Maximize a eficiência com estas dicas para máquinas de corte oxicombustível
Já se interrogou sobre como aperfeiçoar a utilização de uma máquina de corte oxicombustível? Este artigo oferece dicas essenciais para otimizar a sua técnica de corte. Desde a escolha do gás combustível correto até ao ajuste da velocidade de corte e das definições da chama, irá descobrir conselhos práticos para melhorar a precisão e a qualidade do corte. Quer seja um novato ou um operador experiente, este guia fornece informações valiosas para obter cortes mais limpos e precisos. Mergulhe para aprender como maximizar a eficiência e a eficácia dos seus processos de corte oxi-combustível.
A precisão do corte por chama refere-se à relação de erro entre a geometria da peça cortada e a sua dimensão de projeto. A qualidade do corte por chama, por outro lado, é determinada por vários factores, tais como a rugosidade da superfície da secção cortada, o grau de fusão e colapso da borda superior do corte, a presença de escória na borda inferior e a uniformidade da largura do corte. A precisão do corte por chama é mantida através do controlo adequado dos parâmetros do processo.
Os seguintes factores desempenham um papel crucial na determinação da qualidade do corte por chama:
Tipo de gás combustível utilizado
Tipo de maçarico de corte
Pureza do oxigénio, pressão, caudal e forma do fluxo utilizados no corte
Velocidade de corte e ângulo de inclinação
Regulação da chama
Taxa de energia da chama de pré-aquecimento
Ângulo de inclinação entre os bocal de corte e a peça de trabalho, e a distância do bocal de corte à superfície da peça de trabalho.
O fluxo de oxigénio de corte desempenha um papel fundamental na corte por chama. Não só inflama o metal, mas também remove os óxidos gerados pela combustão da fenda de corte. Assim, a pureza, o caudal e a forma do fluxo de oxigénio de corte têm um impacto significativo tanto na qualidade da chama de corte como na velocidade de corte.
Tipo de gás combustível
No corte por chama, são normalmente utilizados vários gases inflamáveis, como o acetileno, o propano, o gás natural e o MAPP (metano + etano + propano). Os gases com elevado valor de combustão e velocidade de combustão rápida são normalmente preferidos para cortar chapas finas, enquanto os gases com baixo valor de combustão e velocidade de combustão lenta são mais adequados para cortar chapas mais grossas. Para chapas de aço com espessura superior a 200 mm, o gás natural é ideal para obter uma elevada qualidade de corte, embora possa resultar numa velocidade de corte ligeiramente reduzida.
Em comparação com o gás natural, o acetileno é significativamente mais caro. No entanto, devido às restrições de recursos, o acetileno é normalmente utilizado na produção. O gás natural só é considerado quando se cortam chapas grandes e espessas que requerem uma elevada qualidade de corte e recursos abundantes.
Tipo de tocha
Quanto mais espessa for a peça a cortar, maior deve ser o tipo de tocha, o número de bicos e a pressão de oxigénio. A relação entre a pressão de oxigénio, a espessura da peça a cortar, o tipo de maçarico e o número de bicos é demonstrada numa tabela correspondente.
Especificação do bico.
Diâmetro da garganta do bico mm
Espessura de corte mm
Velocidade de corte MPa
Pressão do gás
Incisão mm
mm/min
Oxigénio
Acetileno
Gás de petróleo liquefeito
1
0.6
5-10
750-600
0.7
0.025
0.03
≤1
2
0.8
10-20
600-450
0.7
0.025
0.03
≤1.5
3
1
20-40
450-380
0.7
0.025
0.03
≤2
4
1.25
40-60
380-320
0.7
0.03
0.035
≤2.3
5
1.5
60-100
320-250
0.7
0.03
0.035
≤3.4
6
1.75
100-150
250-160
0.7
0.035
0.04
≤4
7
2
150-180
160-130
0.7
0.035
0.04
≤4.5
1A
0.6
5-10
560-450
0.5
0.025
0.03
≤1
2A
0.8
10-20
450-340
0.5
0.025
0.03
≤1.5
3A
1
20-40
340-250
0.5
0.025
0.03
≤2
4A
1.25
40-60
250-210
0.5
0.03
0.035
≤2.3
5A
1.5
60-100
210-180
0.5
0.03
0.035
≤3.4
Pureza do oxigénio de corte, pressão, caudal, forma do fluxo de oxigénio
Pureza do oxigénio de corte
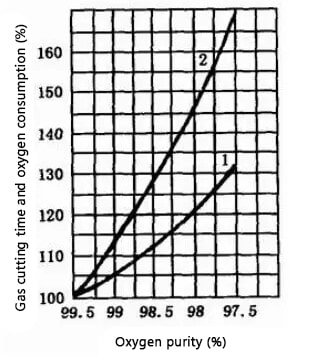
A pureza do oxigénio também tem um impacto significativo no consumo de oxigénio, na qualidade do corte e na velocidade de corte. Se a pureza do oxigénio diminuir, as impurezas, como o azoto, absorvem o calor durante o processo de corte e formam uma película de gás na superfície do corte, impedindo a combustão do metal e abrandando o processo de oxidação. O resultado é uma redução drástica da velocidade de corte, um corte mais largo, uma superfície de corte mais áspera, escória na extremidade inferior da fenda e um aumento do consumo de oxigénio.
O gráfico seguinte ilustra a influência da pureza do oxigénio na tempo de corte e o consumo de oxigénio. O eixo vertical representa o tempo de corte (1) e o consumo de oxigénio (2).
Uma diminuição da pureza do oxigénio de 97,5% para 99,5% resulta num aumento de 10% a 15% no tempo de corte e num aumento de 25% a 35% no consumo de oxigénio por cada diminuição de 1% na pureza para um corte de 1 metro de comprimento. Por conseguinte, é crucial manter a pureza de oxigénio mais elevada possível, geralmente superior a 99,5%. Uma pureza inferior a 95% torna o processo de corte muito difícil.
Para obter um corte sem escória em corte a gásA pureza do oxigénio deve ser de, pelo menos, 99,6%. Embora a utilização do corte com oxigénio líquido exija um investimento inicial elevado, tem um desempenho económico global muito melhor a longo prazo.
Pressão de oxigénio de corte
Ao cortar peças finas, a pressão do oxigénio de corte pode ser reduzida de forma adequada. No entanto, é importante evitar que a pressão seja demasiado baixa ou demasiado alta. Se a pressão for demasiado elevada, o resultado será uma costura de corte mais larga, uma velocidade de corte reduzida, uma superfície de corte rugosa e um forte efeito de arrefecimento nas peças cortadas.
Por outro lado, se a pressão for demasiado baixa, a reação de oxidação durante o processo de corte será mais lenta, resultando em escória na parte de trás do corte que é difícil de remover e que pode impedir a conclusão do corte.
À medida que a pressão do oxigénio de corte aumenta, o caudal de oxigénio também aumenta, permitindo o corte de chapas mais espessas. No entanto, existe uma espessura máxima que pode ser cortada, para além da qual o aumento da pressão não resultará num aumento da espessura cortável. O efeito da pressão do oxigénio de corte na velocidade de corte é semelhante.
A influência da pressão do oxigénio de corte na velocidade de corte
Como ilustrado na figura, quando se utiliza um bocal normal para o corte a gás, a velocidade de corte aumenta com a pressão a níveis de pressão baixos. No entanto, quando a pressão excede os 0,3 MP, a velocidade de corte diminui e o corte alarga-se, resultando numa secção transversal rugosa do corte.
Por outro lado, quando se utiliza um bocal em forma de difusão para o corte a gás, se a pressão do oxigénio de corte corresponder à pressão de projeto do bocal, a velocidade de corte aumenta com o aumento da pressão. Isto deve-se ao facto de a taxa de fluxo e o momento do fluxo de oxigénio de corte aumentarem, resultando numa maior velocidade de corte em comparação com a utilização de um bocal normal.
Valor recomendado da pressão do oxigénio de corte
Espessura/mm
Pressão de oxigénio de corte /MPa
3-12
0.4-0.5
12-30
0.5-0.6
30-50
0.5-0.7
50-100
0.6-0.8
100-150
1.0-1.4
No trabalho prático de corte, a melhor pressão de oxigénio de corte pode ser determinada através do método de teste da "linha de vento". Para um determinado bico, a pressão adequada é quando a linha de vento é mais clara e mais longa, resultando no melhor resultado de corte.
Redução do fluxo de oxigénio
A figura ilustra o efeito do caudal de oxigénio na velocidade de corte ao cortar uma peça de 12 mm de espessura chapa de aço. Como mostra a figura, a velocidade de corte aumenta gradualmente com o aumento do caudal de oxigénio, mas para além de um determinado valor limite, diminui.
Isto significa que existe um caudal de oxigénio ideal para um determinado espessura da chapa de aço que resulta não só na maior velocidade de corte, mas também na melhor qualidade de corte.
A influência do caudal de oxigénio na velocidade de corte (espessura da chapa 12mm)
Velocidade de corte, inclinação velocidade de corte, ângulo de inclinação
Velocidade de corte
A velocidade de corte depende da espessura da peça de trabalho e da forma do bico de corte, diminuindo normalmente à medida que a espessura da peça de trabalho aumenta. A velocidade de corte deve ser ajustada para corresponder à taxa de oxidação do metal na fenda de corte.
A velocidade de corte influencia diretamente a estabilidade do processo de corte e a qualidade da secção cortada. A tentativa de ajustar artificialmente a velocidade de corte para melhorar a produtividade ou de a abrandar para melhorar a qualidade da secção de corte não funcionará e, pelo contrário, resultará numa deterioração da qualidade da secção de corte.
Uma velocidade de corte demasiado lenta reduzirá a produtividade, provocando o colapso e a fusão da aresta superior do corte, a formação de cantos arredondados na aresta inferior e a formação de sulcos profundos na parte inferior da secção de corte. Por outro lado, uma velocidade de corte demasiado rápida provocará um arrastamento excessivo, fazendo com que a secção de corte apresente depressões e escórias suspensas e, em casos graves, impedindo mesmo a conclusão do corte.
Em comparação com o corte manual, o corte mecanizado tem um aumento médio de 20% na velocidade de corte. A tabela seguinte apresenta as velocidades de corte recomendadas para o corte mecanizado.
Dados recomendados para a velocidade de corte durante o corte mecânico
Aço Thk.
Forma de corte
Corte reto de semi-produtos
Redução da indemnização por transformação biológica
Corte com requisitos de qualidade de corte de superfície baixos
Corte reto e preciso
Corte por conformação precisa
5
/
330-350
710-760
590-640
400-500
10
710-730
330-470
570-620
480-520
320-400
20
580-630
400
470-500
390-420
260-330
30
520-560
350
410-450
350-380
230-290
50
440-480
330
350-380
300-320
200-250
100
380-420
290
310-330
260-280
170-220
150
360-390
260
290-310
240-260
160-200
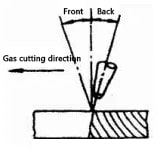
A velocidade de corte adequada pode ser determinada observando as características da escória ejectada da fenda de corte. No corte por chama normal, o fluxo de oxigénio de corte está ligeiramente inclinado em relação à tocha vertical, e este desvio é referido como a quantidade de escória residual (como se mostra na figura).
A velocidade de corte pode ser determinada com base na direção das faíscas de escória que caem no corte. Quando a velocidade é demasiado baixa e não há quantidade de retrocesso, o feixe de faíscas por baixo da peça de trabalho é deslocado na direção do corte. O aumento da velocidade de rotação da tocha deslocará o feixe de faíscas na direção oposta. Quando o feixe de faíscas está paralelo ao fluxo de oxigénio de corte ou ligeiramente à frente da descarga, a velocidade de corte é considerada normal. No entanto, se a velocidade for demasiado elevada, o feixe de faíscas será obviamente para trás.
Inclinação de corte
O ângulo de inclinação entre o bocal de corte e a peça de trabalho afecta diretamente a velocidade de corte do gás e a quantidade de arrasto. O tamanho da inclinação de corte é determinado principalmente pela espessura da peça de trabalho.
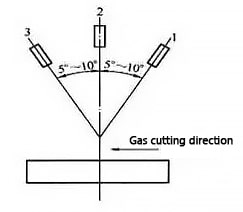
Para chapas de aço com menos de 4 mm de espessura, o bocal de corte deve ser inclinado para trás num ângulo de 25° a 45°. Quando aço de corte Para chapas de aço com uma espessura de 4 a 20 mm, o bocal deve ser inclinado para trás num ângulo de 20° a 30°. Para placas de aço com uma espessura de 20 a 30 mm, o bocal de corte deve estar perpendicular à peça de trabalho. Para peças de trabalho com uma espessura superior a 30 mm, o bocal de corte deve ser inclinado para a frente num ângulo de 5° a 10° no início do corte e de 5° a 10° após o corte. Para o corte manual em curva, o bocal de corte deve estar perpendicular à peça de trabalho.
A relação entre a inclinação de corte do bocal e a espessura de corte é mostrada na figura.
1-Espessura < 6mm
2- Espessura de 6-30mm
3- Espessura > 30mm
O ângulo de inclinação entre o bocal de corte e a peça de trabalho tem um efeito direto na velocidade de corte a gás e na quantidade de arrastamento posterior. Se o ângulo não for escolhido corretamente, não só não melhorará a velocidade de corte a gás, como também aumentará o consumo de oxigénio e até causará dificuldades no corte a gás.
Regulação da chama
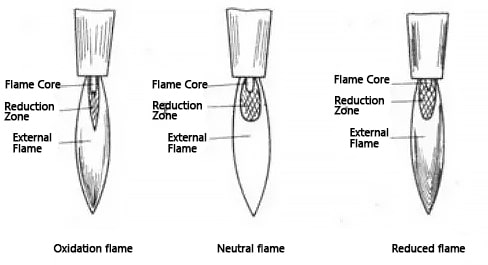
Ajustando a proporção de oxigénio e acetileno, podem ser produzidos três tipos de chamas de corte: chama neutra (também conhecida como chama normal), chama oxidante e chama redutora (como mostra a figura abaixo).
A chama normal é caracterizada pela ausência de oxigénio livre e carbono reativo na sua zona de redução, e tem três áreas distintas com um núcleo de chama bem definido (que é quase cilíndrico). O núcleo da chama é constituído por acetileno e oxigénio e tem na sua extremidade uma casca uniformemente arredondada e brilhante. O invólucro exterior é constituído por pontos carbonosos em brasa e a temperatura do núcleo da chama atinge os 1000°C.
A zona de redução está localizada fora do núcleo da chama e é mais escura em comparação com o núcleo da chama. É constituída pelos produtos da combustão incompleta do acetileno - dióxido de carbono e hidrogénio, e a sua temperatura pode atingir cerca de 3000°C.
A chama exterior, ou zona de combustão completa, situa-se fora da zona de redução e é constituída por dióxido de carbono e vapor de água, azoto. A sua temperatura varia entre 1200°C e 2500°C.
A chama oxidante é produzida na presença de excesso de oxigénio e o núcleo da chama é cónico, com um comprimento reduzido e contornos pouco nítidos, e um brilho baço. A zona de redução e a chama externa também são encurtadas, e a chama é azul-violeta, queimando com um som alto. O tamanho do som está relacionado com a pressão do oxigénio, e a temperatura da chama oxidante é superior à da chama normal. Se for utilizada para cortar, reduzirá significativamente a qualidade do corte.
A chama redutora é produzida em caso de excesso de acetileno e o seu núcleo de chama não tem um contorno claro. A extremidade do núcleo da chama tem um bordo verde, que é utilizado para determinar a presença de excesso de acetileno. A zona de redução é invulgarmente brilhante e quase se confunde com o núcleo da chama. A chama exterior é de cor amarela. Se houver demasiado acetileno em excesso, começará a produzir fumo preto devido à falta de oxigénio necessário para a combustão do acetileno na chama.
O tamanho da energia na chama de pré-aquecimento está intimamente relacionado com a velocidade de corte e a qualidade do corte.
No processo de corte de uma placa de aço, a força da chama de pré-aquecimento deve ser ajustada de acordo com a espessura da peça de trabalho e a velocidade de corte. À medida que a espessura da peça de trabalho aumenta e a velocidade de corte aumenta, a energia da chama deve ser aumentada, mas não demasiado forte. As chamas de pré-aquecimento demasiado fortes podem provocar um colapso grave da fusão do bordo superior da incisão.
Por outro lado, se a chama de pré-aquecimento for demasiado fraca, a chapa de aço não receberá energia suficiente, exigindo uma redução da velocidade de corte e mesmo interrupções no processo de corte.
Por conseguinte, a relação entre a força da chama de pré-aquecimento e a velocidade de corte é interdependente. Para cortar chapas de aço com uma espessura inferior a 200 mm, recomenda-se uma chama neutra para uma melhor qualidade de corte.
Ao cortar chapas de aço de grande espessura, deve ser utilizada uma chama de redução para o pré-aquecimento do corte, sendo o comprimento da chama pelo menos 1,2 vezes superior à espessura da chapa.
Taxa de energia da chama de pré-aquecimento
A chama de pré-aquecimento desempenha um papel crucial no corte a gás, aquecendo a peça de metal até à temperatura de ignição e mantendo essa temperatura. O objetivo da chama de pré-aquecimento é facilitar o processo de corte, removendo e derretendo a camada de óxido na superfície do aço, permitindo que o fluxo de oxigénio de corte entre em contacto com o metal.
A escolha da chama de pré-aquecimento, quer seja uma chama neutra ou uma chama ligeiramente oxidante, é um parâmetro de processo crucial que afecta a qualidade do corte a gás. O uso de uma chama carbonizante não é recomendado, pois pode causar a carbonização da borda do corte. A intensidade da chama de pré-aquecimento deve ser moderada e selecionada com base na espessura da peça de trabalho, no tipo de bocal de corte e nos requisitos de qualidade.
Quando corte de aço espesso a taxa de energia da chama deve ser reduzida para evitar a fusão da borda superior do corte.
Por outro lado, ao cortar chapas de aço finas, a taxa de energia da chama pode ser aumentada, mas o bocal de corte deve ser mantido a uma certa distância da peça de trabalho e manter um certo ângulo de inclinação.
Se a taxa de energia da chama de pré-aquecimento for demasiado baixa durante o corte de chapas de aço finas, a peça de trabalho não receberá calor suficiente, provocando uma redução da velocidade de corte a gás ou mesmo interrupções no processo de corte.
A força da chama de pré-aquecimento deve ser aumentada à medida que a espessura da peça a cortar aumenta. Quanto mais espessa for a peça a cortar, maior deve ser a força da chama de pré-aquecimento.
Relação entre a potência da chama de pré-aquecimento oxigénio-acetileno e a espessura da chapa
Espessura/mm
Potência da chama /L.Min-1
3-25
4-8.3
25-50
9.2-12.5
50-100
12.5-16.7
100-200
16.7-20
200-300
20-21.7
Ao cortar chapas de aço mais grossas, deve ser utilizada uma chama de carboneto leve para evitar o colapso da borda superior do corte e também para tornar a chama exterior mais longa.
Quando se utiliza um bocal do tipo difusão e um bocal de cortina de oxigénio para cortar chapas de aço com menos de 200 mm de espessura, a potência da chama deve ser maior para acelerar o aquecimento da extremidade do corte até ao ponto de ignição, de modo a obter uma maior velocidade de corte.
ao cortar aço com maior teor de carbono ou elementos de liga, porque têm um ponto de ignição mais elevado, a potência da chama de pré-aquecimento deve ser maior.
Ao cortar chanfros com um único bico de corte, porque a escória é soprada para o exterior do corte, para aumentar a potência da chama para obter energia adicional.
O tempo de pré-aquecimento para o corte por chama de gás deve ser determinado com base na espessura da peça de trabalho a ser cortada. Segue-se uma lista de dados empíricos para o tempo de pré-aquecimento selecionado no corte por chama de gás.
Dados empíricos do tempo de pré-aquecimento selecionado para o corte por chama de gás
Espessura/mm
Tempo de pré-aquecimento/S
Espessura/mm
Tempo de pré-aquecimento/S
20
6-7
150
25-28
50
9-10
200
30-35
100
15-17
Ângulo de inclinação entre o bico de corte e a peça de trabalho e distância da superfície da peça de trabalho
A distância entre o bocal de corte e a superfície da peça de trabalho é crucial para determinar a qualidade do corte. A distância ideal depende da espessura da peça de trabalho e do comprimento da chama de pré-aquecimento.
Se o bocal de corte estiver demasiado próximo da peça de trabalho, pode provocar o colapso da fusão na aresta superior do corte, bloquear o bocal de corte com salpicos e até provocar a têmpera. Por outro lado, se a altura do bocal de corte for demasiado elevada, a perda de calor aumenta e a eficácia da chama de pré-aquecimento na aresta frontal do corte diminui, levando a um pré-aquecimento insuficiente e a uma diminuição da energia do fluxo de oxigénio de corte, dificultando a remoção da escória e afectando a qualidade do corte. A pureza do oxigénio no corte também é reduzida, o que resulta num aumento da quantidade de arrastamento posterior e largura do cortebem como uma redução da velocidade de corte para chapas finas.
Normalmente, o núcleo da chama deve ser mantido a uma distância de 3-5 mm da superfície da peça de trabalho para obter as melhores condições de aquecimento e minimizar o risco de carburação. Se o núcleo da chama tocar na superfície da peça de trabalho, não só provoca a fusão do bordo superior do corte, como também aumenta o risco de carburação no corte.
A distância entre o bocal de corte e a superfície da peça de trabalho deve ser ajustada de acordo com a espessura da peça de trabalho que está a ser cortada.
Ao cortar placas finas, a velocidade de corte é mais rápida e a chama pode ser mais longa, pelo que a distância entre o bocal de corte e a superfície da peça de trabalho pode ser maior.
Por outro lado, ao cortar chapas grossas, a velocidade de corte é mais lenta, pelo que, para evitar que a borda superior do corte derreta, a chama de pré-aquecimento deve ser mais curta e a distância entre o bocal de corte e a superfície da peça de trabalho deve ser menor. Isto permite que o retidão do fluxo de oxigénio de corte e da pureza do oxigénio a manter, melhorando a qualidade do corte.
Os melhores parâmetros do CNC máquina de corte por chama para cortar chapa de aço com baixo teor de carbono (bocal de corte rápido GK1)
Espessura de corte/mm
25
30
35
40
45
50
60
70
80
90
100
150
200
300
Bocal n.º.
3
3
3
4
4
4
4
5
5
5
5
6
7
9
Corte altura /mm
3.5
3.5
3.5
4
4
4
5
5
6
6
7
7
8
10
Corte oxigénio pressão /MPa
0.5
0.6
0.6
0.6
0.6
0.6
0.65
0.65
0.65
0.7
0.7
0.8
1
1.2
Corte acetileno pressão /Mpa
0.05
0.06
0.06
0.06
0.06
0.06
0.07
0.07
0.07
0.07
0.07
0.08
0.1
0.1
Corte velocidade /mm-min-1
400
380
350
350
330
320
300
250
250
250
220
220
200
120
Pré-aquecer tempo /s
6
7
7
8
8
8
10
10
10
15
15
28
35
40
Chama potência /L.min
9~13
13~22
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...