Gás de proteção na soldadura a laser: O guia mais completo
Como é que o gás de proteção pode melhorar significativamente os seus projectos de soldadura a laser? Na soldadura a laser, o gás de proteção desempenha um papel fundamental na melhoria da qualidade da soldadura, evitando reacções com componentes do ar e gerindo os salpicos. Este artigo explora os diferentes tipos de gases de proteção, as suas aplicações específicas e os métodos de fornecimento para otimizar os seus resultados de soldadura. Mergulhe para saber como o gás de proteção certo pode levar a soldaduras mais fortes e limpas e a uma maior eficiência nos seus projectos.
Na soldadura a laser, é utilizado um gás de proteção para melhorar os resultados da soldadura e evitar a acumulação de sedimentos nas ferramentas laser. O gás de proteção pode ser dividido em três categorias: gás auxiliar (gás MDE), gás de proteção e gás de jato.
O gás auxiliar, particularmente útil na soldadura com um laser de granada de ítrio e alumínio, ajuda a reduzir a absorção do feixe de laser no plasma de vapor metálico. O gás de proteçãoEntretanto, empurra o ar para fora da área de soldadura para evitar quaisquer reacções com os componentes do ar.
O gás de jato é utilizado em processos de soldadura que produzem quantidades excessivas de salpicos e vapor. A cortina de ar direcciona o gás da cortina de ar para a cabeça de maquinagem num ângulo de 90 graus através de um bocal, protegendo a cabeça de maquinagem de salpicos e névoa durante a soldadura. A cortina de ar não tem qualquer efeito sobre o metal fundido ou o gás de proteção.
2. Qual é o papel do gás de proteção?
O laser produz um feixe de energia que é necessário para a processo de soldadura. Esta energia é direccionada para a posição de junção da peça de trabalho através de uma combinação de um espelho de direção, cabo ótico laser e dispositivo de focagem.
Para garantir uma orientação exacta do feixe de laser focado, a peça de trabalho deve ser posicionada e fixada corretamente. O elemento ótico de focagem é então movido ao longo da posição da costura, direccionando o feixe laser para a peça de trabalho.
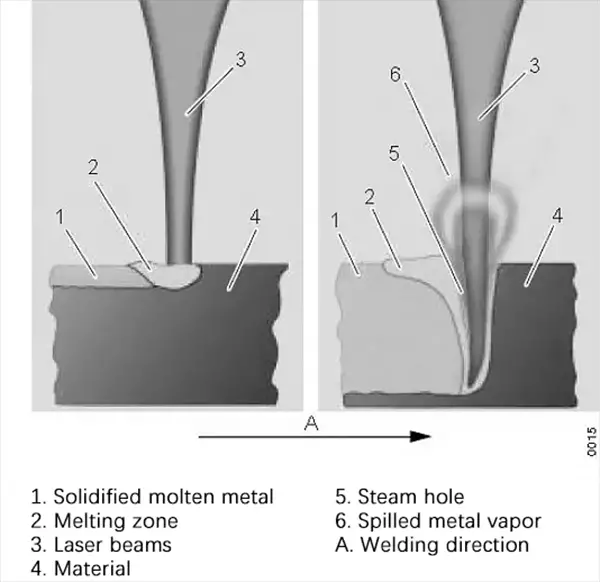
A elevada densidade de potência do feixe de laser no ponto de focagem provoca a fusão do material e a vaporização de uma pequena porção. A pressão do vapor de metal que flui é tão forte que forma um pequeno orifício conhecido como "buraco de fechadura". Este buraco de fechadura penetra no material a vários milímetros de profundidade.
Quando a lente de focagem é movida acima da peça de trabalho, o buraco da fechadura também se move sob a lente de focagem. Isto permite que o metal fundido flua em conjunto, resultando na solidificação do material fundido numa soldadura estreita.
No entanto, muitos metais podem reagir com componentes no ar em estado fundido, levando a uma redução da qualidade da soldadura. O gás de proteção empurra estes componentes de ar, afectando positivamente as características da soldadura.
3. Gás de proteção
O gás inerte é normalmente utilizado em metais soldadura a laser devido às suas propriedades de não reagir, ou raramente reagir, com o material da matriz. Alguns gases de proteção recomendados incluem o azoto (N2), o árgon (AR) e o hélio (He).
É importante notar que os gases industriais contêm frequentemente pequenas quantidades de impurezas. A pureza do gás é indicada utilizando um sistema digital, em que o primeiro número representa o número de noves no valor percentual e o segundo número representa o último dígito do valor percentual. Por exemplo, He 4,6 indica uma pureza de hélio de 99,996% (por volume).
A vida útil de uma garrafa de gás pode ser facilmente calculada. Gás de soldadura é armazenado em cilindros de gás, sendo que um cilindro de armazenamento de gás típico contém 50 litros de gás a uma pressão de 200 bar.
T: Vida útil
V: Volume da garrafa de gás
P: Pressão de insuflação
Q: Consumo unitário de gás
Exemplo:
V = 50l,p = 200bar,Q =40l/h → T = 50l - 200bar/40l/h = 250 h
Azoto (N2)
O nitrogénio é um gás inerte incolor e inodoro que é adequado para soldar aço cromo-níquel. No entanto, não é recomendado para utilização com ligas de zircónio e titânio pois, embora inativo, pode formar compostos com estes materiais.
É importante notar que, ao soldar aço com azoto, a presença de azoto pode reduzir ligeiramente a resistência à ferrugem, dissolvendo o crómio e o níquel do aço.
Recomendação
A tabela seguinte apresenta uma visão geral dos gases de proteção recomendados.
Ar
Ele
N2
Nota
Alumínio e liga de alumínio
–
+
–
As soldaduras lisas e brilhantes podem ser formadas com hidrogénio ou mistura de hidrogénio.
A utilização de hidrogénio provoca a formação de poros no material
O gás que contém hidrogénio provoca poros no material
Podem ser formadas soldaduras de qualidade muito elevada quando se soldam com dióxido de carbono (CO2) ou mistura de hidrogénio/dióxido de carbono. No entanto, a suavidade e o brilho destas soldaduras são ligeiramente fracos.
Aço cromo-níquel
+
–
+
Recomenda-se a utilização de árgon nos dispositivos propensos a transbordamento de gás, uma vez que é mais pesado do que o azoto. Se se pretender evitar a corrosão, deve utilizar-se árgon, uma vez que o azoto reage com o crómio e o níquel do material.
Titânio e ligas de titânio
+
–
+
O titânio reage fortemente com os componentes do ar. Enquanto o temperatura de soldadura após o arrefecimento ser ainda de 200 ℃, é necessário cobrir completamente a piscina de solução com árgon (por exemplo, pode ser utilizado um porta-luvas)
Liga de crómio
+
–
–
–
Cobre
–
–
–
Geralmente não é necessário utilizar gás de proteção quando soldadura de cobre.
Sugestões para o gás de proteção das matérias-primas: "+" = sim, "-" = não
Nota: Ao soldar em dispositivos estreitos, a auto-proteção ocorre quando o vapor metálico empurra o oxigénio do ambiente circundante. Neste caso, não é necessária a utilização de um gás de proteção.
4. Entrada de gás de proteção
As formas de introduzir o gás de proteção na posição de processamento são as seguintes
Os parâmetros seguintes devem ser definidos de forma óptima para a utilização:
Tipo de gás, gás puro ou gás misto
Ângulo de incidência
Alcance do incidente
caudal de ar
Geometria do bocal.
A quantidade de entrada de gás de proteção deve ser ajustada com base na tipo de laser (contínuo ou pulsado), a velocidade de soldadura e a soldadura. A TRUMPF fornece alguns bicos padrão, que serão descritos em informações posteriores.
Alimentação de gás linear
O bocal linear é uma versão avançada do tubo composto, em que cada tubo é montado individualmente.
O bico linear tem as seguintes vantagens:
Melhor qualidade de soldadura.
A estrutura é mais compacta, o que resulta numa menor interferência com o contorno.
Pode ser utilizado mesmo que o bocal esteja afastado da peça de trabalho.
pré-requisito:
Laser CW
Distâncias focais da lente objetiva f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Aplicação de soldadura:
O bocal linear é adequado para a soldadura linear por soldadura:
Utilizando este bocal, o gás de proteção pode ser dirigido em linha reta e a influência do vapor metálico pode ser reduzida através da utilização de um bocal MDE lateral.
pré-requisito:
Laser CW
Distâncias focais da lente objetiva f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Aplicação de soldadura:
O bocal linear é adequado para soldadura linear por soldadura:
Soldadura de topo.
Soldadura de filete.
Alimentação de gás do bico borbulhador
O bocal cónico possui um regulador de raios, que assegura um fluxo laminar e uma distribuição uniforme do gás de proteção.
Os bicos borbulhadores podem ser utilizados quando estiverem reunidas as seguintes condições prévias:
Laser CW
Laser pulsado.
Distâncias focais da lente objetiva f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Aplicação de soldadura:
O bocal borbulhante pode fornecer uma grande área de gás laminar quando a potência do feixe e velocidade de soldadura são baixos. Por outro lado, os bicos cónicos oferecem uma distribuição uniforme do gás de proteção, especialmente em áreas de difícil acesso.
Recomenda-se manter uma distância de 8 - 12 mm e um ângulo de 30° - 50° em relação à peça de trabalho, consoante a aplicação.
Outros métodos
Em situações em que é necessário assegurar uma cobertura completa e uniforme do material com gás de proteção, recomenda-se a utilização de caixas de luvas. A caixa de luvas envolve completamente a área de trabalho e impede o extravasamento do gás de proteção.
Uma vez que o porta-luvas é totalmente preenchido com o gás de proteção, não é necessário um bocal de gás de proteção separado.
5. Disposição do bocal de gás de proteção
Existem dois processos de soldadura diferentes para a soldadura a laser:
Na soldadura por condutividade térmica, apenas a superfície do material derrete, resultando numa soldadura com apenas alguns décimos de milímetro de profundidade. Este processo de soldadura é utilizado principalmente com lasers Nd:YAG pulsados.
Em contrapartida, a soldadura de penetração profunda cria soldaduras profundas e estreitas. Este processo é efectuado com um laser Nd:YAG em modo de funcionamento de onda contínua.
Laser pulsado
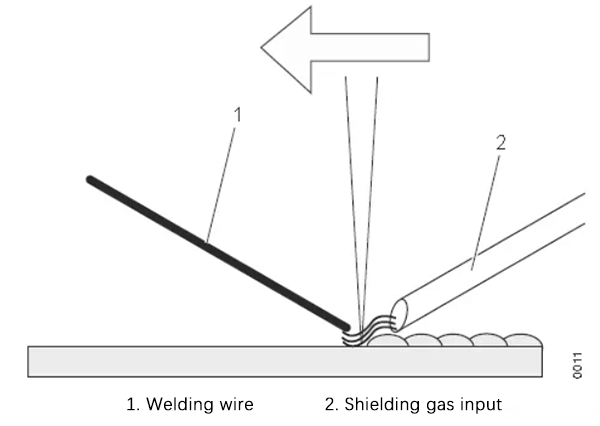
Para obter os melhores resultados na soldadura com um laser pulsado, o fio de soldadura (se utilizado) é normalmente introduzido lentamente. A direção da entrada do gás de proteção pode ser escolhida livremente.
Laser CW
Para obter resultados óptimos ao soldar com um laser de onda contínua, é necessário introduzir o gás de proteção para a frente e abrandar a inserção do fio de soldadura (se utilizado).
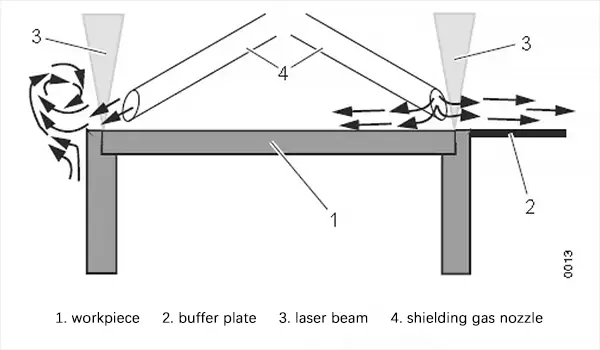
Soldadura em arestas
O bocal de entrada do gás de proteção deve ser disposto de modo a produzir um fluxo de ar suave e uniforme. Ao soldar ao longo da aresta, pode ser criado um vórtice, trazendo oxigénio do ambiente circundante para a área de soldadura.
Se o teor de oxigénio for superior a 0,5%, o material pode reagir com o oxigénio. Para evitar o vórtice do fluxo de ar ao longo das arestas durante a soldadura, podem ser instaladas placas de amortecimento.
6. Medição do gás de proteção
A medição exacta do gás de proteção é crucial para obter resultados de soldadura óptimos. Idealmente, deve estar presente um fluxo de ar laminar suave e uniforme acima do ponto de processamento.
Se a quantidade de gás de proteção introduzida for demasiado baixa, pode não proporcionar uma proteção adequada, permitindo a entrada de humidade no gás ou de ar na soldadura. Por outro lado, se for utilizado demasiado gás de proteção, este pode criar vórtices que trazem ar para a área de soldadura.
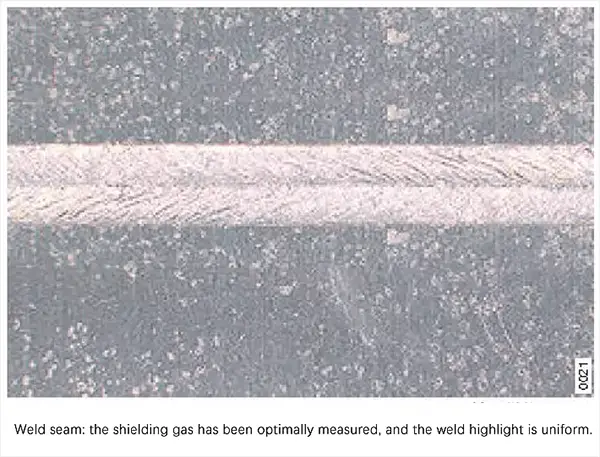
A cor da soldadura pode fornecer informações sobre a quantidade de gás de proteção utilizada durante a soldadura. Se a soldadura tiver um aspeto cinzento, isso sugere que não foi utilizado qualquer gás de proteção. Se a soldadura for amarela, a medição do gás de proteção tem de ser optimizada.
Se a medição do gás de proteção for optimizada, será produzida uma soldadura de alto brilho.
Um bocal de gás de proteção com um regulador de raios pode assegurar um fluxo uniforme de gás de proteção. O mesmo resultado pode ser obtido através da utilização de palha de aço no bocal.
Cortina de ar transversal:
As cortinas de vento são úteis em aplicações de soldadura que geram uma quantidade significativa de salpicos e vapor. A cortina de ar deve ser ajustada de modo a que o fluxo da cortina de ar não interfira com o gás de proteção.
Sugestão:
Um teste simples pode determinar se o jato de gás foi ajustado de forma ideal. Colocar um pedaço de papel por cima da peça de trabalho e ajustar a pressão de ar do jato de modo a que o papel não seja empurrado para baixo ou puxado para dentro pelo jato.
7. Papel do gás de proteção
Diferentes gases de proteção podem produzir resultados diferentes, afectando a forma da soldadura e criando uma superfície de soldadura mais lisa e polida. A escolha do gás de proteção também pode ter impacto na formação de poros na soldadura e de salpicos, e dificultar o acoplamento do feixe laser.
Ar
Ele
N2
Sem gás de proteção
Forma de soldadura
b = largura
T = profundidade
Superfície de soldadura
++
+
+
–
Salpicos
+
+
0
–
Estoma
++
+
+
–
Acoplamento de feixes laser
–
–
–
+
Custo
–
–
0
Menos
Para otimizar o efeito do gás de proteção, é necessário abrir brevemente o gás de proteção antes e depois da soldadura. Após a abertura do gás de proteção, há um intervalo de tempo até que o gás atinja a peça de trabalho. A fusão ainda arrefecida após a soldadura também requer uma breve cobertura com gás de proteção.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...