| Modo de soldadura | Causa da ocorrência | Medidas preventivas |
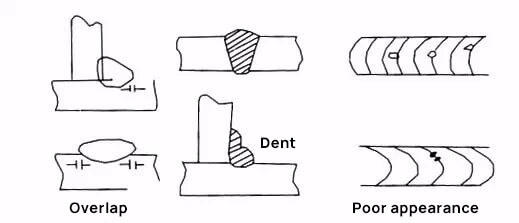
| Sobreposição | (1) A corrente é demasiado baixa.
(2) A velocidade de soldadura é demasiado lenta. | (1) Utilizar a corrente adequada.
(2) Utilizar a velocidade adequada. |
| Mau aspeto e forma do cordão de soldadura | (1) Vareta de soldadura deficiente.
(2) Método de funcionamento incorreto.
(3) A corrente de soldadura é demasiado elevada e o diâmetro do elétrodo é demasiado espesso.
(4) Sobreaquecimento da soldadura.
(5) No cordão de soldadura, o método de enchimento por fusão é deficiente.
(6) O bocal condutor está gasto.
(7) O comprimento da extensão do fio de soldadura mantém-se inalterado. | (1) Devem ser seleccionados eléctrodos secos de tamanho adequado e de boa qualidade.
(2) Adotar uma velocidade e uma sequência de soldadura uniformes e adequadas.
(3) Selecionar a soldadura com a corrente e o diâmetro adequados.
(4) Reduzir a corrente.
(5) Praticar mais.
(6) Substituir o bocal condutor.
(7) Manter o comprimento fixo e a proficiência. |
| Dent | (1) Utilização incorrecta de varetas de soldadura.
(2) A vareta de soldadura está molhada.
(3) O arrefecimento do metal de base é demasiado rápido.
(4) Elétrodo não limpo e segregação da soldadura.
(5) O teor de carbono e manganês da soldadura é demasiado elevado. | (1) Utilizar uma vareta de soldadura adequada. Se não puder ser eliminado, utilizar uma vareta de soldadura com baixo teor de hidrogénio.
(2) Utilizar eléctrodos secos.
(3) Reduzir a velocidade de soldadura e evitar o arrefecimento. É melhor pré-aquecer ou pós-aquecer.
(4) Utilizar um bom elétrodo com baixo teor de hidrogénio.
(5) Devem ser utilizados eléctrodos com elevada basicidade. |
| Desvio do arco | (1) Durante a soldadura por corrente contínua, o campo magnético gerado pela soldadura é irregular, o que desvia o arco.
(2) Má posição do fio de ligação à terra.
(3) O ângulo de fuga da pistola de soldadura é demasiado grande.
(4) O comprimento da extensão do fio de soldadura é demasiado curto.
(5) A tensão é demasiado elevada e o arco é demasiado longo.
(6) A corrente é demasiado elevada.
(7) A velocidade de soldadura é demasiado rápida. | (1) Colocar um fio de terra num dos lados do arco, ou soldar do outro lado, ou utilizar um arco curto, ou corrigir o campo magnético para o tornar uniforme, ou utilizar a soldadura AC
(2) Ajustar a posição do fio de ligação à terra.
(3) Reduzir o ângulo de arrastamento da pistola de soldadura.
(4) Aumentar o comprimento da extensão do fio de soldadura.
(5) Reduzir a tensão e o arco elétrico.
(6) Ajustar e utilizar a corrente adequada.
(7) Velocidade de soldadura lenta. |
| Queimar | (1) Quando há soldadura com fendas, a corrente é demasiado elevada.
(2) O espaço de soldadura é demasiado grande devido a uma má abertura da ranhura. | (1) Reduzir a corrente.
(2) Reduzir o espaço de soldadura. |
| Cordão de soldadura irregular | (1) O bocal condutor está gasto e a saída do fio de soldadura oscila.(2) Operação não qualificada da pistola de soldadura. | (1) Substituir o bocal de soldadura por um novo.(2) Praticar mais. |
| Rasgos de soldadura | (1) A corrente é demasiado elevada e a velocidade de soldadura é demasiado lenta.
(2) O arco é demasiado curto e o cordão de soldadura é demasiado alto.
(3) Alinhamento incorreto do fio de soldadura. (durante a soldadura em ângulo) | (1) Selecionar a corrente e a velocidade de soldadura correctas.
(2) Aumentar o comprimento do arco.
(3) O fio de soldadura não deve estar demasiado afastado da intersecção. |
| Salpicos de faísca excessivos | (1) Vareta de soldadura deficiente.
(2) O arco é demasiado longo.
(3) A corrente é demasiado alta ou demasiado baixa.
(4) A tensão do arco é demasiado alta ou demasiado baixa.
(5) O fio de soldadura é demasiado comprido.
(6) A pistola de soldadura inclina-se excessivamente e o ângulo de arrastamento é demasiado grande.
(7) Absorção excessiva de humidade do fio de soldadura.
(8) O máquina de soldar está em mau estado. | (1) Utilizar uma vareta de soldadura seca adequada.
(2) Utilizar um arco mais curto.
(3) Utilizar a corrente adequada.
(4) Ajustar corretamente.
(5) Seguir as instruções dos vários fios de soldadura.
(6) Manter-se o mais vertical possível e evitar uma inclinação excessiva.
(7) Prestar atenção às condições de armazenamento do armazém.
(8) Reparar e prestar atenção à manutenção durante os dias úteis. |
| O cordão de soldadura é serpentino. | (1) O fio de soldadura é demasiado comprido.
(2) O fio de soldadura é torcido.
(3) Funcionamento linear deficiente. | (1) Deve ser adotado um comprimento adequado, tal como o fio de soldadura sólido, que se estende 20 ~ 25mm em caso de corrente elevada. Durante a soldadura com autoproteção, o comprimento de extensão é de cerca de 40 ~ 50 mm.
(2) Substituir o fio de soldadura por um novo ou corrigir a distorção.
(3) Quando se trabalha em linha reta, a pistola de soldadura deve ser mantida na vertical. |
| Instabilidade do arco | (1) O bocal condutor na extremidade dianteira da pistola de soldadura é muito maior do que o diâmetro do núcleo do fio de soldadura.
(2) O bocal condutor está gasto.
(3) O fio de soldadura enrola-se.
(4) O transportador do fio de soldadura não roda suavemente.
(5) A ranhura da roda de transporte do fio de soldadura está gasta.
(6) A roda de pressão não está bem pressionada.
(7) A resistência da junta da conduta é demasiado elevada. | (1) O diâmetro do núcleo do fio de soldadura deve corresponder ao do bocal condutor.
(2) Substituir o bocal condutor.
(3) Enrolar e endireitar o fio de soldadura.
(4) Adicionar óleo ao eixo do transportador para lubrificar a rotação.
(5) Substituir a roda transportadora.
(6) A pressão deve ser adequada, demasiado frouxa, má alimentação do fio, demasiado apertada, e o fio de soldadura está danificado.
(7) Se a conduta estiver demasiado dobrada, ajuste para reduzir a quantidade de dobragem. |
| Arco entre o bocal e o metal de base | (1) Curto-circuito entre o bocal, a conduta ou o bocal condutor. | (1) As faíscas e os salpicos excessivos que aderem ao bocal devem ser removidos ou utilizar o tubo de cerâmica com proteção isolante da pistola de soldadura. |
| Sobreaquecimento do bocal da pistola de soldadura | (1) A água de arrefecimento não pode escoar totalmente.
(2) Corrente excessiva. | (1) O tubo de água de arrefecimento está bloqueado. Se o tubo da água de arrefecimento estiver bloqueado, tem de ser removido para que a pressão da água aumente e o fluxo seja normal.
(2) A pistola de soldadura deve ser utilizada dentro da gama de corrente e da taxa de utilização admissíveis. |
| O fio de soldadura adere ao bocal condutor | (1) A distância entre o bocal condutor e o metal de base é demasiado curta.
(2) Resistência excessiva da conduta e má alimentação do fio.
(3) A corrente é demasiado pequena e a tensão é demasiado elevada. | (1) Utilizar a distância adequada ou um pouco mais longa para iniciar o arco e, em seguida, ajustar para a distância adequada.
(2) Limpar o interior da conduta para permitir uma passagem suave.
(3) Ajustar o valor adequado da corrente e da tensão. |