A necessidade de alisamento
Os componentes de aço podem sofrer várias deformações devido a forças externas, tensões térmicas ou inconsistências inerentes ao material. As matérias-primas, como as chapas de aço e as secções estruturais, apresentam frequentemente deformações como irregularidades, flexão, torção e empeno antes do processo de fabrico. Estas irregularidades colocam desafios significativos à manutenção da precisão e da qualidade das operações subsequentes, incluindo a marcação, a numeração, o lofting e o fabrico e montagem globais das peças.
A presença destas deformações pode levar a vários problemas críticos:
- Imprecisões dimensionais: Materiais distorcidos podem resultar em peças que se desviam das tolerâncias especificadas.
- Desalinhamento durante a montagem: Os componentes deformados podem causar dificuldades de encaixe e união.
- Concentração de tensões: As deformações não corrigidas podem conduzir a pontos de tensão localizados, comprometendo potencialmente a integridade estrutural.
- Redução da utilização de material: A deformação excessiva pode exigir margens de erro maiores, levando a um maior desperdício de material.
Para mitigar estes desafios e garantir a mais elevada qualidade no produto final, é imperativo implementar um processo de endireitamento antes de prosseguir com as operações de marcação, numeração, lofting e conformação. Esta etapa crucial envolve a aplicação cuidadosa de força controlada ou tratamento térmico para restaurar o material à sua geometria pretendida:
- Melhorar a precisão dos processos subsequentes
- Melhorar a qualidade geral e a consistência das peças fabricadas
- Facilita a montagem e o ajuste dos componentes
- Otimizar a utilização de materiais e reduzir os resíduos
Ao abordar as deformações no início do processo de fabrico, os engenheiros podem melhorar significativamente a eficiência, a precisão e a fiabilidade de todo o fluxo de trabalho de produção.
Razões para a deformação das matérias-primas
Deformação causada por tensão residual no aço
Durante o processo de laminagem do aço, podem desenvolver-se tensões residuais que conduzem à deformação do material. Por exemplo, se o mecanismo de ajuste dos rolos funcionar mal, o espaço entre os rolos pode tornar-se inconsistente durante a laminagem de uma placa de aço. Isto resulta numa extensão não uniforme do aço ao longo da direção de laminagem.
As áreas sujeitas a folgas de rolo mais pequenas sofrem uma maior extensão, enquanto as áreas com folgas maiores sofrem uma menor extensão. Consequentemente, as tensões de compressão desenvolvem-se nas regiões de maior extensão e as tensões de tração formam-se nas áreas de menor extensão.
Quando o aço arrefece rapidamente ou devido a outros factores, estas tensões permanecem retidas no material, formando tensões residuais. Após operações subsequentes, como o corte, o corte térmico ou outros processos, estas tensões residuais são parcialmente libertadas, provocando a deformação do aço.
Deformação induzida pelo processamento do aço
Durante o processamento do aço, a deformação pode ocorrer devido a forças externas ou a um aquecimento não uniforme. Por exemplo, operações como o cisalhamento, o corte por chama ou a soldadura de chapas de aço podem levar a deformações devido a concentrações de tensão localizadas e a gradientes térmicos durante os ciclos de aquecimento e arrefecimento.
Deformação resultante de transporte e armazenamento incorrectos
As matérias-primas utilizadas no trabalho a frio de chapas metálicas, tais como grandes chapas de aço e secções estruturais, são susceptíveis de deformação durante o manuseamento. Técnicas de elevação, métodos de transporte ou práticas de armazenamento incorrectos podem causar flexão, torção e deformação localizada devido ao peso próprio do material e às concentrações de tensão.
Estratégias de atenuação
Para minimizar a deformação dos componentes de aço:
- Otimizar os parâmetros de laminagem e a manutenção do equipamento para reduzir as tensões residuais.
- Implementar técnicas de arrefecimento controlado para gerir a distribuição de tensões.
- Utilizar tratamentos térmicos de alívio de tensões quando necessário.
- Conceber sistemas de fixação e de apoio adequados às operações de transformação.
- Utilizar práticas adequadas de manuseamento e armazenamento de materiais, incluindo apoio e proteção adequados contra factores ambientais.
Princípio do alisamento
O processo de endireitamento no fabrico de metais baseia-se na manipulação de tensões internas na estrutura do material. Este princípio pode ser entendido considerando o aço como um composto de múltiplas camadas de fibras dispostas ao longo da sua espessura.
Numa peça de aço idealmente reta, todas as camadas de fibras apresentam o mesmo comprimento. No entanto, quando o aço é submetido a uma flexão, estas camadas sofrem um alongamento diferencial. Como ilustrado na figura, os comprimentos inicialmente iguais de "ab" e "cd" tornam-se desiguais após a flexão. As fibras exteriores (representadas por "a/b") alongam-se, enquanto as fibras interiores (representadas por "c/d") se comprimem.
O alisamento tem como objetivo restaurar a uniformidade do comprimento das fibras através de dois mecanismos principais:
- Deformação plástica: Ao aplicar forças externas controladas, o material é levado para além do seu ponto de cedência. Isto faz com que as fibras mais longas se deformem plasticamente e encurtem, ao mesmo tempo que alongam as fibras mais curtas.
- Manipulação térmica: O aquecimento seletivo pode induzir a expansão e contração localizadas, redistribuindo eficazmente as tensões internas. Este método é particularmente útil para materiais com elevado limite de elasticidade ou geometrias complexas.
O objetivo de ambas as abordagens é igualar o comprimento de todas as camadas de fibra, eliminando assim as tensões residuais que causam flexão, torção ou deformações irregulares no aço ou na peça de trabalho. Este processo não só melhora a precisão geométrica, como também melhora as propriedades mecânicas e a resistência à fadiga do material.
As técnicas modernas de endireitamento empregam frequentemente uma combinação de métodos mecânicos e térmicos, utilizando sistemas avançados de deteção e controlo para obter resultados precisos e uniformes em vários tipos de aço e geometrias de produtos.
Fig.1
Métodos de alisamento
Existem vários métodos para endireitar o aço, que podem ser classificados em endireitamento manual, mecânico e por chama, consoante a fonte e o tipo de força externa aplicada. Cada método tem as suas aplicações específicas, vantagens e limitações nos processos metalúrgicos.
Ferramentas comuns para endireitar manualmente - Martelo de mão
Como utilizar um martelo de mão para endireitar o aço:
Requisitos operacionais:
- Aquisição de competências: Desenvolver proficiência em técnicas de martelo manual através de formação e prática abrangentes. O controlo adequado do martelo é crucial para obter resultados de endireitamento precisos, minimizando os danos materiais.
- Preparação da superfície: Limpe cuidadosamente a superfície da peça de trabalho e o punho do martelo para remover quaisquer resíduos de óleo, assegurando uma aderência segura e evitando potenciais lesões relacionadas com o deslizamento. Este passo é fundamental para manter a segurança no local de trabalho e melhorar a precisão do endireitamento.
- Inspeção da ferramenta: Antes da utilização, inspecionar cuidadosamente o martelo para verificar se a cabeça está bem presa ao cabo. Uma cabeça solta pode representar riscos de segurança significativos e comprometer a precisão do endireitamento. Devem ser efectuados controlos de manutenção regulares para garantir a integridade da ferramenta.
- Avaliação do material: Avaliar as propriedades do aço, incluindo a espessura, o grau e qualquer historial de tratamento térmico, para determinar o peso adequado do martelo e a força de impacto necessária para um endireitamento eficaz sem causar deformação da superfície ou tensão interna.
- Seleção da bigorna: Escolha uma bigorna ou superfície de apoio adequada que complemente a geometria da peça de trabalho e forneça um suporte adequado durante o processo de martelagem. A dureza da bigorna deve exceder a da peça de trabalho para evitar deformações indesejadas.
- Aplicação controlada: Aplicar golpes medidos e consistentes no lado convexo da curvatura, trabalhando gradualmente a partir das extremidades em direção ao centro. Monitorize continuamente o progresso do endireitamento, ajustando a força e a frequência dos golpes conforme necessário para obter uma correção uniforme.
- Considerações sobre o alívio de tensões: Para componentes críticos ou aplicações de alta precisão, considere a implementação de um tratamento térmico de alívio de tensões após o endireitamento para aliviar quaisquer tensões internas residuais introduzidas durante o processo de martelagem.
- Verificação da qualidade: Utilizar ferramentas de medição adequadas, tais como arestas rectas ou relógios comparadores, para confirmar que a retidão obtida cumpre as tolerâncias exigidas. Repetir o processo, se necessário, com força decrescente para afinar a forma final.
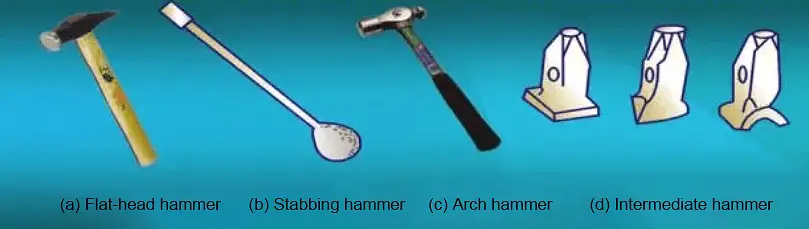
Martelo
O martelo é uma ferramenta essencial para o trabalho a frio de chapas metálicas, e existe em muitas formas e serve para vários fins.
(1) Martelo de cabeça chata:
É utilizado principalmente para golpear superfícies planas e também para alcançar reentrâncias mais profundas e cantos de arestas, como mostra a Figura 2-a.
(2) Martelo perfurante:
É utilizada principalmente para golpear diretamente componentes em forma de arco, mas também pode funcionar como ferramenta de extração e calço, como se mostra na Figura 2-b.
(3) Martelo de arco:
É principalmente utilizado para moldar e produzir peças em forma de arco, tais como a renovação ou a preparação de tampas de extremidade para pequenos veios de automóveis, como se mostra na Figura 2-c.
(4) Martelo intermédio:
O martelo intermédio é utilizado para evitar o martelamento direto na peça de trabalho, como mostra a Figura 2-d.
Fig.2 Martelo
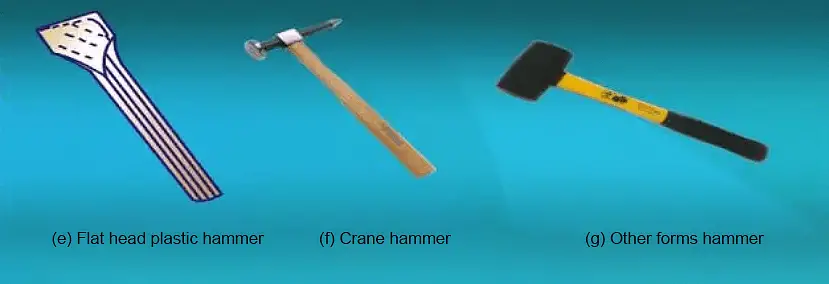
(5) Martelo de plástico de cabeça plana:
É utilizada principalmente para aparar cantos de caixas e outras peças, como mostra a Figura 2-e.
(6) Martelo de ponta cruzada:
É utilizado principalmente para eliminar pequenos buracos na superfície da peça de trabalho, como mostra a Figura 2-f.
(7) Outros tipos de martelos:
Dependendo das necessidades específicas do processo de martelagem, a cabeça do martelo pode ser moldada em várias formas, tais como martelos de borracha, madeira ou cobre, como mostra a Figura 2-g.
Fig.2 Martelo
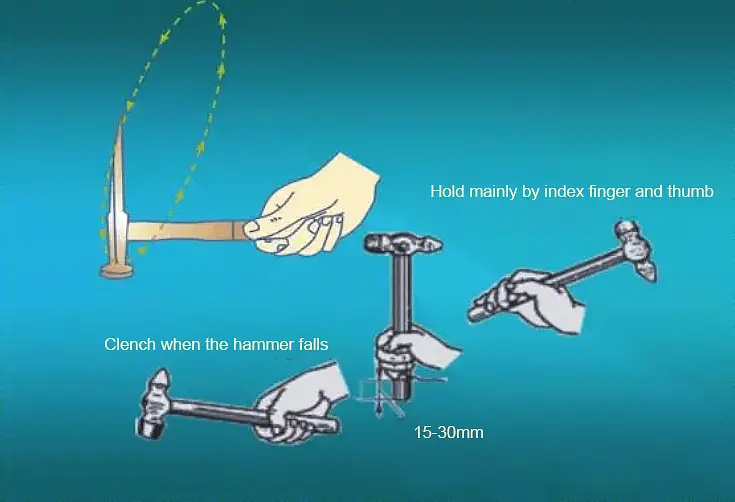
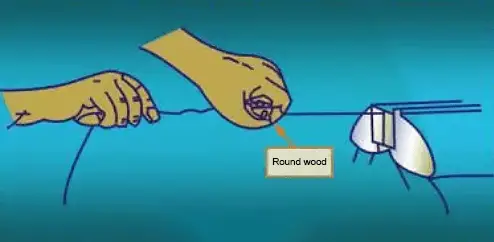
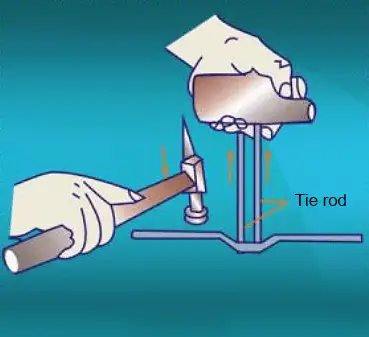
A utilização correcta do martelo manual é mostrada na Figura 3.
Fig.3 Utilização correcta do martelo manual
1. Processo de endireitamento manual
O endireitamento manual é efectuado utilizando ferramentas como um martelo, uma placa plana, uma bigorna de perfuração ou um torno de bancada. Os métodos comuns de endireitamento manual incluem o método de extensão, o método de torção, o método de flexão e o método de estiramento.
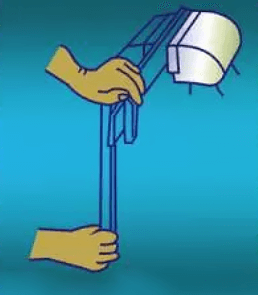
Método de extensão
O método de extensão é utilizado principalmente quando o centro da chapa metálica é convexo e os bordos são ondulados ou deformados, como mostra a Figura 4.
Figura 4 Método de estiramento para endireitar placas metálicas finas
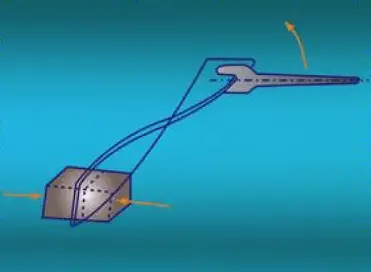
Método de torção
O método de torção é utilizado para corrigir a distorção das tiras. Na operação, as tiras são mantidas num torno de bancada e torcidas de volta à sua forma original usando uma chave inglesa, como mostra a Figura 5.
Fig. 5 Tira de endireitamento por torção
Método de dobragem
O método de dobragem é utilizado para endireitar várias barras e tiras dobradas que se dobram na direção da largura.
Método de alongamento
O método de estiramento é utilizado para corrigir uma variedade de fios finos, como se mostra na Figura 6.
Fig.6 Endireitamento por estiramento de materiais rectos
Endireitamento da superfície abaulada:
- Colocar a face convexa da placa sobre a plataforma, segurando a chapa metálica com a mão esquerda e o martelo com a mão direita.
- Comece a bater à volta da borda da folha e aproxime-se gradualmente do centro da superfície convexa do tambor, como mostra a Figura 4.
- Quando a folha estiver quase toda corrigida, utilize um martelo de madeira para fazer os últimos ajustes e garantir uma distribuição uniforme em toda a folha.
Endireitamento da urdidura do bordo:
- Colocar a folha ondulada na plataforma, segurando-a com a mão esquerda e o martelo com a mão direita.
- Começar a bater no meio da folha e deslocar-se gradualmente para fora, como mostra a Figura 7.
- Depois de a folha estar quase toda corrigida, utilize um martelo de madeira para os ajustes finais, de modo a garantir uma distribuição uniforme em toda a folha.
Figura 7
Endireitamento da urdidura diagonal
Etapa 1: Colocar a chapa deformada na plataforma e segurar a chapa metálica com a mão esquerda e o martelo com a mão direita.
Etapa 2: Começar a bater ao longo da linha diagonal não enrugada e, em seguida, estender para ambos os lados, a fim de esticar e corrigir a folha, como mostra a Figura 8.
Passo 3: Depois de a folha ter sido corrigida na sua maior parte, utilizar um martelo de madeira para fazer uma última batida de ajuste para garantir que todo o tecido é esticado uniformemente.
Patinagem e empurramento Endireitamento de chapas metálicas
Como ilustrado na Figura 9, utilizar um badalo (feito de ferro) para bater na folha de modo a encurtar a parte saliente e esticar a parte tensa sob pressão, atingindo o objetivo de endireitar.
Fig.8 Endireitamento do empeno diagonal
Fig.9 Alisamento de chapas metálicas por pancadas e empurrões
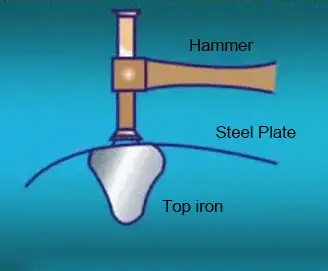
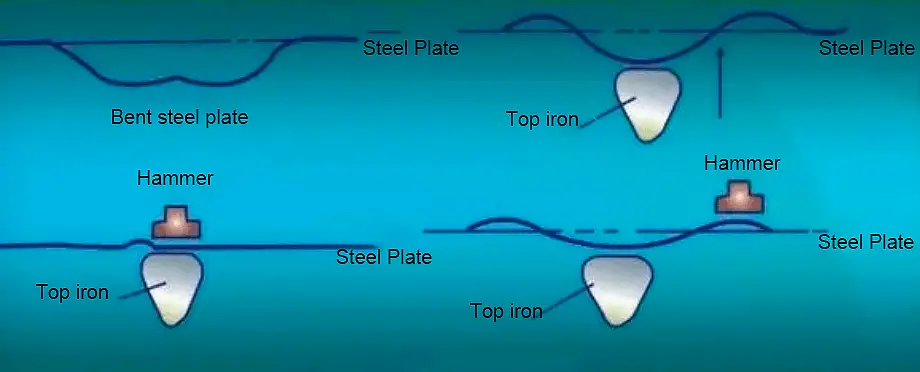
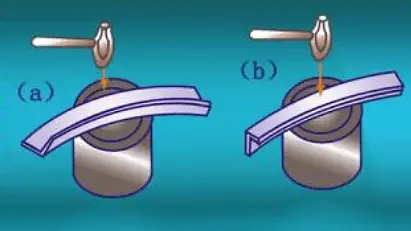
Endireitamento de curvaturas convexas deformadas
Conforme ilustrado na Figura 10, o martelo deve ser alinhado com o centro do ferro superior para começar e, em seguida, o processo de endireitamento é efectuado com o martelo.
Fig.10 Endireitamento da deformação da curva convexa
A mão que segura o martelo não deve agarrá-lo com demasiada força, mas sim com o pulso. A velocidade de percussão deve ser de cerca de 100 pancadas por minuto.
Endireitamento de superfície côncava Alargamento
Conforme ilustrado na Figura 11, o ferro de elevação deve ser posicionado ligeiramente acima do ponto de martelagem, que é a parte elevada da superfície irregular.
Fig.11 Alisamento da superfície côncava
Isto permite que a placa seja sujeita a uma força entre o ferro da cabeça e o ponto de martelagem.
Endireitamento de grandes concavidades
Como se mostra na Figura 12, primeiro a parte central da concavidade é aquecida até ao estado rosa quente com um maçarico e, em seguida, a parte inferior da parte central é levantada com um ferro de engomar, repondo a concavidade original.
Em seguida, o martelo e o ferro de topo são utilizados em conjunto para nivelar gradualmente a parte levantada, restaurando a forma geométrica original.
Figura12 Endireitamento de uma grande concavidade
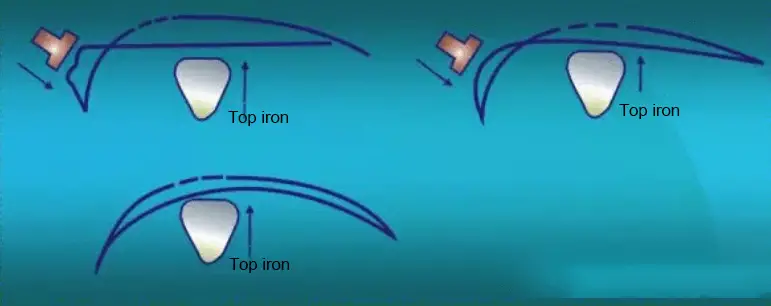
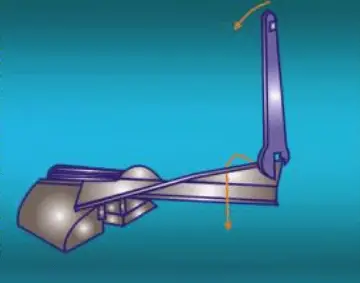
Endireitamento de superfícies de grande curvatura
Conforme ilustrado na Figura 13, ao endireitar peças com uma grande curvatura de superfície (como uma superfície altamente convexa), como um para-choques, estas podem ser primeiro aquecidas com uma chama, depois levantadas com um ferro de topo e, finalmente, aplanadas com um martelo para obter a forma original.
Figura 13 Endireitamento de superfícies de grande curvatura
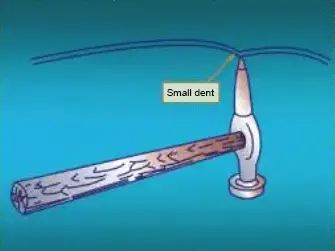
Endireitamento de pequenas mossas
① Como mostra a Figura 14, a ponta de um martelo de picareta é utilizada para aplanar a depressão de dentro para fora.
Fig.14 Endireitamento de pequenas mossas
②Como mostrado na Figura 15, uma haste de escarificação é usada para alcançar o espaço estreito e forçar a depressão.
Este método é geralmente utilizado para forçar as reentrâncias das portas, dos guarda-lamas traseiros e de outros painéis fechados da carroçaria.
Fig.15 Utilizar um pé de cabra para retirar a depressão
③Como se mostra na Figura 16, a depressão é achatada com um puxador de depressão.
Fig.16 Utilizar um extrator para aplanar a depressão
É utilizado principalmente para painéis de carroçaria fechados ou rugas que são inacessíveis por trás.
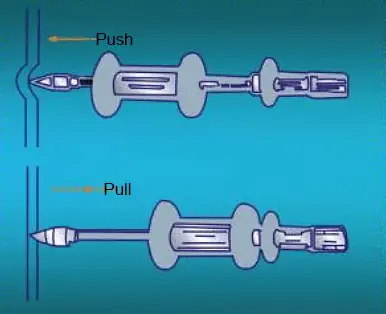
④ A barra de tração é utilizada para aplanar a depressão, como mostra a Figura 17, a saliência é baixada batendo e puxando, e a depressão é levantada.
Fig.17 Utilizar uma barra de tração para aplanar a depressão
Endireitamento de aço plano torcido
Passo 1: Segurar o aço plano no torno de bancada.
Passo 2: Segurar a outra extremidade do aço plano com uma chave tenor, forçar o aço plano torcido na direção oposta da torção, como se mostra na Figura 18.
Fig.18 Utilizar um torno de bancada para corrigir a distorção
Passo 3: Depois de a distorção ter sido basicamente eliminada, descasque é utilizado para o corrigir.
Etapa 4∶ Ao perfurar, o aço plano inclinado, a parte plana repousa sobre a plataforma e a parte deformada torcida se estende além da plataforma, conforme mostrado na Figura 19.
Fig.19
Passo 5∶Utilizar um martelo para golpear a parte que está ligeiramente deformada para cima fora da plataforma, a distância entre o ponto de golpe e a plataforma é cerca de duas vezes a espessura da folha, e mover o aço plano para a plataforma enquanto golpeia.
Passo 6: Rodar 180° e repetir as mesmas marteladas até à correção.
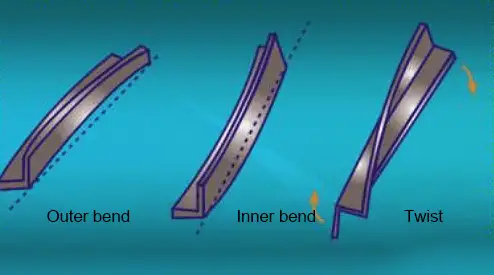
Deformação e endireitamento de cantoneiras de aço (Figura 20)
Fig.20 Deformação do aço angular
Passo 1: Colocar a parte exterior ângulo de curvatura aço e o ângulo de curvatura interior de aço no nó de ferro cilíndrico ou na plataforma com orifícios.
Passo 2: Dobrar o ângulo para o exterior, perfurar os bordos dos dois lados do ângulo reto, perfurar a partir do bordo, como mostra a Figura 21(a).
Para o ângulo de curvatura interior, é necessário vencer as raízes dos dois lados do ângulo reto, como mostra a Figura 21(b).
Fig.21 Endireitamento de cantoneiras de aço
Passo 3: Fixe uma extremidade do ângulo torcido num torno de bancada.
Passo 4: Segurar o lado do ângulo reto da outra extremidade da cantoneira de aço com uma chave de bocas e forçar a cantoneira de aço a torcer na direção oposta e a exceder ligeiramente o estado normal da cantoneira de aço, como se mostra na Figura 22.
Fig.22 Endireitamento da distorção do ângulo de aço
Passo 5: Repetir várias vezes para eliminar basicamente a distorção da cantoneira de aço.
Endireitamento de aço redondo Deformação
Como mostra a Figura 23, o aço redondo está maioritariamente dobrado e deformado, e o endireitamento apenas necessita de colocar o aço redondo na plataforma de modo a que as saliências fiquem para cima.
Fig.23 Endireitamento da deformação do aço redondo
Utilizar um martelo intermédio adequado para colocar as saliências redondas de aço e, em seguida, bater na parte superior do martelo intermédio para corrigir.
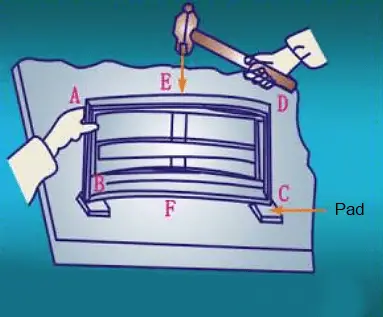
Endireitamento do quadro retangular
método de endireitamento: Uma peça soldada retangular é mostrada na Figura 24,
Fig.24 Endireitamento de uma estrutura retangular
Quando os lados AD e BC do quadro apresentam ambos flexão, o quadro pode ser colocado na plataforma com a flange exterior AD virada para cima. As duas extremidades do lado BC são amortecidas e o ponto elevado E é batido. Se os quatro lados forem ligeiramente curvos, o quadro pode ser perfurado para fora ou para dentro, respetivamente.
Para pequenos erros de tamanho, a moldura pode ser colocada e a extremidade do lado mais comprido batida para encurtar o comprimento total.
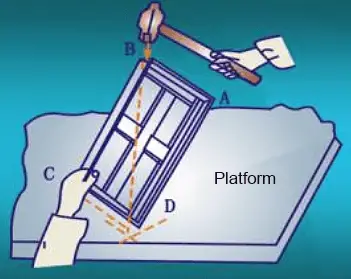
Se os ângulos B e D forem inferiores a 90 graus, o método apresentado na Figura 25 pode ser utilizado para martelar o ponto B e expandi-lo.
Fig.25
2. Mecânica alisamento processo
O endireitamento manual é demorado e trabalhoso, tornando-o adequado apenas para componentes pequenos. Para peças maiores, são utilizadas máquinas especializadas para o endireitamento.
O endireitamento mecânico é efectuado utilizando uma máquina de endireitar que dobra repetidamente a chapa de aço várias vezes, fazendo com que as fibras desiguais da chapa de aço tendam para a igualdade e acabando por atingir o objetivo do endireitamento.
(1) Mendireitamento mecânico de chapa metálica peças
Requisitos de funcionamento:
- Utilização correcta do nivelador de rolos.
- Nivelar as peças de chapa deformadas de acordo com os requisitos.
- Evite colocar as mãos à volta do rolo durante o funcionamento.
Etapas da operação:
(1) Nivelamento mecânico de chapas metálicas:
Método de nivelamento: Conforme ilustrado na Figura 26, ajustar o espaço entre os rolos para corresponder à espessura da placa.
Note-se que a qualidade do alisamento depende da precisão dos rolos.
Figura 26 Nivelamento mecânico de chapas metálicas
(2) Laminagem de peças pré-moldadas
Método de rolamento: Como mostrado na Figura 27, primeiro substitua os rolos abaixo da peça de trabalho por rolos que tenham uma curvatura ligeiramente menor do que os rolos acima da peça de trabalho.
Em seguida, levantar o rolo inferior com um dispositivo de libertação rápida e colocar a peça de trabalho entre os rolos. Ajustar a pressão do rolo inferior de modo a que a peça de trabalho possa deslizar entre os rolos sob pressão moderada.
Figura 27 Laminagem de peças pré-formadas
Notas: Assegurar que a peça de trabalho é totalmente enrolada para evitar o alongamento localizado. Utilizar um gabarito para monitorizar continuamente a curvatura da peça de trabalho. Depois de laminar as peças de chapa metálica numa direção, a peça de trabalho deve ser rodada 90 graus. Após a repetição deste processo, as linhas de laminagem irão intersectar a direção original, conforme ilustrado na Figura 28.
Fig.28
Método de laminação para rugas onduladas de chapas planas laminadas:
Como ilustrado na Figura 29, a direção do movimento da placa de metal durante a laminagem deve ser diagonal à sua direção de movimento original. Manter uma pressão consistente e mover-se com firmeza para evitar a formação de novas ondulações.
Fig.29
(4) Método de enformação para chapas metálicas de grandes dimensões
Método de conformação: Tal como se mostra na Figura 30, são necessárias duas pessoas para segurar a peça de trabalho durante a laminagem de peças de chapa metálica de grandes dimensões, de acordo com os requisitos da peça de trabalho. Em seguida, a peça de trabalho deve ser movida para a frente e para trás no máquina laminadora, como descrito anteriormente.
Figura 30 Método de conformação de grandes peças de chapa metálica
3. Fcoxo processo de alisamento
O endireitamento por chama é um método para corrigir a deformação do aço através do aquecimento local por chama. O processo tira partido da propriedade dos materiais metálicos de se expandirem e contraírem com as alterações de temperatura. Ao aquecer uma área específica com uma chama, a nova deformação pode ser utilizada para corrigir a deformação original.
1. Posição de aquecimento, taxa de energia da chama e alisamento
A eficácia do endireitamento por chama depende principalmente da localização do aquecimento e da taxa de energia da chama. Diferentes posições de aquecimento podem corrigir as deformações em diferentes direcções. No entanto, se a localização for escolhida incorretamente, pode não só não corrigir a deformação, como também torná-la mais complexa e grave.
2. Método de aquecimento
(1) Aquecimento pontual: A área aquecida tem uma forma circular com um determinado intervalo de diâmetro, pelo que é designada por aquecimento pontual, como mostra a Figura 31a.
(2) Aquecimento linear: A área aquecida é linear dentro de um intervalo específico, pelo que se designa por aquecimento linear, como ilustrado na Figura 31b.
(3) Aquecimento triangular: O método de aquecimento em que a área aquecida é triangular é designado por aquecimento triangular, conforme ilustrado na Figura 31c.
Fig.31 Método de aquecimento
3. Operação de endireitamento da chama
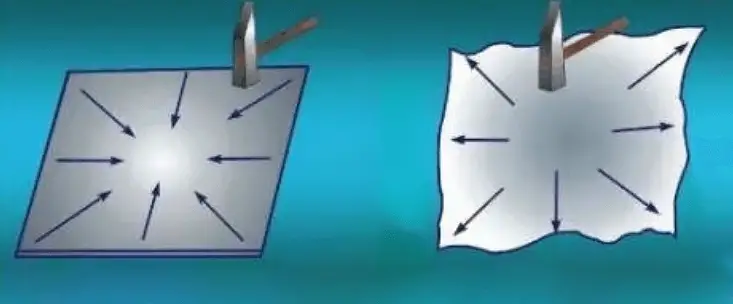
Endireitamento por chama de uma peça de trabalho convexa central:
Passo 1: Colocar a chapa metálica na plataforma e fixá-la com clipes à volta do perímetro.
Etapa 2: Aquecer a área convexa utilizando o aquecimento pontual, como ilustrado na Figura 32(a). Em alternativa, também pode ser utilizado o aquecimento linear, como ilustrado na Figura 32(b).
Etapa 3: Uma vez endireitado, utilize um martelo para bater nos clipes horizontalmente para os libertar e remover a chapa metálica.
Fig.32 Endireitamento por chama da peça de trabalho convexa central
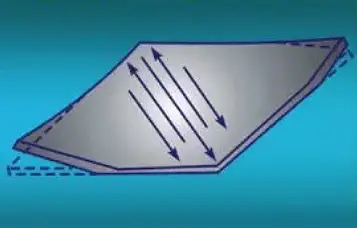
Endireitamento por chama de peças onduladas:
Etapa 1: Fixar a chapa metálica à plataforma em três lados com grampos, deixando o lado com a deformação ondulada concentrada sem grampos, como mostra a Figura 33.
Etapa 2: Aquecer a placa de forma linear, começando pela área plana de ambos os lados da convexidade e subindo gradualmente até à convexidade, como indicado pelas setas na Figura 33.
Explicação:
O comprimento da linha de aquecimento deve ser de 1/3 a 1/2 da largura da placa, e a distância entre as linhas de aquecimento deve ser ajustada com base na altura do bojo. As protuberâncias mais altas devem ter uma distância mais próxima, normalmente de 20 a 50 mm.
Se o primeiro aquecimento resultar em irregularidades, repetir o processo de endireitamento com um segundo aquecimento, escalonando a posição da linha de aquecimento em relação à primeira.
Figura 33 Endireitamento por chama de peças de trabalho com arestas onduladas