E se fosse possível reforçar os metais combinando calor e pressão num único processo sem falhas? O tratamento termomecânico faz exatamente isso. Esta técnica não só melhora a durabilidade e a resistência dos metais, como também optimiza as suas propriedades estruturais. Neste artigo, vamos desvendar os sete tipos essenciais de tratamentos termomecânicos e as suas aplicações, fornecendo informações que podem melhorar a sua compreensão das inovações na metalurgia. Prepare-se para explorar como este processo transformador pode elevar os seus projectos de engenharia de materiais.
O tratamento termomecânico é um processo de tratamento térmico de metais que combina o processamento de pressão com o tratamento térmico para utilizar eficazmente o reforço da deformação e o reforço da transformação de fase em materiais metálicos.
Ao combinar o processamento sob pressão com operações de tratamento térmico, este processo unifica o processo de conformação com a obtenção de propriedades finais.
Vamos agora explorar as categorias e aplicações do tratamento termomecânico.
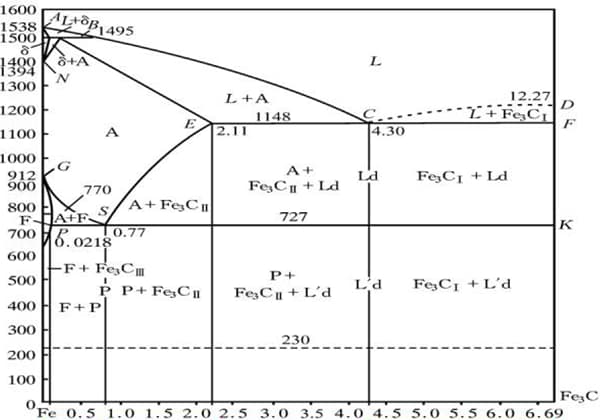
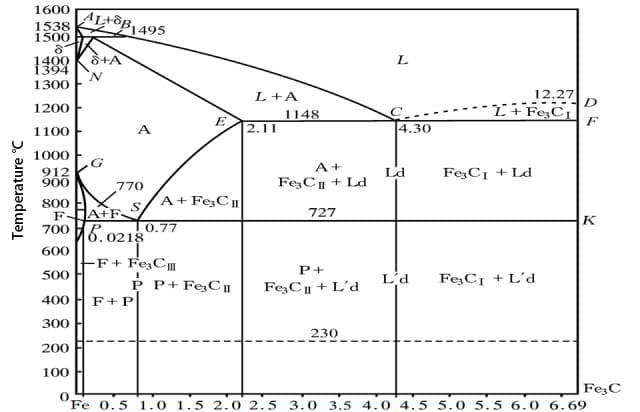
1. Rever o diagrama de fases ferro-carbono
Símbolo
Significado
A1
Temperatura a que austeniteA ferrite, a cementite ou o carboneto coexistem em equilíbrio
A3
A temperatura de coexistência mais elevada de austenite e ferrite no aço hipoeutectoide em equilíbrio
Ac1
Temperatura a que a austenite começa a formar-se quando o aço é aquecido
Ac3
A temperatura à qual toda a ferrite é transformada em austenite quando o aço hipoeutectoide é aquecido.
Ar1
A temperatura à qual a austenite se decompõe em ferrite e perlite durante a austenitização a alta temperatura e o arrefecimento do aço.
Ar3
A temperatura à qual a austenite em arrefecimento começa a precipitar ferrite livre.
Acm
A temperatura mais elevada à qual a austenite e a cementite ou o carboneto coexistem no aço hipereutectoide em estado de equilíbrio é o ponto crítico superior do aço hipereutectoide.
Accm
A temperatura final à qual toda a cementite secundária se dissolve em austenite durante o aquecimento.
Arcm
A temperatura à qual a austenite começa a precipitar cementite secundária durante o arrefecimento.
Trata-se de um processo de reforço abrangente que combina o reforço por deformação e o reforço por transformação de fase. Envolve dois processos, nomeadamente a deformação plástica e a transformação em fase sólida de materiais metálicosque são integrados para influenciar o processo de transformação de fase e os produtos. Ao utilizar as mudanças na estrutura de materiais metálicos durante a deformação, este processo tem como objetivo obter a estrutura e as propriedades desejadas.
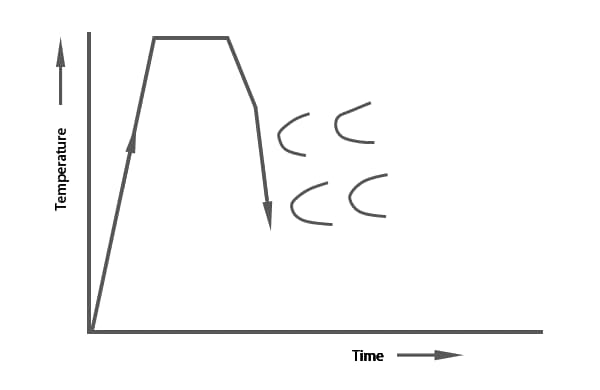
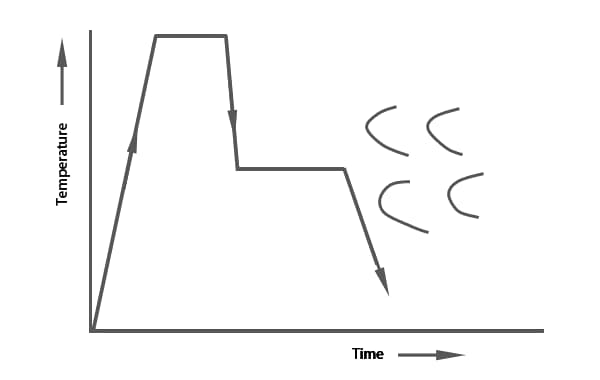
2. Endurecimento por deformação a alta temperatura
Características do processo
A deformação é efectuada quer acima da temperatura de transformação Ar3 do aço, quer entre a gama de temperaturas Ar1 e Ar3. Em alternativa, pode ser efectuada acima da temperatura de tratamento térmico de solução das ligas. Após a deformação, o material é temperado e revenido.
Efeito e aplicação
A eliminação dos processos de reaquecimento e têmpera pode aumentar a resistência do aço em 10-30%, melhorar a sua tenacidade e resistência à fadiga e diminuir o risco de fragilidade da têmpera. Esta técnica também é eficaz para melhorar a resistência e a plasticidade das ligas não ferrosas.
O método é normalmente utilizado na produção de chapas, tiras, tubos, fios e barras de aço-carbono, de baixa e média liga de açobem como peças mecânicas com formas simples.
3. Rolamento controlado
Características do processo
O aço é deformado acima de Ar3 ou entre Ar1 e Ar3. É então arrefecido com ar ou água até atingir mais de 550 ℃, e subsequentemente arrefecido com ar para obter uma estrutura de ferrite-pearlite ou bainite.
Efeito e aplicação
Ao aumentar a limite de elasticidadeCom o aço de baixo carbono, é possível obter uma excelente tenacidade a baixa temperatura, o que o torna adequado para a produção de uma gama de produtos, incluindo aço de baixo carbono, chapas de aço soldáveis, tiras, fio-máquina e outros artigos contendo Nb, V e Ti. Estes produtos não são temperados ou revenidos.
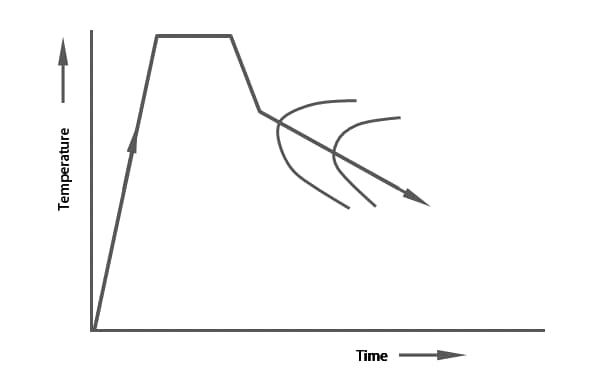
4. Endurecimento por deformação a baixa temperatura
Características do processo
O aço é deformado na zona estável de austenite sub-arrefecida (500~600 ℃), e depois temperado e revenido.
Efeito e aplicação
Sob a condição de assegurar a plasticidade do aço, a sua resistência pode ser significativamente aumentada. Isto é aplicável a componentes feitos de aço de alta resistência de liga média que requerem alta resistência, fios de aço de alta resistência de secção pequena, bem como moldes de aço de alta liga, ferramentas de aço de alta velocidade, etc.
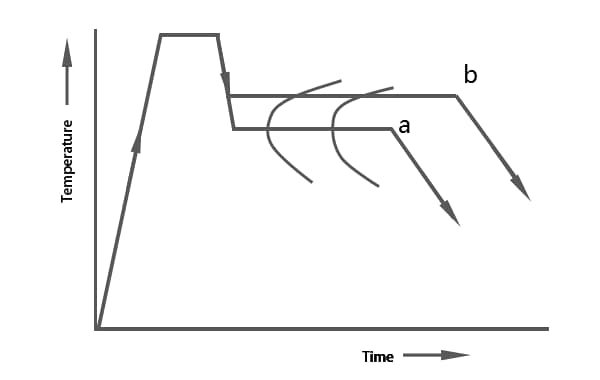
5. Tratamento térmico por deformação isotérmica
Características do processo
(a) A deformação ocorre tanto antes como durante o intervalo de temperatura de transformação da perlite do aço.
(b) A deformação também pode ocorrer após a transformação da perlita.
Efeito e aplicação
(a) Os subgrãos finos de ferrite e os carbonetos esféricos podem melhorar várias vezes a resistência ao impacto do aço e são adequados para a produção de pequenas peças de ligas de aço estrutural.
(b) Este processo pode reduzir significativamente o tempo de esferoidização, diminuir a temperatura de esferoidização e melhorar a estrutura de esferoidização. É normalmente utilizado em aço ferramenta e aço para rolamentos fabrico.
6. Tratamento térmico de deformação que induz a transformação martensítica
Características do processo
A deformação é realizada na faixa de temperatura Ms ~ Md do aço.
Efeito e aplicação
Melhorar a resistência sob a condição de assegurar a plasticidade.
É aplicável ao aço inoxidável austenítico e ao aço de plasticidade induzida por transformação (aço TRIP).
7. Tratamento de envelhecimento por deformação de uma solução sólida supersaturada
Características do processo
Após o tratamento por solução, o aço ou a liga deve ser trabalhado a frio ou a quente antes do envelhecimento.
Efeito e aplicação
A resistência é significativamente melhorada, e a plasticidade necessária pode ainda ser assegurada.
Utilizado para tipos de aço ou ligas que requerem reforço, tais como aço austenítico, aço maraging, superliga à base de níquel, liga de alumínio, liga de cobre, etc.
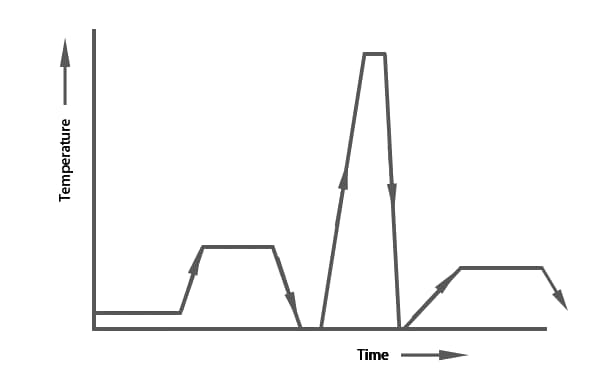
8. Pré-tratamento termomecânico
Características do processo
O processo começa com uma deformação a frio à temperatura ambiente, seguida de uma têmpera intermédia. Depois disso, são efectuados o aquecimento rápido secundário e a têmpera, seguidos da têmpera final.
Efeito e aplicação
Pode ainda reter o efeito de reforço da deformação, tornando-o adequado para a produção de tubos de aço laminados a frio, fios de aço de alta resistência estirados a frio ou pequenas peças com formas simples que podem ser moldadas a frio.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como é que os processos de fabrico combinam calor e pressão para criar materiais de qualidade superior? O tratamento termomecânico, um método que combina a deformação e o tratamento térmico, melhora as propriedades mecânicas e poupa energia. Este artigo explora...
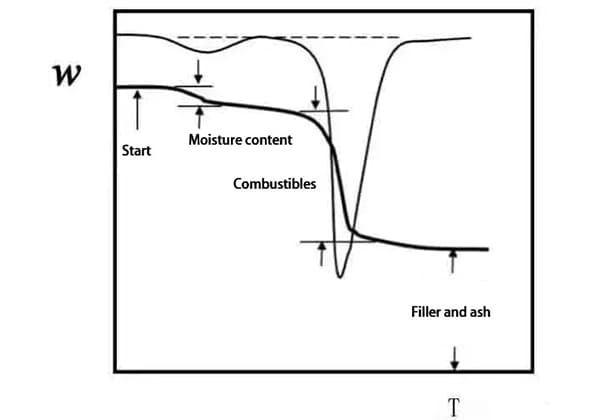
Como é que os materiais reagem ao calor? A compreensão das propriedades térmicas é crucial para as aplicações de engenharia, influenciando tudo, desde a seleção de materiais até às previsões de desempenho. Este artigo explora vários métodos utilizados na análise térmica...
Imagine que o motor do seu carro falha no meio de um deserto escaldante porque os materiais não conseguem suportar o calor. Este cenário sublinha a importância vital de compreender como as temperaturas elevadas...
O que torna os parafusos de alta resistência tão importantes na engenharia moderna? À medida que as máquinas e as estruturas se tornam mais potentes e complexas, as exigências em relação aos parafusos aumentam exponencialmente. Este artigo analisa os materiais...
Já alguma vez se interrogou sobre o segredo por detrás da resistência e durabilidade das ligas de titânio? Neste artigo, vamos mergulhar no fascinante mundo das técnicas de tratamento térmico que transformam...