Tabela de Tolerância de Retidão e Paralelismo: Um guia completo para maquinistas e engenheiros
Quão crucial é a precisão na engenharia? Para maquinistas e engenheiros, é essencial compreender as tolerâncias de retilinearidade e paralelismo. Este artigo mergulha nas tabelas de tolerância, explicando conceitos de tolerância gerais e específicos e fornecendo tabelas detalhadas para vários graus e dimensões. Os leitores aprenderão a aplicar estas normas para garantir a qualidade e a precisão dos componentes maquinados e soldados. Quer se trate de dimensões lineares ou de desvios de ângulos, este guia abrangente irá equipá-lo com os conhecimentos necessários para manter elevados padrões no seu trabalho.
1.1. A tolerância geral refere-se à tolerância que pode ser garantida em condições normais de oficina. Para dimensões com tolerâncias gerais, não é necessário anotar os seus valores de desvio limite após a dimensão. Em vez disso, deve ser explicado no desenho, nos requisitos técnicos ou nos documentos técnicos (como as normas da empresa), etc.
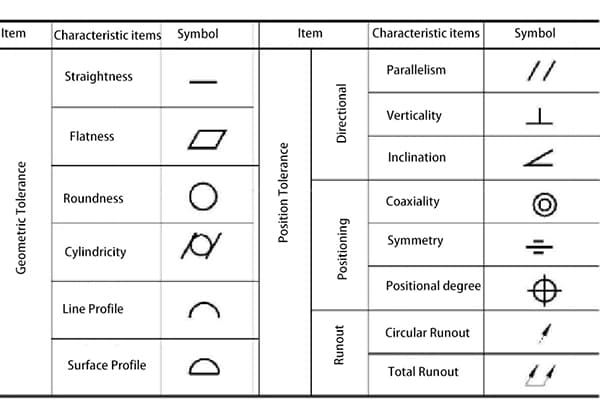
1.2. As tolerâncias gerais podem ser aplicadas a elementos geométricos, tais como dimensões lineares, dimensões angulares, forma e posição.
2. Graus de tolerância e valores de desvio limite para Corte de metais Peças maquinadas e peças estampadas (excerto de GB/T 1804-2000)
2.1. Tabela de graus de tolerância e valores de desvio limite
Tabela 1 - Valores de desvio limite para dimensões lineares (mm)
Graus de tolerância:
Segmentação básica de dimensões
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Precisão f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Médio m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Rude c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
Mais grosseiro v
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Tabela 2 - Valores de desvio limite para as dimensões dos raios de filete e das alturas dos chanfros (mm)
Graus de tolerância:
Segmentação básica de dimensões
0.5-3
>3-6
>6-30
>30
Precisão f
±0.2
±0.5
±1
±2
Médio m
Rude c
±0.4
±1
±2
±4
Mais grosseiro v
Tabela 3 - Valores de desvio limite para as dimensões dos ângulos (mm)
Graus de tolerância:
Segmentação básica de dimensões
-10
>10-50
>50-120
>120-400
>400
Precisão f
±1°
±30′
±20′
±10′
±5′
Médio m
Rude c
±1°30′
±1°
±30′
±15′
±10′
Mais grosseiro v
±3°
±2°
±1°
±30′
±20′
2.2. Estilo de notação: Por exemplo, quando se selecciona o grau médio, este deve ser marcado como GB/T 1804-m. A nossa empresa selecciona geralmente o nível m e não precisa de ser marcado. Outros níveis de precisão devem ser marcados no desenho.
3. Tolerância geral de tamanho e tolerância posicional para estruturas soldadas (excerto de GB/T 19804-2005)
3.1. Dimensões em comprimento.
Os valores de desvio limite para as dimensões de comprimento indicados no quadro 4 são aplicáveis às dimensões de comprimento de peças e componentes soldados, tais como dimensões exteriores, dimensões interiores, dimensões de passo, largura e distância do centro dimensões, etc. A nossa empresa selecciona geralmente o nível A e não necessita de ser marcado. Outros níveis de precisão devem ser marcados no desenho.
Tabela 4 - Tolerâncias de dimensões lineares (mm)
Grau de tolerância
Dimensão nominal
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
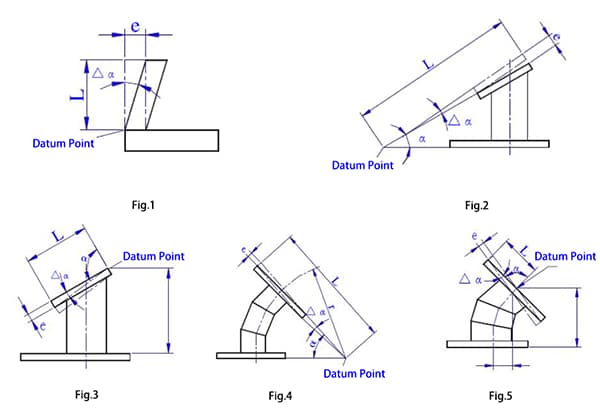
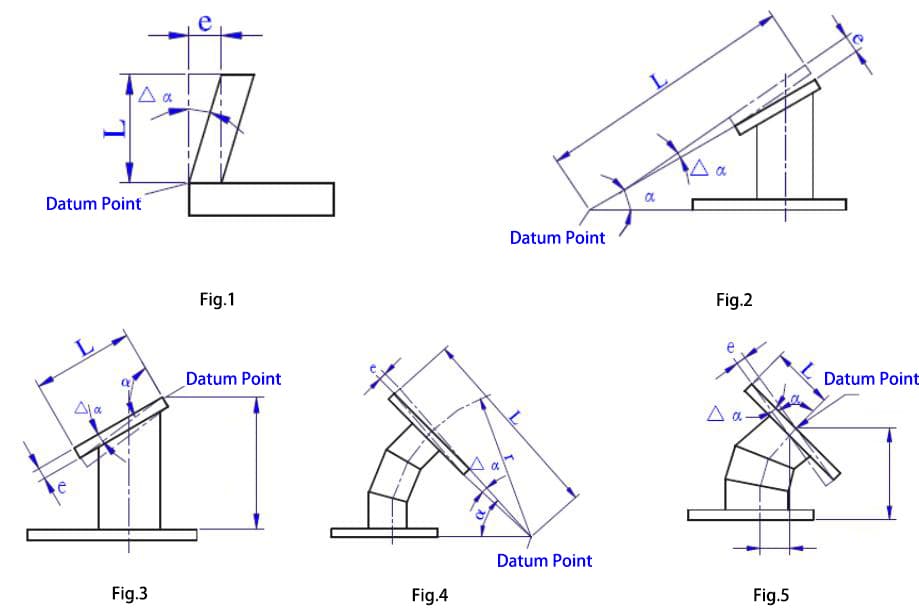
3.2. Tolerância da dimensão do ângulo
O desvio limite do ângulo está de acordo com o Quadro 5. A dimensão nominal do desvio do ângulo baseia-se na aresta curta como aresta de referência, e o seu comprimento é calculado a partir do ponto de referência indicado no desenho, como se mostra na Figura 1 a Figura 5.
Se o ângulo não estiver anotado no desenho, mas apenas a dimensão do comprimento estiver anotada, o desvio admissível deve ser em mm/m.
A nossa empresa selecciona geralmente o grau A e não necessita de ser marcado. Outros níveis de precisão devem ser marcados no desenho.
Tabela 5 - Tolerância da dimensão do ângulo
Grau de tolerância
Dimensão nominal
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Tolerância expressa em ângulo Δα(°)
Tolerância expressa em comprimento (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
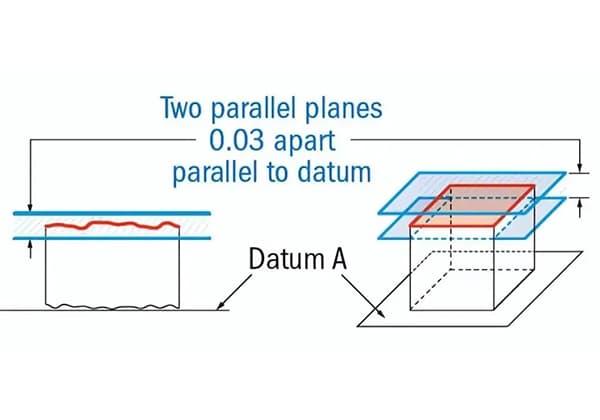
3.3. Tolerâncias posicionais de componentes soldados.
A tolerância para retidãoA resistência à tração, a planicidade e o paralelismo não marcados no componente soldado devem estar em conformidade com as disposições do quadro 6. A nossa empresa selecciona geralmente o grau E e não necessita de ser marcado no desenho. Para outros níveis, devem ser marcados no desenho.
Tabela 6 - Tolerância para retilinearidade, planeza e paralelismo (mm)
Grau de tolerância
Dimensão nominal (correspondente ao lado mais comprido da superfície)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. A seleção dos graus de tolerância dimensional e posicional para componentes soldados é apresentada no Quadro 7.
Quadro 7
Grau de precisão
Âmbito de aplicação
Dimensão Linear
Tolerância posicional
A
E
Componentes soldados com requisitos de elevada precisão dimensional e importância.
B
F
Estruturas relativamente importantes produzidas em lotes com pequena deformação térmica causada por soldadura e endireitamento.
C
G
Estruturas gerais, tais como estruturas em caixa com grande deformação térmica causada por soldadura e endireitamento.
D
H
Componentes estruturais que permitem maiores desvios.
4. Tolerância dimensional para peças fundidas (excerto de GB/T 6414-1999)
4.1. A tolerância dimensional para peças fundidas especificada nesta norma refere-se à tolerância que deve ser alcançada em condições normais de produção.
4.2. Os valores numéricos das tolerâncias dimensionais para peças fundidas devem estar em conformidade com as disposições do quadro 8; o grau de tolerância deve ser selecionado de acordo com as disposições do quadro 9.
Tabela 8 - Valores numéricos das tolerâncias dimensionais para peças fundidas (mm)
Peça bruta de fundiçãoDimensão básica
Grau de tolerância TC
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Nota:
① As dimensões básicas da peça fundida referem-se às dimensões indicadas no desenho e devem incluir as tolerâncias de maquinagem e os ângulos de inclinação.
② Para peças fundidas com dimensões básicas inferiores ou iguais a 16 mm, os valores de tolerância CT12 são seleccionados para as classes CT13 a CT15.
Tabela 9 Tolerância da dimensão de fundição Graus CT
Produção em lote e em massa.
Produção de pequenos lotes e peças únicas.
Métodos de fabrico:
Grau de tolerância
Material de moldagem
Grau de tolerância
Fundição manual em areia
11~13
Areia seca e húmida
13~15
Máquina de fundição em areia e moldagem de conchas
8~10
Areia auto-endurecedora
11~13
Fundição de metais
7~9
Fundição a baixa pressão
7~9
Fundição por cera perdida
5~7
4.3. A zona de tolerância deve ter uma distribuição simétrica, ou seja, metade da tolerância deve ser positiva e a outra metade deve ser negativa.
No entanto, em requisitos especiais, pode também ser utilizada uma configuração assimétrica, que deve ser indicada no desenho ou documento técnico.
O grau de tolerância da fundição deve ser indicado no desenho ou no documento técnico relevante. Se não for especificado, todas as peças fundidas serão executadas de acordo com o grau CT11.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre a forma como os engenheiros garantem a precisão no fabrico? Este artigo mergulha no fascinante mundo da tolerância ao paralelismo. Saiba como pequenos desvios podem afetar o desempenho dos componentes e descubra...
Já se interrogou sobre a forma como as medições exactas moldam o mundo da engenharia mecânica? Este artigo explora ferramentas essenciais como réguas de aço, paquímetros e paquímetros de vernier, revelando as suas utilizações e precisão. Saiba como...
Já alguma vez se perguntou como é que os engenheiros garantem a precisão e o rigor no fabrico? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das tolerâncias geométricas - um aspeto crucial da...
Já alguma vez se perguntou como é que os objectos do dia a dia são meticulosamente fabricados em metal? Este artigo revela 444 conceitos essenciais do fabrico mecânico, desde as técnicas de rebitagem até às nuances das máquinas de soldar....
Já alguma vez se perguntou como é que a mais pequena medida pode ter impacto na qualidade de uma máquina? Este artigo mergulha no fascinante mundo da medição mecânica, revelando como a precisão nas dimensões,...