Já alguma vez se interrogou sobre o fascinante mundo da fundição? Este processo de fabrico antigo, mas em constante evolução, molda o nosso quotidiano de inúmeras formas. Nesta publicação do blogue, vamos explorar os vários tipos de técnicas de fundição utilizadas para criar peças metálicas complexas com precisão e eficiência. Da tradicional fundição em areia à avançada fundição sob pressão, cada método oferece vantagens únicas para diferentes aplicações. Junte-se a nós enquanto mergulhamos nos meandros deste processo de fabrico essencial e descubra como continua a impulsionar a inovação em todas as indústrias.
A fundição é um processo de fabrico fundamental no qual um material líquido é vertido num molde com uma cavidade oca com a forma pretendida e, em seguida, é deixado solidificar. A parte solidificada é conhecida como uma peça fundida, que é ejectada ou partida do molde para completar o processo.
Existem vários tipos de processos de fundição, cada um com as suas características únicas, vantagens e desvantagens. Estes podem ser categorizados em dois grupos principais: Fundição em molde de areia e Fundição especial.
1. Fundição em molde de areia
A fundição em molde de areia é um dos métodos de fundição mais comuns e versáteis. Envolve a criação de um molde a partir de areia e o derrame de metal fundido na cavidade. Existem três tipos principais de fundição em molde de areia:
1.1 Fundição em areia húmida
Definição: Utiliza areia misturada com água e argila para formar o molde.
Características: O molde está húmido quando o metal é vertido.
Vantagens: Económica, adequada para grandes peças fundidas e areia reutilizável.
Desvantagens: Precisão e acabamento superficial limitados, possibilidade de defeitos relacionados com a humidade.
1.2 Fundição em areia seca
Definição: Utiliza areia que é seca antes de deitar o metal fundido.
Características: O molde é cozido para remover a humidade.
Vantagens: Melhor precisão dimensional e melhor acabamento superficial do que a fundição em areia húmida.
Desvantagens: Custo mais elevado devido ao processo de secagem, tempo de produção mais longo.
1.3 Fundição em areia com endurecimento químico
Definição: Utiliza areia quimicamente ligada para formar o molde.
Características: A areia é misturada com aglutinantes químicos que endurecem o molde.
Vantagens: Moldes de alta resistência, excelente precisão dimensional e acabamento superficial.
Desvantagens: Mais caro do que a fundição em areia tradicional, manuseamento complexo de produtos químicos.
2. Fundição especial
Os processos especiais de fundição utilizam diferentes materiais e técnicas para criar moldes e peças fundidas. Estes podem ser divididos em duas categorias principais com base no material de modelação:
2.1 Fundição à base de areia mineral natural
Fundição por cera perdida: Utiliza um padrão de cera revestido com material refratário para formar um molde. Alta precisão e excelente acabamento superficial, mas caro e demorado.
Fundição em argila: Utiliza a argila como principal material de moldagem. Adequado para objectos artísticos e decorativos, mas limitado à produção em pequena escala.
Fundição de conchas: Envolve a criação de uma fina camada de areia e resina à volta de um padrão. Oferece um bom acabamento superficial e precisão dimensional, mas está limitado a peças mais pequenas.
Fundição por pressão negativa: Utiliza o vácuo para puxar o metal fundido para dentro do molde. Proporciona um excelente pormenor e reduz a porosidade, mas requer equipamento especializado.
Fundição de molde completo: Utiliza um padrão de espuma que se vaporiza quando o metal fundido é derramado. Simples e económico, mas pode produzir defeitos relacionados com o gás.
Fundição de moldes cerâmicos: Utiliza materiais cerâmicos para criar o molde. Adequado para ligas de alta temperatura e proporciona um excelente acabamento superficial, mas é caro.
2.2 Fundição à base de metal
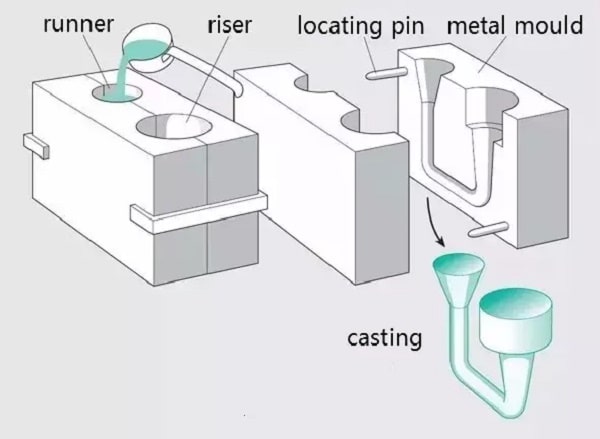
Fundição de moldes metálicos: Envolve a utilização de moldes metálicos, também conhecidos como matrizes, para criar peças fundidas. Elevada precisão e acabamento de superfície, mas limitada à produção de grandes volumes devido ao custo do molde.
Fundição sob pressão (Die Casting): O metal fundido é forçado a entrar num molde sob alta pressão. Excelente precisão dimensional e acabamento superficial, mas limitado a metais não ferrosos.
Fundição contínua: O metal fundido é continuamente vertido para um molde e solidificado. Adequado para produzir grandes comprimentos de material, mas limitado a formas específicas.
Fundição a baixa pressão: Utiliza baixa pressão para encher o molde com metal fundido. Reduz a turbulência e melhora a qualidade, mas requer equipamento especializado.
Fundição centrífuga: Utiliza a força centrífuga para distribuir o metal fundido no molde. Ideal para peças cilíndricas e proporciona uma elevada densidade de material, mas está limitado a geometrias específicas.
Compreender os vários processos de fundição é crucial para selecionar o método adequado para uma aplicação específica. Cada processo tem o seu conjunto único de características, vantagens e desvantagens, tornando-os adequados para diferentes tipos de produtos e escalas de produção. Ao explorar estes processos em detalhe, pode tomar decisões informadas para otimizar a eficiência do fabrico e a qualidade do produto.
Explicação dos diferentes tipos de fundição
1. Fundição em areia
O que é a fundição em areia?
A fundição em areia é um método versátil e amplamente utilizado para produzir peças fundidas de metal, criando um molde a partir de uma mistura de areia. Este processo é capaz de produzir peças fundidas a partir de uma variedade de metais, incluindo aço, ferro e a maioria das ligas não ferrosas. É particularmente valorizado pela sua capacidade de criar formas complexas e cavidades interiores intrincadas.
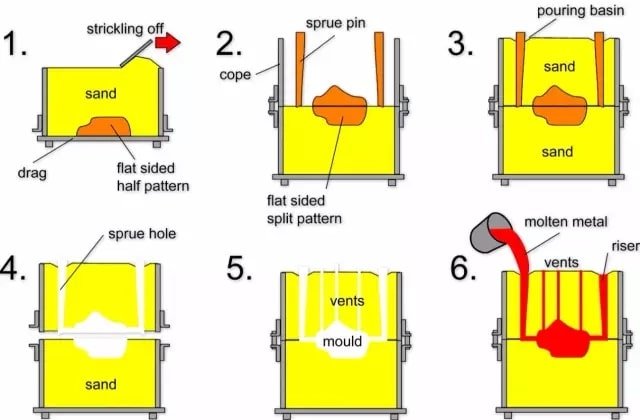
Processo tecnológico
O processo de fundição em areia envolve várias etapas fundamentais:
Criação de padrões: Um padrão, normalmente feito de madeira, metal ou plástico, é criado com a forma da peça desejada.
Fabrico de moldes: O molde é colocado num recipiente e enchido com areia para formar um molde. A areia é misturada com um aglutinante para ajudar a manter a sua forma.
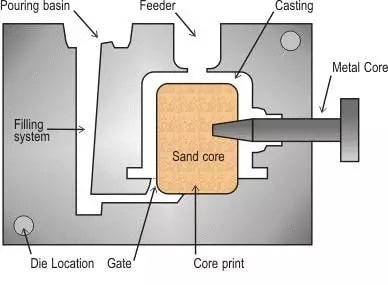
Criação de núcleo: Se a peça fundida necessitar de cavidades internas, são colocados núcleos feitos de areia no interior do molde.
Montagem do molde: As metades do molde são montadas e os núcleos necessários são colocados no interior.
Derramamento: O metal derretido é vertido na cavidade do molde através de um sistema de comportas.
Arrefecimento: O metal é deixado arrefecer e solidificar dentro do molde.
Agitação: O molde de areia é desmontado e a peça fundida é retirada.
Limpeza: A peça fundida é limpa para remover qualquer resto de areia, incrustações ou excesso de metal.
Inspeção: A peça fundida é inspeccionada quanto a defeitos e precisão dimensional.
Processo de fundição em areia
Características técnicas
A fundição em areia apresenta várias características notáveis:
Formas complexas: É adequado para a produção de peças com geometrias complexas e cavidades internas intrincadas.
Adaptabilidade: A fundição em areia pode ser utilizada com uma vasta gama de metais e ligas, o que a torna altamente adaptável.
Rentável: O processo é relativamente barato, especialmente para pequenas séries de produção ou peças personalizadas.
Flexibilidade do material: É o único processo viável para a produção de peças ou de peças em bruto a partir de materiais com fraca plasticidade, como o ferro fundido.
Aplicações
A fundição em areia é amplamente utilizada em vários sectores industriais devido à sua versatilidade e rentabilidade. As aplicações mais comuns incluem:
Indústria automóvel: Blocos de motor, cabeças de cilindro e cambotas.
Indústria aeroespacial: Componentes estruturais e caixas.
Máquinas: Caixas de velocidades, caixas de bombas e corpos de válvulas.
Construção: Componentes e acessórios de arquitetura.
Em resumo, a fundição em areia é um método altamente adaptável e económico para a produção de peças metálicas fundidas com formas complexas e detalhes intrincados. A sua capacidade de trabalhar com uma vasta gama de materiais torna-a um processo essencial em muitas aplicações industriais.
2. Fundição por revestimento
O que é a fundição por cera perdida?
A fundição por cera perdida é um processo de fundição de precisão que envolve a criação de um padrão a partir de um material fusível, normalmente cera. Este padrão é depois envolvido em várias camadas de materiais refractários para formar um molde. Uma vez criado o molde, o padrão é derretido, deixando uma cavidade sem superfícies de separação. O molde é então cozido a altas temperaturas para remover qualquer cera remanescente e para fortalecer o molde. Por fim, o metal fundido é vertido na cavidade para criar a peça fundida final.
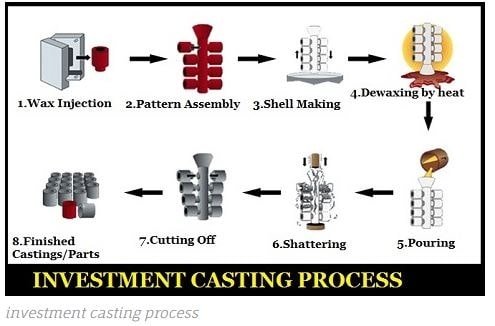
Processo tecnológico
O processo de fundição por cera perdida envolve várias etapas fundamentais:
Criação de padrões: É feito um molde em cera, que é uma réplica exacta do produto final.
Montagem: Os moldes de cera são ligados a um jito de cera central para formar um conjunto em forma de árvore.
Edifício Shell: O conjunto é mergulhado repetidamente numa pasta cerâmica e revestido com areia fina para formar uma casca espessa e dura.
Desparafinagem: O invólucro de cerâmica é aquecido para derreter e escorrer a cera, deixando um molde oco.
Pré-aquecimento: O molde é novamente aquecido para remover qualquer cera residual e para o preparar para o vazamento do metal.
Fundição: O metal fundido é vertido no molde pré-aquecido.
Arrefecimento: O molde é deixado arrefecer e solidificar.
Remoção de conchas: O invólucro cerâmico é quebrado para revelar a peça metálica fundida.
Acabamento: A peça fundida é cortada do jito e são efectuadas todas as operações de acabamento necessárias, como a retificação ou a maquinagem.
Processo de fundição por cera perdida
Vantagens
Elevada exatidão dimensional e precisão geométrica: A fundição por cera perdida produz peças com tolerâncias apertadas e pormenores intrincados.
Excelente acabamento de superfície: O processo produz peças com uma rugosidade superficial elevada, reduzindo a necessidade de acabamento adicional.
Formas complexas: Pode fundir geometrias complexas que seriam difíceis ou impossíveis de obter com outros métodos de fundição.
Versatilidade de materiais: É possível fundir uma vasta gama de ligas, incluindo as que são difíceis de maquinar.
Desvantagens
Procedimentos complicados: O processo envolve várias etapas e exige um controlo cuidadoso em cada fase.
Custo elevado: Devido à complexidade e à natureza de trabalho intensivo do processo, a fundição por cera perdida pode ser mais cara do que outros métodos de fundição.
Aplicações
A fundição por cera perdida é particularmente adequada para produzir peças pequenas com formas complexas e requisitos de alta precisão. É amplamente utilizada em indústrias como a aeroespacial, a automóvel e a dos dispositivos médicos. As aplicações mais comuns incluem:
Lâminas de motores de turbina: Estas peças requerem uma elevada precisão e geometrias complexas.
Implantes médicos: A fundição por cera perdida pode produzir componentes complexos e biocompatíveis.
Jóias: O processo é ideal para criar desenhos pormenorizados e delicados.
Componentes para automóveis: As peças de alta precisão, tais como engrenagens e componentes de motores, são frequentemente fundidas por cera perdida.
A fundição por cera perdida continua a ser um processo vital no fabrico moderno, fornecendo componentes precisos e de alta qualidade para uma variedade de aplicações.
3. Fundição em molde de argila
A fundição em molde de argila é um processo de fundição tradicional que utiliza a argila como material principal para criar moldes para a produção de várias peças fundidas. Este método tem um significado histórico e tem sido utilizado durante séculos, particularmente na China, onde é reconhecido como uma das primeiras tecnologias de fundição conhecidas.
Materiais e processos
Para garantir que o molde de argila tem uma forte força de coesão, a argila é misturada com água e vários materiais orgânicos e inorgânicos. Estes materiais incluem:
Casca de arroz e palha de arroz: Estes subprodutos agrícolas ajudam a ligar a argila e a melhorar a sua integridade estrutural.
Estrume de cavalo: A matéria orgânica, como o estrume de cavalo, ajuda a criar uma estrutura porosa dentro do molde.
Cinza de palha: Este material contribui para a dureza e a durabilidade do molde.
Depois de misturada, a argila é submetida a um processo de secagem ao ar ou ao sol. Esta fase de secagem é crucial, uma vez que solidifica o molde, tornando-o duro e duradouro. O molde de barro resultante apresenta poros de saída de ar, essenciais para a saída de gases durante o processo de fundição.
Características do molde
Textura da superfície: A superfície do molde de argila é fina e uniforme, o que ajuda a obter um acabamento suave no produto fundido.
Textura interna: A textura média do molde é mais grosseira, proporcionando a resistência e a rigidez necessárias.
Materiais adicionais: Para melhorar as propriedades do molde, podem ser adicionados materiais como areia, escórias de tanques e tijolos partidos. Estas adições ajudam a melhorar a resistência térmica do molde e a sua durabilidade geral.
Reutilização
Uma das vantagens notáveis da fundição em molde de argila é a possibilidade de reutilização do molde. O molde de argila pode ser utilizado várias vezes, classificando-o como um molde semi-permanente. Esta caraterística torna-o uma escolha económica e eficiente para os processos de fundição.
Importância histórica
A fundição em molde de argila ocupa um lugar de destaque na história da manufatura, particularmente na China. Representa o engenho e a desenvoltura dos primeiros metalúrgicos que desenvolveram este método para produzir uma variedade de objectos metálicos.
Aplicações
Embora as técnicas de fundição modernas tenham evoluído, a fundição em molde de argila continua a ser apreciada pela sua simplicidade e eficácia em determinadas aplicações. É particularmente útil na produção em pequena escala e em áreas onde os métodos tradicionais são preferidos.
A fundição em molde de argila é um testemunho do legado duradouro das técnicas de fabrico tradicionais. Ao utilizar materiais facilmente disponíveis e processos simples, tem proporcionado um método fiável para a produção de peças fundidas durante séculos. A sua importância histórica e as suas vantagens práticas continuam a torná-la um método de fundição valioso em contextos específicos.
4. Fundição em molde de concha
A fundição em molde de concha é um processo de fundição de precisão que produz peças fundidas de alta qualidade utilizando moldes de concha fina. Este método foi inventado por Johannes Croning em 1943 e foi utilizado pela primeira vez na Alemanha em 1944. Desde a sua criação, a técnica tem sido amplamente adoptada por várias indústrias em todo o mundo devido à sua eficiência e capacidade de produzir peças fundidas complexas e precisas.
Visão geral do processo
O processo de fundição em molde de concha envolve várias etapas fundamentais:
Preparação do modelo: Um molde de metal, normalmente feito de ferro ou aço, é aquecido a uma temperatura de 180-280°C.
Aplicação de areia de moldagem: A areia de moldagem endurecida pelo calor, normalmente revestida de resina fenólica, é aplicada ao molde aquecido. Isto cria um molde de casca fina com uma espessura tipicamente entre 6-12mm.
Curar o bolor: O molde é ainda aquecido para solidificar a areia revestida de resina, proporcionando a resistência e a rigidez necessárias à concha.
Montagem de cascas de molde: As conchas superior e inferior do molde são fixadas ou coladas com resina, formando um molde completo sem necessidade de uma caixa de areia tradicional.
Criação de núcleo: Os núcleos, se necessário, também podem ser feitos usando o mesmo processo de moldagem de conchas. O método de sopro é normalmente utilizado para fabricar núcleos de casca fina.
Vantagens da fundição em molde de concha
Precisão e exatidão: O processo permite a produção de peças fundidas com pormenores finos e tolerâncias apertadas.
Acabamento da superfície: As peças fundidas produzidas com moldes de concha têm normalmente um acabamento superficial superior em comparação com as produzidas com métodos tradicionais de fundição em areia.
Eficiência: Os moldes de casca fina requerem menos material e energia, tornando o processo mais eficiente e económico.
Versatilidade: A fundição em molde de concha pode ser utilizada para uma vasta gama de metais, incluindo ligas ferrosas e não ferrosas.
Aplicações
A fundição em molde de concha é amplamente utilizada em indústrias onde a precisão e os acabamentos de superfície de alta qualidade são críticos. As aplicações mais comuns incluem:
Indústria automóvel: Componentes de motores, peças de transmissão e outras peças automóveis críticas.
Indústria aeroespacial: Componentes de precisão que exigem elevada resistência e fiabilidade.
Indústria de máquinas-ferramenta: Peças complexas e pormenorizadas para várias máquinas.
A fundição em molde de concha é um método de fundição altamente eficiente e preciso que tem sido fundamental para o avanço das capacidades de fabrico em várias indústrias. A sua capacidade de produzir peças fundidas de alta qualidade e pormenorizadas, com excelentes acabamentos de superfície, faz com que seja a escolha preferida para muitas aplicações.
5. Fundição em moldes cerâmicos
A fundição em molde cerâmico é um método de fundição sofisticado que utiliza uma pasta cerâmica para produzir peças fundidas de alta qualidade. Esta técnica é particularmente valorizada pela sua capacidade de criar formas precisas e complexas com excelentes acabamentos de superfície. Vamos aprofundar as especificidades deste processo de fundição.
Composição da pasta cerâmica
A pasta cerâmica utilizada neste método de fundição é composta por:
Hidrolisado de silicato de etilo: Actua como aglutinante.
Areias finas refractárias: Estes incluem materiais como o quartzo fundido, o zircão e o corindo. Estas areias são escolhidas pela sua textura pura e alta estabilidade térmica, que são cruciais para manter a integridade do molde sob altas temperaturas.
Catalisadores para gelificação
Para acelerar o processo de gelificação da pasta cerâmica, são frequentemente adicionados catalisadores como o hidróxido de cálcio ou o óxido de magnésio. Estes catalisadores ajudam a solidificar rapidamente a pasta, tornando o molde pronto para as etapas seguintes num período de tempo mais curto.
Visão geral do processo
Devido às semelhanças de composição e aparência entre os materiais refractários utilizados e as cerâmicas tradicionais, este processo é muitas vezes referido como fundição de "tipo cerâmico". A fundição em molde cerâmico é uma tecnologia avançada que evoluiu da fundição em molde de areia tradicional, oferecendo maior precisão e qualidade de superfície.
Tipos de moldes de fundição em cerâmica
Existem dois métodos principais de fundição de moldes cerâmicos:
1. Produção de moldes utilizando uma caixa de areia
Aplicação: A pasta cerâmica é aplicada a uma placa de moldagem.
Revestimento: A caixa de areia é revestida com a lama.
Derramamento: A lama ajustada é vertida na caixa de areia.
Colagem e endurecimento: O molde é deixado a aderir e a endurecer.
Cozinhar: O molde é depois cozido a altas temperaturas para formar o molde de fundição final.
Este método é particularmente útil para criar peças de fundição pormenorizadas e complexas.
2. Produção de moldes utilizando um casquilho
Preenchimento de lacunas: A pasta cerâmica é vertida no espaço entre o casquilho e o molde.
Material do casquilho: O casquilho pode ser de areia ou de metal.
Eficiência: Este método é eficaz porque permite poupar uma quantidade significativa de lama cerâmica.
Esta técnica é amplamente utilizada na produção devido à sua eficiência material e à sua relação custo-eficácia.
Vantagens da fundição em molde cerâmico
Precisão: Permite a criação de formas complexas e pormenorizadas.
Acabamento da superfície: Produz peças fundidas com excelentes acabamentos de superfície.
Estabilidade térmica: A elevada estabilidade térmica dos materiais refractários garante a integridade do molde a altas temperaturas.
Eficiência dos materiais: A utilização de casquilhos pode reduzir significativamente a quantidade de pasta cerâmica necessária.
A fundição em molde cerâmico representa um avanço significativo na tecnologia de fundição, oferecendo inúmeras vantagens em relação aos métodos tradicionais. A sua capacidade de produzir peças fundidas de alta precisão e qualidade torna-a um processo inestimável em várias aplicações industriais. Ao compreender a composição, os catalisadores e os métodos envolvidos, os fabricantes podem utilizar eficazmente esta tecnologia para obter resultados de fundição superiores.
6. Fundição de moldes metálicos
A fundição em molde de metal, também conhecida como fundição em molde duro, é um processo altamente eficiente no qual o metal líquido é vertido num molde de metal para criar peças fundidas. O molde, normalmente feito de aço ou ferro fundido, pode ser reutilizado várias vezes, muitas vezes com centenas a milhares de ciclos, o que o torna um método económico para a produção em massa.
Vantagens da fundição de moldes metálicos
Reutilização: Os moldes metálicos são duráveis e podem ser utilizados repetidamente, reduzindo o custo por fundição ao longo do tempo.
Precisão: Os moldes metálicos oferecem uma elevada precisão dimensional e um excelente acabamento superficial, reduzindo a necessidade de maquinagem adicional.
Velocidade de produção: O processo permite ciclos de produção rápidos, o que é vantajoso para o fabrico de grandes volumes.
Limitações da fundição de moldes metálicos
Apesar das suas vantagens, a fundição em moldes metálicos tem algumas limitações:
Restrições materiais: Enquanto os metais não ferrosos como o alumínio, o magnésio e o zinco são normalmente utilizados, os metais ferrosos como o ferro fundido e o aço podem ser mais difíceis devido aos seus pontos de fusão mais elevados e ao desgaste que provocam nos moldes.
Complexidade das formas: O processo é mais adequado para formas mais simples. As geometrias complexas podem exigir desenhos de moldes mais complexos, cuja produção pode ser dispendiosa e demorada.
Restrições de peso: O peso das peças fundidas é geralmente limitado. As peças fundidas mais pesadas podem causar um desgaste excessivo nos moldes e podem exigir técnicas especiais de manuseamento e arrefecimento.
Espessura da parede: Existem limitações quanto à espessura mínima da parede que pode ser alcançada. As paredes mais finas podem ser difíceis de fundir uniformemente, conduzindo a potenciais defeitos e fraquezas estruturais.
Custo inicial: O custo inicial da criação de moldes metálicos é relativamente elevado em comparação com outros métodos de fundição, como a fundição em areia. Este facto torna-o menos adequado para produções de baixo volume.
Aplicações
A fundição de moldes metálicos é amplamente utilizada em indústrias onde a alta precisão e a repetibilidade são cruciais. As aplicações mais comuns incluem:
Indústria automóvel: Produção de componentes de motores, peças de transmissão e outros componentes críticos.
Indústria aeroespacial: Fabrico de peças leves e de elevada resistência.
Eletrónica de consumo: Produção de caixas e componentes estruturais para dispositivos electrónicos.
Máquinas industriais: Componentes que exigem grande durabilidade e precisão.
A fundição em molde metálico é um processo de fabrico versátil e eficiente, particularmente adequado para a produção de grandes volumes de peças metálicas com excelente precisão dimensional e acabamento superficial. No entanto, as suas limitações em termos de material, complexidade de forma e peso devem ser cuidadosamente consideradas ao selecionar este método para aplicações específicas.
7. Fundição injectada
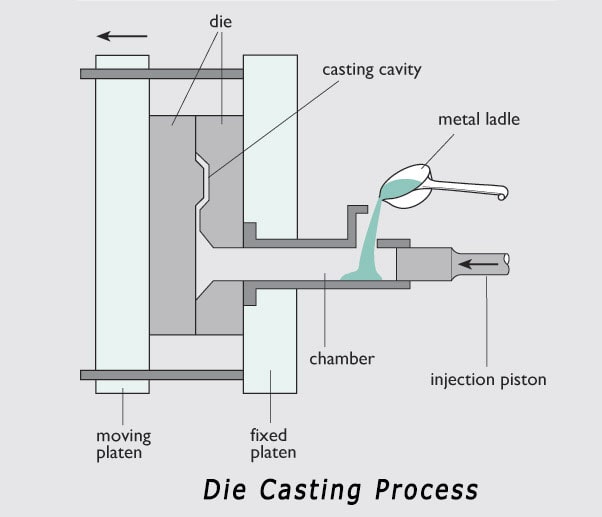
O que é a fundição injectada?
A fundição sob pressão é um processo de fabrico no qual o metal fundido é injetado numa cavidade de molde de metal de precisão a alta pressão e alta velocidade. O metal arrefece e solidifica sob pressão, formando uma peça fundida com dimensões precisas e um acabamento de superfície liso.
Processo tecnológico
O processo de fundição sob pressão envolve várias etapas fundamentais:
Preparação: O molde é preparado e revestido com um lubrificante para facilitar a remoção da peça fundida.
Injeção: O metal fundido é injetado na cavidade do molde a alta pressão.
Arrefecimento: O metal é deixado arrefecer e solidificar dentro do molde.
Ejeção: O molde é aberto e a peça de fundição solidificada é ejectada.
Aparar: O material em excesso, tal como a rebarba, é removido da peça fundida.
Vantagens
Alta pressão e caudal rápido: O líquido metálico é submetido a uma pressão elevada e flui rapidamente durante a fundição injectada, assegurando o enchimento rápido e completo do molde.
Boa qualidade do produto: As peças fundidas sob pressão têm dimensões estáveis, bom acabamento superficial e excelente permutabilidade.
Elevada eficiência de produção: Os moldes de fundição sob pressão podem ser reutilizados muitas vezes, o que torna o processo adequado para a produção de grandes volumes.
Benefícios económicos: O processo é rentável para a produção em massa devido à sua elevada eficiência e repetibilidade.
Desvantagens
Porosidade e retração: As peças fundidas são propensas a desenvolver poros finos e defeitos de retração, que podem afetar as suas propriedades mecânicas.
Baixa plasticidade: As peças fundidas sob pressão têm pouca plasticidade e não são adequadas para aplicações que envolvam cargas de impacto ou vibrações.
Vida do molde: Ao fundir ligas de elevado ponto de fusão, a vida útil do molde é reduzida, o que pode limitar a escala de produção e aumentar os custos.
Aplicações
A fundição injectada foi inicialmente utilizada nas indústrias automóvel e de instrumentos. Ao longo do tempo, as suas aplicações expandiram-se a vários sectores, incluindo:
Máquinas agrícolas
Indústria das máquinas-ferramentas
Indústria eletrónica
Indústria de defesa nacional
Computadores
Equipamento médico
Relógios e câmaras
Hardware diário
A fundição injetada continua a ser um processo de fabrico versátil e amplamente utilizado devido à sua capacidade de produzir formas complexas com elevada precisão e excelente qualidade de superfície.
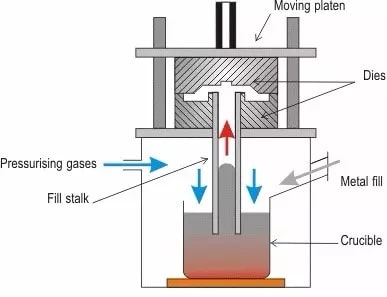
A fundição a baixa pressão é um processo de fabrico em que o metal líquido é feito para encher um molde sob uma pressão baixa, normalmente entre 0,02 e 0,06 MPa. O metal cristaliza-se então sob esta pressão para formar uma peça fundida. Este método distingue-se pela sua capacidade de controlar a pressão e a velocidade do metal durante o vazamento, tornando-o adequado para uma variedade de moldes e ligas de fundição.
Processo tecnológico
Preparação do molde: O molde, que pode ser de metal ou de areia, é preparado e posicionado.
Derreter o metal: O metal é fundido num forno.
Preenchendo o molde: O metal fundido é injetado no molde a partir do fundo sob baixa pressão, assegurando um processo de enchimento estável e controlado.
Solidificação: O metal solidifica sob pressão, formando uma peça fundida densa e de alta qualidade.
Arrefecimento e ejeção: A peça fundida é deixada arrefecer e é depois ejectada do molde.
Características técnicas
Pressão e velocidade ajustáveis
Versatilidade: A pressão e a velocidade durante o vazamento podem ser ajustadas, tornando o processo adequado para vários moldes de fundição, incluindo moldes de metal e de areia.
Diversas aplicações: Pode ser utilizado para fundir diferentes ligas e produzir peças fundidas de vários tamanhos.
Método de enchimento por injeção no fundo
Enchimento estável: Ao adotar um método de enchimento por injeção no fundo, o líquido metálico enche o molde de forma estável sem salpicos.
Prevenção de gases: Este método permite evitar a presença de gás na peça fundida.
Redução da erosão: Reduz a erosão das paredes do molde e do núcleo, melhorando assim a taxa de aprovação da fundição.
Peças fundidas de alta qualidade
Estrutura densa: A peça fundida solidifica-se sob pressão, resultando numa estrutura densa.
Contorno nítido e superfície lisa: As peças vazadas têm um contorno nítido e uma superfície lisa.
Elevadas propriedades mecânicas: O processo resulta em peças fundidas com elevadas propriedades mecânicas, o que o torna particularmente vantajoso para peças de grandes dimensões e de paredes finas.
Eficiência e automatização
Elevada utilização de metais: O processo elimina a necessidade de risers, aumentando a taxa de utilização do metal para 90-98%.
Baixa intensidade de trabalho: Caracteriza-se por uma baixa intensidade de trabalho e boas condições de trabalho.
Equipamento simples: O equipamento utilizado é relativamente simples.
Mecanização e automatização: Existe um elevado potencial de mecanização e automatização, aumentando a produtividade e a consistência.
Aplicação
A fundição a baixa pressão é principalmente utilizada no fabrico de produtos tradicionais, tais como:
Cabeças de cilindro
Cubos
Armações de cilindros
Estes componentes beneficiam das características de alta qualidade das peças fundidas a baixa pressão, tais como a sua estrutura densa e as suas elevadas propriedades mecânicas.
A fundição a baixa pressão é um método versátil e eficiente para produzir peças fundidas de metal de alta qualidade. A sua capacidade de controlar a pressão e a velocidade durante o vazamento, combinada com os benefícios do enchimento por injeção no fundo e da solidificação sob pressão, torna-a adequada para uma vasta gama de aplicações. O processo não só melhora a qualidade das peças fundidas, como também melhora a utilização do metal e permite uma maior automatização, tornando-o uma técnica valiosa no fabrico moderno.
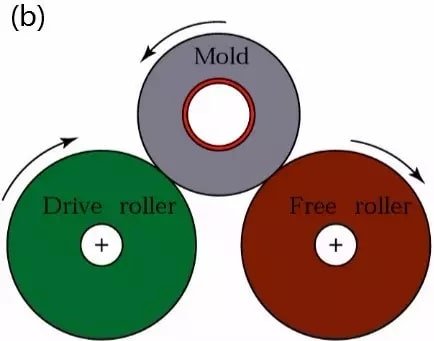
9. Fundição centrífuga
O que é a fundição centrífuga?
A fundição centrífuga é um método de fundição em que o metal fundido é vertido num molde rotativo. A rotação do molde gera força centrífuga, que ajuda a encher o molde e a solidificar o metal. Esta técnica é particularmente eficaz para produzir peças e componentes cilíndricos com um elevado grau de uniformidade e densidade.
Processo tecnológico
Preparação: O molde é preparado e ajustado para rodar a uma velocidade específica.
Derramamento: O metal fundido é vertido no molde rotativo.
Solidificação: A força centrífuga distribui uniformemente o metal fundido ao longo das paredes do molde, onde este solidifica.
Arrefecimento: A peça fundida é deixada arrefecer e solidificar completamente.
Extração: A peça fundida solidificada é retirada do molde para processamento posterior.
Vantagens
Utilização eficiente do metal: O sistema de vazamento e o sistema de elevação consomem um mínimo de metal, o que leva a um melhor rendimento do processo.
Produção sem núcleo: Na produção de peças fundidas tubulares longas, a ausência de um núcleo aumenta significativamente a capacidade de enchimento do metal.
Alta qualidade: A peça fundida resultante apresenta uma elevada densidade, poucos defeitos (tais como poros e inclusões de escória) e excelentes propriedades mecânicas.
Peças fundidas compostas: O fabrico de fundições metálicas compostas de barris e mangas é relativamente fácil.
Desvantagens
Limitações de forma: Existem certas limitações quando utilizado na produção de peças fundidas com formas especiais.
Qualidade do furo interior: O diâmetro do furo interior da peça fundida não é exato, a superfície do furo interior é rugosa, a qualidade é fraca e a margem de maquinação é grande.
Segregação: A fundição é propensa à segregação por gravidade específica, o que pode afetar a uniformidade do material.
Aplicações
A fundição centrífuga foi inicialmente utilizada para produzir tubos fundidos, mas desde então tem sido amplamente adoptada em várias indústrias, como a metalurgia, a mineração, os transportes, a maquinaria de irrigação e drenagem, a aviação, a defesa nacional e a indústria automóvel. Este processo é utilizado para produzir peças fundidas de aço, ferro e ligas de carbono não ferrosas.
Aplicações comuns
Tubos centrífugos de ferro fundido: Amplamente utilizado em vários sistemas de tubagem.
Camisas de cilindro para motores de combustão interna: Essencial para motores de automóveis e de máquinas pesadas.
Mangas de eixo: Utilizado em vários sistemas mecânicos para reduzir o desgaste dos veios rotativos.
A fundição centrífuga é um método versátil e eficiente para produzir componentes cilíndricos de alta qualidade com excelentes propriedades mecânicas, tornando-o um processo valioso em muitas aplicações industriais.
10. Fundição injectada por gravidade
O que é a fundição injectada por gravidade?
A fundição injectada por gravidade é um processo de fundição em que o metal líquido é vertido num molde metálico sob a influência da gravidade. O metal é então arrefecido e solidificado para produzir uma peça fundida. Este método é amplamente utilizado para produzir peças metálicas de alta qualidade com dimensões precisas e excelentes acabamentos de superfície.
Processo tecnológico
Preparação do molde: O molde de metal é pré-aquecido e revestido com um agente de libertação para facilitar a remoção da peça fundida.
Derramamento: O metal fundido é vertido na cavidade do molde sob a influência da gravidade.
Arrefecimento e solidificação: O metal arrefece e solidifica no molde.
Ejeção: Uma vez solidificada, a peça fundida é retirada do molde.
Acabamento: A peça fundida é submetida a processos de acabamento, tais como o corte, a maquinagem e o tratamento de superfície, para atingir as especificações desejadas.
Vantagens
Elevada condutividade térmica e capacidade térmica: A elevada condutividade térmica e a capacidade de calor do molde metálico resultam num arrefecimento rápido, conduzindo a uma estrutura de fundição densa.
Propriedades mecânicas melhoradas: As peças fundidas produzidas por fundição sob pressão têm propriedades mecânicas aproximadamente 15% superiores às produzidas por fundição em areia.
Precisão dimensional e acabamento de superfície: A utilização de moldes metálicos permite uma maior precisão dimensional e uma menor rugosidade superficial, melhorando a estabilidade da qualidade.
Benefícios ambientais e laborais: A utilização mínima ou nula de núcleos de areia melhora as condições ambientais, reduzindo as poeiras e os gases nocivos, e diminui a intensidade do trabalho.
Desvantagens
Molde não respirável: O molde metálico não é respirável, necessitando de medidas para evacuar o ar e os gases gerados por eventuais núcleos de areia na cavidade.
Risco de fissuras: O molde metálico não tem concessão, o que o torna suscetível de fissurar durante a solidificação da peça fundida.
Custo elevado e ciclo de fabrico longo: Os moldes metálicos têm um ciclo de fabrico mais longo e um custo mais elevado, o que os torna economicamente viáveis sobretudo para a produção em massa.
Aplicações
A fundição por gravidade é particularmente adequada para a produção em grande escala de peças fundidas de ligas não ferrosas, tais como ligas de alumínio e magnésio, com formas complexas. Também é utilizada para produzir peças fundidas e lingotes de ferro e aço. Ao compreender o processo de fundição por gravidade, as suas vantagens e limitações, os fabricantes podem decidir melhor quando empregar este método para produzir componentes metálicos de alta qualidade.
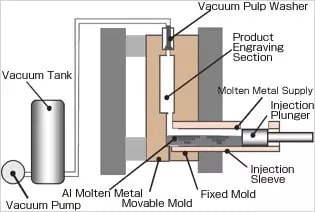
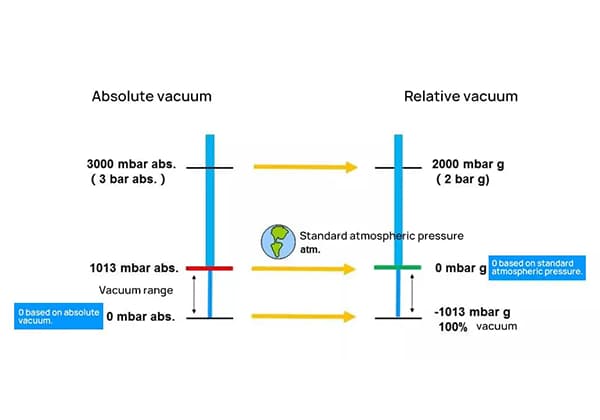
11. Fundição sob vácuo
O que é a fundição sob vácuo?
A fundição sob vácuo é uma forma avançada de fundição sob pressão que melhora as propriedades mecânicas e o acabamento da superfície das peças fundidas, removendo ou reduzindo significativamente os poros e os gases dissolvidos no seu interior. Isto é conseguido através da extração de gás da cavidade do molde durante o processo de fundição, o que ajuda a criar peças fundidas mais densas e mais robustas com menos defeitos.
Processo tecnológico
O processo de fundição sob vácuo envolve várias etapas fundamentais:
Preparação do molde: O molde é preparado e revestido com um agente de libertação para facilitar a remoção da peça fundida.
Aplicação de vácuo: Antes da introdução do metal fundido, é aplicado um vácuo na cavidade do molde para remover o ar e os gases.
Injeção de metal: O metal fundido é injetado na cavidade do molde sob alta pressão.
Solidificação: O metal arrefece e solidifica no molde, formando a forma desejada.
Ejeção de peças: O molde é aberto e a peça fundida é ejectada.
Vantagens
Porosidade reduzida: A fundição sob vácuo pode eliminar ou reduzir significativamente os orifícios de ar no interior da fundição sob vácuo, conduzindo a melhores propriedades mecânicas e qualidade da superfície.
Desempenho de revestimento melhorado: A redução dos poros melhora o desempenho de revestimento das peças fundidas.
Pressão lombar inferior: Ao reduzir a contrapressão na cavidade, é possível utilizar uma pressão específica mais baixa e ligas com fraco desempenho de fundição.
Peças fundidas maiores com máquinas mais pequenas: É possível fundir peças maiores com máquinas mais pequenas devido às melhores condições de enchimento.
Peças fundidas mais finas: O processo permite a fundição de secções mais finas, o que pode ser vantajoso para determinadas aplicações.
Desvantagens
Estrutura complexa de vedação do molde: A estrutura de vedação do molde na fundição sob vácuo é complicada, tornando o processo de fabrico e instalação do molde difícil e dispendioso.
Sensibilidade de controlo: Se o método de fundição sob vácuo não for corretamente controlado, os benefícios podem não ser significativos, conduzindo a potenciais defeitos e ineficiências.
A fundição sob vácuo é uma técnica sofisticada que oferece vantagens significativas em termos de redução da porosidade e de melhoria das propriedades mecânicas e do acabamento superficial das peças fundidas. No entanto, requer um controlo preciso e uma estrutura complexa de vedação do molde, o que pode aumentar os custos e a complexidade. Quando corretamente implementada, pode produzir peças fundidas de alta qualidade que cumprem requisitos de desempenho rigorosos.
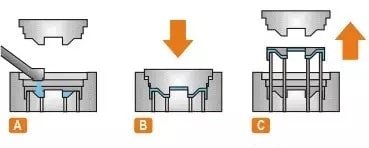
12. Fundição injectada por compressão
O que é a fundição injectada por compressão?
A fundição por compressão, também conhecida como forjamento de metal líquido, é um processo de conformação de metal que envolve a solidificação de metal líquido ou semi-sólido sob alta pressão para produzir diretamente o produto final ou a peça em bruto. Este processo combina as vantagens da fundição e do forjamento, oferecendo vários benefícios, incluindo a elevada utilização de metal líquido, um processo simplificado e uma qualidade consistente. É uma tecnologia de conformação de metal eficiente em termos energéticos que é uma grande promessa para aplicações futuras.
Processo tecnológico
Fundição injectada por compressão direta:
Tinta em spray: Aplicar um revestimento no molde para facilitar a libertação da peça fundida.
Liga de fundição: Verter a liga fundida ou semi-sólida no molde.
Fixação de moldes: Fechar e fixar o molde.
Pressurização: Aplicar uma pressão elevada sobre o metal fundido.
Manutenção da pressão: Manter a pressão para garantir uma solidificação correcta.
Alívio de pressão: Libertar gradualmente a pressão.
Separação de moldes: Abrir o molde.
Desmoldagem em branco: Retirar a peça solidificada do molde.
Reiniciar: Preparar o molde para o ciclo seguinte.
Fundição injectada por compressão indireta:
Revestimento por pulverização: Aplicar um revestimento no molde.
Fixação de moldes: Fechar e fixar o molde.
Alimentação: Introduzir o metal fundido ou semi-sólido no molde.
Recheio: Certifique-se de que o molde está completamente preenchido com o metal.
Pressurização: Aplicar uma pressão elevada.
Manutenção da pressão: Manter a pressão para garantir uma solidificação correcta.
Alívio de pressão: Libertar gradualmente a pressão.
Partida: Abrir o molde.
Desmoldagem em branco: Retirar a peça solidificada do molde.
Reiniciar: Preparar o molde para o ciclo seguinte.
Características técnicas
Eliminação de defeitos: Pode eliminar os poros internos, o encolhimento e outros defeitos.
Qualidade da superfície: Produz peças com baixa rugosidade superficial e elevada precisão dimensional.
Prevenção de fissuras: Evita a ocorrência de fissuras de fundição.
Automatização: Fácil de realizar a mecanização e automação, aumentando a eficiência da produção.
Aplicações
O Squeeze casting pode ser utilizado para produzir vários tipos de ligas, incluindo:
Liga de alumínio
Liga de zinco
Liga de cobre
Ferro fundido nodular
Esta versatilidade torna-o adequado para uma vasta gama de aplicações industriais, desde componentes automóveis a peças aeroespaciais.
A fundição por compressão é um processo de conformação de metais altamente eficiente e versátil que oferece inúmeras vantagens em relação aos métodos tradicionais de fundição e forjamento. A sua capacidade de produzir peças de alta qualidade com o mínimo de defeitos e a sua compatibilidade com várias ligas tornam-no uma opção atractiva para o fabrico moderno.
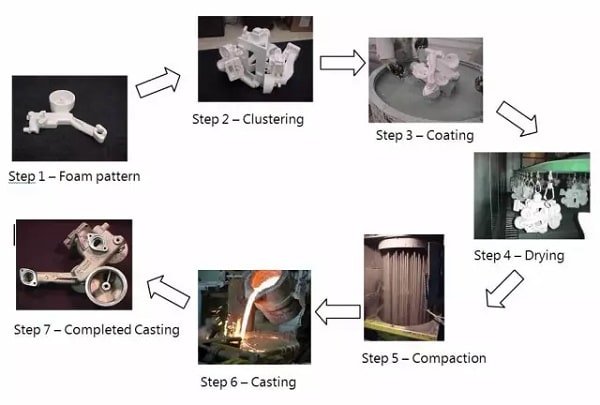
13. Fundição de espuma perdida
O que é a fundição de espuma perdida?
A fundição de espuma perdida, também conhecida como fundição sólida, é uma técnica de fundição moderna e inovadora que utiliza modelos de parafina ou espuma para replicar o molde desejado, tanto em tamanho como em forma. Estes modelos são reunidos num conjunto para formar uma única unidade, que é depois utilizada no processo de fundição.
Processo tecnológico
Pré-espuma: O processo começa com a pré-espuma, em que os grânulos de poliestireno expansível (EPS) são expandidos para formar espuma.
Moldagem por espuma: As pérolas de espuma expandida são moldadas na forma do molde desejado.
Revestimento por imersão: O modelo de espuma é revestido com um material refratário para criar um invólucro.
Secagem: O modelo revestido é seco para garantir que o revestimento refratário é sólido e estável.
Modelação: O modelo seco é colocado num frasco e rodeado por areia de quartzo seca, que é compactada por vibração para suportar o modelo.
Derramamento: O metal líquido é vertido no molde, fazendo com que o modelo de espuma se vaporize e o metal tome o seu lugar.
Areia que cai: Após a solidificação do metal, a areia é retirada.
Limpeza: A peça fundida final é limpa para remover qualquer areia residual e material refratário.
Características técnicas
Fundição de alta precisão: A fundição de espuma perdida produz peças fundidas de alta precisão com acabamentos de superfície finos e detalhes intrincados.
Sem núcleo de areia: Este método elimina a necessidade de um núcleo de areia, reduzindo o tempo de processamento e a complexidade.
Sem superfície de separação: A ausência de uma superfície de separação permite uma conceção mais flexível e um maior grau de liberdade nas formas de fundição.
Produção limpa: O processo é amigo do ambiente, produzindo um mínimo de poluição.
Rentável: Reduz os custos de investimento e de produção, simplificando o processo de fundição e minimizando o desperdício de material.
Aplicações
A fundição por espuma perdida é altamente versátil e pode ser utilizada para produzir uma vasta gama de peças fundidas de precisão com estruturas complexas e tamanhos variáveis. É adequada para várias ligas e tamanhos de lotes de produção. Algumas aplicações comuns incluem:
Blocos de motor em ferro fundido cinzento: Utilizado na indústria automóvel para o fabrico de componentes de motores.
Cotovelos em aço com alto teor de manganês: Utilizado nas indústrias que necessitam de peças duráveis e resistentes ao desgaste.
A fundição por espuma perdida é um método de fundição altamente eficiente e preciso que oferece numerosas vantagens, incluindo uma elevada flexibilidade de conceção, poupança de custos e benefícios ambientais. A sua capacidade de produzir peças fundidas complexas e de alta qualidade torna-a uma técnica inestimável em várias aplicações industriais.
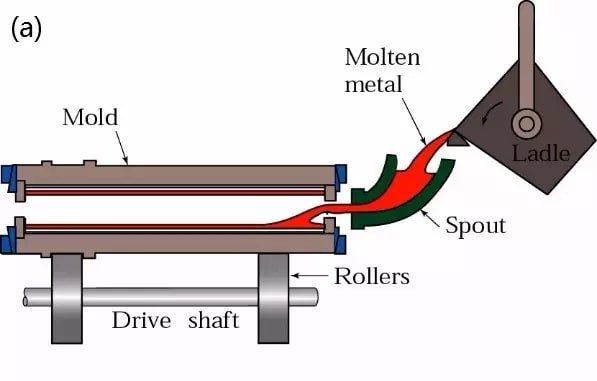
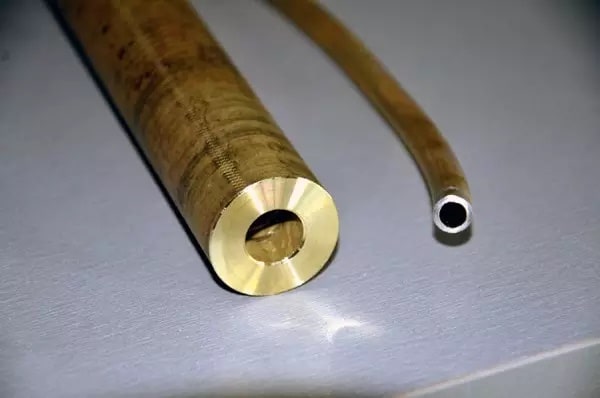
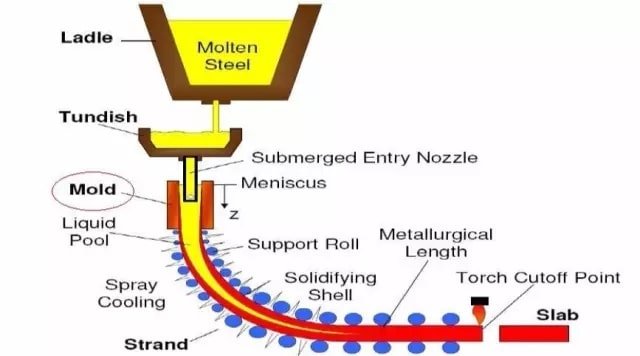
14. Fundição contínua
O que é a fundição contínua?
A fundição contínua é um processo metalúrgico avançado em que o metal fundido é continuamente vertido num molde especialmente concebido para o efeito, denominado cristalizador. À medida que o metal solidifica, é continuamente extraído da extremidade oposta do molde. Este método permite a produção de peças fundidas de comprimento indefinido ou de comprimentos específicos, tornando-o altamente eficiente para aplicações industriais.
Processo tecnológico
O processo de fundição contínua envolve várias etapas fundamentais:
Derramamento de metal fundido: O metal fundido é vertido no cristalizador.
Solidificação: À medida que o metal flui através do molde, começa a solidificar.
Extração: O metal solidificado é continuamente extraído do molde.
Corte: O molde contínuo pode ser cortado em comprimentos desejados, consoante as necessidades.
Características técnicas
O vazamento contínuo oferece várias vantagens técnicas:
Arrefecimento rápido: O metal sofre um arrefecimento rápido, resultando em estruturas cristalinas mais densas e uniformes.
Propriedades mecânicas melhoradas: O processo melhora as propriedades mecânicas do metal fundido.
Eficiência dos materiais: Poupa metal e aumenta o rendimento minimizando o desperdício.
Procedimentos simplificados: A fundição contínua elimina a necessidade de modelação tradicional e outras etapas, reduzindo a intensidade do trabalho.
Eficiência de espaço: O processo requer muito menos espaço de produção.
Automatização: O vazamento contínuo é facilmente automatizado, levando a um aumento da eficiência da produção através da mecanização.
Aplicações
A fundição contínua é versátil e pode ser utilizada para fundir vários metais e ligas, incluindo:
Aço
Ferro
Ligas de cobre
Ligas de alumínio
Ligas de magnésio
É particularmente adequado para produzir peças fundidas longas com formas de secção transversal constantes, tais como:
Lingotes
Lajes
Tarugos de barras
Tubos
A fundição contínua é um processo altamente eficiente e tecnologicamente avançado que oferece inúmeras vantagens em termos de propriedades do material, eficiência de produção e redução de custos. A sua capacidade de produzir peças fundidas longas e uniformes torna-o indispensável nas indústrias metalúrgicas modernas.
A fundição é uma técnica de fabrico fundamental e versátil em que o metal sólido é fundido, vertido para um molde e solidificado numa forma específica. Este processo é parte integrante do fabrico moderno, oferecendo inúmeras vantagens em termos de custo, tempo e eficiência do material.
Etapas do processo de fundição
Preparação do molde de fundição:
Tipos de moldes: Os moldes de fundição podem ser feitos de vários materiais, incluindo areia, metal, cerâmica, argila e grafite. São classificados com base na sua frequência de utilização em moldes únicos, moldes semi-permanentes e moldes permanentes.
Importância: A qualidade do molde de fundição é crucial, pois tem um impacto direto na qualidade do produto final fundido.
Fusão e vazamento do metal de fundição:
Ligas de fundição: Os metais de fundição mais comuns incluem o ferro fundido, o aço fundido e as ligas não ferrosas como o alumínio, o cobre e o chumbo.
Processo: O metal é fundido para satisfazer requisitos específicos e depois vertido no molde preparado.
Tratamento e inspeção da fundição:
Processos pós-fundição: Isto inclui a remoção de matérias estranhas, sprues, risers, rebarbas e fissuras. As etapas adicionais podem envolver tratamento térmico, moldagem, tratamento anti-ferrugem e maquinagem em bruto.
Inspeção: Assegurar que a peça fundida cumpre as especificações e as normas de qualidade pretendidas.
Materiais utilizados na fundição
Metais: Os metais normalmente utilizados são o cobre, o ferro, o alumínio, o estanho e o chumbo.
Materiais de molde: Podem ser de areia, metal ou cerâmica, consoante os requisitos específicos do processo de fundição.
Tipos de moldes de fundição
Moldes de fundição comuns: Feito de areia crua, argila, vidro de água, resina e outros materiais auxiliares.
Moldes de fundição especiais: Incluem a fundição de investimento, a fundição de espuma perdida, a fundição de moldes metálicos e a fundição de moldes cerâmicos. Os tipos de areia em bruto podem variar, incluindo areia de quartzo, areia de magnésia, areia de zircónio, areia de cromite, areia de forsterite, areia de cianite, areia de grafite e areia de ferro.
Processo tecnológico
O processo de fundição pode ser resumido nas seguintes etapas:
Metal líquido: O metal é fundido até ao estado líquido.
Enchimento: O metal líquido é vertido no molde.
Solidificação Encolhimento: O metal arrefece e solidifica, encolhendo-se frequentemente de forma ligeira.
Fundição: O metal solidificado é retirado do molde, dando origem ao produto final fundido.
Características do processo de fundição
Formas complexas: Capaz de produzir peças com formas intrincadas e complexas, especialmente aquelas com cavidades internas complicadas.
Adaptabilidade: Adequado para uma vasta gama de ligas e tamanhos de fundição.
Eficiência dos materiais: Utiliza uma vasta gama de materiais, incluindo a capacidade de refundir resíduos, o que leva a um baixo investimento em equipamento.
Desafios: O processo pode resultar numa elevada taxa de refugo, baixa qualidade da superfície e más condições de trabalho.
Contexto histórico
A fundição é um dos processos metalúrgicos mais antigos, com uma história que abrange aproximadamente 6000 anos. Esta longa história sublinha a sua importância e relevância duradoura no fabrico.
A fundição continua a ser uma pedra angular do fabrico moderno devido à sua versatilidade, eficiência e capacidade de produzir formas complexas. Compreender os meandros do processo de fundição, desde a preparação do molde até ao tratamento pós-fundição, é essencial para otimizar a produção e garantir produtos fundidos de alta qualidade.
Perguntas mais frequentes
Seguem-se as respostas a algumas perguntas frequentes:
Quais são os principais tipos de processos de fundição?
Os principais tipos de processos de fundição incluem a fundição em areia, a fundição por cera perdida, a fundição sob pressão, a fundição centrífuga, a fundição contínua, a fundição por gravidade, a fundição em espuma perdida, a fundição em gesso, a fundição rotacional, a fundição por compressão e a fundição em molde de concha. Cada um destes métodos tem caraterísticas, vantagens e aplicações únicas. A fundição em areia é um dos métodos mais antigos, adequado para formas complexas e peças de grandes dimensões. A fundição por cera perdida permite uma elevada precisão e é utilizada nas indústrias aeroespacial e automóvel. A fundição injectada, tanto a baixa como a alta pressão, é ideal para a produção em massa de geometrias complexas com elevada precisão. A fundição centrífuga é utilizada para peças cilíndricas e oferece uma elevada densidade e menos defeitos. A Fundição Contínua é eficiente para a produção de grandes volumes de peças fundidas longas e contínuas. A fundição por gravidade utiliza moldes metálicos permanentes e proporciona um melhor acabamento superficial e precisão dimensional. A fundição por espuma perdida utiliza moldes de espuma, resultando numa elevada precisão e num design flexível. A fundição em gesso envolve moldes de gesso, adequados para pormenores intrincados. A fundição rotacional envolve moldes rotativos para peças ocas. A fundição por compressão combina a fundição e o forjamento para uma qualidade estável e uma elevada utilização do metal. A Shell Mold Casting utiliza um molde de areia coberto de resina, oferecendo um bom acabamento superficial e precisão. Cada processo é escolhido com base nos requisitos específicos do produto e do volume de produção.
Quais são as vantagens e desvantagens da fundição em areia?
A fundição em areia é um processo de fundição amplamente utilizado com várias vantagens e desvantagens notáveis. Entre as suas vantagens, a fundição em areia apresenta um processo de produção simples, em que é utilizada areia comum para criar moldes, o que leva a tempos de produção relativamente curtos. Os custos das ferramentas são baixos, especialmente para produções de menor volume, uma vez que os moldes podem ser feitos de materiais baratos, como madeira, plástico ou metal. Este método também oferece flexibilidade de materiais, acomodando praticamente qualquer liga ferrosa ou não ferrosa, tornando-o adequado para diversas indústrias, como a automóvel e a aeroespacial.
Além disso, a fundição em areia pode produzir uma vasta gama de tamanhos e pesos, desde pequenas peças intrincadas a componentes de grande escala, e permite geometrias complexas. Os prazos de entrega são geralmente curtos, o que o torna ideal para projectos que exijam uma rápida execução. O processo é também económico, particularmente para produção de baixo volume ou protótipos, e a areia utilizada pode ser reciclada, tornando-o amigo do ambiente.
No entanto, a fundição em areia tem várias desvantagens. O processo resulta numa menor resistência mecânica e numa maior porosidade, uma vez que envolve o derrame de material fundido à mão sem pressão. A precisão dimensional é menor e as peças têm frequentemente acabamentos de superfície rugosos devido à textura do molde de areia. Este facto obriga frequentemente a processos de acabamento adicionais, como a maquinagem ou o jato de areia. O processo é de mão de obra intensiva, exigindo trabalhadores qualificados, o que pode aumentar os custos de mão de obra.
Além disso, os moldes têm de ser reconstruídos para cada fundição e a natureza porosa da areia exige revestimentos protectores, o que aumenta a complexidade e o custo. A fundição em areia é também propensa a defeitos como a contração, as obturações a frio, a porosidade do gás e as inclusões de areia, que podem resultar de uma conceção inadequada do molde ou de variações nos parâmetros de fundição. Estas desvantagens devem ser ponderadas em relação às vantagens quando se seleciona a fundição em areia para um projeto.
Em que é que a fundição por cera perdida difere da fundição sob pressão?
A fundição de revestimento, também conhecida como fundição por cera perdida, envolve a criação de um padrão de cera que é revestido com um material refratário para formar um molde. A cera é derretida e o metal derretido é vertido na cavidade, criando a peça final assim que o molde é quebrado. Este processo permite uma elevada precisão e geometrias complexas, tornando-o adequado tanto para metais ferrosos como não ferrosos e ideal para volumes de produção baixos a médios.
A fundição injetada, por outro lado, utiliza matrizes de aço reutilizáveis nas quais o metal fundido é injetado sob alta pressão. Este processo é mais rápido e mais eficiente para produções de grande volume, produzindo frequentemente milhares de peças com boa precisão dimensional. A fundição sob pressão está normalmente limitada a metais não ferrosos, como o alumínio, o zinco e o magnésio.
Em resumo, a fundição por cera perdida é excelente na criação de peças complexas e precisas com excelentes acabamentos de superfície, mas é mais morosa e dispendiosa para grandes volumes. A fundição sob pressão é mais económica para a produção de grandes volumes, embora possa exigir maquinação adicional para obter o acabamento superficial desejado e esteja limitada a metais não ferrosos.
Que aplicações são mais adequadas para a fundição centrífuga?
A fundição centrífuga é particularmente adequada para aplicações que requerem a produção de peças cilíndricas ou rotacionalmente simétricas com espessura de parede uniforme e elevada resistência mecânica. Este processo é amplamente utilizado em várias indústrias devido à sua capacidade de produzir componentes com excelente precisão dimensional e propriedades mecânicas superiores.
No fabrico de canos e tubos, a fundição centrífuga é ideal para produzir artigos sem costura, como postes de iluminação, tubos de esgotos, linhas de abastecimento de água, oleodutos e gasodutos e tubos de caldeiras. O processo garante uma espessura de parede uniforme e uma elevada durabilidade, tornando-o perfeito para estas aplicações.
Para anéis e rodas, a fundição centrífuga é utilizada para criar componentes de alta resistência e dimensionalmente precisos, como engrenagens, rolamentos, volantes, tambores de travão e rodas ferroviárias, que são essenciais nos sectores industrial e dos transportes.
O processo também é adequado para produzir várias peças cilíndricas, incluindo revestimentos, veios, rolos, mangas e casquilhos, que são normalmente utilizados nas indústrias automóvel, aeroespacial e de engenharia em geral.
Nos sectores aeroespacial e da defesa, a fundição centrífuga é crucial para a produção de componentes com dimensões precisas e propriedades mecânicas superiores, tais como rolamentos para trens de aterragem, bocais de motores de foguetões, rolamentos de torres e componentes submarinos.
A indústria do petróleo e do gás beneficia da fundição centrífuga para a produção de componentes duradouros como acumuladores, componentes de válvulas de esfera, válvulas de gaveta, medidores de caudal e crivos de lamas que podem resistir a ambientes agressivos.
Na indústria marítima comercial, o processo é utilizado para fabricar impulsores, revestimentos de eixos de hélices e outros componentes marítimos que requerem resistência a condições corrosivas e de elevada tensão.
Além disso, a fundição centrífuga é aplicada nas indústrias alimentar e farmacêutica para produzir componentes limpos e de alta precisão, como rolos de molde, casquilhos e tubos de extrusão.
Na produção de energia, a fundição centrífuga é utilizada para fabricar componentes, tais como componentes de palhetas, peças em bruto de engrenagens e componentes nucleares, garantindo a integridade estrutural e o desempenho.
Além disso, o processo é utilizado na joalharia e na fundição dentária para criar desenhos complexos com um desperdício mínimo de material e sem necessidade de pós-processamento.
De um modo geral, a fundição centrífuga é altamente adequada para aplicações que exigem uma espessura de parede uniforme, elevada resistência mecânica, formas cilíndricas, desperdício mínimo de material, elevada precisão e resistência a condições adversas.
Que materiais podem ser utilizados na fundição contínua?
A fundição contínua é um processo versátil que pode ser aplicado a uma variedade de metais e ligas metálicas. Os materiais normalmente utilizados na fundição contínua incluem:
Aço: Este é um dos materiais mais utilizados na fundição contínua, especialmente para a produção de biletes de aço em grandes volumes. O processo foi introduzido na década de 1950 como uma alternativa mais eficiente aos moldes de lingotes.
Ligas de cobre: Várias ligas à base de cobre, como o bronze (cobre-estanho), o bronze de chumbo (cobre-estanho-chumbo), o bronze vermelho (cobre-estanho-zinco), o bronze de silício (cobre-zinco-silício) e o bronze de alumínio (cobre-alumínio), são frequentemente produzidas por fundição contínua. Estas ligas encontram aplicações em sectores como os sistemas de água potável e a engenharia mecânica.
Alumínio: Embora menos comum do que o aço e as ligas de cobre, o alumínio também pode ser processado através de fundição contínua para produzir produtos de alumínio de alta qualidade.
Ferros fundidos: Certos tipos de ferros fundidos são adequados para fundição contínua, oferecendo benefícios como uniformidade e qualidade consistente.
Chumbo: O processo é utilizado para produzir grelhas de chumbo para baterias, incluindo as destinadas a aplicações automóveis, motociclos e industriais, garantindo um desperdício mínimo e uma produção de alta qualidade com uma estrutura de grão optimizada.
Ligas especiais: A fundição contínua pode ser aplicada a ligas especiais, nomeadamente ligas de cobre sem chumbo, se o volume de produção justificar os custos de preparação.
Em geral, o processo de fundição contínua é altamente adaptável, permitindo a produção de várias formas metálicas, como tubos, barras sólidas, perfis rectangulares, hexagonais e quadrados, bem como formas especializadas, como engrenagens com dentes e geometrias rotacionalmente assimétricas. Esta adaptabilidade faz do vazamento contínuo um método fiável para produzir produtos metálicos semi-acabados de alta qualidade com estruturas consistentes e homogéneas.
Como é que a fundição por gravidade se compara a outros métodos de fundição?
A fundição por gravidade é um processo de fundição em que o metal fundido é vertido para um molde permanente sob a influência da gravidade. Este método é diferente de outros processos de fundição em vários aspectos importantes:
Processo e mecanismo de enchimento: Ao contrário da fundição sob pressão, que utiliza alta pressão para injetar metal nos moldes, a fundição por gravidade baseia-se na gravidade para encher o molde. Este método mais simples reduz o risco de aprisionamento de ar e permite a utilização de núcleos de areia para criar vazios internos, o que não é possível com a fundição sob pressão.
Velocidade e volume de produção: A fundição injectada por gravidade tem normalmente tempos de ciclo mais longos e é menos adequada para produções de grande volume do que a fundição injectada por pressão. Produz cerca de 30-50 peças por hora, o que a torna ideal para volumes de produção mais pequenos a médios. Em contrapartida, a fundição sob pressão, que é altamente automatizada, pode produzir mais de 200 peças por hora. A fundição em areia, outro método, é geralmente mais lenta e é utilizada para peças maiores e menos complexas ou para baixos volumes de produção.
Qualidade e complexidade das peças fundidas: A fundição por gravidade fornece peças com bom acabamento superficial e precisão dimensional moderada. No entanto, não atinge o mesmo nível de precisão e complexidade que a fundição sob pressão, que é capaz de produzir peças com paredes mais finas e desenhos mais complexos. A fundição em areia, por outro lado, resulta em peças com acabamentos mais rugosos e maior variação dimensional.
Custos de ferramentas e materiais: Os moldes utilizados na fundição por gravidade são mais simples e menos dispendiosos de produzir do que os moldes de aço endurecido necessários para a fundição por pressão. Isto torna a fundição por gravidade mais acessível para projectos mais pequenos. A fundição em areia utiliza moldes de areia de baixo custo, mas oferece menos precisão e eficiência.
Aplicações e considerações económicas: A fundição injectada por gravidade é adequada para a produção de peças de pequena a média dimensão, com complexidade simples a moderada, o que a torna rentável para séries de produção entre 250 e 50 000 unidades por ano. É ideal para aplicações centradas na resistência, simplicidade e volumes de produção mais baixos. A fundição sob pressão, com os seus custos iniciais mais elevados mas com custos por peça mais baixos devido à elevada produtividade, é melhor para a produção de grandes volumes de peças complexas. A fundição em areia é frequentemente utilizada para peças maiores e não complexas ou para baixos volumes de produção, devido ao seu custo mais baixo mas à precisão menos desejável.
Em resumo, a fundição injectada por gravidade oferece uma abordagem equilibrada para volumes de produção pequenos a médios, com um bom acabamento superficial e uma precisão moderada, o que a torna uma escolha rentável para determinadas aplicações. Situa-se entre a elevada precisão e o volume da fundição sob pressão e a fundição em areia, de menor custo mas menos exacta.
Como é que posso fundir peças em casa?
A fundição de peças em casa pode ser uma forma gratificante e prática de criar componentes personalizados. Aqui está um guia detalhado para o ajudar a começar:
Equipamento e materiais necessários
Forno de fusão
Forno elétrico: Para uma produção em pequena escala, um forno elétrico de pequena capacidade é ideal. Estes fornos são eficientes e proporcionam um controlo preciso da temperatura, tornando-os adequados tanto para o ferro como para o alumínio.
Forno a querosene: Adequados para fundir alumínio, os fornos a querosene são uma alternativa se não estiver disponível um forno elétrico.
Nota: O ferro e o alumínio não devem ser fundidos no mesmo forno devido à dificuldade em controlar as propriedades do material. Se o controlo preciso do material não for crítico para o seu projeto, este pode não ser um problema significativo.
Moldes
Moldes personalizados: Dependendo das peças que pretende fundir, necessitará de moldes personalizados. Estes podem ser feitos de vários materiais, incluindo areia, metal ou silicone, consoante a complexidade e a precisão necessárias.
Areia: Para a fundição em areia, é necessária areia de fundição de alta qualidade. Esta areia deve ser misturada com um aglutinante para manter a sua forma durante o processo de fundição.
Misturador de areia: Embora não seja essencial, um misturador de areia pode melhorar significativamente a consistência e a qualidade da mistura de areia. A mistura manual é possível, mas pode ser menos eficiente.
Ferramentas de modelação
Padrão: Crie um padrão da peça que pretende fundir. Este padrão é utilizado para formar a cavidade no molde de areia.
Frasco: Recipiente utilizado para segurar o molde de areia. É normalmente composto por duas partes: a tampa (em cima) e o arrastador (em baixo).
Verter e fundir
Cadinho: Recipiente feito de material resistente ao calor, utilizado para fundir e verter o metal.
Pinças: Para manusear o cadinho quente com segurança.
Equipamento de proteção: A segurança é primordial. Usar luvas resistentes ao calor, avental e proteção facial para proteger contra salpicos e queimaduras.
Ferramentas pós-fundição
Ferramentas de limpeza: Para remover o tubo de vazamento e alisar quaisquer rebarbas na peça fundida. São normalmente utilizadas limas, rebarbadoras e cinzéis.
Rolo de jato de areia: Melhora o acabamento da superfície da peça fundida, removendo qualquer resto de areia e alisando a superfície.
Processo passo-a-passo
Preparar o molde:
Crie um padrão da peça que pretende fundir.
Colocar o molde no frasco e colocar a areia à sua volta, de modo a que fique bem compactado.
Retirar o padrão, deixando uma cavidade com a forma da peça.
Derreter o metal:
Coloque o metal (ferro ou alumínio) no cadinho e aqueça-o no forno até atingir o ponto de fusão.
Utilize pinças para manusear o cadinho e verta o metal fundido na cavidade do molde.
Deixar arrefecer:
Deixe o metal arrefecer e solidificar no molde. O tempo de arrefecimento dependerá do tamanho e da complexidade da peça fundida.
Remover a fundição:
Quebre o molde de areia para revelar a peça fundida.
Utilizar ferramentas de limpeza para remover o tubo de vazamento e qualquer excesso de material.
Acabamento:
Alisar quaisquer rebarbas ou arestas ásperas utilizando limas ou rebarbadoras.
Opcionalmente, utilizar um rolo de jato de granalha para melhorar o acabamento da superfície.
Considerações de segurança
Trabalhar sempre numa área bem ventilada para evitar a inalação de fumos.
Manter um extintor de incêndio por perto em caso de emergência.
Usar equipamento de proteção adequado para evitar queimaduras e ferimentos.
Se seguir estes passos e utilizar o equipamento correto, pode fundir peças com sucesso em casa. Lembre-se, a prática e a paciência são a chave para dominar a arte da fundição.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Procura os principais fabricantes de bombas de vácuo? Este artigo destaca as principais marcas do sector para 2024, como a NASH, a Edwards, a Leybold e a Atlas Copco. Cada empresa é conhecida por...
Atualmente, a tecnologia de impressão 3D é amplamente utilizada no fabrico automóvel, aeroespacial e de defesa, bens de consumo, dispositivos eléctricos e electrónicos, aplicações biomédicas, jóias culturais e criativas, engenharia de construção e educação, entre...
Imagine transformar pó de metal bruto em peças complexas e de alto desempenho sem a necessidade dos processos de fusão tradicionais. Isto é a metalurgia do pó - uma técnica de fabrico versátil que combina pós para criar materiais com...
Porque é que algumas peças fundidas falham enquanto outras se destacam? A resposta está nas propriedades da liga de fundição. Este artigo explora a forma como factores como a fluidez, a contração, a oxidabilidade e a absorção de gás têm impacto...