6 Técnicas obrigatórias de estancamento de fugas de soldadura
Imagine que a linha de produção da sua fábrica pára subitamente devido a uma fuga numa conduta crucial. Como é que a repara sem correr o risco de causar mais danos ou de provocar uma paragem? Este artigo analisa seis técnicas de soldadura essenciais para parar fugas, destacando métodos práticos e medidas de segurança. Do martelamento à rebitagem, aprenderá estratégias para gerir fugas de forma eficiente e garantir a segurança em ambientes de alta pressão e perigosos. Prepare-se para se equipar com os conhecimentos necessários para resolver fugas de forma eficaz e manter a sua produção a funcionar sem problemas.
Na produção industrial, o equipamento que funciona continuamente pode apresentar fugas por várias razões, tais como fugas em tubos, válvulas, contentores, etc. Estas fugas podem ter um impacto negativo na estabilidade da produção, reduzir a qualidade do produto e resultar em poluição ambiental e resíduos. Para além disso, as fugas de meios perigosos, como gases tóxicos e gorduras, podem representar sérias ameaças à segurança da produção e ao ambiente circundante.
Por exemplo, a explosão do oleoduto de Qingdao Huangdao, em 22 de novembro de 2013, e a explosão do armazém de mercadorias perigosas de Tianjin Binhai New Area, em 2 de agosto de 2015, resultaram em perdas significativas de vidas e bens para o país e para a sua população, tendo ambas sido causadas por fugas de informação para os meios de comunicação social.
Por conseguinte, é crucial resolver atempadamente as fugas de produtos industriais. No entanto, a reparação de fugas em equipamentos que contêm substâncias inflamáveis, explosivas ou produtos químicos tóxicos sob pressão representa um desafio técnico.
A reparação de fugas em equipamentos com pressão, óleo ou substâncias tóxicas requer uma soldadura especial em condições perigosas, que difere dos procedimentos normais de soldadura e coloca uma forte ênfase na segurança.
Antes da soldadura, devem ser tomadas medidas de segurança para evitar acidentes e garantir a segurança do local de trabalho, dos soldadores e dos outros trabalhadores. Os soldadores devem ser experientes e qualificados, e os engenheiros de soldadura com vastos conhecimentos técnicos devem fornecer orientações para uma operação segura.
Por exemplo, ao reparar um determinado tipo de reservatório de óleo, é necessário conhecer a capacidade, o ponto de ignição, a pressão, etc., do óleo no seu interior, e a processo de soldadura não deve constituir uma ameaça para a segurança pessoal ou causar incidentes de segurança maiores.
Por conseguinte, devem ser tomadas as seguintes medidas antes e durante a construção da soldadura para garantir a segurança:
Alívio de pressão seguro: Antes de soldar e entupir, é importante determinar se a pressão do equipamento que está a ser soldado representa um perigo para a segurança pessoal. O equipamento também deve ter um canal de alívio de pressão seguro, como uma válvula de segurança, para evitar danos sob a influência da pressão de soldadura. calor de soldadura fonte.
Controlo da temperatura: Antes da soldadura, devem ser tomadas todas as precauções necessárias para evitar incêndios e explosões. Durante a soldadura, o soldador deve respeitar a entrada de calor mínima e máxima especificada no documento do processo e tomar medidas de segurança adicionais para evitar incêndios ou explosões.
Prevenção de envenenamentos: Ao soldar recipientes ou tubagens que contenham substâncias tóxicas, é necessário dispersar qualquer fuga de gás tóxico e fornecer imediatamente ar fresco. Além disso, devem ser tomadas medidas para isolar a saída de substâncias tóxicas para evitar a poluição.
Seguem-se vários métodos habitualmente utilizados para estancar as fugas na soldadura, que são utilizados habitualmente na prática da engenharia e que vale a pena aprender e melhorar.
1. Método de soldadura por martelagem, torção e prensagem
Este método é adequado para fissuras de soldadura, buracos de areia e bolhas de ar em recipientes e tubagens de baixa pressão.
Recomenda-se a utilização de eléctrodos de pequeno diâmetro, tanto quanto possível, para a soldadura. A corrente de soldadura deve respeitar rigorosamente os requisitos do processo.
O método de soldadura preferido é o método de soldadura rápida. O calor do arco deve ser utilizado para aquecer a área à volta da fuga.
Uma vez desligado o arco, o ponto de fuga deve ser rapidamente comprimido com um martelo ou uma pá pontiaguda, e a soldadura deve ser batida durante a soldadura.
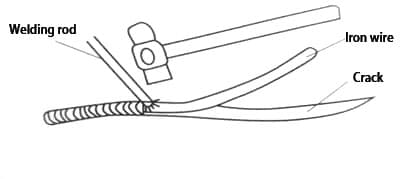
2. Método de soldadura por rebitagem
Quando as fissuras são largas ou o diâmetro dos furos de areia e de ar é grande, pode ser difícil utilizar técnicas como martelar, torcer e pressionar.
Nestes casos, as fissuras ou os orifícios podem ser tapados com fios de ferro ou varetas de soldadura adequados para reduzir a pressão e o fluxo da fuga e, em seguida, pode ser efectuada uma soldadura rápida com uma corrente fraca.
O aspeto fundamental deste método é que apenas uma secção deve ser tapada de cada vez, podendo depois ser efectuada uma soldadura rápida.
Esta situação é ilustrada na Figura 1.
Fig.1
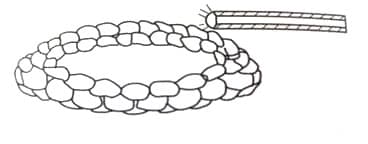
3. Método de soldadura de fluxo superior
Algumas fugas são causadas por factores como a corrosão, o desgaste e o desbaste. Nestes casos, a soldadura direta da fuga deve ser evitada, uma vez que pode provocar fugas ainda maiores.
Em vez disso, soldadura por pontos deve ser efectuada em posições adequadas, junto ou por baixo da fuga. Estas zonas devem estar isentas de fugas.
Para começar, deve ser criada uma poça de fusão e, em seguida, a fuga deve ser gradualmente reduzida por soldadura ponto a ponto, semelhante a uma armadilha de lama de andorinha.
Finalmente, a fuga deve ser selada utilizando uma corrente de soldadura adequada e um elétrodo de pequeno diâmetro, como ilustrado na Figura 2.
Fig.2
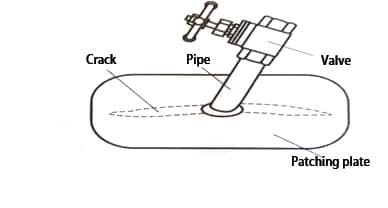
4. Método de soldadura por desvio
Este método é adequado para soldadura com grandes áreas de fuga, caudais elevados ou pressões elevadas, como se mostra na Figura 3.
Para resolver a fuga, deve ser criada uma placa complementar com um dispositivo de fecho com base na forma da fuga.
Para fugas mais significativas, deve ser utilizado um intercetor sob a forma de uma secção de tubo de desvio com uma válvula instalada.
Para fugas mais pequenas, pode ser pré-soldada uma porca na placa de reparação.
O tamanho da placa de remendo deve ser maior do que a fuga. O dispositivo de fecho da placa de remendo deve ser posicionado de frente para a fuga.
Deve ser aplicado um cordão de vedante no lado da placa de remendo que está em contacto com a fuga, para permitir que o fluido com fuga saia através de um tubo guia e reduza a fuga à volta da placa de remendo.
Quando a placa de reparação estiver soldada, a válvula deve ser fechada ou os parafusos apertados.
Fig.3
5. Método de soldadura de tubos de manga
Quando uma tubagem tem uma fuga numa grande área devido a corrosão ou desgaste, pode ser utilizado um tubo de manga com o mesmo diâmetro ou apenas com o tamanho suficiente para segurar a tubagem com fuga. O comprimento do tubo de manga deve ser determinado com base na dimensão da fuga.
O tubo de manga deve ser cortado em duas metades simetricamente e deve ser soldado um tubo deflector. O método de soldadura deve ser o mesmo que o método de soldadura do deflector.
Ao soldar, a costura entre o tubo e a manga deve ser soldada primeiro, seguida da costura da manga, como mostra a Figura 4.
Fig.4
6. Soldadura do recipiente de fuga de óleo
Soldadura contínua não deve ser utilizado. A temperatura de soldadura não deve exceder um nível adequado.
O método de soldadura por pontos deve ser aplicado com arrefecimento simultâneo.
Por exemplo, após a soldadura por pontos em vários pontos, arrefecer imediatamente os pontos de soldadura com uma gaze de algodão embebida em água.
Por vezes, pode ser necessária uma combinação destes métodos para estancar eficazmente as fugas. A paragem de fugas por soldadura requer versatilidade para garantir o seu sucesso.
No entanto, nem todos os materiais metálicos são adequados para estancar fugas por soldadura. Apenas o aço de baixo carbono e o aço de baixo liga de aço pode utilizar estes métodos de estancamento de fugas.
O aço inoxidável austenítico só pode ser reparado por soldadura se o metal de base próximo do ponto de fuga puder sofrer uma deformação plástica significativa. Caso contrário, a soldadura não é uma opção.
O meio nos tubos de aço resistentes ao calor é normalmente vapor a alta temperatura e alta pressão.
As fugas que se desenvolveram após uma utilização prolongada não podem ser reparadas sob pressão. A soldadura não deve ser utilizada para reparar aço a baixa temperatura sob pressão.
Todos estes métodos de soldadura são soluções temporárias e não proporcionam as mesmas propriedades mecânicas do metal que a soldadura rigorosa.
Quando o equipamento não está sob pressão ou não transporta um meio, a soldadura temporária de bloqueio de fugas deve ser totalmente removida e o equipamento deve ser soldado de novo ou reparado de outra forma para cumprir os requisitos do produto.
Resumo
Com o avanço da produção moderna, a tecnologia de paragem de fugas de soldadura tornou-se uma técnica de emergência crucial no processo de produção contínua.
O tratamento de uma fuga requer um certo tempo e a fuga deve ser totalmente substituída numa fase posterior.
A utilização da tecnologia de estancamento de fugas deve ser adaptável.
Podem ser utilizados vários métodos para resolver uma fuga, com o objetivo de evitar fugas após a soldadura.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...