7 passos para completar a produção de produtos de chapa metálica
Já alguma vez se interrogou sobre como são fabricados os componentes intrincados dos seus dispositivos quotidianos? Este artigo desmistifica o processo de produção de produtos em chapa metálica, detalhando o percurso desde o desenho inicial até à embalagem final e entrega. No final, compreenderá os passos essenciais, incluindo o processamento a laser, a estampagem CNC, a dobragem, a soldadura e o revestimento, que transformam as folhas de metal em bruto em peças precisas e funcionais. Mergulhe para obter informações sobre este processo de fabrico vital!
O nosso processamento comum de chapas metálicas consiste em seis etapas principais, que são descritas em pormenor a seguir:
Desenho de projeto
Processamento a laser / estampagem NC
Dobragem
Soldadura Conformação
Pintura eletrostática a pó / Pintura líquida
Embalagem e entrega
Etapas para concluir a produção de produtos de chapa metálica
1. Conceção do desenho
Os clientes em geral fornecem desenhos ou amostras, que são depois analisados e concebidos pela equipa de engenharia da empresa. Este processo resulta na criação de desenhos de processamento e de desenhos de montagem. Estes são então submetidos ao departamento de produção para processamento.
O corte a laser A máquina é capaz de cortar aço-carbono, aço inoxidável e vários outros materiais. O resultado é um corte suave, limpo e preciso, com um rebordo bonito. Este método é especialmente vantajoso para peças de trabalho com formas curvas e é uma técnica de processamento indispensável em comparação com a estampagem CNC tradicional.
3. CNC estampagem
O Torre CNC O punção é utilizado principalmente para produtos com uma espessura de material fina, normalmente inferior a 2,5 mm. Este método é adequado para chapa metálica peças que requerem múltiplos furos ou a necessidade de utilizar um molde especializado para o processamento. Quando a quantidade de peças é grande, a estampagem CNC tem uma vantagem de custo em relação a outros métodos.
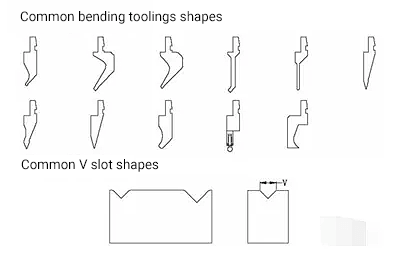
4. Dobragem
Se a maioria das peças de trabalho necessitar de ser dobrada após o corte, travões de prensa são necessários para completar o processo de dobragem. A prensa dobradeira CNC é preferida porque não é apenas mais rápida, mas também mais precisa.
Geralmente, após o processo de branqueamentoPara que a peça de trabalho possa ser montada e formada, é necessário que a peça de trabalho seja montada e formada. Existem vários métodos de montagem, alguns dos quais utilizam processos que não são de soldadura, como parafusos ou rebites. Para a maior parte das chapas de revestimento mecânico, é utilizada a moldagem por soldadura e a empresa emprega normalmente soldadura por arco de árgonsoldadura por contacto ou soldadura por dióxido de carbono. Após a soldadura, a peça de trabalho é polida para garantir a sua resistência e melhorar o seu aspeto.
6. Pulverização eletrostática de pó
A pintura eletrostática a pó visa principalmente peças de aço-carbono. O processo envolve várias etapas, como a remoção de óleo e ferrugem, a limpeza da superfície, o tratamento de fosfatação, a pintura eletrostática a pó e a cozedura a alta temperatura. O resultado é uma superfície bonita que permanecerá sem ferrugem durante vários anos e é económica.
Em contrapartida, a pintura líquida é um processo diferente que é normalmente utilizado para peças de grandes dimensões e é mais conveniente e económico quando o transporte não é uma opção. A pintura líquida é normalmente dividida em duas etapas: aplicação de primário e depois de tinta.
7. Embalagem e entrega
Antes da embalagem, é efectuada uma inspeção 100% e são fornecidos os dados da inspeção. Os requisitos de fornecimento e o método de embalagem são confirmados pelo representante do cliente no local e é criado um registo para confirmação do cliente.
Fluxo do processo de produtos de chapa metálica
1. Método de processamento de chapa metálica:
(1) Processamento sem molde
A tecnologia de processamento de chapas metálicasA máquina de corte e vinco, que inclui máquinas de perfuração, corte a laser, corte, dobragem e rebitagem, é geralmente utilizada para a produção de amostras ou pequenos lotes com um custo mais elevado.
(2) Processamento de moldes
A utilização de moldes fixos para processamento de chapas metálicas inclui moldes de corte e moldes de formação, e é principalmente utilizado para produção em massa com um custo mais baixo.
2. Tecnologia de processamento de chapas metálicas
O corte de chapas metálicas pode ser efectuado através de vários métodos, como o puncionamento, o corte a laser, máquina de corte, estampagem, etc. Atualmente, a perfuração CNC é o método mais utilizado. O corte a laser é utilizado principalmente durante a fase de prototipagem, devido ao seu elevado custo de processamento, enquanto o corte sob pressão é frequentemente utilizado para a produção em massa.
Aqui, centrar-nos-emos no corte de chapa metálica utilizando punções CNC. O punção CNC, também conhecido como punção de torre, pode efetuar várias operações, tais como corte, punção, perfuração de orifícios e prensagem de barras. A sua precisão de maquinação pode atingir +/- 0,1 mm.
A tabela seguinte mostra a espessura da chapa metálica que pode ser processada por puncionamento CNC:
Placa laminada a frio, placa laminada a quente: ≤ 0mm
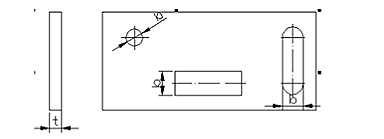
O requisito de tamanho reduzido para o puncionamento depende de factores como a forma do furo, as propriedades mecânicas do material e a espessura do material (como ilustrado na figura seguinte).
(2) A distância entre os furos e a distância entre os bordos dos furos.
A pequena distância entre a aresta de perfuração e a forma da peça é limitada tanto pela forma da peça como pelo furo. Se a aresta de perfuração não for paralela à aresta de contorno da peça, a distância mínima não deve ser inferior à espessura do material T. Se for paralela, a distância mínima não deve ser inferior a 1,5T (como ilustrado na figura seguinte).
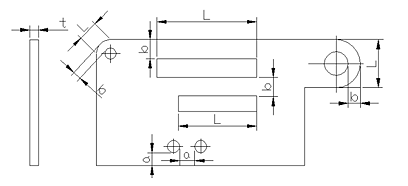
(3) Directrizes para desenhar furos.
Ao desenhar furos, a distância mínima entre o furo de desenho e a borda deve ser 3T. A distância mínima entre dois furos de desenho deve ser 6T, e a distância mínima segura entre o furo de desenho e a borda de flexão interna deve ser 3T + R (onde T é a espessura da chapa metálica e R é a raio de curvatura).
(4) Requisitos de espaçamento para peças de estiramento por flexão e estiramento profundo.
Ao estiramento de peças de dobragem e estiramento profundo, deve ser mantida uma certa distância entre a parede do furo e a parede reta (como ilustrado na figura seguinte).
2. Formação
A conformação de chapas metálicas inclui principalmente dobragem de chapa e alongamento.
A sequência de dobragem deve seguir os princípios de dobrar de dentro para fora, dobrar de pequeno para grande, dobrar primeiro formas especiais e depois formas gerais, e assegurar que os processos anteriores não interferem com os posteriores.
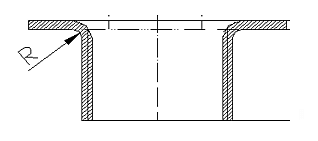
② Raio de curvatura pequeno das peças de curvatura:
Quando o material é dobrado, a camada exterior do filete sofre alongamento enquanto a camada interior sofre compressão. À medida que o raio de curvatura interior (R) diminui, as tensões de tração e de compressão aumentam. Se a tensão de tração do filete exterior exceder a resistência máxima do material, podem ocorrer fissuras e fracturas. Por conseguinte, o projeto de peças de flexão deve evitar raios de flexão demasiado pequenos.
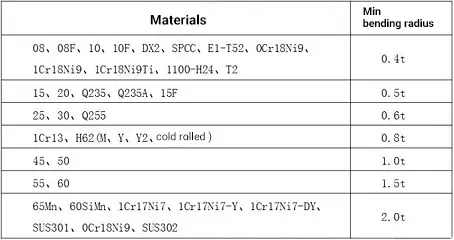
Os raios mínimos de curvatura dos materiais comuns utilizados pela empresa são apresentados no quadro seguinte:
Tabela de raios mínimos de curvatura de peças de curvatura:
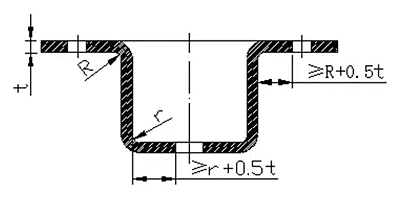
O raio de curvatura refere-se ao raio interior do peça de dobrageme t é a espessura da parede do material.
(2) Estiramento de chapas metálicas
O estiramento de chapas metálicas é efectuado principalmente através da utilização de vários punções ou de um único punção e requer vários punções ou matrizes de estiramento. A forma da peça estirada deve ser tão simples e simétrica quanto possível, e deve ser esticada o mais possível numa só operação. Se forem necessárias várias operações de estiramento, é aceitável que a superfície apresente vestígios do processo de estiramento. A parede lateral de estiramento pode ter uma certa inclinação, desde que cumpra os requisitos de montagem.
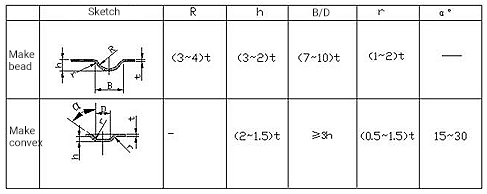
① Nervuras de reforço - A adição de nervuras de reforço a peças de chapa metálica aumenta a rigidez estrutural.
Estrutura das nervuras de reforço e seleção do tamanho:
② Grelhas - As grelhas são normalmente utilizadas para ventilação e dissipação de calor em vários invólucros ou caixas.
③ Flangeamento de furos (Furo de estiramento) - O flangeamento de furos, também conhecido como furos de estiramento, é utilizado para criar roscas ou para aumentar a rigidez das aberturas.
3. Soldadura
Na conceção de soldadura de chapas metálicas as soldaduras e as juntas devem ser dispostas simetricamente e a ocorrência de convergência, agregação e sobreposição deve ser evitada. As soldaduras e juntas secundárias podem ser interrompidas enquanto as soldaduras e juntas principais devem ser ligadas.
Os métodos de soldadura comuns utilizados no processamento de chapas metálicas incluem a soldadura por arco elétrico e soldadura por resistência.
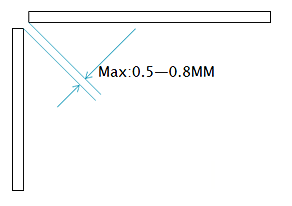
Deve ser previsto um espaço adequado entre as chapas metálicas para a soldadura, com um intervalo de soldadura de 0,5-0,8 mm, e a soldadura deve ser uniforme.
(2) Soldadura por resistência
A superfície de soldadura deve ser lisa, sem rugas ou saliências. As dimensões para a resistência são as seguintes soldadura por pontos.
Espessura t(mm)
Diâmetro da junta de soldadura d (mm)
Distância mínima de junta de soldadura ao bordo f (mm)
Nesta secção, apresentaremos principalmente os métodos de ligação da chapa metálica durante a fase de processamento, que incluem a rebitagem, a soldadura (como descrito anteriormente), a rebitagem de furos e a rebitagem Tox.
(1) Rebitagem
A rebitagem é um método em que duas placas são unidas utilizando um tipo de rebite conhecido como rebite de tração. As formas comuns de rebitagem são ilustradas na figura seguinte:
(2) Rebitagem por extração:
Uma parte é um furo desenhado enquanto a outra é um contra-furo, que é transformado numa ligação permanente através de uma matriz de rebitagem.
Vantagens: O próprio furo fornece uma função de posicionamento. A força de rebitagem é elevada e a eficiência da rebitagem através da matriz também é elevada.
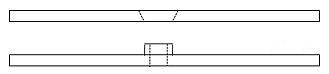
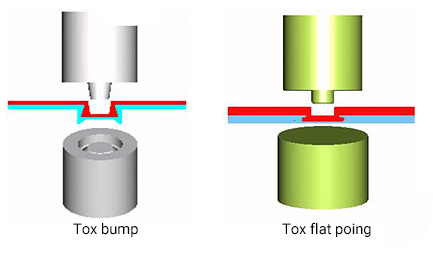
(3) Rebitagem Tox:
A peça ligada é pressionada para dentro da matriz através de um simples punção. Sob pressão adicional, o material na matriz flui para fora, criando um ponto de ligação redondo sem arestas vivas ou rebarbas e preservando a sua resistência à corrosão. O revestimento ou o revestimento por pulverização na superfície da placa também é deformado e flui em conjunto, mantendo as suas propriedades originais anti-ferrugem e anti-corrosão.
O material é empurrado para ambos os lados e para dentro do painel, perto do lado da matriz, para formar o ponto de ligação Tox, como mostra a figura seguinte:
5. Tratamento da superfície
O tratamento de superfície das chapas metálicas serve tanto para proteção anticorrosiva como para decoração. Os tratamentos de superfície comuns incluem pulverização de pó, electrogalvanização, galvanização por imersão a quente, oxidação de superfície, desenho de superfície e serigrafia. Antes de efetuar o tratamento de superfície, é importante remover quaisquer manchas de óleo, ferrugem e escórias de soldadura da superfície da chapa metálica.
(1) Pulverização em pó: Existem duas opções para a pintura de superfícies em chapa metálica - tinta líquida e tinta em pó. Esta última é mais comummente utilizada. A pulverização de pó envolve a adsorção eletrostática e a cozedura a alta temperatura de uma camada de vários revestimentos coloridos na superfície da chapa metálica, melhorando o seu aspeto e desempenho anticorrosão.
(2) Electrogalvanização e galvanização por imersão a quente: A galvanização da superfície da chapa metálica é um método popular de tratamento anti-corrosão que também melhora o seu aspeto. Existem duas formas de galvanização - electrogalvanização e galvanização por imersão a quente. A electrogalvanização produz um aspeto brilhante e plano com um revestimento de zinco fino, enquanto a galvanização por imersão a quente resulta num revestimento de zinco mais espesso que cria uma camada de liga de zinco-ferro, oferecendo uma resistência à corrosão mais forte do que a electrogalvanização.
(3) Oxidação da superfície: Esta secção centra-se na anodização da superfície do alumínio e ligas de alumínio. A anodização da superfície pode produzir uma variedade de cores e proporcionar efeitos protectores e decorativos. O processo também cria uma película de óxido anódico na superfície do material, que apresenta elevada dureza, resistência ao desgaste e boas propriedades de isolamento elétrico e térmico.
(4) Trefilagem de superfície: O material é colocado entre os rolos superior e inferior de uma máquina de trefilar, com uma cinta abrasiva ligada aos rolos. O material é então conduzido através das cintas abrasivas, produzindo traços na sua superfície. A espessura dos traços depende do tipo de cinta abrasiva utilizada e o principal objetivo deste tratamento é melhorar o aspeto do material. Este método de tratamento de superfície é normalmente considerado apenas para o alumínio.
(5) Impressão serigráfica: A serigrafia em materiais pode ser dividida em serigrafia plana e serigrafia em bloco. A serigrafia plana é utilizada em superfícies planas, ao passo que a serigrafia de tampão é utilizada em superfícies com buracos profundos. A serigrafia requer uma impressão em seda.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...