Este artigo apresenta uma panorâmica do desenvolvimento, do estado atual da investigação e das tendências futuras da tecnologia de maquinagem por ultra-sons, com destaque para as suas aplicações industriais.
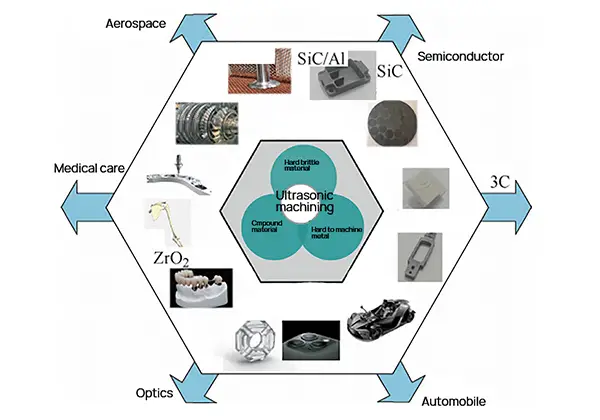
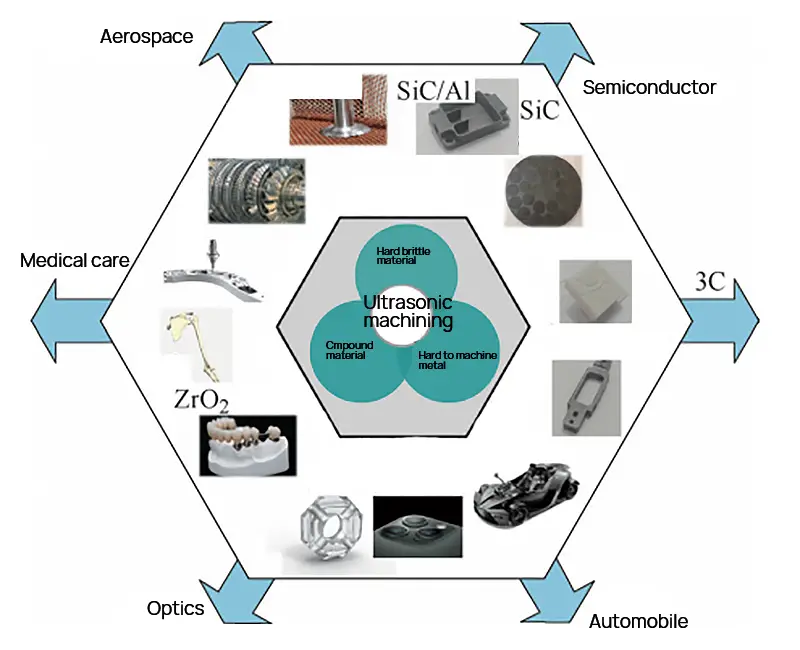
A maquinação por ultra-sons é uma tecnologia especializada utilizada para maquinar materiais difíceis de processar, tais como materiais duros e frágeis, materiais compósitos e materiais metálicos difíceis. Tem um potencial significativo para utilização em várias indústrias, incluindo a aeroespacial, automóvel, de semicondutores, 3C e médica.
A tecnologia funciona através da utilização de energia de vibração ultra-sónica para remover com precisão material de materiais difíceis de maquinar.
Nos últimos anos, a tecnologia de maquinagem por ultra-sons tem registado um desenvolvimento significativo devido à colaboração de universidades, institutos de investigação e empresas, tanto a nível nacional como internacional. Tem havido numerosas aplicações bem sucedidas da maquinação por ultra-sons na maquinação de precisão de vários materiais difíceis.
Enquanto representante de uma tecnologia de fabrico avançada, a maquinagem por ultra-sons desempenhará um papel crucial na melhoria do nível global de fabrico.
1. Preâmbulo
Nos últimos anos, surgiram materiais de engenharia avançados, como ligas de titânio, superligas, cerâmicas de engenharia, compósitos de matriz cerâmica e compósitos alveolares em vários domínios de fabrico, incluindo aeroespacial, automóvel, semicondutores, 3C e médico. Estes materiais têm um excelente desempenho mas uma maquinabilidade deficiente e são considerados materiais difíceis de maquinar.
A tecnologia tradicional de fabrico mecânico enfrenta desafios quando se trata de maquinar com precisão estes materiais. Para ultrapassar estas limitações, a maquinação por ultra-sons (UM) ganhou atenção e tornou-se amplamente utilizada.
A maquinação por ultra-sons é uma tecnologia de processo que utiliza energia de vibração ultra-sónica para remover com precisão material de materiais difíceis de maquinar. Esta tecnologia concentra a energia de vibração ultra-sónica na área de trabalho da ferramenta através de uma série de transmissão e transformação estrutural, resultando num efeito de remoção de impacto no material a ser cortado e melhorando a sua maquinabilidade.
A tecnologia de maquinação por ultra-sons tem várias vantagens no processo de maquinação, tais como a redução da força de corte e do calor, a minimização do desgaste da ferramenta e das rebarbas de colapso das arestas, a otimização da morfologia das aparas, a melhoria da qualidade da superfície, a redução dos danos sub-superficiais e o aumento da eficiência da maquinação.
É importante notar que a tecnologia de maquinagem por ultra-sons se baseia na tecnologia de ultra-sons de potência e é um processo de remoção física que não altera propriedades dos materiais.
Devido à crescente procura do mercado, os sistemas comerciais normalizados na tecnologia de maquinação por ultra-sons tornaram-se um foco do mercado atual. As tecnologias de maquinação por ultra-sons relevantes têm sido aplicadas na maquinação de precisão de vários materiais difíceis de maquinar, tais como vidro ótico, safira, cerâmica, cerâmica de alumina, ligas de titânio, superligas, compósitos de fibra de carbono e compósitos de carboneto de silício à base de alumínio.
Muitas instituições de investigação científica e empresas de produção estão agora a aplicar a tecnologia de maquinação por ultra-sons na indústria.
Fig. 1 Campos de aplicação e casos típicos de maquinagem por ultra-sons
2. Estado de desenvolvimento da tecnologia de maquinagem por ultra-sons
"Uma ferramenta afiada é necessária para fazer um bom trabalho." A tecnologia de maquinação por ultra-sons é uma ferramenta afiada para a maquinação de precisão de materiais difíceis. Na maioria dos campos de corte, a maquinação por ultra-sons é referida como "maquinação de precisão assistida por ultra-sons", o que significa utilizar a vibração ultra-sónica para melhorar a tecnologia de corte tradicional e obter um efeito especial de remoção de material. No entanto, em alguns casos, a vibração ultra-sónica torna-se o principal ou mesmo o único poder de corte, e este tipo de maquinação ultra-sónica pode ser referido como maquinação ultra-sónica direta.
Por exemplo, o bisturi ultrassónico utilizado no campo da medicina para o corte de ossos e a faca ultra-sónica Dagger Knife utilizada no processamento de peças alveolares da aviação são exemplos de maquinagem ultra-sónica direta.
Na década de 1920, cientistas dos Estados Unidos, Japão, Alemanha e União Soviética iniciaram a investigação básica da maquinação por vibração, com o objetivo de melhorar as condições de corte para quebrar as aparas de material. Esta investigação inicial foi realizada principalmente no domínio do torneamento ultrassónico e incluía a maquinação por vibração de baixa frequência, que tinha uma frequência muito diferente da atual frequência ultra-sónica de mais de 15KHz.
No início dos anos 2000, devido ao número crescente de materiais difíceis de processar, as universidades e os institutos de investigação na China iniciaram a investigação sobre a tecnologia de maquinagem por ultra-sons. Esta investigação abrange a conceção de equipamentos, a tecnologia de controlo, os sistemas de maquinagem por ultra-sons e a tecnologia de ultra-sons.
A tecnologia de maquinagem por ultra-sons passou por uma fase de crescimento desde o seu início até cerca de 2000 e depois por uma fase de desenvolvimento rápido durante mais de 20 anos. Nos últimos cinco anos, a aplicação rápida e em grande escala de materiais difíceis de processar acelerou o desenvolvimento comercial da tecnologia de maquinagem por ultra-sons.
Atualmente, o equipamento de maquinagem por ultra-sons, o controlo de vibrações por ultra-sons e a tecnologia estão a amadurecer gradualmente, tanto a nível nacional como internacional, o que também aprofunda a compreensão dos requisitos básicos e do mecanismo de funcionamento, características do processoe campos de aplicação da tecnologia de maquinagem por ultra-sons.
Além disso, cada vez mais universidades e institutos de investigação estão a realizar investigação sobre a tecnologia de maquinagem por ultra-sons, e os campos de aplicação da maquinagem por ultra-sons estão a expandir-se.
3. Princípio básico da tecnologia de maquinagem por ultra-sons
Atualmente, a compreensão da tecnologia de maquinagem por ultra-sons ainda está em evolução e não existe uma norma ou especificação unificada, tanto a nível nacional como internacional.
O sistema de maquinagem ultra-sónica convencional é normalmente constituído por um controlador de acionamento ultrassónico, um transmissor ultrassónico, um transdutor e uma buzina, fixação estrutura, e cortador, como mostra a Figura 2.
Este artigo abordará as características da tecnologia de maquinagem por ultra-sons através da classificação do sistema de maquinagem por ultra-sons, a estrutura típica do sistema de maquinagem por ultra-sons, a tecnologia de controlo de acionamento por ultra-sons e a tecnologia de processo por ultra-sons.
Fig. 2 componentes principais do sistema de maquinação por ultra-sons
3.1 Classificação do sistema de maquinagem por ultra-sons
A maquinação por ultra-sons pode ser classificada com base na forma de vibração ultra-sónica em maquinação por ultra-sons unidimensional, bidimensional e tridimensional. As formas de vibração incluem a maquinagem por vibração ultra-sónica longitudinal (axial), a maquinagem por vibração ultra-sónica torcional, a maquinagem por vibração ultra-sónica elíptica e a maquinagem por vibração ultra-sónica composta, sendo que esta última envolve uma combinação de diferentes formas de vibração ultra-sónica.
De acordo com os materiais de arranque da vibração, a maquinação ultra-sónica pode ser dividida em maquinação ultra-sónica electroestritiva e maquinação ultra-sónica magnetostrictiva. A primeira baseia-se no princípio de arranque da vibração da cerâmica piezoeléctrica, impulsionada pela aplicação de tensão, com uma estrutura simples e uma tecnologia madura, mas com uma potência de vibração limitada, o que a torna mais adequada para condições de corte de cargas leves. O segundo baseia-se no princípio de acionamento do campo magnético de materiais magnetostrictivos ou magnetostrictivos gigantes, com uma grande capacidade de potência de vibração mas uma estrutura complexa, tornando-o mais adequado para condições de corte de cargas pesadas.
Em termos de modo de transmissão de energia, a maquinação por ultra-sons pode ser dividida em maquinação por ultra-sons com transmissão de energia com fios e maquinação por ultra-sons com transmissão de energia sem fios. A primeira é frequentemente utilizada na maquinagem a baixa velocidade sem movimento rotativo ou com recurso a escovas, enquanto a segunda é geralmente utilizada na maquinagem por ultra-sons rotativa. A transmissão de energia sem fios é realizada através do método sem contacto de acoplamento frouxo e pode ainda ser dividida em maquinagem ultra-sónica totalmente acoplada e maquinagem ultra-sónica parcialmente acoplada. Esta última é a mais adaptável à mudança automática de ferramentas das máquinas-ferramentas atualmente.
De acordo com os tipos de processo, a maquinação por ultra-sons pode ser dividida em fresagem por ultra-sons, torneamento por ultra-sons, maquinação por ultra-sons perfuraçãoO processo de endurecimento por ultra-sons é o processo de moagem por ultra-sons, de polimento por ultra-sons, de corte por ultra-sons e de endurecimento por ultra-sons (reforço). Cada processo tem requisitos específicos para o tamanho da energia ultra-sónica e a forma de vibração.
Em termos de precisão de maquinação, a maquinação ultra-sónica pode ser dividida em maquinação ultra-sónica de precisão e maquinação ultra-sónica de ultra precisão. A diferença entre as duas reside na quantidade de remoção de material por unidade de corte, com requisitos de precisão de remoção inferiores a 1μm considerados como maquinagem ultra-sónica de ultra precisão. A maquinagem ultrassónica elíptica é normalmente utilizada para o micro nano corte.
Por último, a maquinagem por ultra-sons pode ser dividida em maquinagem por ultra-sons tradicional e maquinagem por ultra-sons de alta velocidade. Esta última refere-se à maquinação por ultra-sons com uma velocidade linear até 400m/min.
3.2 Estrutura típica da máquina de maquinagem por ultra-sons
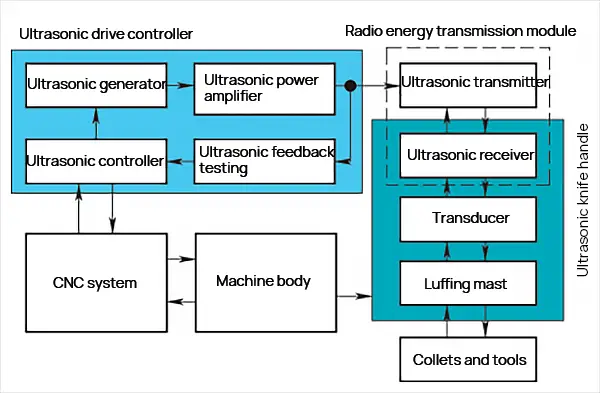
A Figura 3 ilustra uma máquina-ferramenta típica de maquinagem por ultra-sons. É constituída por um controlador de acionamento ultrassónico, um módulo de transmissão de energia sem fios, um porta-ferramentas ultrassónico, uma ferramenta, um sistema de controlo numérico e um corpo da máquina-ferramenta.
O controlador de acionamento ultrassónico inclui um gerador ultrassónico, um amplificador de potência ultra-sónica, uma deteção de feedback ultrassónico e um controlador ultrassónico. O transmissor ultrassónico e o recetor ultrassónico constituem o módulo de transmissão de energia sem fios.
O porta-ferramentas ultrassónico é o principal componente funcional do sistema de maquinagem ultrassónico, normalmente composto pelo recetor ultrassónico, transdutor e buzina. O sistema de maquinagem por ultra-sons e a máquina-ferramenta Sistema CNC devem ter um certo nível de controlo da comunicação para assegurar o bom desenrolar de todo o processo de maquinagem.
Fig. 3 estrutura de uma máquina de maquinação por ultra-sons típica
3.3 Tecnologia de controlo da condução do sistema de maquinagem por ultra-sons
A tecnologia de controlo da condução do sistema de maquinagem por ultra-sons é fundamental para obter os benefícios da tecnologia de maquinagem por ultra-sons e o desempenho do controlador é a chave para avaliar o desempenho da maquinagem por ultra-sons.
No processo de maquinagem, o controlador do acionamento ultrassónico deve controlar numerosos parâmetros, incluindo a frequência e a potência ultra-sónicas mais importantes, bem como a resolução da frequência, a velocidade de resposta e a flutuação da amplitude do sistema de maquinagem ultra-sónica. Estes parâmetros são cruciais para determinar a eficácia do processamento do material.
O processo de corte de ferramentas para dentro e para fora dos materiais é um processo típico de carga com forte variação de tempo, o que significa que a força de corte muda significativamente num curto período. Neste processo, as características de impedância do sistema de maquinagem ultra-sónica e as características eléctricas do sistema de controlo sofrerão alterações significativas, sendo essencial manter a estabilidade da amplitude.
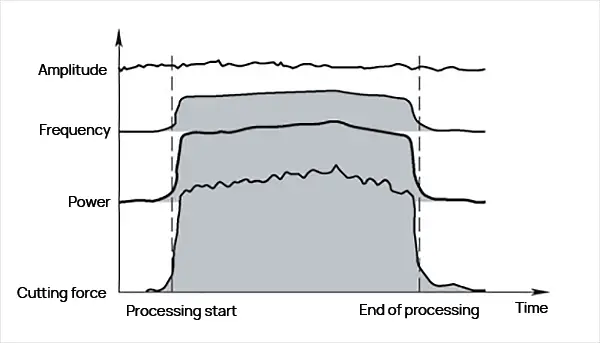
A resolução e a precisão da frequência do controlador ultrassónico e a velocidade de resposta do sistema são parâmetros críticos neste processo. A Figura 4 mostra a alteração das características do sistema durante um processo típico de corte por ultra-sons. Como se pode ver na figura, quando a ferramenta começa a entrar no estado de maquinagem, a força de corte aumenta instantaneamente. Para assegurar a estabilidade da amplitude ultra-sónica durante o processo de corte, o sistema ajusta os parâmetros de controlo interno (tais como a frequência e a potência) para manter uma amplitude de vibração estável durante o processo de maquinagem. Um processo semelhante ocorre quando a ferramenta corta o material.
Fig. 4 características de mudança de estado do sistema de maquinagem por ultra-sons
Durante a maquinagem por ultra-sons, as alterações na carga e na temperatura resultam em alterações significativas nas características do sistema durante o processo de maquinagem. O rastreio rápido da frequência é crucial para uma maquinagem ultra-sónica eficaz, e os métodos comuns incluem o método da corrente máxima, o método do circuito bloqueado por fase e o método da potência máxima.
A tecnologia de controlo adaptativo da potência ultra-sónica é também um aspeto importante da maquinagem ultra-sónica, destinada a resolver o problema de a ferramenta não conseguir completar o corte efetivo devido à supressão da amplitude após o carregamento. Estes testes exigem que o sistema de maquinagem ultra-sónica tenha uma deteção de feedback em tempo real do estado do atuador ultrassónico. Por conseguinte, a deteção de feedback da vibração ultra-sónica é uma parte crucial da obtenção de uma maquinagem ultra-sónica estável.
Atualmente, estão a ser aplicados algoritmos avançados neste processo, incluindo PID, algoritmos fuzzy e redes neuronais artificiais. O núcleo destes algoritmos é identificar o estado durante o processo de maquinação, garantindo a robustez do processo de maquinação.
4. Características do processo e aplicação da tecnologia de maquinagem por ultra-sons
Para materiais com propriedades variáveis, o mecanismo de remoção de material e o efeito da maquinação por ultra-sons podem variar muito.
Os materiais de trabalho duro podem ser classificados em três categorias: materiais duros e frágeis, materiais compósitos e materiais metálicos difíceis de maquinar.
Os materiais duros e quebradiços, como o vidro, a cerâmica, o aço de tungsténio e os materiais à base de cerâmica, são normalmente processados com ferramentas diamantadas. Durante o processamento, a dureza do material deve ser considerada, e devem ser feitos esforços para reduzir a força de corte e melhorar a qualidade do processamento através do processamento ultrassónico.
Os materiais compósitos, tais como os compósitos reforçados com fibra de carbono, os compósitos de fibra de aramida e os compósitos alveolares com baixa rigidez, requerem a seleção de formas e amplitudes de vibração ultra-sónica adequadas com base nas suas propriedades materiais para reduzir a força de corte e abrandar o desgaste da ferramenta.
Materiais metálicos que são difíceis de maquinar, incluindo ligas de titânio, ligas de alta temperatura, aços de alta resistência e outros metais com elevada tenacidade, requerem a resolução do problema da adesão da ferramenta, reduzindo a temperatura de corte e abrandando o desgaste da ferramenta. Os requisitos de vibração ultra-sónica para estes materiais diferem muito dos requisitos para materiais duros e frágeis, sendo frequentemente utilizada a vibração de torção ou a torção longitudinal, com requisitos de amplitude relativamente elevados.
Para materiais metálicos, o cenário ideal de maquinação envolve o corte intermitente completo do material, refrigeração e lubrificação eficientes na área de corte.
O seguinte resume as principais características do processo de diferentes materiais durante a maquinação por ultra-sons.
(1) Materiais duros e frágeis:
Materiais como o vidro, as cerâmicas (alumina, zircónia, carboneto de silício e nitreto de silício), os materiais à base de cerâmica, as vitrocerâmicas e outros materiais com elevada dureza e fragilidade são considerados materiais duros e quebradiços.
Os principais desafios no processamento destes materiais incluem danos significativos na superfície, desgaste rápido da ferramenta e baixa eficiência de processamento.
A maquinação por ultra-sons pode ajudar a melhorar o estado de corte, levando a uma maior vida útil da ferramenta, melhor qualidade da superfície e maior eficiência de maquinação.
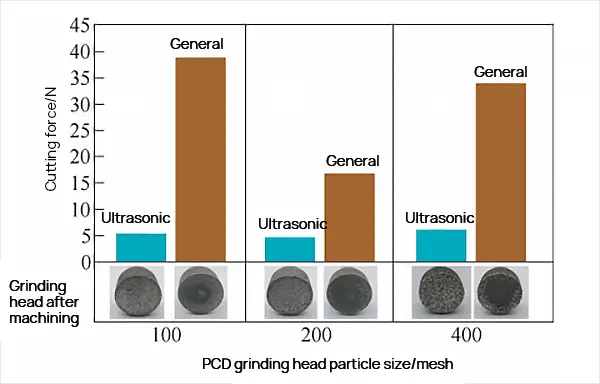
A Figura 5 mostra uma comparação da força de corte média entre a maquinação ultra-sónica e a maquinação convencional de carboneto de silício semicondutor (SIC).
Fig. 5 Comparação da força de corte média entre a maquinação por ultra-sons e a maquinação normal de carboneto de silício
(2) Materiais compósitos:
Os compósitos reforçados com fibra de carbono e com fibra de aramida são propensos a danos superficiais, rasgões, delaminação, baixa eficiência de processamento e desgaste rápido das ferramentas durante o processamento.
No entanto, a maquinação por ultra-sons pode melhorar significativamente a capacidade de corte da ferramenta, reduzir as rebarbas e prolongar a vida útil da ferramenta.
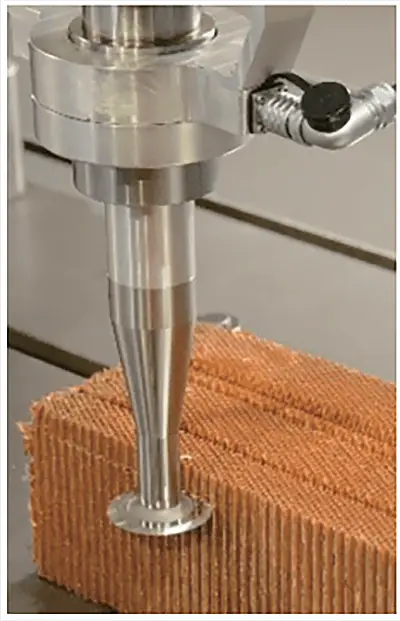
A Figura 6 mostra o resultado da maquinação ultra-sónica em material alveolar para aviação.
a) Maquinação com fresa de disco
b) maquinagem com fresa de topo
Fig. 6 Maquinação por ultra-sons de materiais alveolares para aviação
(3) Materiais metálicos difíceis de maquinar:
Os materiais metálicos com um certo nível de tenacidade, como as ligas de titânio, as ligas de alta temperatura e os aços de alta resistência, são propensos a problemas como a aderência e o desgaste rápido das ferramentas devido às elevadas temperaturas de processamento.
A maquinação por ultra-sons pode reduzir a força de corte, diminuir a temperatura de corte, melhorar a forma das aparas, reduzir a aderência da ferramenta e prolongar a sua vida útil.
A Figura 7 mostra uma comparação do desgaste da ferramenta entre a maquinação ultra-sónica e a maquinação convencional de ligas de titânio.
a) Comparação de ferramentas de corte com diferentes quantidades de remoção
b) Comparação e rácio de melhoria do desgaste da ferramenta com diferentes quantidades de remoção
Fig. 7 Comparação do desgaste da ferramenta entre a maquinagem por ultra-sons e a maquinagem normal de liga de titânio
5. Tendência de desenvolvimento futuro da tecnologia de maquinagem por ultra-sons
Atualmente, a tecnologia de maquinagem por ultra-sons está a avançar rapidamente.
A disponibilidade de vários novos materiais fornece uma base sólida para a aplicação da maquinação por ultra-sons.
Como resultado, a maquinação por ultra-sons tornou-se uma ferramenta poderosa para a maquinação de precisão destes materiais.
No futuro, a tecnologia de maquinagem por ultra-sons continuará a desenvolver-se rapidamente à medida que a indústria avança.
Simultaneamente, é provável que as seguintes áreas de investigação se tornem o foco de futuras aplicações de investigação científica e engenharia.
5.1 Tecnologia avançada de campo de energia composta por ultra-sons
No futuro, a tecnologia de maquinagem ultrassónica multidimensional será cada vez mais utilizada, e o desenvolvimento da tecnologia de controlo correspondente e da tecnologia de processo será uma área-chave de investigação.
Além disso, a integração de processos ultra-sónicos, laser, plasma e outros numa tecnologia composta é uma direção crucial para o desenvolvimento futuro da maquinagem ultra-sónica.
A utilização de múltiplos campos de energia no processamento de materiais difíceis de maquinar trará benefícios únicos, facilitando o processamento.
5.2 Algoritmo de controlo e sistema de controlo rápidos, precisos e estáveis
O processo de corte propriamente dito é diferente dos processos estáticos ou quase estáticos.
As variações dos materiais, das ferramentas e dos parâmetros de corte podem ter um impacto significativo na força de corte, na temperatura de corte e nas características de impedância do sistema durante a maquinagem. A forte carga variável no tempo pode também causar instabilidade no sistema de maquinação por ultra-sons.
Para conseguir uma maquinação eficiente e precisa, é crucial assegurar a estabilidade do sistema de maquinação ultra-sónica através de algoritmos de controlo rápidos, precisos e estáveis.
No futuro, serão incorporados algoritmos de controlo mais avançados no processo de maquinação por ultra-sons.
5.3 Alta velocidade e eficiência da maquinação por ultra-sons
Na maquinação de precisão tradicional, pode ser um desafio conseguir uma elevada qualidade de maquinação e eficiência, especialmente quando se maquinam peças estruturais complexas na indústria aeroespacial.
Para garantir a qualidade da maquinação, a eficiência da maquinação é frequentemente comprometida.
No entanto, quando a maquinação por ultra-sons é aplicada para processar materiais difíceis de maquinar neste campo, tais como ligas de titânio, superligas e materiais compostos de fibra de carbono, o seu modo de corte intermitente único permite a abertura periódica da área de corte durante o processo de corte, melhorando o arrefecimento e a lubrificação, reduzindo a força e a temperatura de corte e aumentando a velocidade de corte. Como resultado, é possível obter uma maquinação de precisão eficiente e de alta qualidade.
5.4 Formulação do sistema de normalização da maquinação por ultra-sons
A capacidade de processamento da maquinação por ultra-sons é uma demonstração clara das suas vantagens.
Um conhecimento profundo da capacidade do processo pode ajudar a utilizar plenamente as capacidades da maquinagem por ultra-sons.
À medida que a investigação técnica avança, ficarão disponíveis ferramentas mais especializadas, acessórios e parâmetros de processo adequados para a maquinagem por ultra-sons, permitindo uma maior utilização das suas capacidades.
No entanto, atualmente, não existe uma norma unificada para a tecnologia de maquinagem por ultra-sons.
Diz o ditado: "Conhecer o retidãoPara conhecer o meio envolvente, é necessário seguir as regras.
A aceleração do desenvolvimento de normas industriais e nacionais ajudará a eliminar os obstáculos técnicos e a promover a adoção e o desenvolvimento generalizados da tecnologia de maquinagem por ultra-sons.
6. Conclusão
É importante notar que a tecnologia de maquinação por ultra-sons não é uma solução única para materiais difíceis de maquinar.
Os diferentes tipos de maquinagem ultra-sónica têm os seus próprios pontos fortes e limitações, sendo crucial estar familiarizado com as características da tecnologia e compreender os requisitos do processo para uma aplicação óptima.
A tecnologia de maquinagem por ultra-sons é uma tecnologia de fabrico de vanguarda com um enorme potencial de crescimento e serve de apoio técnico crucial para a potência de fabrico.
À medida que a utilização de materiais difíceis de maquinar aumenta, a tecnologia de maquinação por ultra-sons será rapidamente adoptada e desenvolvida.
No futuro, a tecnologia de maquinação por ultra-sons fornecerá soluções para problemas de maquinação de precisão para uma gama ainda mais vasta de materiais difíceis de maquinar.