Máquina Formadora de Flanges TDF: Guia de operação
Já se perguntou como é que as condutas de ar são feitas com precisão e eficiência? A máquina de moldagem de flanges TDF é a resposta. Este artigo irá guiá-lo através do seu funcionamento, destacando as capacidades da máquina, incluindo a produção de flanges para condutas de ar, essenciais para sistemas AVAC. Saiba como configurar, operar e manter esta poderosa ferramenta, garantindo um desempenho de topo e segurança nos seus projectos. Descubra os pormenores técnicos e as dicas práticas para maximizar o potencial da sua máquina.
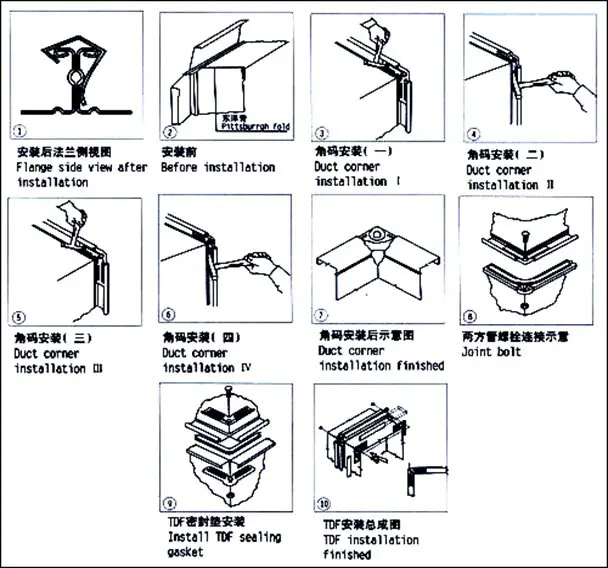
A máquina formadora de flange TDF é usada principalmente para a produção de dutos de ar quadrados e retangulares e flanges semi-acabados de fabricação própria TDF. Também pode ser usada para criar condutas acabadas, combinando-a com uma linha de produção de condutas, máquina de corte, máquina de dobragem, máquina de bloqueio e máquina de código de canto.
A nossa empresa oferece dois tipos de máquinas formadoras de flanges TDF: T12 e T15. A espessura da placa de ferro formada varia de 0,5 mm a 1,5 mm. Estas máquinas são ideais para a fabricação no local de dutos de exaustão de ventilação em indústrias como mineração, hotéis, shoppings e construção, devido ao seu tamanho compacto, design leve, facilidade de movimento, ajuste, facilidade de operação e confiabilidade.
Os diagramas de casos de utilização são os seguintes.
Componentes da máquina formadora de flange TDF: A máquina é constituída por uma cremalheira, um componente de transmissão, um componente de formação de flanges, um componente de formação de ganchos e um componente de potência (motor e redutor).
Dimensões gerais: A máquina mede 2700 mm de comprimento, 700 mm de largura e 1100 mm de altura.
Peso: A máquina pesa aproximadamente 850 quilogramas.
Modelo de redutor: A máquina utiliza um redutor RV110 com uma relação de transmissão de 25-30.
Potência do motor: O motor tem uma potência de 3 kW.
Material aplicável: A máquina foi concebida para trabalhar com chapas comuns galvanizadas com uma espessura de 0,6 mm a 1,2 mm.
Velocidade de trabalho: Em média, a máquina funciona a uma velocidade de cerca de 14 metros por minuto.
Limitação de comprimento: Não há limite para o comprimento do material que pode ser processado pela máquina.
Precisão do produto: O erro de tamanho não excede ±0,6 mm e o erro de ângulo não excede ±2 graus.
Modelo e parâmetros técnicos
Tabela 1:
Modelo
Motor
(KW)
Espessura da placa
(mm)
Forma
"tamanho "a
(mm)
Peso
(kg)
Dimensão
(L.W.H)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
Quadro 2
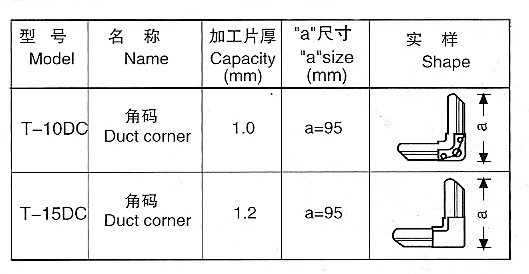
O canto da conduta é processado utilizando um par de moldes de canto, um conjunto para corte e o outro para prensagem. O processo é efectuado utilizando um punção de 40T, embora também possa ser utilizado um punção de 25T para processar cantos de condutas do tipo T-10 DC.
Relativamente ao código do gancho tamanho de corteA largura é de 60 mm e a espessura é de 1,0 mm de ripa. A máquina está equipada com uma bobina máquina de corteeliminando a necessidade de cortes separados.
Estado de funcionamento
A altitude máxima não deve exceder os 2000 metros.
A temperatura ambiente deve variar entre -10°C e +40°C.
Quando a temperatura é de +40°C, a humidade relativa do ar não deve exceder 50%. Quando a temperatura é de +25°C, a humidade relativa do ar não deve exceder 90%.
As condições atmosféricas devem estar isentas de substâncias perigosas que possam provocar explosões e não devem conter gases ou poeiras condutoras que possam corroer o metal ou danificar os gases isolantes.
Os requisitos de potência são os seguintes: a tensão deve estar compreendida entre 342-418V e a tensão de desequilíbrio de potência trifásica deve ser controlada para um intervalo em que as sequências negativa e zero não excedam 2% da sequência. A frequência deve situar-se entre 49,5 e 50,5.
Configuração e estrutura
A máquina de moldagem T12 TDF é composta por uma bancada de trabalho, uma secção de transmissão e uma secção de moldagem. As dimensões gerais podem ser vistas na figura em anexo (Fig. 1).
Estante e bancada de trabalho para máquinas de moldagem de flanges TDF
A cremalheira é um invólucro soldado feito de canal padrão nacional 8#, que é robusto e fiável. Toda a secção de transmissão, a secção de formação e o redutor estão instalados na estrutura. A extremidade da placa lateral é fixada ao painel da mesa com uma placa de posicionamento do canal de ajuste horizontal no painel.
Peça de transmissão
Toda a sistema de transmissão consiste numa caixa de turbina accionada por um redutor de turbina com uma relação de transmissão de 30:1 (ou outras relações), alimentado por um motor normalizado nacional de 3 kW. O redutor acciona dois veios de transmissão através de rodas dentadas e uma corrente, e as engrenagens do veio de transmissão accionam o veio de trânsito. O movimento de todo o sistema é então acionado por várias rodas dentadas de trânsito.
Ambos os lados dos componentes de formação são compostos por 14 rolos, com um lado a formar flanges e o outro lado a formar ganchos. Os rolos de formação são construídos em aço para rolamentos GCr15 que foi submetido a um tratamento térmico e acabamento por banho de sal, tornando-os duradouros.
Os veios e as engrenagens são tratados termicamente para garantir o seu desempenho e longevidade. Cada cauda possui um dispositivo ajustável para garantir que a flange se alinha com as especificações exigidas.
A placa lateral é fabricada em aço forjado e foi submetida a um acabamento. A máquina formadora de flanges TDF tem 14 grupos de eixos de formação, cada um dos quais está equipado com uma engrenagem de acionamento e rolos esquerdo e direito. O lado esquerdo é composto pelo grupo de rolos de gancho, enquanto o lado direito contém o grupo de rolos de flange. Além disso, o componente de formação de flange do lado direito possui uma roda de borracha de retenção de material e um carro de alimentação para garantir a estabilidade durante o processo de formação e produzir produtos qualificados.
Assuntos que requerem atenção
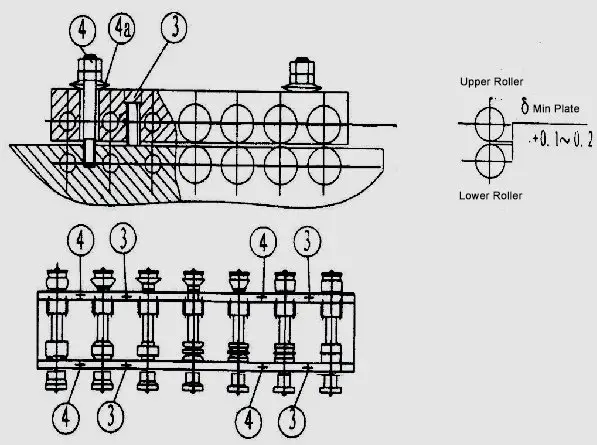
Na placa lateral superior da máquina de formação de flange TDF, existem pinos de extremidade dupla ④ e molas de disco, que permitem o ajuste automático do espaço entre os rolos superior e inferior com base na espessura do rolamento. Por exemplo, na máquina T-12, a espessura da placa está entre 0,6-1,2 mm.
Todas as novas máquinas de flange são ajustadas e cumprem as qualificações antes de saírem da fábrica. Se necessário, apenas a placa de alimentação precisa de ser ajustada. Os quatro pinos ③ e ④ não devem ser facilmente ajustados ou movidos.
Levantamento e instalação da máquina formadora de flanges TDF
Assegurar que nenhum componente é perdido ou omitido durante o transporte. Inspecionar cuidadosamente todas as peças relevantes para confirmar que estão completas e sem danos antes da instalação.
Antes de elevar a máquina, verificar cuidadosamente o dispositivo de elevação para garantir que cumpre os requisitos. Utilizar pelo menos duas lingas de igual comprimento durante o processo de elevação. Mantenha o ponto do gancho de elevação na posição central e mantenha um bom centro de gravidade para evitar que a máquina perca o equilíbrio e vire. Ao descarregar, coloque a máquina lentamente num terreno plano, com os quatro pés a tocar no chão primeiro e sem ninguém pendurado no ar. Se necessário, utilizar suportes. A máquina não deve ser inclinada ou colocada em ângulo, pois isso pode causar deformações e afetar o seu funcionamento.
A máquina deve ser instalada num terreno nivelado e endurecido.
Montar uma fonte de alimentação adequada (com a tensão, fase e frequência apropriadas, etc.) e um fio de ligação à terra de acordo com os requisitos. Instalar o sistema elétrico de acordo com o código de cores padrão.
Lubrificação da máquina formadora de flanges
Lubrificação de acordo com os seguintes requisitos:
Encher a máquina com massa ou óleo lubrificante, conforme necessário.
Inspecionar cuidadosamente cada peça, incluindo a corrente de tensão, a tensão da correia de transmissão, a proteção contra fugas e parafusos de fixaçãopara garantir que todas as peças estão em boas condições.
Trabalho em vazio durante alguns minutos para inspecionar as condições de funcionamento da máquina
Inspecionar a direção de funcionamento da máquina de moldagem de flanges TDF e ajustá-la se estiver incorrecta.
Examine todos os fixadores e aperte os que estiverem soltos para eliminar quaisquer riscos de segurança.
Escutar atentamente se existem ruídos anómalos.
Aplicar óleo lubrificante ou massa lubrificante em todos os rolamentos e engrenagens, veios de transmissãoe parafusos.
Verificar a segurança e a fiabilidade do sistema elétrico.
Assegurar-se de que o escudo de proteção é seguro e fiável.
A utilização de um carrinho de alimentação auxiliar depende da largura da placa e da flange.
Quando o comprimento da placa é inferior a 180 mm, é necessário utilizar um carrinho de alimentação. A placa é colocada no carrinho, fixada com dois grampos e empurrada para a frente pelos trabalhadores durante o processo de laminagem.
Se o comprimento da placa for superior a 180 mm, o carrinho pode ser desmontado lateralmente e armazenado num local adequado.
Durante a primeira utilização, medir e avaliar os resultados. Se houver uma folga desigual em ambos os lados, ajustar a posição da placa de paragem e o paralelismo entre a placa de guia do material e a direção de alimentação.
Se o grande ângulo reto do flange exceder os 90°, baixe a roda de borracha de retenção para aumentar a força de retenção. Se o flange estiver a curvar-se para cima ou para baixo, ajuste a roda de ajuste de forma em conformidade.
Note-se que esta máquina foi concebida para a enformação por dobragem e não deve ser utilizada como um laminador de fundição.
Portanto, é necessário um certo espaço (aprox. espessura da placa mais 0,1-0,2 mm) entre os rolos superior, médio e inferior, o espaço foi ajustado antes de sair da fábrica, os usuários não devem girar arbitrariamente os parafusos de cabeça escareada ③ parafuso de fixação ④ e a mola do disco (ver figuras 2 e 5)
Fig.5
Se a folga entre os rolos variar devido a porcas soltas ③ e parafusos ④ ou outras razões, ajuste da seguinte forma:
Desaperte todas as porcas ④ e coloque uma placa com a mesma espessura que o espaço entre os rolos. Ajuste o parafuso ③ até que as folgas entre os rolos dos quatro lados sejam quase iguais. Em seguida, aperte a porca ④ [δ=Espessura mínima da placa + 0,1-0,2]. Se pretender a folga mínima da placa, é aceitável deixar um ligeiro espaço.
Ajuste da forma do osso
Para acomodar folhas de diferentes larguras ou espessuras, desaperte os parafusos da placa de posicionamento de entrada e mova a placa numa direção paralela à ranhura. De seguida, aperte a placa de orientação.
Se, durante a produção de flanges, as folhas forem finas e o tamanho do gancho do lado do flange for insuficiente, ajustar a placa de alimentação do lado do flange ligeiramente para o interior.
Tecnologia de segurança
A máquina de moldagem de flanges TDF deve ser operada por um operador profissional que esteja completamente familiarizado com a estrutura e o desempenho da máquina e que tenha recebido formação adequada. O operador deve seguir rigorosamente os procedimentos de operação de segurança. Se estiverem envolvidos vários operadores, uma pessoa profissional deve ser responsável pela direção da produção.
Inspecionar regularmente a máquina formadora de flanges TDF, incluindo o seu estado, a resistência da ligação à terra e a proteção contra fugas, para garantir que todos os circuitos e componentes eléctricos estão em condições de funcionamento seguras.
Antes de proceder à manutenção ou inspeção, a alimentação deve ser cortada e a chave retirada e trancada.
A tensão de alimentação não deve exceder a tensão nominal em mais de 10% para evitar a degradação do isolamento elétrico.
Não devem ser efectuadas quaisquer reparações ou ajustes enquanto a máquina estiver em funcionamento.
É proibido tocar nos rolos rotativos, correntes e engrenagens com as mãos.
Se ocorrerem sons ou odores anormais, pare imediatamente a máquina e resolva o problema.
A cobertura de proteção da máquina deve estar intacta. Uma máquina incompletamente montada não pode ser colocada em produção.
Manutenção e cuidados com a máquina
Antes de proceder à manutenção da máquina, o pessoal de manutenção deve estar familiarizado com o seu desempenho, especificações, medidas de segurança, posições e funções dos mecanismos, teorias mecânicas, eléctricas e de transmissão, bem como com a relação entre a ordem e a sequência de ação e os procedimentos de funcionamento.
Antes de cada turno, deve ser adicionado óleo ou massa lubrificante de acordo com os requisitos de lubrificação.
É proibido formar chapas com cicatrizes de soldadura, rebarbas ou chapas demasiado espessas.
Devem ser tomadas medidas de proteção contra choques, humidade e poeiras para os componentes do motor, eléctricos e de controlo. Durante a estação das chuvas, se a máquina não tiver sido utilizada durante um longo período de tempo (mais de um mês), o motor e o isolamento elétrico devem ser revistos e desumidificados antes de serem utilizados.
Certifique-se de que as mangueiras e os fios expostos estão intactos.
Manter a superfície do rolo limpa e remover atempadamente as impurezas e os restos de ferro para prolongar a vida útil da máquina.
Estabelecer um ficheiro de equipamento e criar um plano de manutenção regular, incluindo registos de manutenção.
No final de cada turno, limpar todas as aparas, retirar o ferro e o pó, desligar a corrente e bloquear a máquina.
Assuntos que requerem atenção
A máquina formadora de flanges TDF tem uma tensão de entrada de 380V, e a tomada de alimentação de entrada deve ter uma linha de terra adequada para garantir a segurança.
Os rolamentos de esferas partilhados na máquina formadora de flanges TDF foram totalmente lubrificados e geralmente não requerem cuidados especiais. No entanto, quando utilizar a máquina pela primeira vez, aplique uma pequena quantidade de óleo no interior da placa lateral. Devem ser tomadas medidas para evitar que os restos de ferro caiam nos rolamentos e afectem a sua vida útil.
A máquina utiliza um acionamento aberto e deve ser regularmente aplicada massa lubrificante nos dentes das engrenagens.
Retirar as aparas de ferro que caem sobre a engrenagem e os rolos e lubrificar a superfície dos rolos, se necessário.
Durante o processo de laminação, uma vez que as peças de trabalho são formadas gradualmente, é proibido retrair a placa quando esta atinge o quinto rolo. Se for necessário remover o material, desaperte a porca ④ e levante a viga ⑥, depois retraia o material. Caso contrário, a máquina poderá ficar danificada.
Para a substituição dos acessórios, é necessário indicar o modelo da máquina, o ano e o mês de fabrico ou de compra e o número de fábrica indicado na máquina ou no manual do utilizador. Em seguida, pode obter os acessórios junto da nossa fábrica ou dos nossos agentes.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez teve dificuldade em conseguir dobras precisas em chapas metálicas? Este artigo desmistifica a máquina de dobrar manual, uma ferramenta versátil essencial para dobrar aço e metais não ferrosos. Ao ler,...
Já alguma vez se perguntou como são feitas as condutas de ar da sua casa ou escritório? Nesta fascinante publicação do blogue, vamos levá-lo numa viagem através do intrigante processo...
Já se interrogou como é que as condutas de ventilação industrial são fabricadas com precisão? Neste post, vamos explorar a máquina Lockformer de Pittsburgh - uma maravilha no fabrico de condutas. Ficará a conhecer as suas principais funções, parâmetros técnicos,...
Decidir sobre a máquina Lockformer de Pittsburgh certa para as suas necessidades de fabrico de condutas pode ser avassalador, especialmente para os recém-chegados. Este guia simplifica o processo, dividindo as principais considerações como tensão,...
Porque é que as condutas redondas são frequentemente preferidas às rectangulares nos sistemas AVAC? Apesar da utilização tradicional de condutas rectangulares, a engenharia moderna revela que as condutas redondas oferecem vantagens significativas. São...
Imagine que o seu sistema de ar condicionado falha durante um dia abrasador de verão devido a uma instalação incorrecta das condutas. Este artigo oferece um guia passo a passo para criar e instalar condutas de ar condicionado de grande volume,...
Já alguma vez se interrogou sobre a rede oculta que mantém a sua casa confortável? Neste artigo interessante, mergulhamos no mundo das condutas de ar, explorando os seus tipos, aplicações e...
Já alguma vez se perguntou porque é que o ar dentro de sua casa parece abafado ou mesmo pouco saudável? Este artigo explora o papel crucial dos sistemas de ventilação na manutenção da qualidade do ar interior. Irá...
Tem curiosidade em dominar a máquina de cotovelos para condutas? Este guia mostrar-lhe-á como utilizá-la de forma eficiente e segura. Aprenderá a estrutura da máquina, o processo passo-a-passo de formação e...













{kind=link}