O melhor guia para as técnicas de soldadura por sobreposição
Já alguma vez se interrogou sobre como podemos prolongar a vida útil das máquinas industriais, melhorando o seu desempenho? A soldadura por revestimento oferece uma solução fascinante, depositando materiais resistentes ao desgaste nas superfícies, restaurando as peças desgastadas e melhorando a resistência à corrosão e ao calor. Neste artigo, irá descobrir várias técnicas de soldadura por revestimento, as suas aplicações em diferentes indústrias e como contribuem para a poupança de custos e a eficiência dos materiais. Saiba como a soldadura por revestimento não só repara como também fortalece as máquinas, tornando-a indispensável na produção e manutenção modernas.
As soldaduras de revestimento são utilizadas principalmente para restaurar superfícies desgastadas, aumentar a resistência à corrosão e melhorar as propriedades mecânicas de um material. Fornecem uma camada adicional às estruturas existentes, prolongando a sua vida útil e durabilidade. Este processo é frequentemente utilizado em sectores como a indústria transformadora e a construção para tarefas de manutenção e reparação.
O que é o surfacing soldadura?
A soldadura por revestimento é um processo em que uma camada de metal resistente ao desgaste, à corrosão e ao calor é depositada na superfície ou no bordo de uma peça de trabalho.
A soldadura por sobreposição pode prolongar a vida útil das peças, otimizar a utilização do material e melhorar o desempenho do produto.
Diferentes peças de trabalho e eléctrodos de surfaçagem requerem diferentes técnicas de surfaçagem.
A soldadura de revestimento é normalmente utilizada para reparar peças desgastadas ou com fissuras.
Âmbito de aplicação do equipamento de soldadura de revestimento:
O revestimento automático é normalmente utilizado para equipamento de cimento, como moinhos verticais, moinhos de rolos, transportadores helicoidais, ventiladores e fornos rotativos.
Para equipamento de ferro e aço, a surfaçagem automática pode ser utilizada para conversores, rolos, altos-fornos, máquinas de fundição contínua e rodas transportadoras.
No que diz respeito ao equipamento elétrico, a surfaçagem automática é frequentemente utilizada em moinhos de carvão, rolos de moagem, tubos de caldeiras, turbinas, tubos de drenagem e engrenagens.
Para ilustrar o revestimento processo de soldaduraSe não for o caso, deixe-me partilhar alguns exemplos consigo. Vamos lá a isso.
Caso:
Os rolos são uma peça sobresselente essencial no laminador e consomem uma quantidade significativa de aço durante o processo de laminagem.
Com uma produção anual de aço de mais de 600 milhões de toneladas na China, o valor dos rolos consumidos excede os 17 mil milhões de yuan.
Por conseguinte, a utilização de métodos de revestimento para reparar rolos antigos e prolongar a sua vida útil tornou-se uma medida importante para as empresas de laminagem de aço na China reduzirem os custos de produção e melhorarem os benefícios económicos.
Quando um rolo original chega ao fim da sua vida útil, pode ser reparado através de soldadura de revestimento.
Os rolos soldados de revestimento têm as vantagens de baixo custo, longa vida útil e excelente desempenho. São amplamente adoptados pelas empresas de laminagem de aço e estão alinhados com as políticas fundamentais da China de conservação de energia, produção limpa e economia circular.
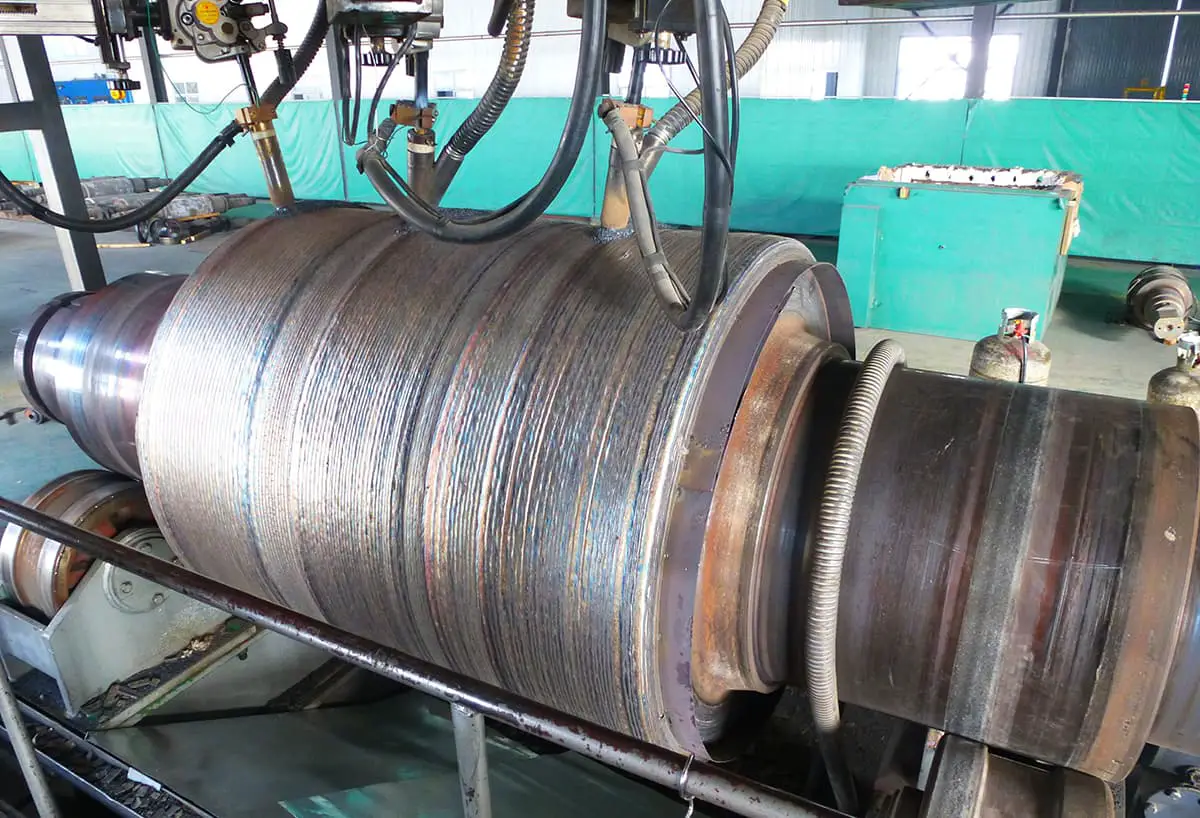
A imagem abaixo mostra um rolo antigo que foi reparado através de soldadura de revestimento.
Rolo antigo reparado por soldadura de revestimento
À medida que a ciência e a tecnologia continuam a avançar, o equipamento mecânico para vários produtos está a evoluir para designs maiores, mais eficientes e com parâmetros mais elevados. Como resultado, a procura de produtos fiáveis e de elevado desempenho está a aumentar.
Superfície de revestimento de materiais, como um ramo de tecnologia de soldaduraé um meio eficaz de melhorar o desempenho dos produtos e equipamentos e de prolongar a sua vida útil.
Para além dos metais e das ligas, podem também ser utilizados como materiais de superfície ligas cerâmicas, plásticos, não-metais inorgânicos e materiais compósitos.
Como resultado, a tecnologia de revestimento pode conferir às peças várias propriedades especiais, tais como resistência ao desgaste, resistência ao calor, resistência à corrosão, resistência a altas temperaturas, lubrificação, isolamento e muito mais.
Atualmente, a tecnologia de revestimento é amplamente utilizada na indústria mecânica, metalurgia, energia eléctrica, minas, construção, petroquímica e outros sectores industriais.
Soldadura automática por arco submerso
Características do revestimento soldadura
A soldadura por revestimento é um processo em que materiais com propriedades específicas são depositados na superfície de uma peça de trabalho utilizando métodos de soldadura.
O objetivo da soldadura por revestimento é diferente do dos métodos gerais de soldadura.
Em vez de ligar peças de trabalho, a soldadura por revestimento modifica a superfície da peça de trabalho para obter uma camada de revestimento com propriedades específicas, tais como resistência ao desgaste, resistência ao calor, resistência à corrosão, ou para recuperar um tamanho insuficiente devido ao desgaste ou a erros de processamento.
A imagem seguinte mostra a superfície de um componente após a surfaçagem.
Superfície das peças após a soldadura de revestimento
As vantagens da soldadura por revestimento em relação a outras tratamento de superfície métodos são:
A ligação metalúrgica entre a camada de revestimento e o metal de base resulta numa elevada força de ligação e numa boa resistência ao impacto.
A composição e o desempenho do metal da camada de revestimento são facilmente ajustáveis, e o elétrodo normalmente utilizado soldadura por arco Os eléctrodos de revestimento ou os eléctrodos fluxados oferecem ajustes de fórmula convenientes. Podem ser concebidos vários sistemas de ligas para se adaptarem a diferentes condições de trabalho.
A espessura da camada de revestimento pode ser ajustada entre 2-30 mm, tornando-a mais adequada para condições de desgaste severas.
A soldadura por sobreposição resulta numa poupança de custos e numa boa economia. Quando o substrato da peça de trabalho é feito de materiais comuns e a superfície é soldada à superfície com uma liga de alta qualidade, não só o custo de fabrico é reduzido, como também se pode poupar uma grande quantidade de metais preciosos. A seleção razoável da liga de revestimento e a reparação do revestimento na superfície de uma peça danificada durante a manutenção podem aumentar consideravelmente a vida útil da peça, prolongar o ciclo de manutenção e reduzir os custos de produção.
A tecnologia de revestimento é altamente operacional porque envolve o aumento ou a restauração do tamanho das peças através da soldadura ou da obtenção de uma camada de liga com propriedades especiais na superfície das peças. As pessoas que dominam a tecnologia de soldadura podem facilmente efetuar este tipo de trabalho.
Electroslag soldadura de revestimento automático de tiras
Classificação das soldaduras de revestimento
A tecnologia de soldadura por superfície é um tipo de soldadura por fusão que pode utilizar todos os métodos que pertencem à soldadura por fusão.
A tabela seguinte ilustra a classificação dos métodos comuns de soldadura de revestimento.
Atualmente, os dois métodos mais utilizados são a surfaçagem por arco de eléctrodos e a surfaçagem por chama oxiacetilénica.
Classificação dos métodos de revestimento comuns
Tabela 9-1 Classificação dos métodos comuns de soldadura de revestimentos
A tecnologia de soldadura por sobreposição, como ramo do campo da soldadura, tem um vasto âmbito de aplicação que abrange várias indústrias. É amplamente utilizada na indústria transformadora, incluindo maquinaria mineira, maquinaria de transporte, maquinaria metalúrgica, maquinaria de energia, maquinaria agrícola, automóveis, equipamento petrolífero, equipamento químico, construção e fabrico e manutenção de moldes de ferramentas e estruturas metálicas.
A soldadura por sobreposição é ideal para a reparação de peças metálicas e produtos com aparência inferior, e também pode ser utilizada para fabricar peças bimetálicas. Além disso, é uma forma eficaz de prolongar a vida útil das peças, reduzir custos e melhorar o design do produto. Isto é particularmente benéfico para a utilização racional de materiais, especialmente metais preciosos.
A aplicação da tecnologia de soldadura por revestimento é demonstrada principalmente nos seguintes aspectos, com base na aplicação e nas condições de trabalho da peça:
(1) Restabelecer a dimensão da peça de trabalho utilizando a soldadura de revestimento:
O facto de o tamanho da peça de trabalho ser insuficiente devido ao desgaste ou a erros de processamento é um problema prevalecente nas fábricas e nas empresas mineiras. Nestes casos, a soldadura por revestimento é um método de processo comum utilizado para reparar estas peças de trabalho.
As peças reparadas não só podem funcionar normalmente, como também podem, muitas vezes, exceder a vida útil das peças originais. Isto deve-se ao facto de a utilização de novos processos e materiais na reparação de superfícies poder melhorar significativamente o desempenho das peças originais.
Exemplos de tais reparações incluem a reparação de superfícies de rolos a frio, rolos a quente e rolos perfilados, bem como a reparação de superfícies de peças desgastadas de máquinas agrícolas, tais como tractores, veículos agrícolas, transplantadores e ceifeiras.
De acordo com as estatísticas, a quantidade de liga para revestimento utilizada para reparar peças antigas representa 72,2% da quantidade total de liga para revestimento utilizada.
Laminação a frio reparada por tecnologia de revestimento
Pneu de rolo e revestimento de rolo reparados por tecnologia de revestimento
(2) Revestimento resistente ao desgaste e à corrosão:
O desgaste e a corrosão são os principais factores que causam a falha dos materiais metálicos. Para melhorar a resistência ao desgaste e à corrosão das superfícies das peças metálicas, satisfazer os requisitos das condições de trabalho e prolongar a vida útil da peça, podem ser depositadas na superfície uma ou mais camadas de material resistente ao desgaste ou à corrosão.
Podem ser seleccionados materiais com propriedades diferentes para o substrato e para a camada de revestimento da peça, o que pode produzir uma peça bimetálica. Isto deve-se ao facto de apenas a camada superficial da peça de trabalho necessitar de ter as propriedades especiais necessárias em termos de resistência ao desgaste e à corrosão. Ao fazê-lo, maximiza o papel e o potencial do material, poupando uma quantidade considerável de metais preciosos.
Revestimento da superfície da peça de trabalho com uma camada I resistente ao desgaste ou anti-corrosão
(3) Criar novas peças
As peças de máquinas bimetálicas com propriedades abrangentes podem ser criadas através da aplicação de uma liga sobre um substrato metálico.
O substrato e a camada de liga de revestimento destas peças têm propriedades diferentes, que podem cumprir vários requisitos de desempenho.
Esta abordagem liberta totalmente o potencial dos materiais.
Por exemplo, no caso das lâminas de turbinas hidráulicas, o aço-carbono é utilizado como material de base e uma camada de aço inoxidável é soldada nas partes (principalmente na parte inferior traseira das lâminas) que são susceptíveis à cavitação. Isto produz lâminas bimetálicas resistentes à cavitação.
No fabrico de ferramentas abrasivas metálicas, a matriz tem de ser forte e resistente. Por isso, o aço-carbono e o aço de baixa liga com um custo relativamente baixo são seleccionados para o processo de fabrico.
Por outro lado, os moldes com arestas de corte requerem elevada dureza e resistência ao desgaste. A utilização de uma superfície de liga resistente ao desgaste no molde da aresta de corte pode reduzir significativamente o consumo de ligas preciosas e prolongar significativamente a vida útil do molde.
Revestimento duro com camada II resistente ao desgaste ou à corrosão na superfície da peça
Campo de aplicação do revestimento
Fabrico de moldes
O desbaste da superfície de um molde de plástico aumenta tanto o seu aspeto estético como a sua vida útil.
Para reparar a superfície de separação de um molde de plástico de capacete, recomenda-se a soldadura de superfície.
Para o cone difusor de uma liga de alumínio fundição injectada é necessário um reforço da superfície.
Quando uma cavidade do molde fica gasta ou riscada, ou sai da tolerância, deve ser reparada e reforçada.
Borracha plástica
Reparação de peças mecânicas de borracha e plástico, moldagem de peças de borracha e plástico fora de tolerância, desgaste e reparação.
Aeroespacial
Reparação de peças de motores de aeronaves, turbinas e veios de turbina;
A superfície do bocal do foguetão é reforçada e reparada, e as partes do painel exterior da aeronave são reparadas;
Reforço local por cementação de uma superliga à base de ferro;
A superfície de liga de magnésio é infiltrado com A1 e outros revestimentos anti-corrosão;
Reparação de defeitos locais de peças de liga de magnésio por soldadura de superfície;
Reparação local da superfície da peça de trabalho da lâmina de superliga à base de níquel/cobalto, tal como o desgaste da superfície de amortecimento da coroa da lâmina e da ponta da lâmina e a ablação da palheta guia.
Manutenção da produção
Na indústria de fabrico e manutenção de automóveis, os nossos serviços são utilizados para compensar e reparar vários componentes, tais como cames, cambotas, pistões, cilindros, discos de travão, impulsores, cubos, embraiagens, discos de fricção e válvulas de escape. Também oferecemos superfície cordão de soldadura reparação de defeitos em carroçarias de automóveis.
Energia eléctrica do navio
Reparação de cambotas eléctricas, mangas de rolamentos, casquilhos de rolamentos, componentes eléctricos, resistências e outros equipamentos relacionados.
Soldar a peça de ligação entre a roda de uma locomotiva ferroviária eléctrica e a linha de fundo da via.
Produção e soldadura de rolos condutores e eléctrodos de cobre-alumínio com propriedades de oxidação de metais numa instalação de galvanoplastia.
Manutenção da produção
Na indústria de fabrico e manutenção de automóveis, os nossos serviços são utilizados para compensar e reparar vários componentes, tais como cames, cambotas, pistões, cilindros, discos de travão, impulsores, cubos, embraiagens, discos de fricção e válvulas de escape. Também oferecemos reparação de defeitos de cordão de soldadura de superfície para carroçarias de automóveis.
Energia eléctrica do navio
Reparação de cambotas eléctricas, mangas de rolamentos, casquilhos de rolamentos, componentes eléctricos, resistências, etc.
Soldadura da peça de ligação entre a roda de uma locomotiva eléctrica e a linha de fundo da via.
Produção e soldadura de rolos condutores e eléctrodos de cobre-alumínio para oxidação de metais numa instalação de galvanoplastia.
Indústria de máquinas
Correção de peças fora de tolerância e reparação de guias de máquinas-ferramentas, veios diversos, cames, prensas hidráulicas, prensa hidráulica êmbolos, paredes de cilindros, moentes, rolos, engrenagens, roldanas, mandris para a formação de molas, calibradores de obturadores, calibradores de anéis, rolos diversos, hastes, colunas, fechos, rolamentos, etc.
Indústria de fundição
Reparar defeitos como buracos de areia e bolsas de ar em peças fundidas de ferro, cobre e alumínio, e resolver qualquer desgaste em moldes de alumínio.
Competências técnicas e métodos de soldadura de revestimento
1. Visão geral
A soldadura por revestimento é um processo que envolve a soldadura de materiais de revestimento com propriedades específicas na superfície das soldaduras.
O objetivo não é unir a soldadura, mas adquirir uma camada de metal depositado na superfície da soldadura que possui características únicas, incluindo resistência ao desgaste, resistência ao calor e resistência à corrosão. Esta técnica também pode ser utilizada para restaurar ou aumentar o tamanho da soldadura.
O método de revestimento é amplamente utilizado nos processos de fabrico e reparação.
2. Metal para revestimento soldadura
Em geral, o metal depositado para a soldadura de revestimento deve primeiro satisfazer as condições de serviço da soldadura. Depois disso, deve ser considerada a seleção de um metal de revestimento com melhores soldabilidade e maior economia.
Seguem-se alguns metais de revestimento comuns utilizados em vários ambientes de trabalho:
As ligas hipoeutécticas à base de cobalto e as ligas à base de cobalto que contêm compostos intermetálicos são seleccionadas para desgaste intermetálico de alta tensão.
O aço de baixa liga é selecionado para um desgaste intermetálico de baixa tensão.
A maior parte das ligas à base de cobalto ou de níquel são seleccionadas para o desgaste+corrosão ou oxidação entre metais.
O ferro fundido de alta liga é selecionado para desgaste abrasivo de baixa tensão, gravura por impacto e gravura abrasiva.
A aresta de corte de carboneto é escolhida para desgaste abrasivo severo e de baixa tensão.
A liga à base de cobalto é selecionada para a erosão por cavitação.
O aço manganês de alta liga é selecionado para impactos severos.
A liga hipoeutéctica à base de cobalto é escolhida para impacto severo+corrosão+oxidação.
A liga hipoeutéctica à base de cobalto e a liga à base de cobalto que contém o composto intermetálico são seleccionadas para o desgaste intermetálico a alta temperatura.
O aço manganês austenítico é selecionado para o desgaste abrasivo do cinzelamento.
A liga de carboneto de cobalto à base de cobalto é selecionada para estabilidade térmica e resistência à fluência a alta temperatura (540 ℃).
O metal de revestimento à base de ferro é amplamente utilizado devido aos seus vários produtos, à vasta gama de capacidades de desempenho, ao bom equilíbrio entre tenacidade e resistência ao desgaste e ao baixo custo.
Existem cerca de quatro categorias de metais de revestimento à base de ferro:
(1) Metal de revestimento em aço perlítico:
Este tipo de liga tem boa soldabilidade, forte resistência ao impacto, baixa dureza e é utilizado principalmente para reparar peças mecânicas, como veios.
(2) Metal de revestimento em aço austenítico:
O metal de revestimento de aço manganês austenítico tem uma elevada resistência ao impacto e propriedades de endurecimento por trabalho, mas é propenso a fissuras quentes. É geralmente utilizado para reparar peças que são severamente afectadas pelo desgaste metal-metal e por abrasivos, tais como vagões de transporte de minas e carris de caminho de ferro.
O metal de revestimento de crómio-manganês austenítico tem melhor soldabilidade, resistência à corrosão, resistência ao calor e resistência à fissuração por calor do que o aço manganês austenítico. É utilizado principalmente para reparar peças de aço-manganês e de aço-carbono que são severamente afectadas pelo desgaste metal-metal.
A estrutura deste tipo de metal de revestimento é principalmente martensite. A camada de revestimento duro tem uma dureza elevada, limite de elasticidadeO aço perlítico é um aço de alta resistência ao desgaste e pode suportar um impacto moderado, mas a sua resistência ao impacto é inferior à do aço perlítico e austenítico. É utilizado principalmente para reparar peças desgastadas entre metais, como engrenagens e chassis de tractores.
(4) Metal de revestimento de ligas de ferro fundido:
Este tipo de camada de revestimento tem elevada resistência ao desgaste abrasivo, resistência ao calor, resistência à corrosão, boa resistência à oxidação e resistência ao impacto ligeiro, mas é propenso a fissuras durante o revestimento, pelo que a soldadura deve ser efectuada com cuidado. É utilizada principalmente para revestir maquinaria agrícola, equipamento mineiro e outras peças.
Metal de revestimento à base de níquel
A liga mais utilizada entre elas é a liga da série níquel-crómio-boro-silício. Apresenta excelente resistência ao desgaste abrasivo a baixa tensão e ao desgaste entre metais, e tem boa resistência à corrosão, resistência ao calor e resistência à oxidação a alta temperatura. No entanto, a sua resistência ao desgaste abrasivo a alta tensão e a resistência ao impacto é ligeiramente fraca. Esta liga é normalmente utilizada em meios corrosivos ou em ocasiões sujeitas a desgaste abrasivo de baixa tensão em ambientes de alta temperatura.
As ligas à base de níquel que contêm compostos intermetálicos, como o Ni-32Mo-15Cr-3Si, têm uma dureza a alta temperatura, uma excelente resistência ao desgaste intermetálico e um desgaste abrasivo moderado, mas uma fraca resistência ao impacto. Esta liga é mais adequada para a surfaçagem por arco de tungsténio gasoso ou por arco de plasma e é normalmente utilizada para a surfaçagem de superfícies de vedação de válvulas que trabalham em meios severamente corrosivos.
O preço das ligas à base de níquel que contêm carboneto é muito inferior ao das ligas à base de cobalto. De um ponto de vista económico, têm sido amplamente utilizadas como substitutos dos metais de revestimento à base de cobalto.
Os metais de revestimento à base de cobalto referem-se principalmente a ligas de tungsténio e crómio-cobalto, que podem manter uma elevada resistência e dureza a cerca de 650 ℃, têm uma certa resistência à corrosão e uma excelente resistência ao desgaste por adesão. As ligas à base de cobalto têm o melhor desempenho global entre os vários metais de revestimento e são normalmente utilizadas para revestir peças em condições de trabalho a alta temperatura.
Metal de revestimento à base de cobre
Existem geralmente quatro tipos de ligas de revestimento à base de cobre: bronze, latão, cobre brancoe cobre puro. Estas ligas apresentam uma boa resistência à corrosão, à cavitação e ao desgaste entre metais. Podem ser soldadas em materiais à base de ferro para fazer peças bimetálicas e também podem ser utilizadas para reparar peças desgastadas.
No entanto, os metais de revestimento à base de cobre têm uma fraca resistência à corrosão por sulfureto, ao desgaste de materiais resistentes ao desgaste e à fluência a alta temperatura, baixa dureza e não são fáceis de soldar. Eles são adequados apenas para ambientes abaixo de 200 ℃. Este tipo de metal de revestimento é usado principalmente para o revestimento de casquilhos de rolamentos, superfícies de vedação de válvulas de baixa pressão e outras aplicações semelhantes.
Metal de surfaçagem de carboneto
Este tipo de metal de revestimento é utilizado principalmente para a soldadura de revestimento de bits de poços de petróleo e peças de máquinas de construção de estradas em condições de desgaste severas.
3. Processo de soldadura e método de revestimento
Revestimento com oxigénio e acetileno
Este método é principalmente utilizado para revestir peças que requerem uma superfície lisa e de alta qualidade, em particular soldaduras de pequena e média dimensão produzidas em pequenos lotes, tais como válvulas, brocas de poços de petróleo e arados.
O equipamento de oxigénio-acetileno é simples de utilizar, tem custos reduzidos e pode ser utilizado com soldadura a gás equipamento. No entanto, o diâmetro do orifício do bocal da tocha de soldadura é maior do que o da soldadura a gás.
Podem ser utilizados materiais de revestimento duro de qualquer forma, incluindo restos. Este método oferece uma grande visibilidade, permitindo realizar o revestimento numa pequena área, produzindo uma camada de revestimento fina e lisa.
A taxa de diluição é baixa e a profundidade da camada de fusão pode ser controlada dentro de 0,1 mm, facilitando a garantia da qualidade da camada de revestimento.
A utilização de uma chama redutora e de uma chama de carbonização para a carburação pode reduzir a tenacidade da camada de revestimento duro, mas pode melhorar a resistência ao desgaste da camada de revestimento duro com carboneto como fase primária resistente ao desgaste.
Este método caracteriza-se por uma elevada intensidade de mão de obra, uma baixa eficiência de produção e a necessidade de soldadores com determinadas competências técnicas.
A surfaçagem com oxigénio-acetileno envolve normalmente a utilização de uma chama de carbonização e as propriedades da chama estão relacionadas com o tipo de metal a surfaçar:
As ligas à base de níquel requerem normalmente uma chama neutra, embora possa ocasionalmente ser utilizada uma chama de carbonização para melhorar a fluidez do metal.
As ligas à base de ferro requerem uma chama dupla de acetileno em excesso (com a relação de comprimento entre a chama interior e o núcleo da chama de 2:1) para a surfaçagem.
Quando se aplica uma liga de surfaçagem com baixo ponto de fusão com elevado ponto de fusão teor de carbonocomo o ferro fundido com elevado teor de crómio ou uma liga à base de cobalto, é necessário um excesso de chama de acetileno de 3 vezes.
A maioria das peças de aço pode ser revestida sem fluxo. No entanto, quando se trata de sobreposição de ferro fundido, deve ser utilizado fluxo e devem ser tomadas medidas para evitar microestruturas brancas e fissuras.
O pré-aquecimento e o arrefecimento lento podem reduzir significativamente a possibilidade de fissuração na camada de revestimento e também ajudar a reduzir a razão de diluição.
As peças de trabalho pequenas podem ser aquecidas diretamente com uma tocha de soldadura, enquanto as peças de trabalho grandes são normalmente aquecidas num forno, com tempo suficiente para garantir uma temperatura uniforme.
A espessura máxima de cada camada de soldadura de revestimento deve ser de cerca de 1,6 mm e a soldadura de revestimento de várias camadas pode ser efectuada.
Para oxigénio acetileno soldadura por pulverização (fusão por pulverização), é normalmente utilizado pó de liga de fusão automática.
O spray processo de soldadura pode ser dividido em "método de uma etapa" e "método de duas etapas" com base na ordem de pulverização e refusão do pó.
O método de soldadura por pulverização de "um passo" envolve a pulverização e a refusão simultâneas de pó, em que o pó fino é pré-aquecido, pré-pulverizado e depois pulverizado sobre a superfície de trabalho antes de ser fundido.
Em contrapartida, o "two-step" soldadura por pulverização O método envolve duas etapas separadas de pulverização de pó e refusão utilizando uma pistola de refusão após pré-aquecimento.
Os defeitos comuns no revestimento com oxigénio-acetileno incluem a falta de fusão e os poros, que podem ser causados por uma operação incorrecta ou por materiais de revestimento de má qualidade.
Superfície do arco do elétrodo
O equipamento de soldadura por arco de vareta é uma opção barata e versátil que é adequada para o revestimento no terreno.
As fontes de energia mais comuns incluem transformadores de soldadura por arco, rectificadores de soldadura por arco, geradores de soldadura por arco e geradores de soldadura por arco. inversores de soldadura. Este equipamento é particularmente adequado para revestir peças com formas irregulares e peças de difícil acesso.
O calor concentrado do arco resulta numa deformação mínima e numa elevada produtividade. No entanto, também tem uma elevada taxa de penetração e de diluição, o que pode reduzir a dureza e a resistência ao desgaste da camada de revestimento.
Geralmente, são soldadas 2-3 camadas, e a soldadura de várias camadas é propensa a fissuras.
A surfaçagem por arco de elétrodo é utilizada principalmente para a produção de pequenos lotes e para a reparação de peças desgastadas. Os eléctrodos de revestimento disponíveis na China incluem D10×-24×, D25×-29×, D30×-49×, D50×-59×, D60×-69×, D70×-79×, D80×-89×, e assim por diante.
Os eléctrodos com revestimentos do tipo titânia-cálcio, ilmenite e baixo teor de hidrogénio devem, de preferência, adotar uma ligação inversa de corrente contínua para a superfície. Os eléctrodos com revestimentos de tipo grafite devem de preferência adotar uma ligação positiva DC ou uma fonte de alimentação AC.
Antes da superfície, o elétrodo deve ser seco à temperatura especificada no manual do elétrodo. Os eléctrodos ácidos devem ser secos a 150℃ durante 0,5-1 hora, e os eléctrodos alcalinos devem ser secos a 250-350℃ durante 1-2 horas.
O temperatura de pré-aquecimento para o revestimento depende principalmente do equivalente de carbono. Por exemplo, com um equivalente de carbono (%) de 0,4, 0,5, 0,6, 0,7 e 0,8, a temperatura de pré-aquecimento (℃) é de 100, 150, 200, 250 e 300, respetivamente.
O arrefecimento lento após a aplicação da superfície pode ser efectuado num forno ou no amianto, ou pode ser conseguido através de um aquecimento adequado para garantir que o processo de arrefecimento é lento.
Ver Fig. 1 para os parâmetros do processo de surfaçagem por arco de elétrodo.
Fig. 1 Parâmetros do processo de soldadura por revestimento de arco metálico soldadura
Espessura da camada de revestimento mm
<1.5
<5
≥5
Diâmetro do elétrodo mm
3.2
4-5
5~6
Número de camadas de revestimento
1
1~2
≥2
Corrente de soldadura de revestimento A
800~100
140~200≥
180~240
Arco submerso à superfície
A surfaçagem por arco submerso é um método de produção automático com elevada corrente e eficiência. Não emite radiação luminosa, proporcionando boas condições de trabalho. No entanto, o calor do arco submerso pode ser excessivo, levando a uma elevada taxa de diluição.
Para garantir o desempenho exigido, são normalmente aplicadas 23 camadas de revestimento. São frequentemente adoptadas medidas de pré-aquecimento e de arrefecimento lento para evitar fissuras.
A surfaçagem por arco submerso é utilizada principalmente para a surfaçagem horizontal e é mais adequada para peças grandes que não são facilmente deformadas, como a surfaçagem de camadas resistentes à corrosão nas paredes interiores de contentores de grande diâmetro ou a surfaçagem de camadas resistentes ao desgaste em rolos de laminagem de aço. Não é adequado para peças pequenas.
A alimentação eléctrica DC ou AC pode ser utilizada para a surfaçagem por arco submerso. No entanto, a ligação inversa DC é mais utilizada para melhorar a qualidade da surfaçagem e a eficiência da produção.
O aumento da corrente de soldadura conduzirá a uma maior taxa de diluição, profundidade de penetração e espessura de revestimento. A influência da tensão do arco de soldadura na taxa de diluição não é significativa. A tensão do arco é normalmente definida em 30-35V, e o comprimento da extensão do fio de soldadura é 8 vezes o diâmetro do fio de soldadura.
Para reduzir a taxa de diluição e melhorar a velocidade de deposição, podem ser utilizados eléctrodos de múltiplos fios e tiras (em tandem) para melhorar o elétrodo.
Outros métodos de revestimento
Existem vários métodos de surfaçagem disponíveis, tais como a surfaçagem por arco de metal a gás, a surfaçagem por arco de árgon de tungsténio e a surfaçagem por arco de plasma, electroslag a laser, por fricção e outros.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...