A Maquinação por Descarga Eléctrica (EDM) e a Maquinação Eletroquímica (ECM) são processos especializados, principalmente adequados para materiais metálicos condutores, limitando a sua aplicação a substratos não condutores ou não metálicos.
Em contrapartida, a maquinação por ultra-sons (USM) oferece uma solução versátil para o processamento de uma vasta gama de materiais, incluindo substâncias condutoras e não condutoras. Esta técnica é excelente na maquinação de materiais metálicos frágeis e duros, como ligas avançadas e aços endurecidos, ao mesmo tempo que oferece capacidades superiores para materiais não condutores e não metálicos, como vidro de precisão, cerâmicas avançadas, materiais semicondutores e componentes críticos, como bolachas de germânio e silício utilizadas na indústria eletrónica.
As aplicações do USM vão para além dos processos tradicionais de remoção de material. Tem-se revelado eficaz em operações de limpeza de precisão, particularmente para peças intrincadas com geometrias complexas. Além disso, a tecnologia USM foi adaptada para aplicações de soldadura especializadas e procedimentos de ensaios não destrutivos, aumentando o seu valor em vários sectores de fabrico.
A soldadura por ultra-sons, um subconjunto da tecnologia USM, utiliza vibrações mecânicas de alta frequência (normalmente 20-40 kHz) transmitidas à interface de dois componentes que necessitam de ser unidos. Sob pressão controlada, estas vibrações induzem fricção localizada e geração de calor na interface do material, promovendo a interdifusão molecular e criando uma ligação em estado sólido sem derreter o material a granel. Este processo é particularmente vantajoso para unir termoplásticos, metais não ferrosos e materiais diferentes, onde os métodos de soldadura tradicionais podem ser ineficazes ou prejudiciais.
Um sistema de soldadura por ultra-sons típico inclui quatro componentes essenciais:
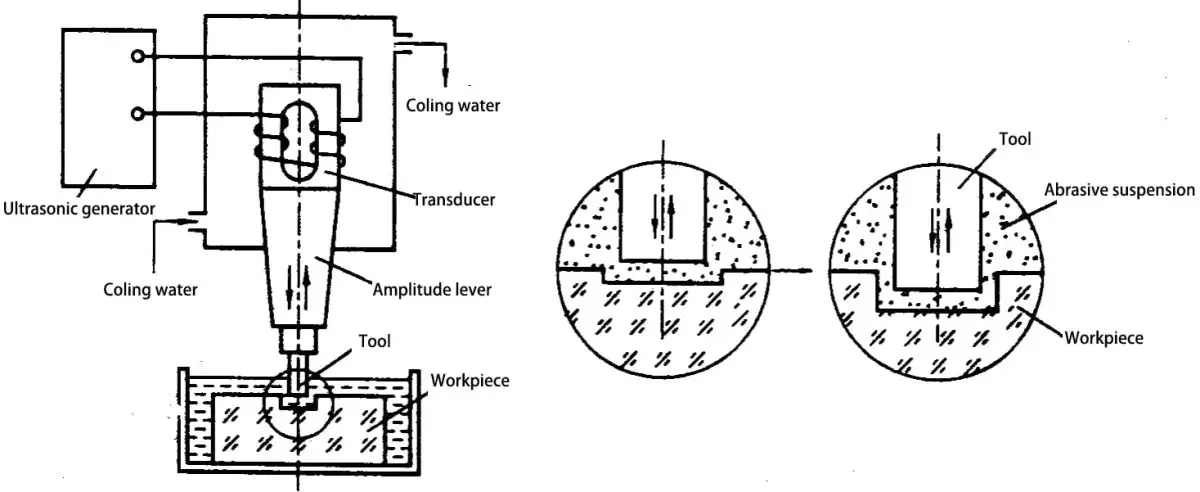
- Gerador de ultra-sons: Converte energia eléctrica normal em energia eléctrica de alta frequência.
- Conversor (Transdutor): Transforma a energia eléctrica em vibrações mecânicas.
- Amplificador: Amplifica ou reduz a amplitude das vibrações mecânicas conforme necessário.
- Ferramenta de soldadura (chifre ou sonotrodo): Transfere a energia ultra-sónica para as peças de trabalho e aplica a força de soldadura necessária.
I. Princípios da maquinagem por ultra-sons
Os componentes primários de um sistema de soldadura por ultra-sons incluem um conjunto triplo de gerador de ultra-sons, transdutor, reforços, cabeça de soldadura, molde e estrutura.
A soldadura por ultra-sons envolve a conversão de uma corrente de 50/60 Hz em energia eléctrica de 15, 20, 30 ou 40 KHz através de um gerador de ultra-sons. A energia eléctrica de alta frequência convertida é novamente transformada em movimento mecânico da mesma frequência através de um transdutor.
Posteriormente, o movimento mecânico é transferido para a cabeça de soldadura através de um conjunto de dispositivos de reforço que podem alterar a amplitude. A cabeça de soldadura transporta a energia vibratória recebida até à junta da peça a soldar. Nesta região, a energia vibracional é convertida em energia térmica através do atrito, fundindo as áreas a serem soldadas.
Os ultra-sons podem ser utilizados não só para soldar metais e plásticos termoendurecíveis, mas também para processar tecidos e películas.
Especificamente, maquinagem por ultra-sons (USM) é um método de processamento de materiais duros e frágeis através da utilização de vibração ultra-sónica na face final da ferramenta, combinada com a ação de suspensão abrasiva.
O USM é o resultado dos efeitos combinados do impacto mecânico e da trituração abrasiva causada pela vibração dos abrasivos sob ondas ultra-sónicas, sendo o impacto contínuo dos abrasivos o fator principal.
Durante o processo de maquinação por ultra-sons, é introduzida uma suspensão de líquido e mistura abrasiva entre a cabeça da ferramenta e a peça de trabalho. É aplicada uma ligeira pressão na direção da vibração da cabeça da ferramenta.
A frequência ultra-sónica gerada pelo gerador de ultra-sons é transformada em vibrações mecânicas pelo transdutor. A amplitude é amplificada para 0,01-0,15 mm pela haste de amplitude e depois transmitida à ferramenta.
A face da extremidade da ferramenta é levada a vibrar ultra-sonicamente, fazendo com que as partículas abrasivas na suspensão tenham um impacto contínuo e desbastem a superfície da peça de trabalho a uma velocidade elevada. Isto resulta no esmagamento do material na área de maquinação em partículas finas, que são depois removidas do material.
Embora cada impacto remova uma pequena quantidade de material, a alta frequência de mais de 16.000 impactos por segundo permite uma certa velocidade de processamento.
Ao mesmo tempo, o impacto hidráulico e o fenómeno de cavitação provocado pela vibração ultra-sónica na extremidade da ferramenta resultam na penetração do líquido nas fissuras do material da peça, acelerando o processo de destruição.
O impacto hidráulico também força o fluido de trabalho da suspensão a circular na fenda de maquinação, assegurando a renovação atempada das partículas abrasivas gastas.
1. Princípio da soldadura de metais por ultra-sons
A soldadura de metais por ultra-sons é um processo avançado de união em estado sólido que utiliza vibrações mecânicas de alta frequência (normalmente superiores a 20 kHz) para criar fortes ligações metalúrgicas entre metais semelhantes ou diferentes. Esta técnica inovadora oferece vantagens únicas em relação aos métodos de soldadura tradicionais.
O processo baseia-se na conversão da energia ultra-sónica em calor de fricção localizado e deformação plástica na interface das peças de trabalho. Ao contrário da soldadura convencional, a soldadura por ultra-sons ocorre sem derreter os materiais de base ou utilizar fontes de calor externas. Em vez disso, uma combinação de pressão controlada e oscilações de alta frequência (normalmente 20-40 kHz) gera as condições necessárias para a ligação.
Durante o ciclo de soldadura, os seguintes mecanismos-chave contribuem para a formação da junta:
- Fricção interfacial: As vibrações de alta frequência causam um rápido movimento relativo entre as superfícies de contacto, quebrando os óxidos superficiais e os contaminantes.
- Deformação plástica: O aquecimento e a pressão localizados conduzem ao fluxo plástico do material na interface, promovendo a difusão atómica e a ligação metalúrgica.
- Endurecimento por trabalho e recristalização: O processo induz alterações microestruturais na zona de soldadura, aumentando a resistência da junta.
- Amolecimento acústico: A energia ultra-sónica reduz temporariamente o limite de elasticidade dos metais, facilitando o fluxo de material e a ligação.
A soldadura de metais por ultra-sons oferece várias vantagens:
- Baixa entrada de calor: Efeitos térmicos mínimos nas áreas circundantes e nos componentes sensíveis ao calor.
- Sem materiais de fusão ou de enchimento: Reduz o risco de alterações das propriedades do material e de contaminação.
- União de metais dissimilares: Eficaz para combinações que são difíceis com os métodos tradicionais.
- Processo limpo: Sem salpicos, fumos ou problemas de oxidação comuns na soldadura por fusão.
Esta técnica é particularmente adequada para unir folhas finas, lâminas e fios finos de metais não ferrosos, tais como alumínio, cobre, níquel e metais preciosos. As aplicações mais comuns incluem:
- Eletrónica: Ligar os separadores das pilhas, os cabos dos condensadores e os componentes da placa de circuito impresso.
- Setor automóvel: União de conectores eléctricos e elementos estruturais leves.
- Armazenamento de energia: Fabrico de baterias de iões de lítio e células de combustível.
- Indústria aeroespacial: Colagem de materiais de calibre fino para componentes de satélites e aeronaves.
2. Princípio da soldadura de plásticos por ultra-sons
Quando as ondas ultra-sónicas actuam sobre a superfície de contacto dos materiais termoplásticos, geram vibrações de alta frequência dezenas de milhares de vezes por segundo. Esta vibração de alta frequência, quando atinge uma certa amplitude, é transmitida à zona de soldadura através da soldadura, convertendo a energia ultra-sónica em calor.
A resistência sonora na junção das duas soldaduras na área de soldadura é grande, gerando assim altas temperaturas locais. Devido à fraca condução de calor dos plásticos, o calor não pode ser dissipado rapidamente e acumula-se na área de soldadura, fazendo com que as superfícies de contacto dos dois plásticos derretam rapidamente.
Com a aplicação de uma certa pressão, os plásticos fundem-se num só. Quando as ondas ultra-sónicas cessam, a pressão é mantida durante alguns segundos para permitir a solidificação, formando uma cadeia molecular robusta para atingir o objetivo da soldadura. A resistência à soldadura pode aproximar-se da força do material original.
A qualidade da soldadura de plástico por ultra-sons depende de três factores: a amplitude da cabeça de soldadura do transdutor, a pressão aplicada e o tempo de soldadura. Tanto o tempo de soldadura como a pressão da cabeça de soldadura podem ser ajustados, enquanto a amplitude é determinada pelo transdutor e pela haste de amplitude.
Estes três factores interagem e têm um valor ótimo. Quando a energia excede este valor ótimo, a quantidade de plástico fundido é elevada e o material soldado é propenso a deformações.
Se a energia for demasiado baixa, a soldadura resultante não é firme, e a pressão aplicada também não deve ser demasiado elevada. A pressão óptima é o produto do comprimento do bordo da peça a soldar e a pressão óptima por milímetro do bordo.
II. Características da maquinagem por ultra-sons
- Capacidades versáteis de processamento de materiais:
a. Excelente na maquinação de materiais difíceis de processar, incluindo metais e não metais. Particularmente eficaz para materiais não condutores, como vidro, cerâmica, quartzo, silício, ágata, pedras preciosas e diamantes. Também pode processar metais duros condutores, como aço endurecido e ligas avançadas, embora com eficiência reduzida.
b. Ideais para geometrias difíceis: furos profundos, componentes de paredes finas, hastes finas, peças de baixa rigidez e formas complexas com especificações rigorosas.
c. Optimizado para maquinação de alta precisão, proporcionando uma precisão superior e baixa rugosidade superficial para componentes críticos.
- Forças de corte e consumo de energia mínimos:
O mecanismo de impacto localizado e de alta frequência resulta em forças de corte macroscópicas negligenciáveis. Isto leva a uma redução significativa das tensões de corte e da geração de calor, preservando a integridade do material e melhorando a eficiência global.
- Precisão de maquinagem e qualidade de superfície superiores:
A maquinação por ultra-sons atinge uma precisão dimensional excecional (normalmente 0,005-0,02 mm) e um acabamento de superfície (valores Ra de 0,05-0,2 μm). O processo não deixa tensões residuais ou danos térmicos nas superfícies maquinadas, tornando-o ideal para componentes delicados, tolerâncias estreitas e peças de baixa rigidez.
- Capacidades de geometria complexa:
É excelente na produção de cavidades complexas e superfícies moldadas com elevada fidelidade, superando os métodos de maquinação convencionais para formas 3D complexas.
- Opções flexíveis de ferramentas:
Permite a utilização de materiais de ferramentas relativamente macios com geometrias complexas, reduzindo os custos de ferramentas e permitindo a prototipagem rápida de formas personalizadas.
- Simplicidade e acessibilidade do equipamento:
Os sistemas de maquinação por ultra-sons apresentam geralmente um design simples, facilitando a operação, a manutenção e a integração nos processos de fabrico existentes.
III. Leis do processo de maquinagem por ultra-sons
1. Velocidade de maquinagem e factores que a influenciam:
A velocidade de maquinagem refere-se à quantidade de material removido por unidade de tempo e é expressa em mm3/min ou g/min.
Os factores que influenciam a velocidade de maquinagem incluem a amplitude e a frequência da ferramenta, a pressão de alimentação, o tipo e a dimensão das partículas do abrasivo, o material da peça de trabalho e a concentração da suspensão abrasiva.
a. Influência da amplitude e da frequência da ferramenta:
Uma amplitude excessiva e uma frequência elevada podem sujeitar a ferramenta e a haste de amplitude a uma elevada tensão interna. A amplitude é geralmente entre 0,01-0,1mm, e a frequência é entre 16.000-25.000Hz.
Na maquinagem real, é necessário ajustar a frequência de ressonância de acordo com as diferentes ferramentas para obter a amplitude máxima e alcançar uma maior velocidade de maquinagem.
b. Influência da pressão de alimentação:
A ferramenta deve ter uma pressão de avanço adequada durante a maquinagem. Uma pressão demasiado baixa aumenta a distância entre a face final da ferramenta e a superfície da peça de trabalho, reduzindo a força de impacto do abrasivo sobre a peça de trabalho.
O aumento da pressão reduz a folga, mas quando a folga diminui até um certo ponto, reduz a circulação e a velocidade de renovação do abrasivo e do fluido de trabalho, diminuindo assim a produtividade.
c. Influência do tipo de abrasivo e da dimensão das partículas:
Durante a maquinagem, podem ser seleccionados diferentes abrasivos para materiais com diferentes resistências. Uma maior resistência do abrasivo resulta numa maior velocidade de maquinação, mas o custo também deve ser considerado. Para o processamento de materiais como pedras preciosas ou diamantes, devem ser utilizados abrasivos de diamante.
O carboneto de boro é adequado para maquinar aço endurecido e ligas duras, enquanto os abrasivos de óxido de alumínio são utilizados para processar materiais como vidro, quartzo, silício e germânio.
d. Influência do material da peça de trabalho:
Os materiais duros e frágeis são mais fáceis de remover durante a maquinagem, enquanto os materiais com boa tenacidade são mais difíceis de processar.
e. Influência da concentração da suspensão abrasiva:
Uma menor concentração de suspensão abrasiva significa menos partículas abrasivas na fenda de maquinagem, o que pode levar a uma diminuição significativa da velocidade de maquinagem, especialmente para grandes áreas de superfície e profundidades.
O aumento da concentração de abrasivos melhora a velocidade de maquinação, mas uma concentração excessivamente elevada pode afetar a circulação e o impacto das partículas abrasivas na área de maquinação, levando a uma diminuição da velocidade de maquinação.
2. Precisão da maquinagem e factores que a influenciam:
A precisão da maquinagem por ultra-sons é influenciada pela precisão da máquina-ferramenta e do dispositivo de fixação, bem como pela dimensão das partículas abrasivas, pela precisão e desgaste da ferramenta, pela magnitude da vibração lateral, pela profundidade de maquinagem e pelas propriedades do material da peça.
3. Qualidade da superfície:
A maquinação por ultra-sons proporciona uma excelente qualidade de superfície, sem gerar camadas superficiais ou marcas de queimadura. A rugosidade da superfície depende principalmente do tamanho das partículas abrasivas, da amplitude ultra-sónica e da dureza do material da peça.
A menor dimensão das partículas abrasivas, a menor amplitude ultra-sónica e o material mais duro da peça de trabalho conduzem a uma melhor rugosidade da superfície, uma vez que o valor da rugosidade é determinado principalmente pela dimensão e profundidade das ranhuras deixadas pelo impacto de cada partícula abrasiva no material da peça de trabalho.
Embora a produtividade da maquinação por ultra-sons seja inferior à da maquinação por descarga eléctrica e da maquinação eletroquímica, a sua precisão de maquinação e a qualidade da superfície são superiores.
É importante salientar que pode processar materiais semicondutores e não metálicos duros e quebradiços, tais como vidro, cerâmica, quartzo, silício, ágata, pedras preciosas e diamantes, que são difíceis de maquinar utilizando outros métodos.
Além disso, é frequentemente utilizado nas fases finais de acabamento do aço endurecido, liga dura moldes, matrizes de trefilagem e moldes de plástico processados por maquinagem por descarga eléctrica, para reduzir ainda mais a rugosidade da superfície.
IV. Aplicações da maquinagem por ultra-sons
1. Maquinação de cavidades e moldes:
A maquinação por ultra-sons é utilizada principalmente para processar furos circulares, furos moldados, cavidades, encaixes e microfuros em materiais frágeis e duros.
2. Processamento de corte:
A maquinação por ultra-sons é adequada para cortar materiais frágeis e duros, tais como cerâmica, quartzo, silício e pedras preciosas, que são difíceis de cortar utilizando métodos convencionais. Oferece vantagens como fatias finas, cortes estreitos, alta precisão, alta produtividade e boa relação custo-benefício.
3. Limpeza por ultra-sons:
Este método baseia-se no efeito de cavitação produzido pela solução de limpeza sob a ação de ondas ultra-sónicas. O forte impacto gerado pela cavitação actua diretamente sobre a superfície a limpar, fazendo com que os resíduos se desintegrem e se soltem da superfície.
Este método é utilizado principalmente para a limpeza de precisão de peças de precisão de pequena e média dimensão com geometrias complexas, em que outros métodos de limpeza são menos eficazes, especialmente para furos profundos, microfuros, furos curvos, furos cegos, ranhuras, fendas estreitas, etc. Proporciona uma elevada produtividade e taxas de purificação.
Atualmente, é aplicado na limpeza de componentes de semicondutores e de circuitos integrados, peças de instrumentos, dispositivos electrónicos de vácuo, componentes ópticos e instrumentos médicos.
4. Soldadura por ultra-sons:
A soldadura por ultra-sons utiliza a vibração ultra-sónica para remover a película de óxido da superfície das peças de trabalho, expondo a superfície do material de base. O impacto vibratório de alta velocidade entre as duas superfícies soldadas da peça de trabalho provoca o aquecimento por fricção e a ligação.
Pode ser utilizado para soldar nylon, plásticos e produtos de alumínio propensos à formação de película de óxido. Também pode ser utilizado para aplicar estanho ou prata nas superfícies de cerâmica e outros materiais não metálicos, melhorando a sua soldabilidade.
5. Maquinação de materiais compósitos:
Para aumentar a velocidade de maquinagem e reduzir o desgaste da ferramenta na maquinagem de materiais de metal duro, como ligas duras e ligas resistentes ao calor, é utilizada a maquinagem combinada assistida por ultra-sons com maquinagem eletroquímica ou por descarga eléctrica.
Isto é frequentemente utilizado para maquinar furos ou ranhuras estreitas em componentes como injectores de combustível e placas de trefilagem, resultando numa produtividade e qualidade significativamente melhoradas.
Corte por vibração ultra-sónica (por exemplo, torneamento), perfuraçãoO corte de roscas) também foi desenvolvido ao longo de várias décadas como uma nova tecnologia para maquinagem de precisão e materiais difíceis de cortar, reduzindo as forças de corte, a rugosidade da superfície, o desgaste da ferramenta e aumentando a produtividade.
Algumas das aplicações mais utilizadas incluem o torneamento por vibração ultra-sónica, a retificação por vibração ultra-sónica, a maquinação ultra-sónica de orifícios profundos, orifícios pequenos e roscagem, entre outras.