Noções básicas de soldadura TIG: Um guia completo para principiantes
Já se interrogou sobre como conseguir aquelas soldaduras perfeitas e limpas que têm um aspeto profissional e forte? Este artigo sobre os princípios básicos da soldadura TIG descreve as técnicas e o equipamento essenciais para começar. Quer seja um principiante com o objetivo de dominar a arte ou um profissional que procura aperfeiçoar as suas competências, este guia abrange tudo, desde os princípios da soldadura TIG até às configurações detalhadas do equipamento e às dicas de procedimento. Mergulhe para aprender a criar cordões de soldadura de alta qualidade com o mínimo de deformação e descubra a versatilidade deste método de soldadura preciso.
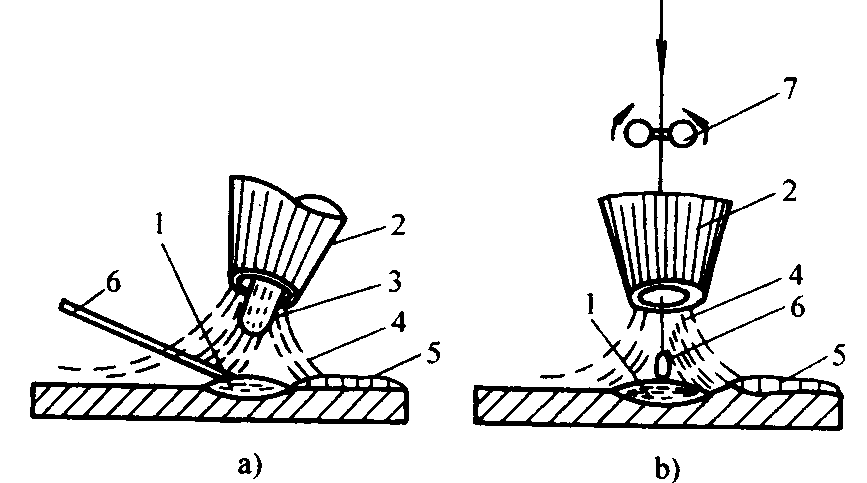
A soldadura Tig é um método de soldadura por arco com proteção gasosa que utiliza gás árgon como meio de proteção.
a) Soldadura com gás inerte de tungsténio b) Soldadura com gás inerte metálico
1- Poça de fusão 2- Bocal 3- Elétrodo de tungsténio 4- Gás 5- Cordão de soldadura 6- Fio de soldadura 7- Rolo de alimentação do fio
2. Características da soldadura Tig
(1) Alta qualidade dos cordões de soldadura:
O árgon é um gás inerte que não reage quimicamente com os metais. Também não se dissolve no metal líquido. Ao utilizá-lo como uma camada protetora de gás, evita elementos de liga no metal soldado de oxidar e queimar a altas temperaturas. Por conseguinte, resulta em elevadas qualidade da soldadura.
É fácil implementar a mecanização e a automatização com este método.
3. Classificação da soldadura Tig
A soldadura Tig pode ser dividida de acordo com o tipo de material do elétrodo utilizado: Inerte de Tungsténio Soldadura a gás (elétrodo não consumível) (abreviado como TIG) e soldadura com gás inerte metálico (elétrodo consumível) (abreviado como MIG).
Com base no método de funcionamento, pode ser dividida em: soldadura TIG manual, soldadura TIG semi-automática e soldadura TIG automática.
De acordo com o tipo de fonte de alimentação utilizada, pode ser dividida em: Soldadura Tig de Corrente Contínua (DC) e Soldadura Tig de Corrente Alternada (AC).
4. Equipamento de soldadura com gás inerte de tungsténio (TIG)
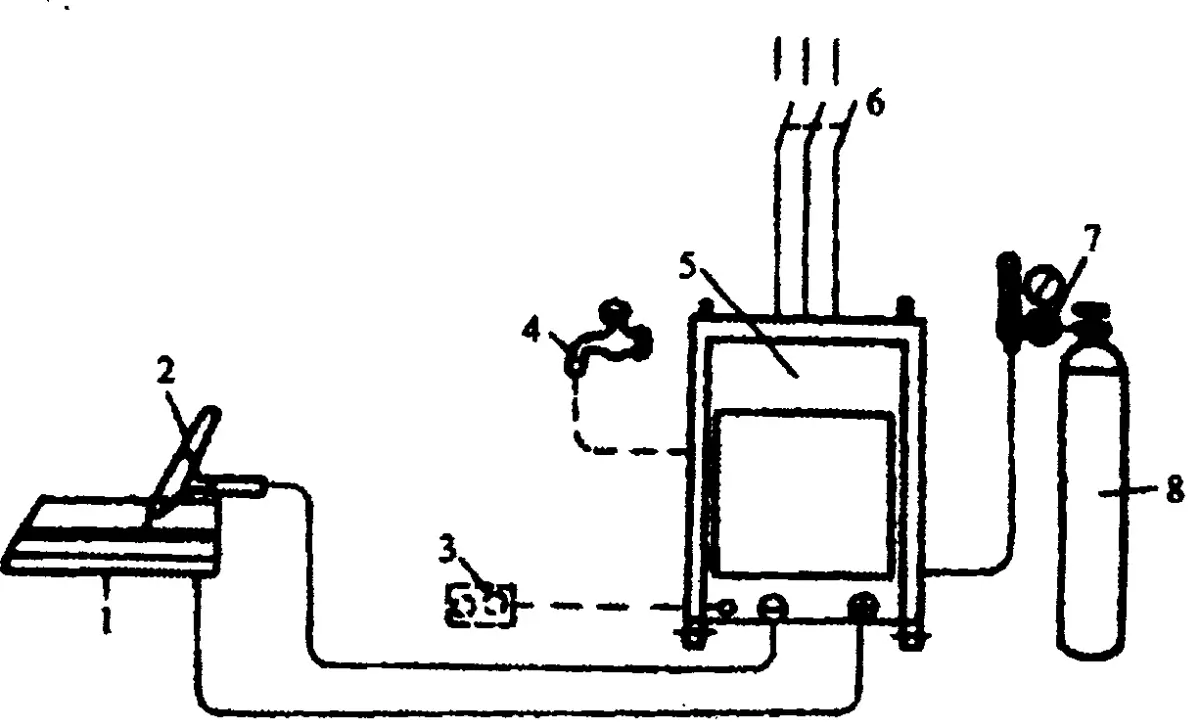
O equipamento de soldadura manual com gás inerte de tungsténio (TIG) é constituído por um potência de soldadura um sistema de fornecimento de gás, um sistema de controlo e um sistema de arrefecimento.
1- Peças soldadas 2- Pistola de soldadura 3- Caixa de controlo remoto 4- Água de arrefecimento 5- Sistema de alimentação e controlo 6- Interruptor de alimentação 7- Regulador de caudal 8- Cilindro de gás árgon
(1) Fonte de alimentação de soldadura
A soldadura com gás inerte de tungsténio (TIG) requer um fonte de energia de soldadura com uma caraterística externa de queda acentuada, que pode ser de corrente contínua (CC) ou corrente alternada (CA). Os soldadores TIG de corrente contínua comummente utilizados incluem modelos como o WS-250 e o WS-400, enquanto os soldadores TIG de corrente alternada incluem modelos como o WSJ-150 e o WSJ-500. Existem também soldadores TIG AC/DC, como o WSE-150 e o WSE-400.
(2) Sistema de controlo
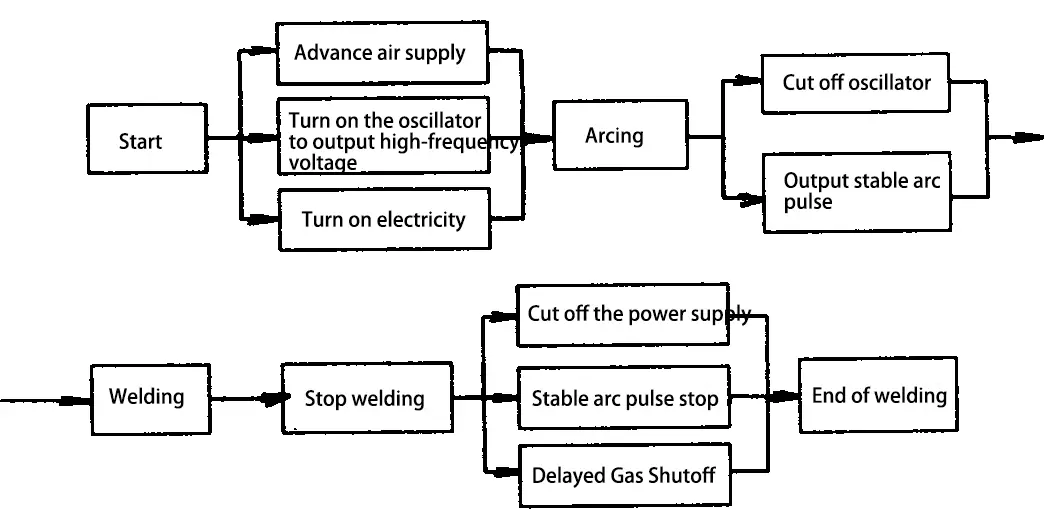
O sistema de controlo gere as operações em várias fases de fornecimento de energia, fornecimento de gás e estabilidade do arco através do circuito de controlo.
Programa de controlo manual da soldadura com gás inerte de tungsténio (TIG)
(3) Tocha de soldadura
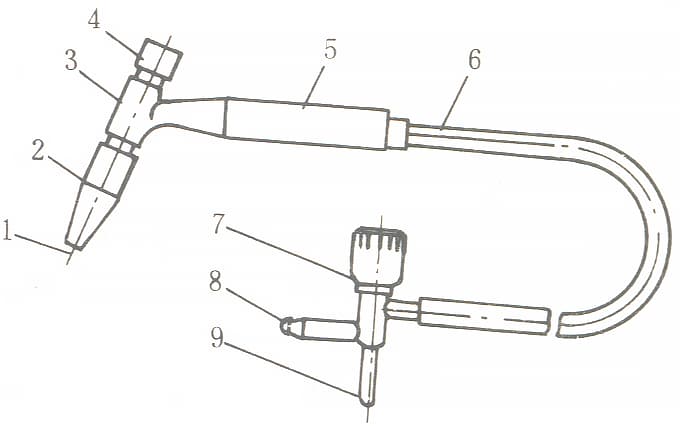
A função da tocha de soldadura é fixar o elétrodo de tungsténio, conduzir a corrente de soldadura, emitir o fluxo de gás árgon e iniciar ou parar o sistema da máquina de soldar. A tocha de soldadura está disponível em três tamanhos: grande, médio e pequeno. Com base no método de arrefecimento, pode ser dividida em tipos arrefecidos a ar e arrefecidos a água. Quando a corrente de soldadura utilizada é inferior a 150A, pode ser escolhida uma tocha de soldadura arrefecida a ar, como mostra a figura abaixo.
1- Elétrodo de tungsténio 2- Bocal de cerâmica 3- Corpo da tocha 4- Tampa curta 5- Pega 6- Cabo elétrico 7- Volante do interrutor de gás 8- Acoplamento de ventilação 9- Acoplamento elétrico
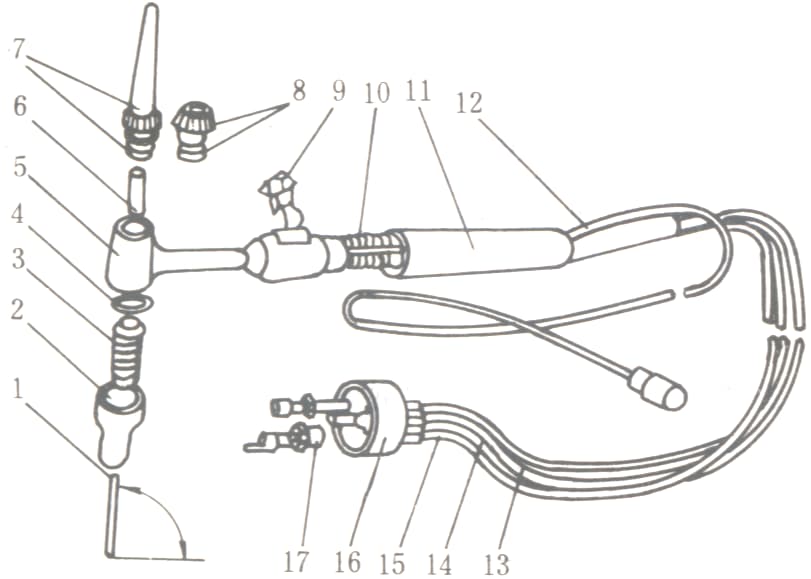
Quando a corrente de soldadura for superior a 150A, deve ser utilizada uma tocha de soldadura arrefecida a água, como mostra a figura abaixo:
1-Eletrodo de tungsténio 2-Bico de cerâmica 3-Divertente 4,8-Anel de vedação Corpo com 5 pistolas Pinça de elétrodo de 6 tungsténio 7-Tampa de cobertura Interruptor em forma de 9 barcos 10-Cablagem 11-Punho Anel de 12 inserções Mangueira de 13 entradas Mangueira de 14 saídas 15-Mangueira de cabo arrefecida a água Junta giratória 16 17-Agua e eletricidade comuns
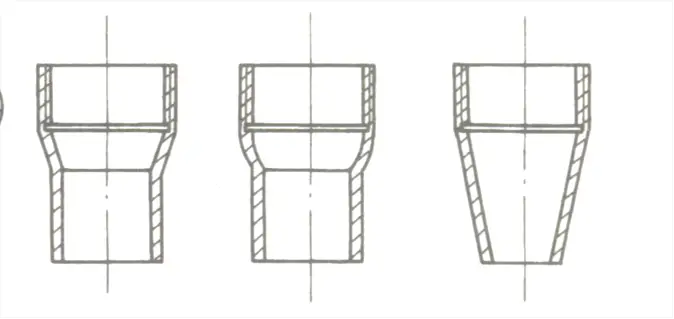
Diagrama esquemático de formas comuns de bicos de tocha de soldadura
a) Cilíndrico com uma extremidade cónica b) Cilíndrico com uma extremidade esférica c) Forma cónica
(4) Sistema de abastecimento de gás
O sistema de fornecimento de gás é composto por uma garrafa de gás árgon, um regulador de fluxo de gás árgon e uma válvula de gás electromagnética.
1) Cilindro de gás árgon
O exterior é pintado de cinzento e marcado com a palavra "Argon" em tinta verde. A pressão máxima da garrafa de gás árgon é de 15 MPa e tem um volume de 40 L.
2) Válvula de gás electromagnética
Este dispositivo controla a abertura e o fecho da via de gás, gerido por um relé temporizado. Pode cumprir as funções de fornecimento de gás antecipadamente e de paragem do fornecimento de gás posteriormente.
3) Regulador de fluxo de árgon
Este dispositivo é utilizado para reduzir a pressão, estabilizar e ajustar o fluxo de árgon. O aspeto do regulador de fluxo de árgon é o mostrado na figura à direita.
(5) Sistema de arrefecimento
Este sistema é utilizado para arrefecer o cabo de soldadura, a pistola de soldadura e o elétrodo de tungsténio. Se a corrente de soldadura for inferior a 150A, não é necessário arrefecer a água. No entanto, quando a corrente de soldadura é superior a 150A, o arrefecimento a água é obrigatório, controlado por um interrutor de pressão da água.
5. Materiais de soldadura para a soldadura com gás inerte de tungsténio (TIG)
Os principais materiais para a soldadura com gás inerte de tungsténio (TIG) incluem eléctrodos de tungsténio, gás árgon e fio de soldadura.
(1) Eléctrodos de tungsténio
Durante a soldadura Tig, os eléctrodos de tungsténio servem para conduzir eletricidade, acender o arco e manter um arco estável. Os tipos de materiais de eléctrodos de tungsténio atualmente utilizados são os seguintes:
1) Eléctrodos de tungsténio puro: Com um grau de pureza superior a 99,85%, são identificados pelas designações W1 e W2. Os eléctrodos de tungsténio puro requerem uma tensão em vazio mais elevada da máquina de soldar e têm uma capacidade de transporte de corrente mais fraca quando se utiliza corrente alternada, pelo que são raramente utilizados atualmente. Para facilitar a sua identificação, são normalmente revestidos de verde.
2) O elétrodo de tungsténio thoriated, com os números de modelo WTh-10 e WTh-15, é fabricado através da adição de 1% a 2% de dióxido de tório (ThO2) ao tungsténio puro. A taxa de emissão de electrões do elétrodo de tungsténio thoriated é melhorada, o que aumenta a gama de corrente admissível, reduz a tensão sem carga e melhora o início e a estabilidade do arco. No entanto, apresenta uma ligeira radioatividade. Para o tornar facilmente identificável, é frequentemente colorido de vermelho.
3) O elétrodo de tungsténio ceriado, com o número de modelo Wce-20, é fabricado através da adição de óxido de cério (CeO) 2% ao tungsténio puro. O elétrodo de tungsténio ceriated é mais fácil de iniciar um arco em comparação com o tungsténio thoriated, tem uma vida útil mais longa e a sua radioatividade é extremamente baixa, o que o torna o elétrodo recomendado material do elétrodo atualmente em uso. Para facilitar a sua identificação, é geralmente de cor cinzenta.
Especificações do elétrodo de tungsténio:
O comprimento fornecido varia de 76 a 610 mm;
Os diâmetros normalmente utilizados são 0,5, 1,0, 1,6, 2,0, 2,4, 3,2, 4,0, 5,0, 6,3, 8,0 e 10 mm.
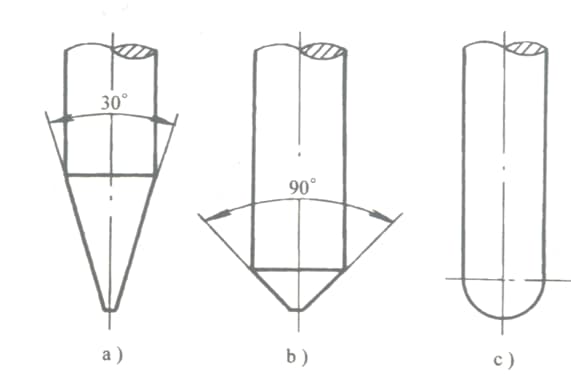
Forma da ponta do elétrodo de tungsténio:
a) Cónico
b) Frustum
c) Esférica
(2) Gás árgon
Sendo um gás inerte, a densidade do árgon é superior à do ar, formando uma camada de gás estável que cobre a área em torno da poça de fusão, proporcionando uma excelente proteção para o zona de soldadura. A pureza do árgon utilizado na soldadura Tig é altamente exigida. De acordo com as normas nacionais actuais, a sua pureza deve atingir 99,99%.
O gás árgon para soldadura é fornecido em garrafas, pintadas de cinzento e rotuladas com a palavra verde "Argon". O volume de uma garrafa de gás árgon é geralmente de 40L, com uma pressão máxima de trabalho de 15MPa. Durante a utilização, deve ser colocada na vertical.
(3) Arame de soldadura
O fio de soldadura para soldadura Tig divide-se principalmente em duas categorias: fio de soldadura de aço e fio de soldadura de metais não ferrosos. O fio de soldadura pode ser selecionado de acordo com GB/T8110-1995 "Fio de soldadura de aço carbono e de baixa liga para soldadura por arco com proteção gasosa" e YB/T5092-1996 "Soldadura Soldadura de aço inoxidável Fio.
Os metais não ferrosos são geralmente soldados com fio de soldadura comparável ao material de base. Os diâmetros dos fios de soldadura Tig incluem principalmente mais de dez especificações, tais como 0,8, 1,0, 1,2, 1,4, 1,5, 1,6, 2,0, 2,4, 2,5, 4,0, 5,0, 6,0 mm, sendo os fios de 2,0 a 4,0 mm de diâmetro os mais utilizados.
II. Parâmetros do processo de soldadura TIG
1. Tipos e polaridade da fonte de alimentação de soldadura
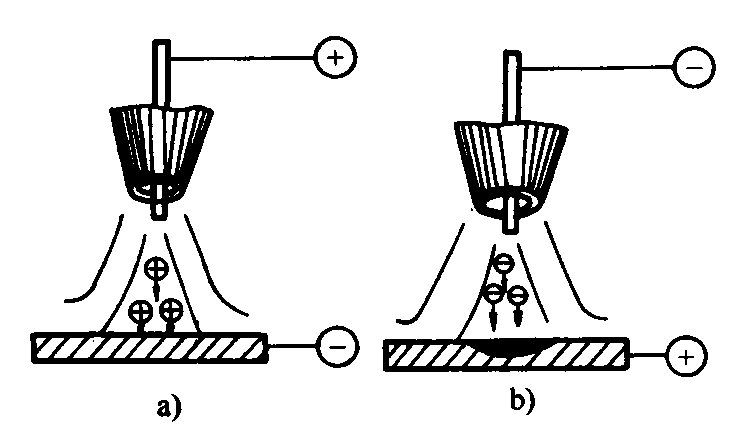
A soldadura com gás inerte de tungsténio (TIG) pode utilizar fontes de alimentação de corrente alternada (CA) ou de corrente contínua (CC). A escolha da fonte de alimentação depende do tipo de metal ou liga a soldar; quando se utiliza uma fonte de alimentação de corrente contínua, a seleção da polaridade também tem de ser considerada.
a) Ligação inversa de corrente contínua b) Ligação direta em corrente contínua
Quando se utiliza a polaridade inversa da corrente contínua, a peça de trabalho actua como cátodo e os iões positivos de árgon de elevada massa fluem na sua direção. Estes iões atingem a superfície da poça de fusão do metal, quebrando a película de óxido densa e difícil de fundir nas superfícies de metais como o alumínio e o magnésio. Este fenómeno é conhecido como "desintegração catódica".
No entanto, durante a polaridade inversa da corrente contínua, o elétrodo de tungsténio, que está ligado à extremidade positiva, tende a sobreaquecer ou a queimar devido à temperatura elevada. Por isso, geralmente não se recomenda a utilização da polaridade inversa da corrente contínua para o alumínio, o magnésio e as suas ligas. Em vez disso, a corrente alternada deve ser utilizada para soldar, tanto quanto possível.
Em contrapartida, a corrente contínua de polaridade direta não realiza a "desintegração do cátodo", tornando-a adequada para a soldadura de aço inoxidável, aço resistente ao calor, titânio, cobre e respectivas ligas.
Seleção de tipos de fontes de alimentação e polaridade
Tipos de fonte de alimentação e polaridade
Materiais metálicos soldados
Corrente contínua - Ligação positiva
Aço de baixo teor de carbono, aço de baixa liga, aço inoxidável, aço resistente ao calor e cobre, titânioe respectivas ligas
Corrente contínua - Ligação inversa
Aplicável a vários metais em gás Tungsténio Soldadura por arco (GTAW), sendo a soldadura com gás inerte de tungsténio (TIG) raramente utilizada
Fonte de alimentação de corrente alternada
Alumínio, magnésio e suas ligas
2. Diâmetro do elétrodo de tungsténio e corrente de soldadura
O diâmetro do elétrodo de tungsténio deve ser determinado com base no tamanho da corrente de soldadura, que é normalmente escolhida de acordo com o material e a espessura da peça de trabalho a ser soldada.
A corrente admissível correspondente a diferentes polaridades de alimentação e diâmetros de eléctrodos de tungsténio.
Diâmetro do elétrodo de tório-tungsténio. Gama de corrente admissível em amperes Polaridade da alimentação
1.0
1.6
2.4
3.2
4.0
Ligação direta de corrente contínua
15-80
70~150
150~250
250-400
400~500
Ligação inversa de corrente contínua
10-20
15-30
25~40
40-55
Fonte de energia de corrente alternada
20-60
60~120
100~180
160~250
200~320
Corrente de soldadura para a soldadura manual por arco de tungsténio de aço inoxidável e aço resistente ao calor.
Espessura do material(mm)
Diâmetro do elétrodo de tungsténio(mm)
Diâmetro do fio(mm)
Corrente de soldadura(A)
1.0
2
1.6
40~70
1.5
2
1.6
40~85
2.0
2
2.0
80~130
3.0
2~3.2
2.0
120~160
A corrente de soldadura para o arco de tungsténio manual soldadura de alumínio liga.
Espessura do material(mm)
Diâmetro do elétrodo de tungsténio(mm)
Diâmetro do fio(mm)
Corrente de soldadura(A)
1.5
2
2
70~80
2.0
2~3.2
2
90~120
3.0
3~4
2
120~130
4.0
3~4
2.5~3
120~140
3. Tensão do arco
A tensão do arco é determinada principalmente pelo comprimento do arco. Um aumento do comprimento do arco pode levar a uma penetração incompleta e à deterioração dos efeitos de proteção, pelo que é crucial controlar o comprimento do arco tanto quanto possível sem causar um curto-circuito. Geralmente, o comprimento do arco é aproximadamente igual ao diâmetro do elétrodo de tungsténio.
4. Velocidade de soldadura
A velocidade de soldadura é normalmente ajustada pelo soldador com base no tamanho, forma e estado de fusão da poça de fusão. Uma velocidade de soldadura excessiva pode perturbar a atmosfera de gás de proteção, conduzindo a uma penetração incompleta e a porosidade no cordão de soldadura. Por outro lado, quando a velocidade de soldadura é demasiado lenta, é provável que ocorram queimaduras e cortes inferiores no cordão de soldadura.
5. Caudal de árgon e diâmetro do bocal
O diâmetro do bocal afecta diretamente o alcance da zona de proteção, que é geralmente escolhida com base no diâmetro do elétrodo de tungsténio. Com base na experiência de produção, o diâmetro do bocal deve ser o dobro do diâmetro do elétrodo de tungsténio mais 4 mm.
Quando o caudal é adequado, a poça de fusão é estável, a superfície é brilhante e sem escórias, não há vestígios de oxidação e o cordão de soldadura é esteticamente formado.
Quando o caudal não é adequado, a superfície da poça de fusão tem escória e a superfície do cordão de soldadura escurece ou tem uma pele de óxido. O caudal de árgon adequado é 0,8-1,2 vezes o diâmetro do bocal.
6. Distância entre o bocal e a peça de trabalho
A distância entre o bocal e a peça de trabalho deve ser entre 8-14mm. Se a distância for demasiado grande, o efeito de proteção do gás é fraco. Se a distância for demasiado pequena, embora seja benéfica para a proteção contra gases, o alcance observável e a zona de proteção tornam-se menores.
7. Comprimento da extensão do elétrodo de tungsténio
Para evitar que o calor do arco danifique o bocal, a extremidade do elétrodo de tungsténio deve sobressair para além do bocal. O comprimento da extensão é geralmente entre 3-4mm. Se o comprimento da extensão for demasiado curto, é inconveniente para o soldador observar o estado de fusão, o que é prejudicial para o funcionamento. Se o comprimento da extensão for demasiado longo, o efeito de proteção do gás pode ser afetado.
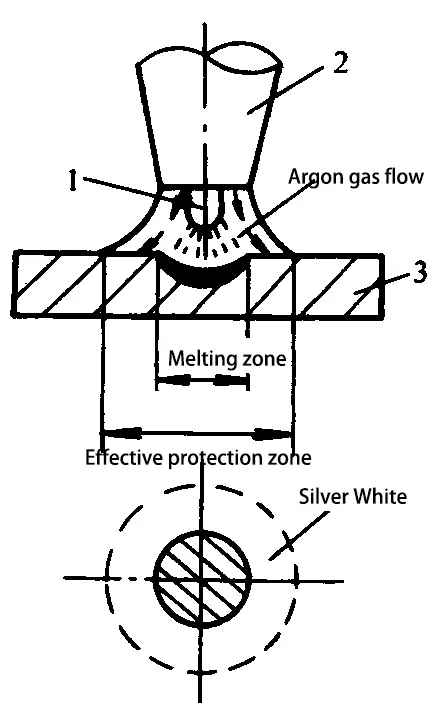
Conselhos de utilização:
Testar a eficácia da proteção gasosa utilizando o método de soldadura por pontos. O método específico envolve soldadura por pontos numa placa de alumínio. Após a ignição do arco, a tocha de soldadura permanece estacionária e, após 5-10 segundos, a fonte de alimentação é desligada.
Nesta altura, devido ao efeito de "estilhaçamento do cátodo", aparece uma área branca prateada à volta do ponto no placa de alumínio. Esta é a área efectiva de blindagem de gás, conhecida como a área da película de desoxidação. Quanto maior for o diâmetro desta área, melhor será o efeito de proteção.
1-Eletrodo de tungsténio, 2-Tocha de soldadura, 3-Peça de trabalho
Na produção real, a eficácia da proteção contra gases pode ser avaliada através da observação direta da cor e da presença de eventuais poros na superfície da soldadura, como mostra a tabela abaixo.
Determinação da eficácia da proteção contra gases para aço inoxidável e ligas de alumínio.
II. Pontos-chave para as operações de soldadura manual por arco com gás inerte de tungsténio
(1) Ignição por arco
Normalmente, as máquinas manuais de soldadura por arco com gás inerte de tungsténio são fornecidas com um dispositivo de ignição do arco (gerador de impulsos de alta tensão ou oscilador de alta frequência) que permite a ignição de um arco diretamente no ponto de soldadura, mantendo uma certa distância entre o elétrodo de tungsténio e a peça de trabalho sem contacto.
Se a máquina não tiver um dispositivo de ignição do arco, pode ser utilizada uma placa de cobre puro ou uma placa de grafite como placa de ignição do arco. O arco é aceso nesta placa para aquecer a ponta do elétrodo de tungsténio a uma determinada temperatura (cerca de 1s), e é então imediatamente movido para a posição de soldadura para soldadura por arco. Esta ignição por contacto pode produzir uma grande corrente de curto-circuito, que pode facilmente queimar a ponta do elétrodo de tungsténio.
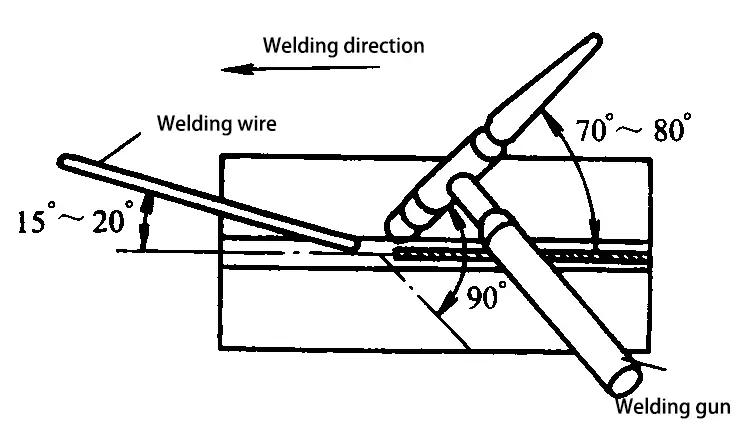
(2) Postura da tocha de soldadura e posição relativa da tocha de soldadura, da peça de trabalho e do fio de soldadura
O posicionamento relativo da pistola de soldadura, da peça de trabalho e do fio de soldadura envolve tipicamente a pistola de soldadura formando um ângulo de aproximadamente 70° a 80° com a superfície da peça de trabalho, enquanto o fio de soldadura de enchimento forma um ângulo de 15° a 20° com a superfície da peça de trabalho.
(3) Soldadura à direita e soldadura à esquerda
A soldadura direita é adequada para a soldadura de peças mais espessas, em que a tocha de soldadura se move da esquerda para a direita e o arco é apontado para a peça já soldada. Isto é benéfico para o gás árgon para proteger a superfície de soldadura da oxidação a alta temperatura.
A soldadura à esquerda é adequada para soldar peças mais finas, com a tocha de soldadura a mover-se da direita para a esquerda e o arco a apontar para a peça não soldada. Isto tem um efeito de pré-aquecimento, facilitando a observação e o controlo da temperatura da poça de fusão. A formação do cordão de soldadura é boa e a operação é fácil de dominar. Geralmente, é adoptada a soldadura à esquerda.
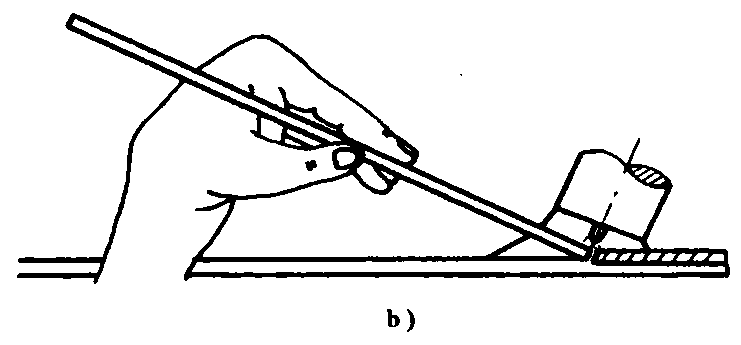
(4) Método de alimentação do fio
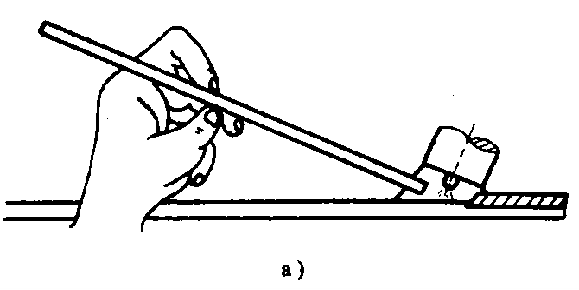
Um dos métodos consiste em segurar o fio de soldadura com o polegar e o indicador da mão esquerda, enquanto o dedo médio e a base do polegar fornecem apoio. Quando for necessário alimentar o fio, endireitar o polegar e o indicador que seguram o fio de soldadura dobrado, como se mostra na figura b. Isto irá alimentar firmemente o fio de soldadura na área de soldadura.
Em seguida, dobrar rapidamente o polegar e o indicador com o apoio do dedo médio e da base do polegar e fixar o fio de soldadura, como mostra a figura a. Este processo de enchimento e reenchimento do fio de soldadura é repetido.
Outro método é mostrado na figura seguinte, em que o polegar, o indicador e o dedo médio da mão esquerda cooperam para alimentar o fio. O dedo anelar e o mindinho agarram o fio de soldadura para controlar a direção. Através de movimentos repetidos para cima e para baixo do braço e do pulso, a ponta fundida do fio de soldadura é introduzida na poça de fusão. Este método é frequentemente utilizado para a soldadura em todas as posições.
(5) Terminação do arco
Geralmente, as máquinas de soldadura Tig estão equipadas com dispositivos automáticos de redução da corrente. Ao terminar o arco, o botão no punho da tocha de soldadura fornece energia de forma intermitente para preencher a cratera. Se não existir um dispositivo de redução da corrente, pode ser utilizada a terminação manual do arco.
A chave é reduzir gradualmente o calor da peça de trabalho, tal como alterar o ângulo da tocha de soldadura, alongar ligeiramente o arco e fornecer energia de forma intermitente. Ao terminar o arco, encher a cratera e levantar lentamente o arco até este se extinguir. Não interromper abruptamente o arco.
Após a extinção do arco, o gás árgon retarda-se automaticamente durante alguns segundos antes de se desligar para evitar a oxidação do metal a altas temperaturas.
1. Preparação da pré-soldadura
(1) Equipamento de soldadura: Máquina de soldadura a gás inerte de tungsténio (TIG) do tipo WS-300.
(2) Cilindro de gás árgon e regulador de caudal (tipo AT-15).
(3) Elétrodo de tungsténio ceriçado (Wce-20), 2,4 mm de diâmetro.
(4) Tocha de soldadura arrefecida a gás: Tipo QQ-85°/150-1.
(5) Peça de trabalho: Q235-A, dimensões de 300mm x 100mm x 3mm.
(6) Fio de soldadura: H08A, 2,0 mm de diâmetro.
(7) Limpeza da peça de trabalho e do fio de soldadura.
(8) Montagem e soldadura por pontos.
2. Ajuste da máquina de soldadura
(1) Abrir a válvula de gás e o interrutor de alimentação, respetivamente. Se não houver anomalias, ajustar a corrente de soldadura para 70-100A e o fluxo de gás árgon para 6-7L/min.
(2) Antes do funcionamento formal, efetuar uma verificação da carga do equipamento através de soldadura de curta duração e verificar se os sistemas de gás e elétrico estão a funcionar corretamente.
Comprimento da extensão do elétrodo de tungsténio/mm
Caudal de árgon/L.min-/
Diâmetro do fio de soldadura/mm
Corrente de soldadura/A
Soldadura da camada inferior
2.4
8-12
5-6
8-12
2.0
70-90
Soldadura de coberturas
2.4
8-12
5-6
10-14
2.0
100~120
4. Operação de soldadura
(1) Soldadura de raízes
Utilizar a soldadura à esquerda. Os ângulos entre o fio de soldadura, a tocha de soldadura e a peça de trabalho são os indicados na figura seguinte.
No início da soldadura, mover o arco a arder de forma estável em direção à borda do cordão de soldadura de aderência. Tocar rapidamente na área de soldadura com o fio de soldadura para explorar. Quando sentir que a área está a ficar mole e a começar a derreter, adicione imediatamente o fio de soldadura. Geralmente, utiliza-se um gotejamento intermitente para encher o fio de soldadura. Entretanto, a tocha de soldadura faz ligeiros movimentos para a frente.
Durante o processo de soldadura, se a distância entre as peças de trabalho se tornar menor, deve parar de adicionar fio, baixar o arco em 1-2 mm e prosseguir com um golpe direto. Quando o espaço se torna maior, deve adicionar rapidamente fio de soldadura à poça de fusão e, em seguida, mover a tocha de soldadura para a frente.
Depois de um fio de soldadura ter sido usado, não levantar a tocha de soldadura por enquanto. Pressionar o interrutor de redução da corrente, substituir rapidamente o fio de soldadura com a mão esquerda, colocar a extremidade do fio de soldadura na borda da poça de fusão, depois iniciar a corrente de soldadura normal e continuar a soldar.
(2) Soldadura de coberturas
Para a soldadura da camada de cobertura, deve aumentar adequadamente a corrente de soldadura e escolher um diâmetro ligeiramente maior do elétrodo de tungsténio e do fio de soldadura do que na soldadura da camada de raiz. Durante a operação, o ângulo entre o fio de soldadura e a peça de trabalho deve ser tão pequeno quanto possível, e a tocha de soldadura deve mover-se lateralmente num pequeno padrão de dente de serra.
(3) Após a soldadura, fechar o tubo de gás e a fonte de alimentação e limpar o local da operação.
Formulário de avaliação da qualidade da soldadura
Projeto
Requisitos de avaliação:
Pontuação
Critérios de dedução:
Resultados da inspeção
Pontuação
Funcionamento da máquina de soldar
Utilização correcta das máquinas de soldar
10
Não são atribuídos pontos a respostas incorrectas.
Seleção dos parâmetros do processo
Seleção racional dos parâmetros
10
Não são atribuídos pontos a respostas pouco razoáveis.
Variação da largura do cordão de soldadura
≤1
10
Não há pontos por exceder as normas.
Altura restante do cordão de soldadura
0~2
10
Não há pontos por exceder as normas.
Variação da altura restante do cordão de soldadura
≤1
5
Não há pontos por exceder as normas.
Desalinhamento de bordas
Nenhum
5
Não há pontos por exceder as normas.
Deformação angular pós-soldadura
≤3
5
Não há pontos por exceder as normas.
Inclusão de escória
Nenhum
10
Dedução de 5 pontos por cada ocorrência.
Poroso
Nenhum
5
Dedução de 2 pontos por cada ocorrência.
Penetração incompleta
Nenhum
5
Dedução de 5 pontos por cada ocorrência.
Fusão incompleta
Nenhum
5
Dedução de 5 pontos por cada ocorrência.
Corte inferior
Nenhum
5
Dedução de 4 pontos por cada ocorrência.
Depressão
Nenhum
5
Dedução de 4 pontos por cada ocorrência.
Formação do aspeto do cordão de soldadura
A ondulação é homogénea e esteticamente agradável.
10
As deduções serão efectuadas em função da situação concreta.
Perguntas frequentes sobre a soldadura TIG
1. O que acontece se o fio de soldadura tocar acidentalmente no elétrodo de tungsténio durante o funcionamento?
Se o fio de soldadura tocar no elétrodo de tungsténio, causando um curto-circuito instantâneo, contaminando o cordão de soldadura e prendendo o tungsténio, deve parar imediatamente a soldadura. Utilizar um disco de esmeril para esmerilar a área contaminada até que o brilho metálico fique exposto. O elétrodo de tungsténio contaminado deve ser afiado de novo antes de se poder continuar a soldar.
2. Qual é o impacto do caudal de gás árgon na qualidade do cordão de soldadura em soldadura manual? soldadura por arco de tungsténio?
Se o fluxo de gás árgon for demasiado pequeno, é provável que ocorram defeitos como a porosidade e a oxidação do cordão de soldadura. Se o fluxo de gás árgon for demasiado grande, será gerada turbulência, que atrairá o ar para a área de soldadura, reduzindo o efeito protetor. Na prática de produção, para um bocal com um diâmetro de 12-20mm, a gama ideal de fluxo de gás árgon é de 8-16L/min.
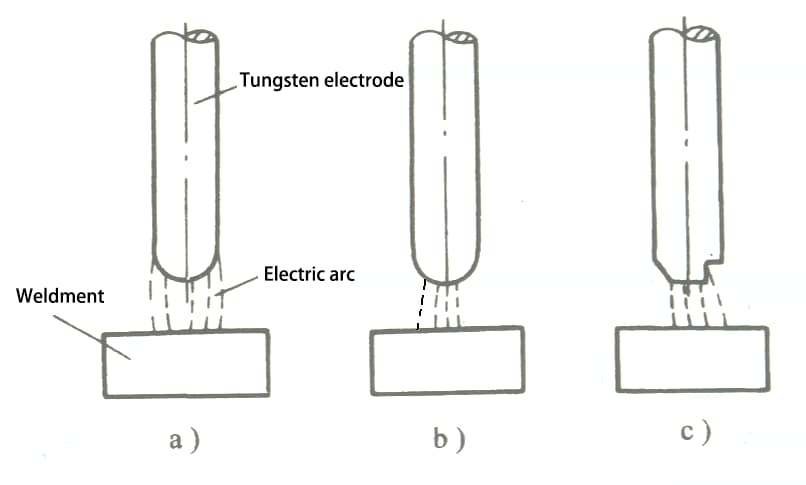
3. Como determinar se a corrente de soldadura é adequada na soldadura manual por arco de tungsténio?
Quando a corrente de soldadura é adequada, o arco na ponta do elétrodo de tungsténio é hemisférico (como mostrado na figura a abaixo), altura em que o arco é estável e a formação da soldadura é boa.
Se a corrente de soldadura for demasiado pequena, o arco na ponta do elétrodo de tungsténio irá desviar-se, fazendo com que o arco se desvie (como mostrado na figura b abaixo).
Se a corrente de soldadura for demasiado elevada, a ponta do elétrodo de tungsténio aquecerá e parte do elétrodo de tungsténio derreterá e cairá na poça de fusão (como mostra a figura c abaixo), causando defeitos como tungsténio preso, e o arco será instável, levando a soldadura deficiente qualidade.
a) Corrente de soldadura normal b) Corrente de soldadura demasiado pequena c) Corrente de soldadura demasiado grande
4. O que deve ser observado durante o processo de soldadura manual por arco de tungsténio?
Durante a soldadura de raiz, a soldadura de arco curto deve ser utilizada tanto quanto possível, a quantidade de fio de enchimento deve ser menor e a tocha de soldadura deve mover-se o menos possível. Quando a distância entre as peças de trabalho é pequena, soldadura por penetração pode ser efectuada diretamente. Se existirem defeitos no cordão de soldadura por pontos, os defeitos devem ser esmerilados, e o método de refusão não é permitido para tratar os defeitos no cordão de soldadura por pontos.
Durante a soldadura de cobertura, o fio de enchimento deve ser adicionado uniformemente e a uma velocidade adequada. Se for demasiado rápida, a soldadura terá uma altura residual elevada; se for demasiado lenta, o cordão de soldadura será côncavo e não será cortado. A temperatura da peça de trabalho aumentará significativamente no final da soldadura, nesta altura a velocidade de soldadura deve ser aumentada de forma adequada, e devem ser adicionadas mais algumas gotas para encher o poço do arco quando o arco é extinto para evitar a formação de fissuras no poço do arco.
A soldadura manual por arco de tungsténio implica o funcionamento simultâneo das duas mãos, o que difere da soldadura por arco com elétrodo. Durante a operação, a coordenação de ambas as mãos é particularmente importante. Por conseguinte, a formação de competências básicas neste domínio deve ser reforçada.
5. Como utilizar corretamente uma máquina de soldadura manual por arco de tungsténio?
Antes de começar a trabalhar, os soldadores devem ler as instruções de utilização do equipamento de soldadura, compreender a estrutura geral do equipamento de soldadura e o método correto de utilização; a máquina de soldar deve ser corretamente ligada de acordo com o diagrama de ligações externas, e o valor da tensão na placa de identificação deve corresponder ao valor da tensão da rede, e a caixa deve ser ligada à terra de forma fiável; antes de utilizar a máquina de soldar, as ligações dos circuitos de água e gás devem ser verificadas para garantir o fornecimento normal de água e gás durante a soldadura. Quando o trabalho estiver terminado ou se abandonar temporariamente o local de trabalho, a energia deve ser cortada e a fonte de água e a válvula da botija de gás devem ser fechadas.
6. Quais são as falhas mais comuns das máquinas de soldadura manual por arco de tungsténio? Como resolver os problemas?
As falhas comuns das máquinas de soldar por arco de tungsténio incluem o bloqueio ou a fuga dos circuitos de água e gás; o mandril do elétrodo de tungsténio da tocha de soldadura não está apertado, provocando a instabilidade do arco; o mau contacto entre a peça de trabalho e o fio de terra ou o elétrodo de tungsténio sujo não pode provocar o arco; o fusível da máquina de soldar está em circuito aberto, o interrutor da tocha de soldadura está em mau contacto, tornando a máquina de soldar incapaz de arrancar normalmente; danos nos componentes electrónicos internos da máquina de soldar ou outras falhas do equipamento mecânico, etc. Falhas comuns e métodos de resolução de problemas são enumerados no quadro seguinte.
Falhas comuns, causas e métodos de resolução de problemas de máquinas de soldadura Tig com elétrodo de tungsténio
Características de falha:
Causas
Métodos de resolução de problemas:
Após a ligação à corrente, o indicador luminoso não se acende.
(1) Danos no interrutor (2) Queimadura do fusível (3) Falha do transformador de controlo (4) Mau funcionamento da luz indicadora
(1) Substituir o interrutor (2) Substituir o fusível (3) Substituir o transformador (4) Substituir a luz indicadora
O circuito de ar condicionado descarrega-se, mas a máquina de soldar não consegue arrancar.
(1) Mau contacto do interrutor da pistola de soldadura (2) Mau funcionamento do relé de arranque (3) Danos no transformador de controlo ou mau contacto
(1) Substituir o interrutor da tocha de soldadura (2) Reparar o relé (3) Reparar ou substituir o transformador de controlo
Há uma descarga do oscilador, mas ela não pode iniciar um arco.
(1) Mau contacto entre a fonte de alimentação e a soldadura (2) Queimadura do ponto de contacto do contactor da fonte de alimentação de soldadura (3) Defeito do circuito de controlo
(1) Efetuar reparações (2) Reparar o contactor (3) Reparar o circuito de controlo
O arco de soldadura torna-se instável após a iniciação.
(1) O estabilizador de arco está a funcionar mal. (2) Retificar o defeito na componente de corrente contínua. (3) A linha de alimentação de energia de soldadura tem má conetividade.
(1) Inspecionar o estabilizador de arco. (2) Substituir os componentes de corrente contínua. (3) Reparar a fonte de alimentação de soldadura.
Não há saída de gás árgon após o arranque da máquina de soldar.
(1) Obstrução do fluxo de ar (2) Falha da válvula de ar electromagnética (3) Mau funcionamento do circuito de controlo (4) Avaria na linha de atraso
(1) Limpar a passagem de ar (2) Substituir a válvula de ar electromagnética (3) Reparar o circuito de controlo (4) Manutenção da linha de atraso
Não há oscilação, ou a faísca de oscilação é fraca.
(1) Mau funcionamento do gerador de arco de impulsos ou do oscilador de alta frequência (2) Abertura incorrecta da descarga de faísca (3) Perfuração de mica na placa de descarga (4) Elétrodo de descarga queimado
(1) Manutenção (2) Ajustar a distância entre as placas de descarga (3) Substituição da mica (4) Mudança do elétrodo do dispositivo de descarga.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Imagine transformar o seu processo de soldadura com uma técnica que aumenta a eficiência sem comprometer a qualidade. A soldadura TIG com fio quente consegue isso mesmo através do pré-aquecimento do fio de soldadura, aumentando a velocidade e...
Já se questionou se a soldadura MIG ou TIG é a melhor escolha para o seu projeto? Este artigo aborda as principais diferenças, vantagens e aplicações de cada método de soldadura. Desde a eficiência...
Imagine conseguir soldaduras com uma profundidade e resistência sem precedentes, revolucionando os seus projectos de fabrico. Este artigo explora as diferenças entre a soldadura TIG e a soldadura A-TIG, centrando-se na forma como a A-TIG melhora a penetração da soldadura e...
E se fosse possível melhorar drasticamente a penetração e a eficiência da soldadura utilizando um novo método de soldadura? O artigo explora a soldadura TIG ativa acoplada a uma poça de fusão em pó, uma técnica que introduz o MnCl2...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
A soldadura de penetração total é sempre superior à soldadura por fusão profunda? Esta questão intriga muitos na indústria metalúrgica. Este artigo analisa os pontos fortes e fracos de ambas as técnicas, detalhando...
Como é que a soldadura de aço-carbono pode ser simultaneamente uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldadura de aço-carbono, abrangendo os tipos de aço-carbono, os seus...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
Já alguma vez se perguntou como é que os depósitos de combustível e os tambores de óleo são soldados sem falhas? A soldadura por costura, uma técnica fascinante que utiliza eléctrodos de rolos, é a chave. Neste artigo, irá descobrir...