Resolução de problemas da máquina de corte a laser CO2
Já se interrogou porque é que a sua máquina de corte a laser CO2 continua a funcionar mal? Este artigo analisa os problemas mais comuns, como falhas de "queda de alta tensão" e colisões da cabeça de corte, oferecendo uma análise detalhada e passos práticos de resolução de problemas. Saiba como identificar e corrigir estes problemas, garantindo que a sua máquina funciona sem problemas e de forma eficiente. Obtenha informações valiosas e medidas preventivas para evitar tempos de inatividade dispendiosos e melhorar as suas competências de manutenção.
Em 2013, a oficina de componentes estruturais da empresa introduziu duas máquinas de corte a laser CO2 da Trumpf, modelo CP3000.
Devido à falta de experiência na manutenção e reparação deste tipo de equipamento, a maioria das avarias dependia do serviço pós-venda do fabricante, o que resultava em ciclos de reparação longos e custos de manutenção elevados.
Através da análise das causas das avarias, foram formuladas medidas correctivas e preventivas e foi criado um Relatório A4 de Avarias do Equipamento para evitar futuras avarias.
Durante este processo, a experiência de manutenção foi continuamente acumulada e as competências do pessoal de manutenção do equipamento foram melhoradas, conseguindo-se gradualmente uma transição da manutenção externalizada para um modelo de manutenção autossuficiente + externalizada.
1 Reparação de avarias por "queda de alta tensão
1.1 Descrição da avaria:
Durante o processo de corte, o monitor laser apresentou subitamente um alarme "2104", que indicava uma "queda de tensão elevada".
Depois de reiniciar o equipamento, este funcionou normalmente, mas depois disso, ocorreram alarmes intermitentes durante o processo de corte e a frequência dos alarmes aumentou.
1.2 Análise das causas:
De acordo com o princípio de funcionamento do laser, existem cinco causas possíveis para este alarme.
(1) Impurezas no gás de alta pureza, especialmente o excesso de água. A humidade que entra na cavidade ressonante faz com que a resistividade do plasma na cavidade diminua, resultando num aumento anormal da corrente de alimentação de alta tensão.
(2) Fuga na cavidade ressonante, com o ar ambiente a entrar na cavidade. Quando a cavidade ressonante está a funcionar normalmente, é um ambiente de pressão negativa. Se houver um ponto de fuga, o ar ambiente entrará na cavidade.
(3) Fuga do permutador de calor ou do seu anel de vedação, permitindo a entrada de água de arrefecimento na cavidade ressonante.
(4) Relação incorrecta de mistura de gases. Uma razão de mistura incorrecta pode resultar numa diminuição da potência do lasere o laser aumentará a potência através do aumento adequado da corrente de alta tensão da fonte de alimentação. Quando a corrente de alta tensão ultrapassa um determinado intervalo, é emitido um alarme.
(5) Refluxo da bomba de vácuo. Se a válvula unidirecional da bomba de vácuo não estiver bem fechada, o gás residual com vapor de óleo fluirá de volta para a cavidade ressonante, contaminando os componentes ópticos, tais como lentes sujas, e causando uma diminuição da potência.
1.3 Resolução de problemas:
(1) O gás foi transferido para outro laser e utilizado normalmente, excluindo as impurezas do gás como causa.
(2) A cavidade ressonante foi evacuada para menos de 1 kPa (10 mbar), todas as válvulas solenóides foram fechadas e, após 20 minutos, a pressão aumentou em 40 Pa (0,4 mbar), cumprindo os requisitos do fabricante do equipamento, excluindo fugas e fugas do permutador de calor como causa.
(3) O rácio de mistura do gás foi verificado e reajustado. Após o ajustamento, a avaria continuou a existir e a frequência não diminuiu, o que exclui a hipótese de uma relação de mistura de gás incorrecta como causa.
(4) A tubagem entre a bomba de vácuo e a cavidade ressonante foi removida e limpa de manchas de óleo. Antes de desmontar o espelho frontal, o espelho retrovisor e o espelho rebatível, estes foram limpos, reinstalados e ajustados. No entanto, a falha continuava a existir, eliminando o refluxo da bomba de vácuo como causa.
1.4 Resolução de problemas adicionais:
Foi efectuada uma análise e resolução de problemas do estado de funcionamento do equipamento. Durante o processo de corte efetivo, observou-se que, antes de ocorrer o alarme de "queda de alta tensão", a potência subiu subitamente para cerca de 1200W, tendo depois ocorrido o alarme.
O modo de "aquecimento" foi ativado e a potência de aquecimento foi aumentada gradualmente. Quando a potência de ajuste atingiu os 1500W, a potência de saída medida foi de apenas 1200W, e verificou-se um fenómeno de "filamentação" na cavidade ressonante do 1#.
Depois de funcionar durante cerca de 20 segundos, o laser emitiu um alarme de "queda de tensão elevada" e a fonte de alimentação apresentou um alarme de "sobreintensidade". Os componentes electrónicos da fonte de alimentação do laser foram verificados e estavam normais.
A saída de tensão da deteção da cavidade ressonante 1# foi medida na placa de circuito de monitorização de potência (Figura 1), que era de 8,4V, enquanto a tensão da cavidade ressonante 2# era de cerca de 7,6V, indicando que a fonte de alimentação de reforço imersa em óleo da cavidade ressonante 1# estava danificada.
Figura 1: Placa de circuito de monitorização da potência
A fonte de alimentação imersa em óleo foi desmontada (Figura 2) e os componentes electrónicos, tais como o transformador, o condensador de reforço e o díodo de reforço da fonte de alimentação de reforço de cavidade ressonante 1#, foram medidos, tendo-se verificado que estavam todos normais.
Figura 2: Unidade de alimentação eléctrica imersa em óleo
O circuito de deteção de redução de tensão foi medido e verificou-se que uma das resistências redundantes de 100k tinha um valor medido de 116kΩ. Considerou-se preliminarmente que a razão para o alarme de "queda de tensão elevada" se devia ao facto de esta resistência estar danificada.
1.5 Medidas de emergência:
Uma resistência de 100kΩ e 2W foi retirada de outra placa de circuito antiga e utilizada para substituir a resistência danificada. O modo de "aquecimento" foi ativado e a regulação da potência foi gradualmente aumentada até se atingir a potência máxima de 3000W.
O estado de funcionamento do laser foi observado, não tendo ocorrido qualquer alarme de "queda de alta tensão", nem qualquer fenómeno de "filamentação".
1.6 Análise das verdadeiras causas:
(1) Foram testadas as 16 resistências redutoras de tensão em duas máquinas laser, e os seus valores de resistência eram todos superiores ao normal em 5%. Estas resistências são resistências de película de carbono, que têm uma baixa potência e são facilmente oxidadas por choques de tensão, aumentando gradualmente o seu valor de resistência.
Por conseguinte, considerou-se que a utilização de resistências de película de carbono na conceção da placa de circuitos não era razoável, devendo ser utilizadas resistências de película metálica mais estáveis e resistentes ao impacto.
(2) Outros problemas detectados durante o processo de resolução de problemas incluíam um grande desvio entre o rácio de mistura de gás e a definição de fábrica, bem como a substituição e utilização inadequadas de gás de alta pureza.
1.7 Medidas correctivas e preventivas:
(1) Adquirir resistências de película metálica de 100kΩ, 2W para substituir as defeituosas, a fim de evitar tais falhas.
(2) Modificar o manual de operação e manutenção, acrescentando verificações periódicas da tensão e da corrente da fonte de alimentação, ajustando a proporção de mistura de gás e acrescentando itens de inspeção e ajuste regulares. Devem ser desenvolvidos e divulgados, através de acções de formação, procedimentos operacionais de ventilação normalizados e requisitos de utilização.
(3) Inspecções por terceiros de gases de elevada pureza (N2, CO2, He2) utilizados na máquina laser, devendo o fornecedor retificar quaisquer problemas de não conformidade dentro de um prazo especificado.
Resolver o problema da colisão frequente entre a cabeça de corte e a chapa metálica
2.1 Descrição do problema:
(1) Devido à deformação frequente da chapa metálica, a cabeça de corte da corte a laser A máquina colide com a chapa metálica deformada, causando danos em componentes como a cabeça capacitiva, o corpo cerâmico, o bocal de corte e o componente de quatro elos.
Após a colisão, a substituição de peças sobresselentes e a regulação do equipamento conduzem a uma perda de tempo considerável que atrasa a produção.
(2) Em 2018, foi incorrida uma perda total de 103 000 RMB devido a danos por colisão de componentes, detalhados no Quadro 1 (perdas por tempo de inatividade não incluídas).
Quadro 1: Estatísticas das perdas causadas por duas colisões de laser em 2018.
Componente danificado
Quantidade /peças
Preço unitário /10000 yuan
Montante total /10000 yuan
Observações
Cabeça do condensador
6
0.3
1.8
A utilizar após reparação subcontratada
Cabeça do condensador
2
2
4
Não é possível reparar, é necessário comprar
Junta de isolamento
1
0
0
Peça sobressalente nova
Corpo em cerâmica
20
0.02
0.4
Produção própria
2.2 Análise da causa principal
Analisar as possíveis causas a partir dos cinco elementos: pessoas, máquina, material, método e ambiente.
(1) Pessoas: O novo funcionário não é competente na operação e não consegue lidar com a deformação do chapa metálica a tempo. O operador tem um fraco sentido de responsabilidade e não lida com situações em que podem ocorrer colisões. Após a colisão, o coaxial não foi reajustado, resultando na deflexão do feixe laser e na queima da cabeça do condensador; o seguimento não foi ajustado a tempo, resultando numa nova colisão.
(2) Máquina: A resposta do movimento da cabeça de corte à colisão não é suficientemente sensível e não pode ser parada a tempo quando ocorre uma colisão, o que leva à expansão dos acidentes.
(3) Material: O tensão interna da placa é grande, e a placa deforma-se devido à libertação de tensões causada pelo aquecimento durante o corte.
(4) Método: A definição do percurso de corte não é suficientemente considerada e as partes susceptíveis de deformação não são tidas em conta para as evitar tanto quanto possível; não são utilizadas microconexões.
(5) Ambiente: As curtas prateleiras de armazenamento das placas, o longo tempo de armazenamento e os anteriores atropelamentos de pessoal fazem com que as placas se dobrem, tornando-as fáceis de deformar durante o corte.
2.3 Medidas de investigação e de retificação
(1) Formar e avaliar todos os operadores e estabelecer um sistema de recompensas e sanções correspondente.
(2) Ajustar a sensibilidade da resposta ao movimento de colisão para o nível mais elevado sem afetar a utilização.
(3) Aplanar a chapa metálica antes de a colocar na máquina para libertar alguma da tensão interna.
(4) Otimizar o percurso de corte durante a programação e a disposição, tentar evitar as peças propensas a deformação; utilizar microconexões para reduzir a probabilidade de deformação da peça de trabalho.
(5) Alargar a prateleira de armazenamento de placas para evitar que se afunde e dobre em ambas as extremidades; planear de novo a área de armazenamento de placas, criar barreiras para evitar que o pessoal caminhe e pise.
Após a aplicação das medidas acima referidas, a frequência dos problemas de colisão diminuiu ligeiramente, mas o problema não foi completamente resolvido.
2.4 Análise de vídeo e foto para investigação
(1) A causa principal do problema, que não foi resolvido durante muito tempo, é o facto de o pessoal profissional não estar no local quando ocorrem colisões, sendo impossível restabelecer a situação nessa altura.
Posteriormente, através da instalação de monitorização no equipamento e de fotografias após cada colisão, analisando os dados de vídeo e fotografia, verificou-se que as colisões ocorriam durante o percurso em vazio entre o fim de um corte e o ponto de partida do corte seguinte.
Antes do funcionamento em vazio, a cabeça de corte sobe uma certa distância (altura de elevação).
Ao tentar aumentar a altura de elevação, o problema pode ser resolvido.
(2) Estudar o programa de controlo. Observando o programa de corte, verificou-se que a elevação da cabeça de corte durante o funcionamento em vazio é controlada pelas sub-rotinas 1012 e 1022. Abrir a sub-rotina para analisar o princípio de controlo.
(3) Princípio de controlo da altura da cabeça de corte. Utiliza um sensor para detetar e calcular a distância até à altura da placa. Quando é necessário um funcionamento em vazio, o eixo Z move-se na direção negativa até parar quando a altura de deteção é de 10 mm, e depois executa uma ação de funcionamento em vazio.
2.5 Análise da causa principal
(1) Este método de controlo apresenta as seguintes deficiências: o sensor só consegue detetar com precisão a distância de 10 mm. Quanto maior for a distância, maior será o erro. Não pode evitar colisões e só pode parar de funcionar depois de ocorrer uma colisão.
Utilizando o controlo PID, há um problema de atraso de resposta quando ocorre uma colisão, o que leva à expansão dos acidentes de colisão. Só consegue detetar a situação em que a queda de altura da placa é alterada uniformemente e não consegue detetar a situação em que a queda de altura da placa muda subitamente.
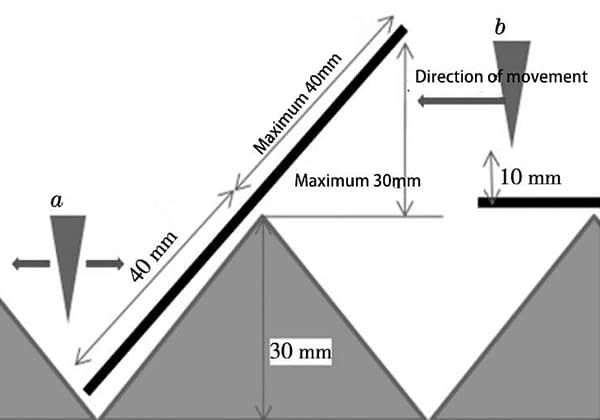
(2) De acordo com as fotografias do local da colisão tiradas pelo operador (Figura 3), é estabelecido um modelo numérico (Figura 4) para analisar a ocorrência de colisões: a colisão ocorrerá quando o ponto a se deslocar em qualquer direção e a colisão ocorrerá quando o ponto b se deslocar para a esquerda.
(3) De acordo com o modelo numérico, o cálculo mostra que a altura máxima de elevação ou afundamento da peça de trabalho é de 30 mm, e a altura de elevação é definida para 10 mm, o que não pode evitar completamente as colisões. No entanto, atualmente, este método de controlo não pode definir a altura de elevação para mais de 10 mm.
Figura 3. O local da colisão
Figura 4. Diagrama do modelo numérico
2.6 Medidas correctivas e preventivas
(1) Desenvolver um plano de ajustamento. Ajustar a sub-rotina da Máquina #1, eliminar o movimento do eixo Z para a posição de deteção do sensor de 10 mm e alterá-lo para: O eixo Z desloca-se 35 mm na direção negativa, deixando de utilizar o controlo do seguidor do sensor, e funciona sem anomalias durante o teste de funcionamento. Após 24 horas de funcionamento contínuo sem colisões ou anomalias, ajustar o programa da máquina #2.
(2) Validar a viabilidade. Registar a taxa de carga do servomotor do eixo Z antes e depois do ajustamento, a diferença máxima da taxa de carga antes e depois do ajustamento é muito pequena, e ambas não excedem 30%.
(3) Verificação. Tem funcionado continuamente até à data (4 meses), sem colisões nem anomalias.
Conclusão
A falha da "queda de alta tensão" e a colisão da cabeça de corte do Máquina de corte a laser CO2 afectam gravemente a eficiência da produção e causam perdas substanciais. Analisando a causa da falha, excluindo as falhas, identificando a causa real e implementando medidas correctivas e preventivas, evitam-se completamente falhas semelhantes. Ao estudar a estrutura e o princípio do equipamento e ao resumir as experiências de reparação, conseguimos a reparação autónoma de algumas falhas deste tipo de equipamento.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se interrogou sobre o que faz funcionar uma máquina de corte a laser? Nesta publicação do blogue, vamos mergulhar profundamente no funcionamento interno destas máquinas de alta precisão que revolucionaram o...
Já se interrogou por que razão a chapa metálica cortada a laser fica por vezes aquém da perfeição? Este artigo aborda problemas comuns de corte a laser, como rebarbas em peças de trabalho e cortes incompletos, e oferece soluções práticas. Por...
Já alguma vez se perguntou como é que um potente raio laser consegue cortar metal como uma faca quente na manteiga? Nesta fascinante publicação do blogue, vamos explorar o funcionamento interno do...
Já alguma vez se perguntou como é que os desenhos complexos são cortados em alumínio com tanta precisão? Este artigo explora o fascinante mundo do alumínio cortado a laser, revelando a tecnologia por detrás dele. Aprenderá...
Imagine gravar sem esforço desenhos complexos em superfícies metálicas com uma precisão exacta. Esta é a magia dos gravadores a laser para metal, uma tecnologia que está a transformar a metalurgia. Neste artigo, irá explorar os princípios,...
Alguma vez se perguntou como é que uma máquina de corte a laser é configurada para um desempenho ótimo? Neste artigo, vamos explorar os passos essenciais para desembalar, inspecionar e instalar a sua nova máquina de...
Já alguma vez se interrogou sobre os factores que afectam a qualidade do corte a laser? Nesta publicação do blogue, vamos mergulhar nos meandros da interação laser-material e explorar como as características do feixe, a potência, a velocidade e...
Alguma vez se perguntou como manter a sua máquina de corte a laser Bystronic a funcionar com o máximo desempenho? A manutenção regular é a chave para garantir uma elevada precisão de corte, reduzir os custos e prolongar...