Já se interrogou porque é que as suas peças de metal cortadas a laser não são tão precisas como costumavam ser? Este artigo revela os segredos por detrás do corte a laser, explorando a forma como factores como a qualidade do feixe, a espessura do material e a velocidade de corte influenciam os seus resultados. Saiba como manter um desempenho de topo e obter sempre cortes perfeitos!
Como equipamento comum para o processamento de chapas metálicas, uma máquina de corte a laser desempenha um papel vital.
O corte eficiente e de alta precisão está profundamente enraizado na mente das pessoas.
No entanto, após uma utilização prolongada, o desempenho do equipamento pode diminuir, e mesmo a placa de corte pode apresentar grandes cortes, o que pode afetar a qualidade do corte.
Este problema tem de ser resolvido rapidamente. Vejamos mais abaixo.
O desempenho de corte de uma máquina ótica corte por laser de fibra diminui devido ao desgaste da máquina após uma utilização prolongada, bem como devido a uma manutenção insuficiente durante o funcionamento da máquina.
Qual é o tamanho da fenda de corte a laser?
A largura da fenda de corte no corte a laser varia em função de vários factores, incluindo o tipo de material, a espessura, a potência do laser e os parâmetros de corte. Diferentes métodos e equipamentos de corte produzem cortes e precisões diferentes.
Por exemplo, ao cortar uma placa de 10 mm de espessura:
(1) O corte a laser de fibra atinge normalmente uma precisão de corte de ±0,025mm e uma largura de corte que varia entre 0,2 e 1mm. O corte exato depende da potência do laser, da velocidade de corte e do gás de assistência utilizado.
(2) O corte por plasma, embora menos preciso, produz uma precisão de corte de aproximadamente ±0,3mm e uma largura de corte entre 0,5 e 1,2mm. Este método é frequentemente preferido para materiais mais espessos ou quando a velocidade é prioritária em relação à precisão.
(3) O corte manual por oxicorte (acetileno), embora menos comum no fabrico moderno, permite uma precisão de corte de cerca de ±1mm e uma largura de corte de 1,0 a 1,5mm. Este método é utilizado principalmente para chapas muito espessas ou em operações de campo.
Para materiais finos (menos de 3,0 mm), o corte a laser produz normalmente cortes no intervalo de 0,3 a 0,5 mm. Os lasers de fibra de alta precisão podem obter cortes ainda mais estreitos, por vezes tão pequenos como 0,1 mm para chapas muito finas.
A largura da fenda de corte aumenta geralmente com a espessura do material, devido à necessidade de uma maior potência laser e de um tempo de permanência mais longo. Além disso, a escolha do bocal de corte, a pressão do gás de assistência e a posição do ponto focal influenciam significativamente a largura da fenda de corte. Os modernos sistemas de corte a laser CNC permitem um controlo preciso destes parâmetros para otimizar a largura da fenda de corte e a qualidade do corte para aplicações específicas.
É de salientar que os avanços na tecnologia laser, tais como a implementação de lasers de modelação de feixe e de impulsos ultracurtos, estão continuamente a alargar os limites das larguras de corte e das qualidades de corte possíveis em vários materiais e espessuras.
Factores que afectam o corte
Corte a laser têm vindo a ser desenvolvidas há muitos anos e tornaram-se gradualmente no principal equipamento de processamento para o processamento de metais.
No entanto, existem sempre alguns problemas com o corte, tais como a produção de um corte demasiado largo.
Então, quais são os factores que afectam a largura de corte de um corte a laser máquina?
Há quatro factores principais:
1. Qualidade do feixe laser
O feixe laser gerado por um laser não é emitido na vertical, mas sim num ângulo de dispersão.
Por conseguinte, quando se utiliza uma máquina de corte a laser para cortar uma peça de trabalho, forma-se uma certa conicidade. Assim, a qualidade do feixe laser também é fundamental para o corte.
Geralmente, a focagem não deve ser ajustada arbitrariamente após o ajuste. Só deve ser ajustada quando existirem problemas visíveis no efeito de corte.
2. Diferentes materiais de corte
Efeito de corte a laser de fibra
O efeito de corte real varia consoante o material a cortar.
No corte a laser, um ponto mais pequeno do raio laser produz um melhor efeito de corte.
Para além de a qualidade do feixe laser afetar o ponto, o material da peça de trabalho também afecta o tamanho do ponto.
Por exemplo, o cobre é altamente refletor, o que torna difícil a formação de pontos de luz. Por conseguinte, os requisitos de uma máquina de corte a laser de cobre são mais elevados em comparação com os metais comuns.
3. Espessura do material
Sob as mesmas condições de material e de potência de corte, quanto mais espesso for o material, maior será a probabilidade de apresentar rebarbas e irregularidades na secção transversal.
Para obter exatamente a mesma secção que o material em folha, é necessário aumentar a potência do laser.
4. Velocidade de corte
A razão pela qual a máquina de corte a laser é amplamente aceite deve-se à sua rápida velocidade de corte.
Quando as outras condições permanecem constantes, a velocidade de corte de uma máquina de corte a laser deve ser ajustada adequadamente para obter o melhor efeito de corte.
Se a velocidade for demasiado lenta, a rugosidade do corte pode ser muito grande. Se a velocidade for demasiado rápida, a rugosidade do corte pode ser reduzida.
No entanto, se a velocidade for demasiado rápida, pode não conseguir penetrar no material, pelo que é essencial controlar a velocidade e não perseguir cegamente o corte a alta velocidade.
Relação entre velocidade de corte e largura de corte
Nos processos de corte a laser, a relação entre a velocidade de corte e a largura da fenda de corte é complexa e influenciada por múltiplos factores. Quando a potência do laser e a pressão do gás auxiliar permanecem constantes, a velocidade de corte apresenta uma relação inversa não linear com a largura do corte.
À medida que a velocidade de corte aumenta, a largura da fenda de corte geralmente diminui. Isto acontece porque o feixe de laser interage com o material durante um período mais curto, reduzindo a zona afetada pelo calor (ZAC) e resultando num corte mais estreito. Pelo contrário, quando a velocidade de corte diminui, a largura de corte tende a aumentar devido à interação prolongada entre o laser e o material e ao aumento da entrada de calor.
A rugosidade da superfície da aresta de corte apresenta uma relação parabólica com a velocidade de corte. A velocidades mais baixas, a entrada excessiva de calor pode causar fusão irregular e maior formação de escória, levando a uma maior rugosidade da superfície. À medida que a velocidade de corte aumenta, a rugosidade da superfície melhora normalmente devido a uma remoção de material mais controlada. No entanto, existe uma velocidade de corte óptima onde a rugosidade da superfície atinge o seu valor mínimo.
É crucial notar que, se a velocidade de corte exceder um limiar crítico, a densidade de energia do laser torna-se insuficiente para penetrar totalmente no material, resultando em cortes incompletos ou sem qualquer corte. Este fenómeno é frequentemente referido como o "limite de velocidade" no corte a laser.
A interação entre a velocidade de corte, a largura da fenda de corte e a qualidade da superfície é ainda influenciada por factores como as propriedades do material, a espessura, o comprimento de onda do laser e as caraterísticas do feixe. Por exemplo, materiais altamente reflectores, como o alumínio ou o cobre, podem exigir relações velocidade/potência diferentes das do aço.
Na prática, os fabricantes desenvolvem frequentemente tabelas de velocidade de corte ou utilizam sistemas avançados de monitorização de processos para otimizar estes parâmetros para materiais e espessuras específicos, garantindo cortes de alta qualidade e maximizando a produtividade.
Relação entre a posição do foco e a largura do corte
O fator mais significativo que afecta a qualidade e a capacidade de processamento de uma máquina de corte a laser é a posição do foco, e a sua relação específica com o processamento é a seguinte.
A posição de focagem é definida como a posição após o feixe laser ser focado relativamente à superfície do material processado.
A posição do foco afecta quase todos os parâmetros de processamento, tais como a largura, a inclinação, a rugosidade da superfície de corte, o estado de aderência da escória e a velocidade de corte.
Isto deve-se ao facto de a alteração da posição de focagem provocar uma alteração do diâmetro do feixe na superfície do material processado e do ângulo de incidência no material processado.
Consequentemente, afecta o estado de formação do corte e as múltiplas reflexões do feixe no corte, o que afecta o estado de fluxo do gás auxiliar e do metal fundido no corte.
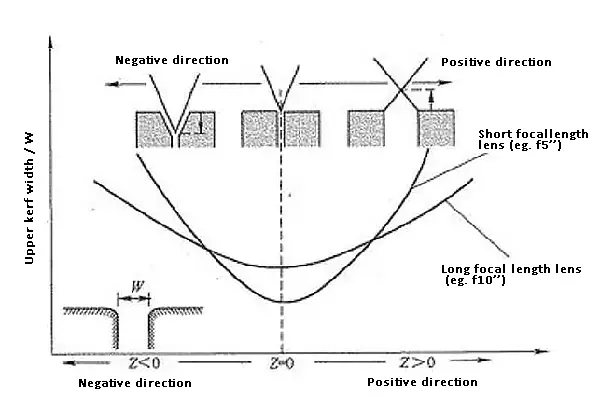
A figura mostra a relação entre a posição de foco Z de uma máquina de corte a laser e a largura de corte W da superfície do material processado.
O estado do foco na superfície do material processado é definido como Z = 0 "zero", a posição do foco é representada por "+" quando se move para cima, "-" quando se move para baixo, e a quantidade de movimento é em mm.
Quando o foco está na posição de foco Z = 0, a largura do corte superior W é mínima.
Quer a posição do foco se desloque para cima ou para baixo, a largura do corte superior W torna-se maior.
Esta tendência é a mesma quando se processam lentes com diferentes distâncias focais.
Quanto mais pequeno for o diâmetro do feixe na posição de focagem e quanto mais curta for a profundidade focal da lente, maior será a variação da largura do corte superior com a mudança da posição de focagem.
Posição de focagem
Características
Aplicação
O corte é o mais estreito e pode ser processado com elevada precisão
Transformações que exigem a redução do declive; Processamento com elevados requisitos de rugosidade superficial; Corte de alta velocidade; Reduzir o processamento de zona afetada pelo calor; Micro maquinagem
O alargamento abaixo da fenda de corte pode melhorar o fluxo de gás e a fluidez da massa fundida
Processamento de placas espessas por impulsos CW e de alta frequência; Processamento de placas acrílicas; Processamento de ferramentas e matrizes; Processamento de azulejos de cerâmica
O alargamento acima da fenda de corte pode melhorar o fluxo de gás e a fluidez da massa fundida
Corte de alumínio por ar comprimido; Corte de alumínio com nitrogénio; Corte a ar de aço inoxidável; Corte de aço inoxidável com nitrogénio; Corte a ar de chapa de aço galvanizado
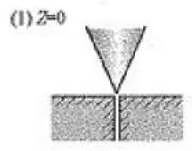
(1) O diâmetro mínimo do feixe Z = 0 pode ser obtido na superfície do material.
Neste ponto, a densidade máxima de energia pode ser obtida na superfície do material processado e a gama de fusão é relativamente estreita, o que determina as características do processamento.
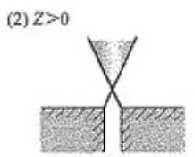
(2) A posição de focagem está no lado "+" (Z > 0).
Neste ponto, a gama de irradiação do feixe de laser na superfície do material processado torna-se mais ampla e o feixe no corte tem um ângulo de difusão, o que aumenta a largura do corte.
(3) A posição de focagem está no lado "-" (Z < 0).
Nesta altura, o alcance do feixe de laser irradiado na superfície do material processado torna-se mais amplo.
Quanto mais próxima a posição do foco estiver da direção da espessura da placa, maior será a capacidade de fusão e, em seguida, ocorre uma inclinação inversa.
Três soluções para o corte de uma fenda demasiado larga
Normalmente, durante o processamento da máquina de corte a laser, há casos em que ocorre um grande corte de corte. Esta situação resulta numa baixa precisão de corte, que não satisfaz os nossos requisitos.
Qual é a razão para esta situação? Há alguma forma de a resolver?
Após observação e análise contínuas, o engenheiro técnico concebeu três soluções:
O ajuste da distância focal da fibra ótica pode ser manual ou automático.
A focagem manual é suscetível de ser esquecida pelos técnicos, especialmente após a substituição ou limpeza da lente; assim, a distância focal deve ser reajustada.
As lentes são um fator essencial.
Verificar se a lente está danificada ou suja, uma vez que tal pode causar dispersão do laser e espessamento do feixe. A única solução é substituir ou limpar a lente.
O posicionamento do tubo laser também é crucial.
Verificar a qualidade do ponto de laser.
Se houver dois pontos ou se o ponto de luz não for redondo, pode ser necessário ajustar o ponto de apoio do tubo do laser.
Esta razão é frequentemente negligenciada, mas não deixa de exigir atenção.
As grandes costuras de corte a laser não são um problema significativo, mas o equipamento deve ser submetido a manutenção após a produção e o processamento durante um determinado período.
De facto, podem ocorrer algumas pequenas irregularidades durante a utilização, o que exige uma manutenção adequada para garantir um corte a laser eficiente e a longo prazo funcionamento da máquinae criar o máximo valor para os utilizadores.
Experiência em garantir a qualidade do corte a laser
Os factores que influenciam a qualidade da fenda de corte do corte a laser são multifacetados e complexos. Como já foi referido, para além das propriedades do material da peça de trabalho, há inúmeros parâmetros que têm um impacto significativo na largura da fenda de corte e na qualidade geral do corte. Estes incluem as caraterísticas do feixe laser (comprimento de onda, modo, polarização), potência de saída, velocidade de corte, geometria do bocal e distância de afastamento, posição focal, tipo de gás de assistência e pressão, entre outros.
Para otimizar a qualidade de corte ao utilizar uma máquina de corte a laser, considere as seguintes práticas recomendadas:
1. Otimização do ponto focal: Manter uma posição focal precisa é crucial para obter cortes de alta qualidade. A focagem correta minimiza a formação de rebarbas, reduz a queima de bordos e evita explosões de placas. Embora a focagem permaneça normalmente estável depois de definida, podem ser necessários ajustes quando:
Aparecem defeitos visíveis na qualidade do corte
Após a manutenção ou substituição da lente
Comutação entre espessuras de material significativamente diferentes
Substituição das cabeças de corte a laser ou dos bicos
2. Manutenção regular: Implemente um programa de manutenção proactivo, incluindo inspecções visuais diárias e limpeza/manutenção semanal das lentes. Isto ajuda a preservar a qualidade óptima do feixe e evita a degradação do desempenho do corte ao longo do tempo.
3. Cortes de ensaio: Antes de processar peças de produção, efetuar sempre cortes de teste em material de refugo do mesmo tipo e espessura. Isto permite um ajuste fino dos parâmetros e assegura uma qualidade consistente ao longo de toda a produção.
4. Otimização de parâmetros: Desenvolver e manter uma base de dados de parâmetros de corte optimizados para diferentes materiais e espessuras. Considerar factores como:
Caraterísticas da potência laser e do impulso (para lasers pulsados)
Velocidade de corte
Tipo de gás de assistência, pressão e caudal
Seleção do bocal e distância de afastamento
Posição focal em relação à superfície do material
5. Considerações sobre o material: Assegurar a qualidade consistente do material e o armazenamento/manuseamento adequado para minimizar as variações no desempenho do corte. Considerar factores como o estado da superfície, a planicidade e potenciais contaminantes.
6. Manutenção do sistema de saída do feixe: Verifique e limpe regularmente todos os componentes ópticos no percurso do feixe, incluindo espelhos, lentes e janelas de proteção. O desalinhamento ou a contaminação podem afetar significativamente a qualidade do corte.
7. Alinhamento da cabeça de corte: Verificar e ajustar periodicamente a perpendicularidade da cabeça de corte em relação à superfície da peça de trabalho, especialmente em aplicações sensíveis ao bisel.
8. Monitorização do processo: Implementar sistemas de monitorização em tempo real para detetar variações na qualidade do corte, permitindo ajustes rápidos e minimizando as taxas de refugo.
9. Formação dos operadores: Assegurar que os operadores das máquinas têm formação adequada para reconhecer os problemas de qualidade do corte e fazer os ajustes apropriados para manter um desempenho ótimo.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez teve dificuldade em escolher o bocal de corte a laser adequado para o seu projeto? A seleção do bocal ideal é crucial para obter cortes limpos e precisos e maximizar a eficiência. Neste...
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
O corte a laser revolucionou o fabrico, mas até as máquinas mais avançadas enfrentam problemas. Nesta publicação do blogue, analisamos os problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecemos...
Intrigado com a arte do corte a laser? Esta publicação do blogue aprofunda os parâmetros críticos que fazem a diferença na qualidade e eficiência do corte. Descubra dicas de mecânicos experientes...
Porque é que a qualidade do corte a laser varia com o mesmo equipamento e parâmetros? Este artigo analisa a forma como a composição das chapas de aço-carbono afecta os seus resultados de corte. Ao explorar a...
Já se perguntou como é que os lasers conseguem cortar aço com uma precisão exacta? Neste artigo, desvendamos os segredos por detrás do corte a laser. Desde os modos de laser aos ajustes do bocal, descubra como cada...
Porque é que o corte a laser de chapas de aço galvanizado é tão difícil, mas crucial, no fabrico moderno? Este artigo explora as dificuldades enfrentadas no corte a laser de aço galvanizado e examina as soluções que envolvem...
Já alguma vez se perguntou como é que os desenhos complexos são cortados com tanta precisão em vários materiais? Este artigo revela o fascinante mundo do corte a laser, explorando as suas técnicas e aplicações. Por...
Já alguma vez reparou em manchas negras nas suas lentes de corte a laser ou de soldadura? Estas manchas podem perturbar gravemente as operações, afectando a qualidade e a precisão do seu trabalho. Neste artigo,...