I. O que é a chanfragem?
O chanfro refere-se ao processo de criação de uma superfície angular num material.
Especificamente, envolve o processamento de arestas afiadas em planos angulares, como a face C (quadrada) ou a face R (redonda), ou saliências em forma de R.
II. Tipos de chanfragem
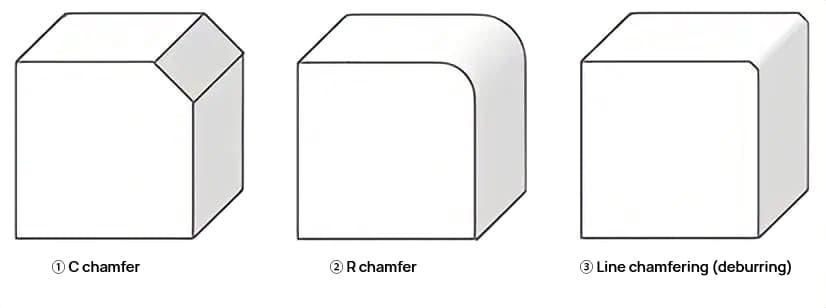
- C Chanfragem
C A chanfradura refere-se ao processamento de uma superfície angular específica no canto de um material. O termo chanfragem refere-se frequentemente à chanfragem de tipo C.
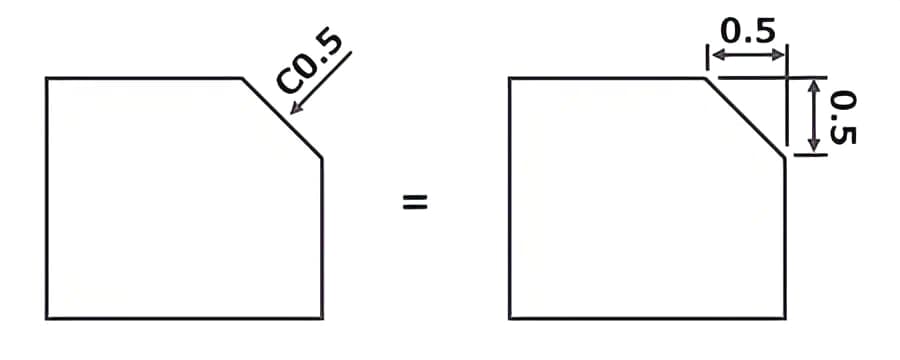
Nos desenhos, é marcado como ←C0.5 na posição da borda, ou "face não especificada C0.5", etc.
Aqui, C0,5 refere-se a uma superfície inclinada de 0,5 mm maquinada a 45° da aresta. Note-se que não se refere ao comprimento da inclinação.
- R Chanfragem
A chanfradura R refere-se ao processamento do canto de um material em forma de arco. No desenho, é especificado como "deve fazer chanfragem R", etc.
A "chanfragem R" é por vezes também designada por "processamento R" ou "processamento redondo".
- Chanfragem de linha (rebarbação)
A chanfradura de linha refere-se ao processamento de uma superfície no canto de um material que é invisível a olho nu.
A chanfradura em linha é geralmente considerada como sendo de cerca de C0,2~0,3, mas, ao contrário da chanfradura em C e da chanfradura em R, não existem regulamentos claros sobre a forma e o tamanho da chanfradura.
Nos desenhos, é frequentemente assinalado como "canto não especificado a fazer chanfradura de linha" ou "cada aresta deve estar livre de rebarbas".
III. Objetivo da chanfradura
- Reforçar a segurança
Após o processamento mecânico, os materiais podem formar cantos afiados e rebarbas. Tocar nestas áreas com as mãos nuas pode cortar a pele. O chanfro pode remover cantos afiados e rebarbas para aumentar a segurança.
- Melhoria da qualidade
Se ficarem peças afiadas ou rebarbas, estas podem causar riscos quando as peças entram em contacto umas com as outras, ou as rebarbas podem cair e causar problemas inesperados.
Além disso, durante os processos de corte e estampagem, os bordos da peça de trabalho podem deformar-se e deformar-se devido à deformação plástica.
Assim, existe o risco de um mau ajuste ou de danos nas peças devido a uma montagem forçada. A chanfradura pode aumentar a probabilidade de evitar estes problemas.
- Melhorar o desempenho da montagem
Utilizando a parte chanfrada como guia, a montagem pode ser efectuada sem problemas.
Quando uma barra redonda passa através de um orifício, se o diâmetro interior do orifício e o diâmetro exterior da barra redonda diferirem ligeiramente, a barra não pode entrar suavemente no orifício, mesmo com um ligeiro desvio de posição ou inclinação.
Após a chanfragem, a inserção pode ser efectuada dentro do intervalo de chanfragem.
IV. Métodos de processamento de chanfradura
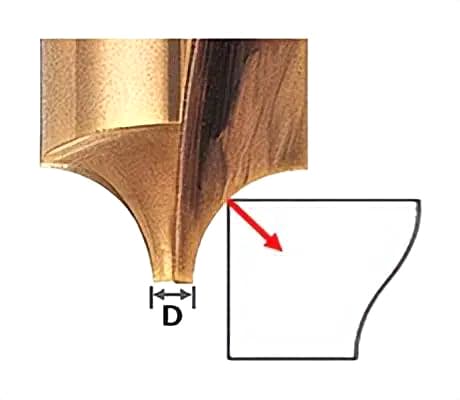
A chanfragem pode ser efectuada de várias formas, tais como fresagem, torneamento, trabalho manual, etc. Aqui, apresentamos o método de processamento de chanfragem através de fresagem.
A fresagem é um processo que envolve a pressão de uma fresa rotativa sobre uma peça de trabalho fixada numa mesa deslizante.
Utilizando uma fresa de chanfrar concebida de acordo com a forma da peça de trabalho, a chanfradura pode ser facilmente obtida.
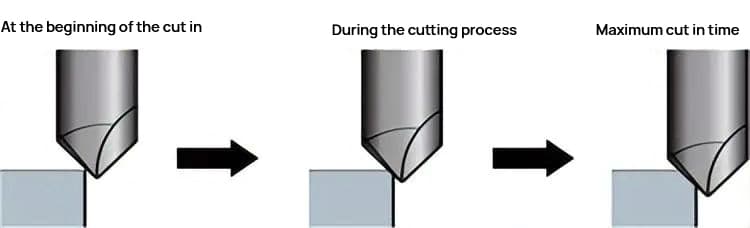
No caso da chanfradura em C, a chanfradura também pode ser efectuada inclinando a ferramenta ou a peça de trabalho e utilizando uma fresa de topo plano geral.
Os pontos-chave do processamento incluem os dois pontos seguintes.
- Deve ter-se em conta o processamento nas condições de profundidade máxima de corte.
- Se a quantidade de corte for grande, recomenda-se o corte por fases.
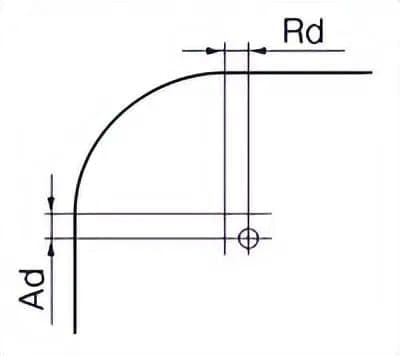
Para a chanfragem R, consultar o seguinte.
Idealmente, a quantidade de corte nas direcções Ad e Rd deve ser aproximadamente a mesma.
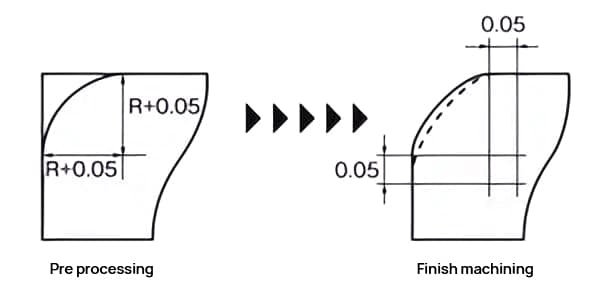
Devem ser utilizadas diferentes profundidades de corte para desbaste e acabamento.
- Desbaste: A profundidade de corte para Rd e Ad deve ser inferior a 0,2D (D é o diâmetro da aresta de corte) de uma só vez. O processo deve ser completado em várias fases. Deixar uma margem de acabamento de 0,05 mm.
- Acabamento: A profundidade de corte para Rd e Ad deve ser de 0,05 mm.
V. Anotações de chanfro
Existem vários tipos de chanfros nos componentes representados nas plantas, incluindo chanfro de borda, chanfro de furo, chanfro de extremidade de eixo e a remoção de arestas vivas e rebarbas.
1. Chanfro de borda:
Também conhecido como chanfro de aresta externa. Por exemplo, um cubo tem 12 arestas externas. Se a planta indicar um chanfro de C0,5, então todas as 12 arestas devem ser processadas num chanfro de 0,5*45°.
2. Chanfro do furo:
Isto inclui furos circulares e furos irregulares. Se a planta indicar um chanfro de furo de C0,5, então todos os furos no componente devem ser processados com um chanfro de 0,5*45°. Se apenas for necessária uma peça específica, esta deve ser claramente assinalada.
3. Chanfro da extremidade do veio:
Refere-se ao chanfro em ambas as extremidades de um veio. Para veios escalonados, se tiver de ser especificado no texto, deve ser rotulado como um chanfro do ombro do veio. Supondo que o projetista de um veio escalonado requer que todos os ombros do veio e ambas as extremidades do veio tenham um chanfro de 0,5*45°, pode ser escrito como chanfro da extremidade do veio e do ombro C0,5.
Nota: Se apenas estiver escrito "chanfro da extremidade do veio C0.5", a ausência de um chanfro do ombro não constitui um defeito retornável. Se apenas estiver escrito "chanfro do ombro do eixo C0.5", a ausência de um chanfro de extremidade não constitui um defeito retornável.
4. Chanfragem de peças em forma de disco:
O chanfro das peças em forma de disco não pode ser escrito como chanfro da extremidade do veio. Deve ser desenhado e identificado no diagrama.
5. Chanfragem de furos roscados e extremidades de parafusos:
É comum chanfrar até à profundidade da rosca e não é necessário explicá-lo no desenho. Se existirem circunstâncias especiais, estas devem ser especificamente indicadas.
6. Rebarbagem:
Esta é também uma forma de descrever a chanfradura, especificamente utilizada no processo de chapa metálica peças. Por exemplo, não é adequado falar em chanfrar uma placa de 1 mm de espessura. Atualmente, estipula-se que o processo de chanfragem para placas com menos de 3 mm de espessura, que é utilizado para requisitos de toque suave, é designado por rebarbação.
7. Utilizado para limar os cantos:
O processo utilizado para limar os cantos tem de ser escrito como R<... (Nota: do ponto de vista do processo, deve ser adotado um valor tão grande quanto possível para R) ou para criar um orifício de folga.
Nota: chanfrar um ângulo C é mais barato do que chanfrar um ângulo R (para contornos externos).
As seguintes afirmações estão correctas:
1. Os desenhos indicam uma chanfradura não especificada de C1, mas em nenhuma parte dos desenhos está explicitamente desenhada ou representada uma chanfradura, pelo que a menção de uma chanfradura não especificada não faz sentido. (Este ponto requer uma atenção especial).
2. As arestas dos furos e as arestas rectas dos furos quadrados nas peças não são consideradas chanfros de texto.
3. Dependendo das condições reais das peças, o número de chanfros acima referido excede por vezes 12. Por exemplo, quando uma ranhura é cortada numa placa, os dois bordos da ranhura constituem chanfros exteriores adicionais e o chanfro original é dividido em múltiplos chanfros exteriores pela ranhura, enquanto os chanfros no fundo da ranhura ou do recesso não contam como chanfros exteriores.
4. Os chanfros na parte inferior do rebaixo não são considerados chanfros exteriores.
5. A chanfradura só é utilizada para chanfros exteriores.
6. Se os desenhos indicarem um certo número de chanfros, não é necessário representar nos desenhos as formas dessas arestas exteriores chanfradas. O mesmo se aplica aos chanfros nas arestas dos furos ou nas extremidades dos veios, bem como aos chanfros dos ombros.
7. Os ângulos agudos ou obtusos não devem ser marcados na planta, uma vez que as arestas são tipicamente ângulos rectos (90° não devem ser referidos como ângulos agudos).
8. Os chanfros também incluem arestas exteriores com ângulos agudos.
9. Para garantir a clareza da planta, é muitas vezes desenhada uma vista suplementar, mesmo que não esteja marcada qualquer dimensão.