Técnicas e limites para componentes típicos de chapa metálica
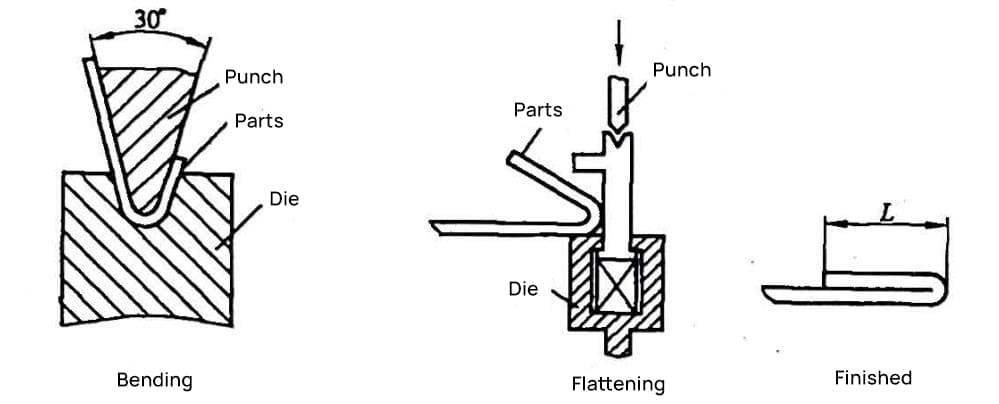
1. Aplainamento O método de aplanamento (também conhecido como bainha) é ilustrado na Figura 2-20. Inicialmente, a aresta da chapa metálica é dobrada numa forma de 30° utilizando uma matriz de dobragem de 30°. Posteriormente, a aresta dobrada é aplanada. O aplanamento pode ser efectuado numa máquina de prensar, numa máquina hidráulica ou numa máquina de prensar e travar. O [...]
O método de aplanamento (também conhecido como bainha) é ilustrado na Figura 2-20. Inicialmente, a aresta da chapa metálica é dobrada numa forma de 30° utilizando uma matriz de dobragem de 30°. Posteriormente, a aresta dobrada é aplanada. O aplanamento pode ser efectuado numa máquina de prensagemmáquina hidráulica, ou uma máquina de prensagem a frio.
Figura 2-20 Achatamento com uma máquina de dobrar
A dimensão mínima da largura de aplanamento Lmin para a máquina de dobragem pode ser calculada utilizando a Equação (2-3) acrescida de 0,5t (sendo t a espessura do material), como se mostra na Equação (2-7):
Lmin = (Bvmin - x) / 2 + f + 1,5t (2-7)
Os materiais de chapa comuns adequados para o aplanamento incluem o aço inoxidável, chapa galvanizadae chapa de alumínio e zinco. As peças que requerem galvanoplastia não devem ser utilizadas, uma vez que as áreas achatadas podem causar a retenção de ácido, dificultando o tratamento.
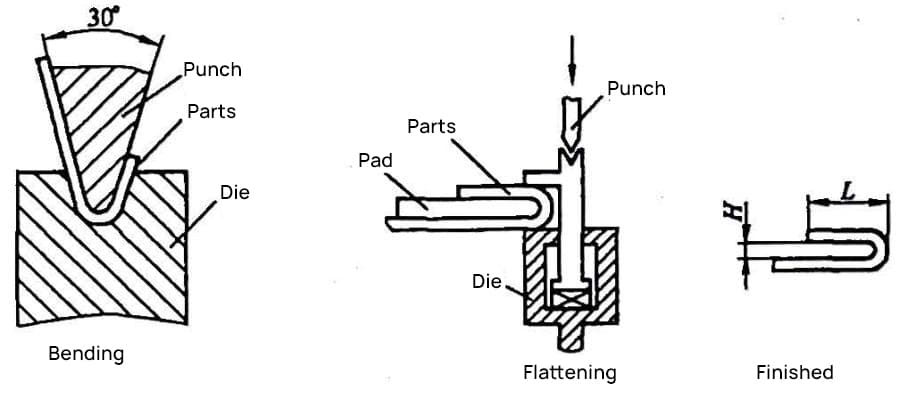
2. Dobragem de peças em U a 180°
O processo de dobragem de uma peça em U de 180° é apresentado na Figura 2-21. Dobrar primeiro o material em folha a 30° com uma ferramenta de dobragem de 30°, depois aplanar a borda dobrada e remover o espaçador após o aplanamento.
A espessura H do espaçador deve ser escolhida a partir de tamanhos de folha comuns (tais como 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm), e não é aconselhável escolher uma espessura de folha demasiado grande. Quando a abertura da peça em U de 180° é grande, deve ser utilizado um molde especial para a dobragem.
A dimensão mínima do bordo de curvatura Lmin da largura de flexão pode ser calculado com a Equação (2-3) mais H. A equação é a seguinte
Lmin = (Bvmin - x) / 2 + f + H (2-8)
Figura 2-21 Dobragem da peça em 180°U
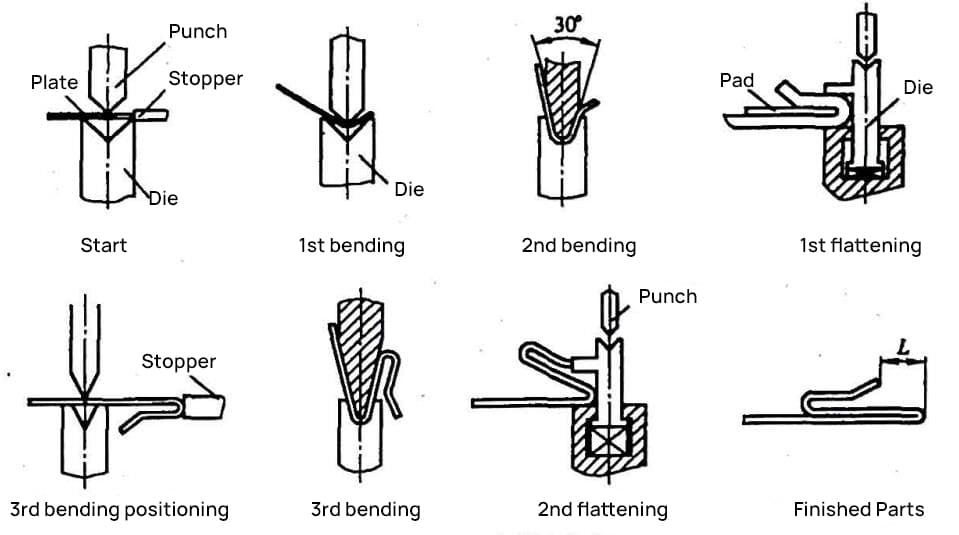
3. Dobra tripla - bainha
A bainha de dobragem tripla é apresentada na Figura 2-22. A dobra deve ser feita primeiro no lado mais pequeno mostrado na figura, depois a peça em forma de U é formada utilizando o método de dobragem da peça em U de 180° mencionado anteriormente e, finalmente, a peça de bainha de dobragem tripla é formada utilizando o método de aplanamento.
Figura 2-22 Borda morta tripla rebatível
Ao conceber e preparar a tecnologia de processamento para as peças que requerem uma aresta morta de dobragem tripla, deve prestar-se atenção às dimensões estruturais de todas as peças.
As dimensões estruturais devem respeitar as dimensões mínimas de curvatura exigidas por cada escalão e a dimensão mínima de largura Lmin da aresta comprimida achatada final, evitando o pós-processamento desnecessário ou o fabrico de dispositivos especiais.
O valor recomendado para a dimensão mínima da largura Lmin da borda comprimida achatada é mostrado na Tabela 2-5.
Quadro 2-5 Dimensão mínima da largura da aresta comprimida achatada final para bainha tripla dobrada (unidade: mm)
Material Espessura t
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Dimensão mínima do bordo comprimido Lmin
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
Nota:
Os dados constantes do quadro são de carácter experimental e servem apenas de referência.
Mesmo quando a estrutura o permite, não é aconselhável utilizar o tamanho mínimo da aresta comprimida.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...