Imagine cortar metal com precisão e deformação mínima - será possível? O corte por chama, um método comum na metalurgia, apresenta frequentemente desafios como a deformação e o stress induzidos pelo calor. Este artigo oferece dicas de especialistas sobre como otimizar o seu processo de corte por chama para obter cortes limpos e minimizar a deformação. Seguindo estas directrizes, aprenderá a sequenciar os cortes de forma eficaz, a gerir a distribuição de calor e a selecionar os melhores pontos de partida para os cortes. Desbloqueie o potencial do corte por chama e melhore os seus projectos de metalurgia com estes conhecimentos práticos.
A sequência de corte adequada divide-se em duas partes: corte do orifício interior do componente e corte do bordo do componente.
A sequência de corte adequada para os furos internos dos componentes deve seguir o princípio de cortar primeiro o interior e depois o exterior, começando com furos mais pequenos antes dos maiores, cortando furos redondos antes dos irregulares e começando com formas mais complexas antes das mais simples.
O interior antes do exterior
Quando existem vários orifícios em componentes de placas, é aconselhável começar por cortar primeiro o orifício do meio e depois trabalhar para fora, passo a passo. Isto ajuda a garantir que o calor do corte é irradiado uniformemente para o exterior.
O pequeno antes do grande
Isto significa que, quando as dimensões dos furos interiores variam, recomenda-se que se comece por cortar primeiro os furos mais pequenos. O corte dos furos mais pequenos gera menos calor de corte, resultando num menor impacto térmico na peça de trabalho.
Círculo primeiro e depois quadrado
Ao cortar furos circulares, a uniformidade do círculo permite uma emissão externa de calor de corte relativamente equilibrada. No entanto, para furos quadrados, o equilíbrio da emissão externa de calor de corte é visivelmente insuficiente.
A tensão térmica resultante do calor de corte tem um impacto significativo na deslocação e deformação dos componentes.
Salto em cruz
Ao cortar furos densos, saltar cortes em vez de cortar continuamente de forma sequencial pode ajudar a reduzir o impacto da tensão gerada pelo calor de corte nos componentes.
O complexo antes do simples
Ao cortar orifícios de diferentes formas na placa, recomenda-se que se comece pelos orifícios de forma complexa e depois se avance para os mais simples.
Corte de perfil e borda
Seleção do ponto de partida do corte de perfil
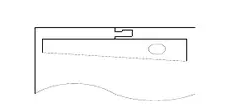
A seleção do ponto de partida para o corte de perfis está diretamente relacionada com a sequência de corte. Se as condições o permitirem, deve preferir-se o corte em anel fechado. Isto significa que não deve haver qualquer abertura de corte na aresta restante do material.
Nos casos em que a espessura do material é grande e a aresta do material não pode ser cortada, pode ser utilizada uma linha de corte com uma função de controlo. Ao restringir as linhas de corte com função de controlo, a deformação do corte é limitada.
As linhas de corte com função de controlo têm uma caraterística geométrica em que a extremidade é mais pequena do que a frente.
Quando não existe aresta, devem ser tomadas medidas para selecionar a posição do ponto de corte e a direção de corte.
Fig. 1
Fixação forçada
Os métodos de fixação forçada, como a prensagem de pesos, são normalmente utilizados no corte de perfis para restringir a deslocação de componentes ou materiais em bruto.
No corte NC, o método do limite do ferro de paragem é normalmente utilizado para controlar o fenómeno de deslocamento.
Corte bilateral simultâneo
Este método é adequado para corte a gás de várias peças em bruto estreitas e longas numa única placa de aço. É uma forma eficaz de controlar a deformação por flexão durante o processo de processo de corte a gás.
Corte bilateral simultâneo
Este método é adequado para cortar simultaneamente várias peças em bruto estreitas e compridas numa única chapa de aço utilizando o corte a gás. É uma forma eficaz de controlar a deformação por flexão durante o processo de corte a gás.
Arrefecimento atempado
O arrefecimento atempado pode controlar eficazmente a deformação.
Quando o corte NC é utilizado num Q235 Uma placa com uma espessura de 6mm, comprimento de 6m e largura de 50mm, aplicando um método de arrefecimento com água aproximadamente 50mm atrás do espaçador pode reduzir significativamente a deformação por flexão.
É importante adotar imediatamente o método de arrefecimento a água, tendo também em conta a sensibilidade do aço cortado a gás a arrefecimento com água para evitar fissuras ou estruturas endurecidas causadas por rega excessiva.
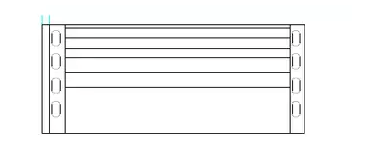
Método do limite final
Ao cortar manualmente ou semi-automaticamente tiras longas e estreitas de uma placa de aço, recomenda-se a criação de furos longos de (3-5)mm * (50-80)mm em ambas as extremidades da linha de corte. Esta preparação ajudará a reduzir a deformação por flexão das peças de corte das tiras, permitindo um corte mais preciso ao longo da linha pretendida.
Fig. 2
Batida e amolgadela
À medida que a espessura da placa de corte a gás diminui para 8 mm ou menos, o encolhimento e a deformação da aresta de corte tornam-se cada vez mais pronunciados. A fim de minimizar o abaulamento ou a depressão durante o processo de corte, podem ser colocados objectos pesados na placa para suprimir e controlar estes efeitos.
Intervalo de corte
O corte com intervalo consiste em deixar um comprimento de 10~30mm depois de cortar um determinado comprimento no processo de corte antes de efetuar outro corte. Este método é altamente eficaz no controlo da deslocação durante o corte.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre como conseguir cortes por chama perfeitos em trabalhos em metal? Este guia define o padrão para operações de corte por chama manuais, semi-automáticas e automáticas. Aprenderá os procedimentos essenciais, os requisitos de qualidade e...
O corte por plasma é uma tecnologia de corte que utiliza um arco de plasma de alta temperatura com elevada densidade de energia para aquecer o material no ponto de corte e fundi-lo rapidamente. Este corte...
Qual é o segredo por detrás de soldaduras perfeitas e cortes precisos na soldadura e corte a gás? Tudo se resume à chama. Este artigo explora os diferentes tipos de chama utilizados...
Já alguma vez se perguntou como é que as estruturas de aço maciço são cortadas com tanta precisão? O corte a gás, um processo notável, mas muitas vezes desconhecido, revolucionou a indústria do fabrico de metais. Neste artigo,...
Alguma vez se perguntou como é que os fabricantes conseguem precisão e eficiência no corte de aço inoxidável? Este artigo analisa seis técnicas avançadas de corte de aço inoxidável, destacando as suas vantagens e aplicações....
Imagine cortar metal espesso com precisão e velocidade, criando desenhos complexos sem esforço. O corte por arco de plasma torna isto possível através da utilização de gás ionizado e de um arco elétrico. Este artigo analisa...
Já se interrogou sobre como aperfeiçoar a utilização de uma máquina de corte oxicombustível? Este artigo oferece dicas essenciais para otimizar a sua técnica de corte. Desde a escolha do gás combustível correto até ao ajuste do...
O corte de metal de forma eficiente e económica é crucial no fabrico. Mas que método deve escolher: corte a gás ou plasma? Este artigo analisa os custos, a eficiência e a qualidade de cada um deles...
Imagine cortar metal como uma faca na manteiga, mas em movimento. Os cortadores de plasma portáteis estão a revolucionar as indústrias, desde a automóvel à aeroespacial, oferecendo capacidades de corte precisas e de alta velocidade a uma fração...