que utiliza dióxido de carbono ou outros gases inertes como meio de proteção. O gás de proteção forma uma camada protetora local à volta do arco, que ajuda a evitar a invasão de gases nocivos e assegura a estabilidade do processo de soldadura.
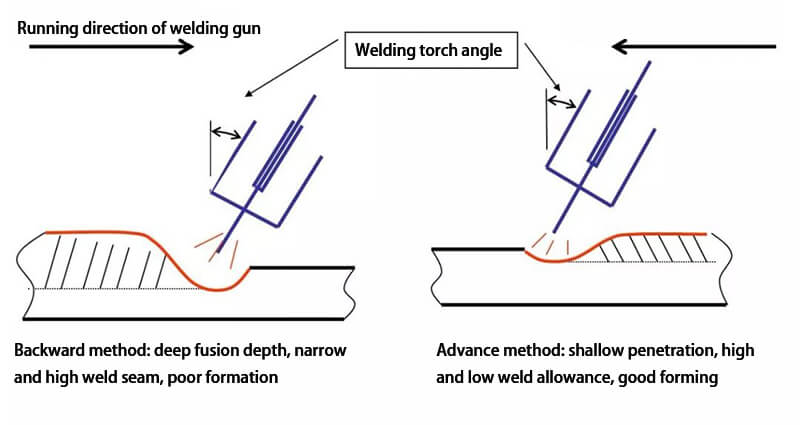
Em comparação com a soldadura por arco manual, este método produz soldaduras com maior resistência, excelente plasticidade e resistência à corrosão. É adequado para todas as posições de soldadura, incluindo os métodos para a frente e para trás.
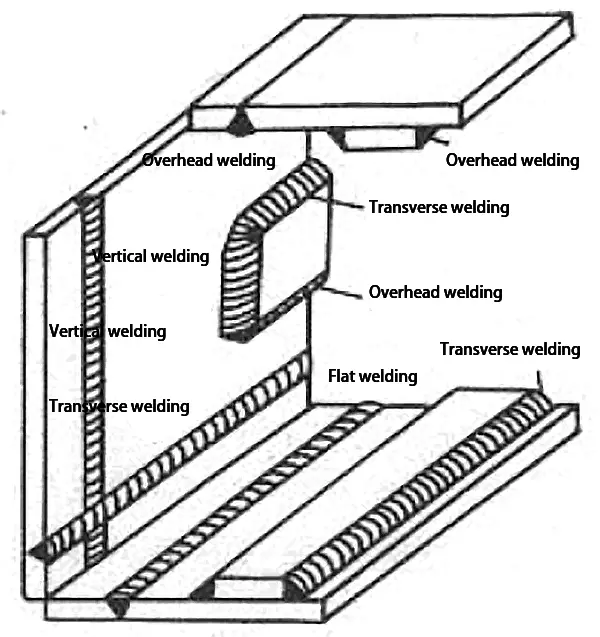
5. Códigos de soldadura comuns?
As posições de soldadura comuns, as formas de junta, as formas de ranhura, os tipos de soldadura e os códigos de forma de nó da estrutura da tubagem são indicados a seguir:
Nota: 1. Quando o espessura da chapa de aço é ≥ 50 mm, pode ser utilizada uma ranhura em forma de U ou em forma de J
Y
Articulação em Y
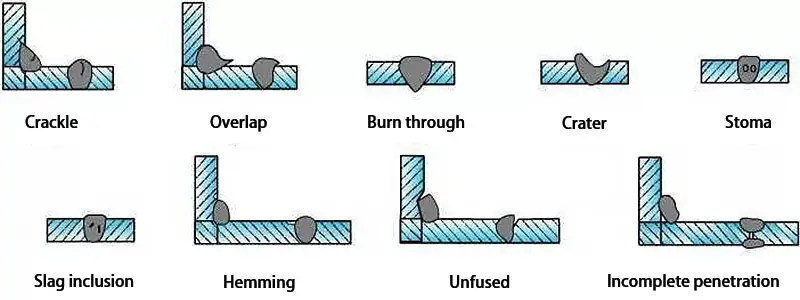
6. Defeitos de soldadura comuns, causas e métodos de tratamento?
O defeitos de soldadura são divididos em seis categorias: fissuras, cavidades, inclusões sólidas, fusão incompleta, penetração incompleta e defeitos de forma.
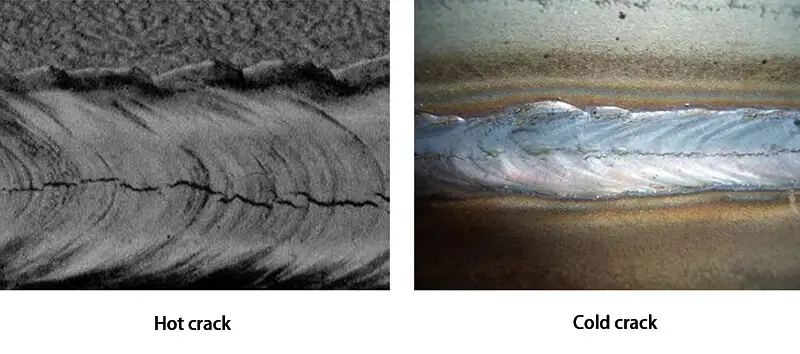
Crackle:
Fissuras quentes e fissuras frias são dois tipos comuns de defeitos de soldadura.
As fissuras a quente são causadas principalmente pela fraca resistência à fissuração do metal de base, pela baixa qualidade materiais de soldaduraA seleção incorrecta dos parâmetros do processo de soldadura e a tensão interna excessiva da soldadura.
Por outro lado, as fissuras a frio resultam frequentemente de uma conceção pouco razoável da estrutura de soldadura, de uma disposição incorrecta dos cordões de soldadura e de medidas inadequadas do processo de soldadura, tais como a falta de pré-aquecimento antes da soldadura e o arrefecimento rápido após a soldadura.
Para tratar estes tipos de fissuras, um método consiste em fazer furos de paragem de fissuras em ambas as extremidades da fissura ou remover o metal de solda na fissura para soldadura de reparação.
Cavidade:
Os defeitos de soldadura dividem-se geralmente em dois tipos: furos de ar e retração da cratera.
Os orifícios de ar são causados principalmente por vários factores, incluindo danos graves no revestimento do elétrodo, falha na cozedura do elétrodo e do fluxo, manchas de óleo ou ferrugem e óxido no metal de base, corrente de soldadura insuficiente, comprimento de arco excessivamente longo e rápida velocidade de soldadura.
O tratamento para os furos de ar consiste em remover o metal de solda defeituoso no local do furo de ar e, em seguida, realizar um procedimento de soldadura de reparação.
A retração da cratera, por outro lado, é causada principalmente por corrente de soldadura excessiva, alta velocidade de soldadura, arrefecimento rápido do arco e adição insuficiente de metal de enchimento para arrefecer repetidamente o arco.
O tratamento para a retração da cratera consiste em realizar uma operação de soldadura de reparação no local da cratera.
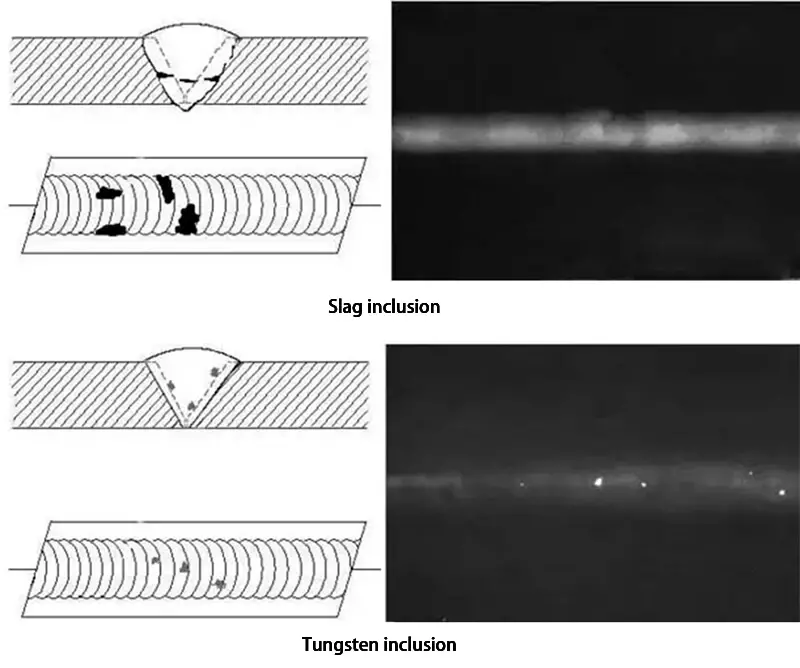
Inclusão sólida:
Há dois tipos de defeitos que podem ocorrer durante a soldadura: inclusão de escória e inclusão de tungsténio.
As principais causas da inclusão de escórias são a má qualidade da soldadura materiais, soldadura com corrente demasiado baixa, soldadura a uma velocidade demasiado rápida, elevada densidade de escória que bloqueia a capacidade de flutuação da escória, e a não limpeza da escória durante a soldadura multicamada.
Para remediar a inclusão de escória, o metal de solda em torno da área afetada deve ser removido e, em seguida, o processo de soldadura pode continuar.
A inclusão de tungsténio é normalmente causada quando o elétrodo de tungsténio entra em contacto com o metal fundido durante soldadura por arco de árgon.
Para reparar este defeito, o metal defeituoso na inclusão de tungsténio deve ser escavado e o processo de soldadura pode então ser retomado.
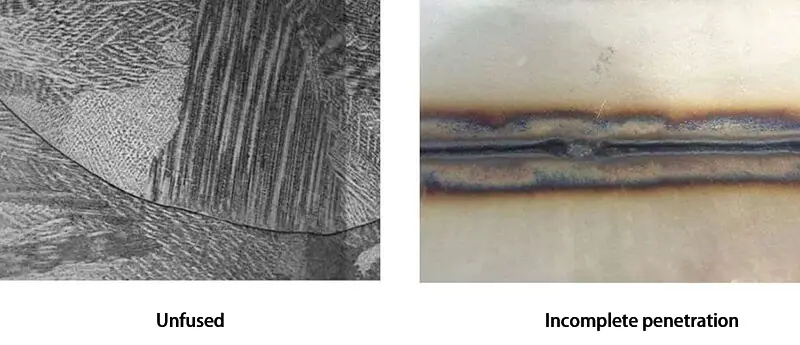
Fusão e penetração incompletas:
Existem várias razões principais para uma soldadura incompleta, incluindo uma corrente de soldadura demasiado pequena, uma velocidade de soldadura demasiado rápida, uma abertura do ângulo de ranhura demasiado pequena e uma tecnologia de funcionamento deficiente.
O método de tratamento para a não fusão consiste em remover o metal de solda na posição de não fusão e, em seguida, reparar a solda.
Para tratar a penetração incompleta, o método consiste em reparar a penetração incompleta num dos lados da estrutura com uma boa abertura diretamente na parte de trás da soldadura.
Para as soldaduras importantes que não podem ser reparadas diretamente por soldadura, o metal de soldadura incompleto deve ser removido e a soldadura deve ser refeita.
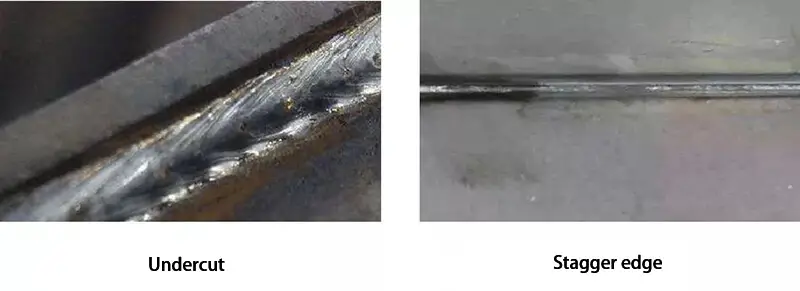
Defeito de forma:
Incluindo rebaixamento, sobreposição, flacidez, retração da raiz, desalinhamento, desvio de ângulo, sobreelevação da soldadura, irregularidade da superfície, etc.
7. Medidas comuns para evitar a rotura lamelar das placas?
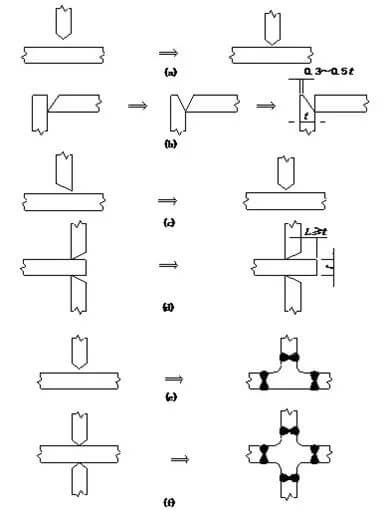
Para as juntas em forma de T, em forma de cruz e de canto, quando a espessura da placa de flange não é inferior a 20 mm, a fim de evitar ou reduzir a grande tensão de retração da soldadura na direção da espessura da placa de metal de base, deve ser adoptada a seguinte conceção da estrutura da junta:
Mais pequeno ranhura de soldadura e as aberturas (a) devem ser utilizadas, desde que sejam cumpridos os requisitos de profundidade de penetração e de estanquidade da soldadura.
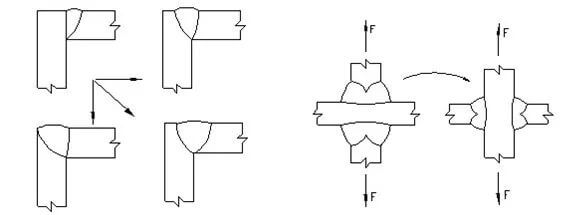
Para as juntas de canto, deve ser utilizada uma ranhura simétrica ou uma ranhura inclinada em relação à chapa lateral (b).
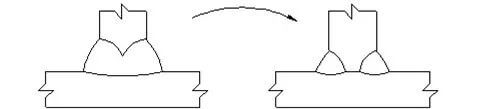
A soldadura de ranhuras de dupla face deve ser simétrica, em vez da soldadura assimétrica de ranhuras de face única (c).
Para as juntas em forma de T ou de canto, a extremidade da placa que suporta a tensão de tração da soldadura na direção da espessura da placa deve estender-se para fora da zona de soldadura da junta (d).
As secções de transição em aço fundido ou em aço forjado devem ser utilizadas para as juntas em T e em cruz, e as juntas de topo devem ser utilizadas para substituir as juntas em T e em cruz (e, f).
Alterar a direção da tensão da junta de chapa espessa para reduzir a tensão na direção da espessura;
Para os nós sujeitos a carga estática, na condição de serem cumpridos os requisitos do cálculo da resistência da junta, a soldadura de ranhura totalmente penetrada deve ser substituída pela soldadura de topo parcialmente penetrada e soldadura em ângulo.
8. Método de inspeção da qualidade da soldadura?
Após a conclusão da soldadura e da inspeção da soldadura, o primeiro passo da inspeção deve ser a inspeção do aspeto. A inspeção visual ou a lupa devem ser utilizadas para observar quaisquer defeitos, tais como rebaixos, queimaduras, penetração incompleta, fissuras, bordos escalonados, permanência, e para verificar se as dimensões gerais da soldadura cumprem os requisitos.
Os defeitos no interior da soldadura são normalmente detectados por ondas ultra-sónicas. Este método baseia-se no princípio de que as ondas ultra-sónicas se podem propagar no interior do metal e refletir e refratar ao encontrar a interface de dois meios, o que ajuda a inspecionar as falhas no interior da soldadura. A forma de onda pode ser utilizada para determinar a presença e a localização da falha.
Uma vez que existe uma superfície reflectora entre a sonda e o corpo de prova, durante a inspeção ultra-sónica, o agente de acoplamento deve ser revestido na superfície da soldadura. No entanto, o método ultrassónico não permite determinar o tipo e a dimensão dos defeitos.
A inspeção radiográfica é por vezes utilizada em ensaios não destrutivos para detetar defeitos nas soldaduras. Existem dois tipos de inspeção radiográfica: Inspeção por raios X e por raios γ. O princípio é que, quando o raio passa através da soldadura inspeccionada, quaisquer defeitos resultarão numa menor atenuação do raio que passa por essa área.
Como resultado, a película negativa no verso da soldadura é altamente sensível à luz, e aparecerão manchas ou riscas pretas no local do defeito depois de a película ser lavada.
A inspeção por raios X tem um tempo de exposição curto, alta velocidade e forte capacidade de penetração, mas o equipamento é complexo, dispendioso e adequado para testar soldaduras com uma espessura inferior a 30 mm. Em contrapartida, o equipamento de inspeção por raios γ é portátil, fácil de operar e tem uma forte capacidade de penetração.
9. Qual é a base para julgar os resultados da inspeção por amostragem?
Critérios de aceitação de lotes para soldaduras:
Se a taxa de não-qualificação do número de soldaduras na inspeção por amostragem for inferior a 2%, o lote é aceite.
Se a taxa de não-qualificação do número de soldaduras na inspeção por amostragem for superior a 5%, o lote é inaceitável.
Quando a taxa de não-qualificação do número de soldaduras na inspeção por amostragem se situar entre 2% e 5%, a inspeção por amostragem deve ser repetida e deve ser acrescentada uma linha de extensão da soldadura em ambos os lados da peça original não-qualificada, exceto no caso do quinto parágrafo deste artigo.
Quando a taxa de não-qualificação de todas as soldaduras na inspeção por amostragem não for superior a 3%, o lote é qualificado.
Se a taxa de não-qualificação for superior a 3%, o lote não é qualificado.
Critérios de inspeção adicionais:
Se a aceitação do lote não for qualificada, todas as restantes soldaduras do lote devem ser inspeccionadas.
Se for detectado um defeito de fissura durante a inspeção, deve ser feita uma dupla verificação no local.
Se não for detectado qualquer defeito de fissuração na soldadura por duplo controlo por pontos, o lote é aceite.
Se forem encontradas várias fissuras durante a inspeção ou se forem encontradas fissuras após uma dupla verificação por amostragem, o lote é inaceitável e todas as restantes soldaduras do lote devem ser inspeccionadas.
10. Que condições exigem a qualificação do procedimento de soldadura?
Para além das isenções enumeradas no código nacional de soldadura de estruturas de aço, qualquer combinação de aço, materiais de soldadura, métodos de soldadura, formas de junção, posições de soldadura, sistemas de tratamento térmico pós-soldadura, parâmetros do processo de soldadura, medidas de pré-aquecimento e pós-aquecimento e outros parâmetros utilizados pela unidade de construção pela primeira vez devem ser sujeitos a uma avaliação do processo de soldadura antes do fabrico e da instalação de elementos da estrutura de aço.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...