Máquina de ranhurar em V para chapas metálicas: O guia definitivo
Já se interrogou como é que as chapas metálicas conseguem aquelas curvas precisas e perfeitas? Este artigo revela a magia por detrás das máquinas de ranhurar em V. Saiba como transformam o trabalho em metal, melhorando a precisão e a estética em sectores que vão desde os elevadores até às decorações topo de gama. Prepare-se para explorar o fascinante mundo da formação de dobras em V e o seu impacto revolucionário!
Qual é a utilização do ranhurador em trabalhos de chapa metálica?
Um ranhurador, também conhecido como ranhurador em V ou máquina de ranhurar em V, é uma ferramenta utilizada para fazer ranhuras em forma de V em chapas metálicas. Isto pode reduzir o raio de curvatura e melhorar o aspeto das peças de chapa metálica.
A máquina é particularmente útil em indústrias que requerem um processamento de placas de alta precisão, como o fabrico de elevadores, materiais de embalagem, processamento de aço inoxidável, produção de electrodomésticos e exposição de adereços.
Com o desenvolvimento da economia, locais como hotéis, restaurantes, centros comerciais, bancos e aeroportos têm uma procura crescente de materiais decorativos metálicos com formação de dobras em decoração de média e alta qualidade.
O ângulo de flexão da dobragem da peça de trabalho com placa de titânio de aço inoxidável ou outras placas de metal coloridas não pode ter grandes alterações de cor;
Não há diferença óbvia de cor;
A secção curva da peça de trabalho é mais complicada;
Pode refletir o estilo único do designer.
Os métodos de quinagem tradicionais, tais como a quinagem forçada, a quinagem livre e mesmo a quinagem de três pontos, não conseguiram satisfazer os requisitos acima referidos.
Por outras palavras, dobrar a chapa metálica com um travão de prensa só por si não consegue satisfazer os requisitos de conceção do designer e não consegue atingir o grau e o efeito decorativo de uma decoração de média e alta qualidade.
Por conseguinte, foi desenvolvida uma nova técnica de dobragem, que é a ranhura em V tecnologia de dobragem.
Qual é o processo de fabrico da formação de curvas com ranhura em V?
Para o dizer de forma simples, é:
Em primeiro lugar, adotar o método de ranhura em V (ou corte em V) na chapa metálica. Em seguida, dobrar a chapa metálica ranhurada em vários ângulos e formas utilizando uma prensa dobradeira com um molde geral ou um molde especial.
Esta peça curva pode satisfazer as necessidades especiais de decoração de alta qualidade em hotéis, restaurantes, centros comerciais, bancos e aeroportos.
O equipamento principal da tecnologia de dobragem de ranhuras em V é travão de prensa e grelha em V de chapa metálica (também designada por máquina de ranhurar em V).
A prensa dobradeira é uma máquina tradicional curvatura de placas e a máquina de ranhurar em V para chapas finas é um novo tipo de maquinaria de processamento de chapa metálica, que é o equipamento chave da tecnologia de dobragem em V.
A máquina de corte em V também é conhecida como máquina de corte em V CNC ou máquina de ranhurar em V. É utilizada principalmente para atingir uma certa profundidade de corte em V em chapas de aço inoxidável, chapas de aço comuns, placas de alumínio, placas de cobre e placas compostas com menos de 4 mm antes de serem dobradas.
A peça de trabalho produzida com esta técnica tem um raio de curvatura pequeno, sem alterações de cor óbvias e com uma pequena força de flexão requisitos. Além disso, reduz o erro de retidão da aresta redonda de peças de trabalho longas e estreitas, e a imprensa comum O travão e as ferramentas podem ser utilizados para dobrar a peça de trabalho com uma forma de secção complicada.
As máquinas de ranhurar em V são amplamente utilizadas em indústrias como a decoração em aço inoxidável, elevadores, portas de segurança e armários.
Antes do desenvolvimento de equipamento especial para ranhuras em V, as oficinas utilizavam geralmente plainas para efetuar ranhuras em V em chapas metálicas. No entanto, como a plaina não possui um dispositivo eficaz de prensagem da chapa metálica, a profundidade de ranhura em V da chapa metálica e a distância de posicionamento da ranhura em V não podem ser controladas com precisão. Além disso, as plainas têm um elevado consumo de energia e uma baixa eficiência.
Atualmente, o ranhuramento em V para chapas metálicas é realizado com um novo tipo de metal Máquina para ranhurar chapas concebida e fabricada de acordo com as necessidades especiais da indústria de decoração de gama média e alta e da indústria de fabrico de elevadores. Esta máquina pode fazer ranhuras em forma de V para materiais como chapa de aço inoxidável, chapa de ferro e chapa de cobre. Com a instalação de acessórios especialmente dedicados, a máquina para ranhurar chapas metálicas em V também pode ser usada para lixar, polir e desenhar materiais e perfis de chapas metálicas.
Princípios básicos de funcionamento do processo de ranhuramento em V
Distância mínima da ranhura em V em relação ao lado (mm)
10
Velocidade de ranhura (m/min)
40
Resolução do movimento do porta-ferramentas da esquerda para a direita (mm)
0.001
Precisão de posicionamento (mm)
±0.001
Resolução do movimento de subida e descida do porta-ferramentas (mm)
0.001
Precisão de posicionamento (mm)
±0.01
Potência principal (Kw)
4.4
(1) Largura e comprimento máximos da chapa ranhurada: Este parâmetro afecta a dimensão máxima da chapa metálica que o equipamento de ranhurar em V pode processar.
(2) Espessura máxima da chapa ranhurada: Este parâmetro afecta a espessura máxima da chapa que o equipamento pode processar.
(3) A distância mínima da ranhura em forma de V em relação ao bordo: Este parâmetro reflecte a distância mínima entre a borda da folha ranhurada e a borda do material da placa ao processar placas de metal. Esta distância é utilizada principalmente para que a máquina de ranhurar possa agarrar a distância da ranhura. Além disso, a distância de segurança definida pelo fabricante, quanto menor for o valor da distância mínima da ranhura em forma de V a partir da borda, menor será o valor da distância mínima da borda da ranhura a partir da borda do material da placa.
(4) Velocidade de corte: Este parâmetro reflecte a velocidade do movimento linear da ferramenta ao processar placas de metal. Quanto maior o valor, maior a eficiência de processamento do equipamento.
(5) Resolução do movimento para a esquerda e para a direita, para cima e para baixo, e precisão de posicionamento do suporte da ferramenta: Cada parâmetro reflecte principalmente a precisão de processamento do equipamento. Atualmente, a precisão mínima de posicionamento que a tecnologia nacional pode alcançar é de ±0,01mm.
Para além dos parâmetros do equipamento acima referidos que afectam o processo de ranhurar, outro parâmetro importante é a lâmina.
A qualidade e o número de lâminas afectam diretamente a eficiência da maquinação e a velocidade de desgaste da ferramenta.
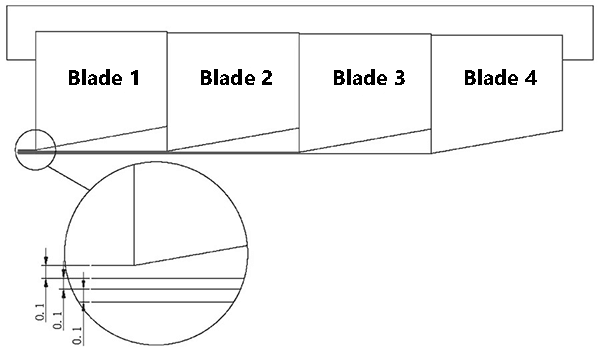
O equipamento de ranhurar tradicional utiliza três lâminas para o corte simultâneo e a tecnologia atual utiliza quatro lâminas para o corte simultâneo.
A estrutura da lâmina é apresentada na Figura 3.
Figura 3 Diagrama esquemático da estrutura da ferramenta
Existe uma distância de 0,1 mm entre cada lâmina, e a profundidade máxima de uma única ranhura com quatro lâminas pode atingir 0,6 mm.
Para garantir a qualidade do processo de ranhura e prolongar a vida útil da lâmina, a profundidade de um único processo de ranhura definida pela maioria das empresas é de 0,4 a 0,5 mm.
As mais recentes lâminas desenvolvidas na indústria são feitas de liga metálica e cada lâmina pode ser utilizada para ranhurar 2500 a 3000 metros de material de aço inoxidável.
Classificação da cobertura em V de chapa metálica
Atualmente, o comprimento da chapa metálica para o ranhuramento em V é: 2500mm, 3200mm, 4000mm, 5000mm, 6000mm e a largura de processamento da chapa metálica é principalmente: 1250mm, 1500mm, 2200mm, 2400mm.
O tipo mais popular é a máquina de ranhurar em V 4000×1250 (L*W).
Se classificado por o estilo da estruturaA máquina de ranhurar em V para chapas metálicas pode ser dividida em 4 tipos:
Tipo de mesa de trabalho móvel
A estrutura da viga é fixa e o suporte da ferramenta pode ser posicionado na viga transversal antes da ranhura.
A folha de metal a ser processada é fixada na mesa de trabalho por um dispositivo de pressão e a ranhura em forma de V é feita movendo a mesa de trabalho para a frente e para trás ao longo da calha longa. Este processo é semelhante ao de uma plaina dedicada.
No entanto, o consumo de energia é muito elevado durante o ranhuramento em V de chapas metálicas, porque a mesa de trabalho, que é accionada pelo motor, desloca-se para a frente e para trás ao longo do carril comprido.
Viga de deslocação ao longo de carril longo
A mesa de trabalho é fixa, e a folha processada é fixada na mesa de trabalho por um dispositivo de prensagem. O suporte da ferramenta é posicionado na viga transversal movendo-se para a esquerda e para a direita. O ranhuramento em V é efectuado através do movimento da viga para a frente e para trás ao longo da calha longa da mesa de trabalho. Durante o processo de ranhuramento em V, a mesa de trabalho está fixa, mas o consumo de energia é muito elevado devido ao movimento recíproco do feixe ao longo da calha longa.
Movimento do feixe ao longo do tipo de carril curto
A mesa de trabalho é fixa e a folha a ser processada é fixada na mesa de trabalho através de um dispositivo de prensagem.
A viga desloca-se para trás e para a frente ao longo da calha curta da mesa de trabalho para efetuar o posicionamento de pré-desbaste.
O suporte da ferramenta efectua o corte em V deslocando-se para a esquerda e para a direita ao longo do feixe.
O consumo de energia é baixo devido à fixação da mesa de trabalho e da viga durante o processo de ranhuramento em V, e a potência necessária para acionar o movimento alternativo do porta-ferramentas ao longo da calha longa é muito inferior à potência necessária para acionar a mesa de trabalho e a viga.
Tipo de viga fixa e mesa de trabalho
Viga fixa e mesa de trabalho, e a folha processada é posicionada para o pré-desbaste pelo dispositivo de alimentação que se move para a frente e para trás.
O porta-ferramentas efectua o corte em V com movimento alternativo à esquerda e à direita na viga.
Durante o corte em V, apenas acciona o porta-ferramentas para efetuar um movimento recíproco ao longo da calha longa, e é adotado um dispositivo de alimentação ligeiro para o posicionamento do pré-corte sem a necessidade de acionar uma viga de várias toneladas.
Por conseguinte, tem o menor consumo de energia e o efeito de poupança de energia mais evidente.
Se for classificado pelo método de controlo, o V-groover de placa fina pode ser dividido em
Máquina de ranhurar em V com ecrã digital
Máquina de ranhurar em V CNC
A resolução do ecrã é de 0,01 mm, suficiente para satisfazer as necessidades reais.
Principais características da tecnologia de formação de dobras em V
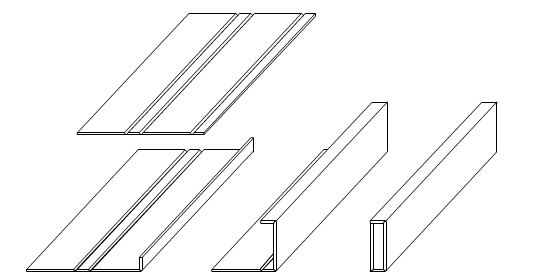
Fig.1 Processo de formação de curvas por ranhuramento em V
1. Pequena força de flexão necessária para dobrar a peça de trabalho
Pode ser visto a partir do fórmula de cálculo da força de flexão que a força de flexão necessária para a peça de trabalho é proporcional à sua espessura de chapa.
A força de flexão é maior para a flexão de placas grossas e menor para peças finas.
Na técnica de dobragem com ranhura em V, a força de dobragem necessária é reduzida através do corte em V da placa na posição de flexãoreduzindo efetivamente a espessura da placa.
Como a profundidade da ranhura em forma de V é metade da espessura da placa, isto pode poupar até 50% da força de flexão.
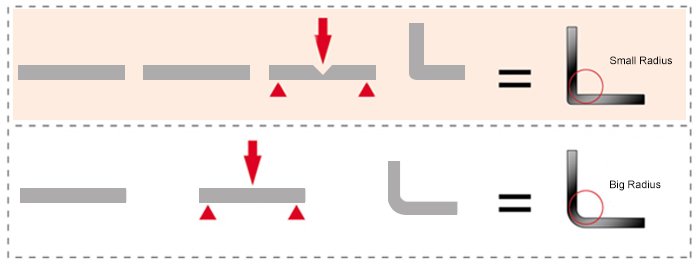
2. Um pequeno raio de curvatura da peça de trabalho
Para a flexão livre, o raio de curvatura é proporcional à largura da abertura em V da matriz. A largura da abertura da matriz é geralmente 8 a 12 vezes a espessura da chapa.
Para obter um raio de curvatura menor, é necessário selecionar uma matriz com uma largura de abertura em V menor.
Quanto mais espessa for a placa, maior será a largura da abertura em V da matriz e maior será o raio de curvatura.
Pelo contrário, quanto mais fina for a placa, menor será a largura da abertura em V da matriz selecionada e menor será o raio de curvatura.
A espessura da chapa é reduzida na posição de curvatura através do ranhuramento em V, e o raio de curvatura da peça de trabalho é naturalmente reduzido proporcionalmente.
Na gama de resistência da chapa, quanto mais fina for a espessura restante, menor será o raio de curvatura da peça de trabalho.
3. Pequenas alterações de cor nas arestas redondas dobradas das peças de trabalho
Durante o processo de dobragem em V da placa, o interior do raio de dobragem da peça de trabalho está sob força de compressão e sofre deformação por compressão.
A parte exterior do raio de curvatura está sujeita a uma força de tração e sofre um alongamento.
Os principais factores que influenciam as alterações de cor da aresta redonda dobrada da peça de trabalho são a deformação por alongamento causada pela resistência à tração lateral.
Pode ser visto na forma de V processo de dobragem da chapa que a deformação de alongamento causada pela força de tração lateral também está relacionada com a espessura da chapa.
Através do ranhuramento em V da placa, a espessura da placa na posição de dobragem é reduzida e a deformação de alongamento gerada pela força de tração lateral durante a dobragem é também reduzida, alcançando assim o objetivo de pequenas alterações de cor nos bordos redondos dobrados da peça de trabalho.
4. Pequeno retidão erros do bordo redondo dobrado da peça de trabalho comprida e estreita
Em o processo de dobragem numa peça de trabalho estreita e longa, o interior do raio de curvatura gera deformação por compressão sob força de compressão na direção da largura, enquanto os materiais de deformação se movem em ambas as extremidades na direção do comprimento. O exterior do raio de curvatura gera alongamento sob força de tração na direção da largura, com os materiais a deslocarem-se para o centro na direção do comprimento.
O resultado é que a linha de borda dobrada da peça de trabalho forma uma forma côncava central. Quanto maior for a deformação de flexão, mais grave é a forma côncava central da linha de borda. Inversamente, quanto menor for a deformação de flexão, menos grave será a forma centro-côncava da linha de bordo. Uma vez que o ranhuramento em V reduz a espessura da chapa na posição de flexão, a deformação de flexão também é reduzida.
Por conseguinte, a técnica de formação de curvas com ranhuras em V minimiza os erros de retidão da linha de extremidade da peça de trabalho longa e estreita.
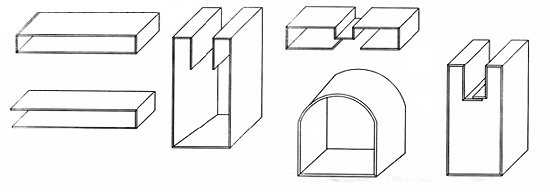
Para a prensa dobradeira, apenas são necessárias ferramentas gerais para realizar a técnica de formação de dobras por ranhuras em V.
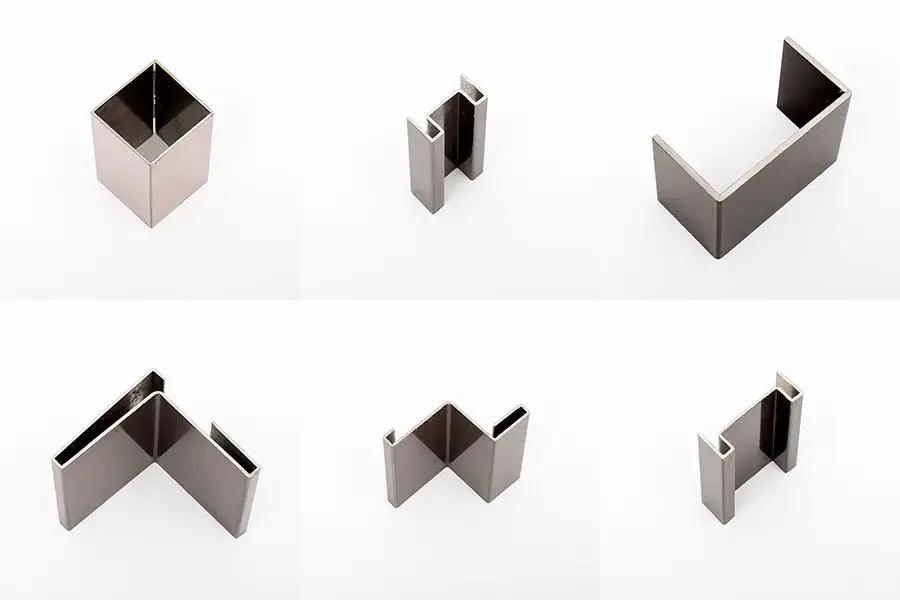
Algumas peças de trabalho com secções transversais complicadas ou fechadas podem ser dobradas sem ferramentas especiais, controlando corretamente a profundidade da ranhura e o comprimento da aresta (como mostra a Fig. 2), o que reduzirá as despesas incorridas por ferramentas complexas com design especial e encurtará o ciclo de processamento.
Fig.2 Forma da secção transversal da peça de trabalho
A perspetiva de aplicação da tecnologia de formação de curvas em V
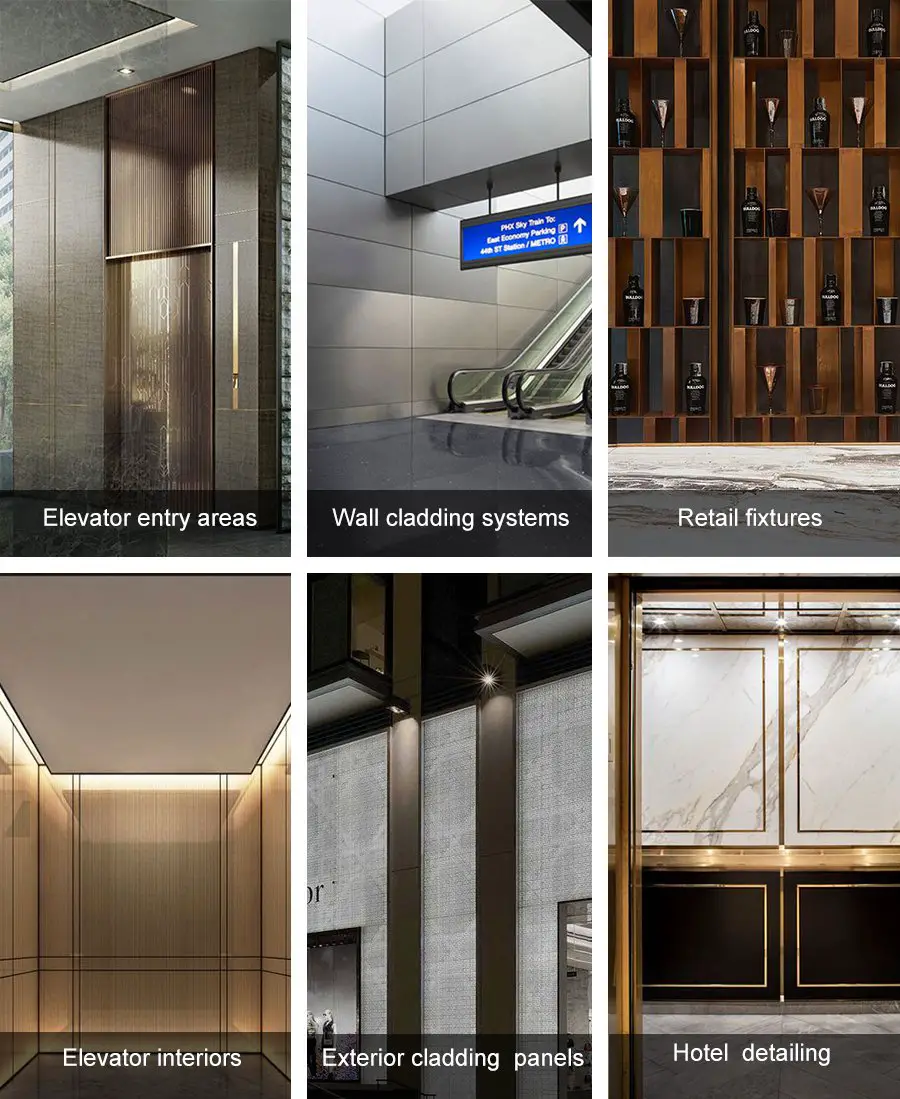
A tecnologia de conformação de dobras em V ganhou uma força significativa em várias indústrias devido às suas vantagens distintas e à integração perfeita com os processos de dobragem existentes. Esta técnica inovadora requer apenas a adição de uma máquina de ranhurar em V para chapas metálicas às configurações tradicionais de dobragem, tornando-a uma solução económica e facilmente implementável.
A tecnologia começou por ser amplamente adoptada nos sectores emergentes da arquitetura e do design de interiores de média e alta qualidade. A sua capacidade de criar curvas precisas e esteticamente agradáveis com o mínimo de tensão do material tornou-a particularmente valiosa para a produção de painéis metálicos decorativos, caixilhos e elementos arquitectónicos personalizados.
Subsequentemente, a indústria de fabrico de elevadores adoptou a conformação de dobras em V. A capacidade da tecnologia para produzir curvas limpas e precisas em metais de maior espessura provou ser inestimável para a criação de interiores de cabinas de elevadores, painéis de portas e componentes estruturais com maior rigidez e peso reduzido.
Mais recentemente, os especialistas no fabrico de dispositivos médicos e na produção de armários de controlo elétrico demonstraram um grande interesse na conformação de dobras em V. No fabrico de dispositivos médicos, a tecnologia oferece o potencial para criar designs complexos e higiénicos com cantos suaves que são mais fáceis de esterilizar. Para armários eléctricos, permite a produção de armários com propriedades de proteção EMI melhoradas e melhor gestão térmica através da colocação estratégica de dobras.
À medida que os profissionais da indústria adquirem um conhecimento mais profundo da tecnologia de conformação de dobras em V, o seu âmbito de aplicação continua a expandir-se. As potenciais aplicações futuras podem incluir componentes aeroespaciais, painéis de carroçaria de automóveis e sistemas avançados de AVAC, onde a dobragem precisa de ligas de alta resistência e geometrias complexas são fundamentais. A capacidade da tecnologia para reduzir o retorno elástico do material, melhorar a precisão da dobragem e manter a integridade do material posiciona-a como uma ferramenta valiosa para as indústrias que requerem a conformação de chapas metálicas de alta precisão.
Manual de instruções da máquina de ranhurar em V para chapa metálica CNC
Método de funcionamento do ecrã tátil do PLC
Arranque da máquina de ranhurar em V
Abra o interrutor de ar no lado direito da caixa eléctrica e, em seguida, ligue o interrutor de chave no painel frontal.
A máquina inteira está ligada.
O ecrã tátil apresentará o ecrã inicial após um atraso de três segundos.
Controlo de ranhuras em V
No ecrã tátil claro, toda a máquina entra na monitorização do funcionamento e apresenta as seguintes informações:
(1) Posição do feixe
Esta posição representa a distância entre o feixe e o ponto inicial, e é detectada pelo codificador de parafuso. Os números apresentados indicam o número da linha de ranhura.
(2) Posição do objetivo
É apresentada a posição alvo do feixe em movimento atual. Se a máquina de ranhurar não tiver iniciado o ranhuramento quando o feixe atingir a posição-alvo, prima o botão "movimento do feixe" e a máquina não se moverá.
(3) Distância atual
Esta distância é a distância entre a ranhura atual e a ranhura anterior.
(4) Posição do suporte da lâmina
A posição do suporte da lâmina é apresentada como um ponto 3D relativo ao ponto de origem ou ao ponto inicial. A posição é medida pelo codificador do motor de passo na haste do parafuso, e se a posição for superior a 29,8 mm, o suporte da ferramenta não se moverá. O número na parte de trás indica o número de ranhuras.
(5) A largura e a espessura da placa são definidas como parâmetros de trabalho.
(6) Prima o botão de início para começar a ranhurar quando a luz de posição piscar. Quando a luz de profundidade piscar, prima o botão "Mover" para passar à posição seguinte de ranhurar.
(7) Premir "operação manual" para controlar manualmente o ecrã de operação.
(8) Premir o botão "open groove preparation" para deslocar o feixe para a frente da plataforma e inicializar os vários parâmetros de ranhuramento para preparar o ranhuramento da placa metálica seguinte.
O feixe não se desloca se a posição do feixe for inferior ao desvio da posição inicial, mas a inicialização dos parâmetros é normal e o botão não deve ser premido durante o ranhuramento.
(9) Para substituir a lâmina, é colocado um botão de pausa na ranhura.
Quando o botão é premido, a máquina de ranhurar pára de funcionar e, em seguida, prima o botão para reiniciar a máquina.
(10) Prima "parameter setting" para saltar para o ecrã de definição de parâmetros.
Funcionamento manual
(1) "Feixe para a frente" significa deslocar o feixe para a frente manualmente e a velocidade de deslocação é definida nos parâmetros do sistema.
(2) "Feixe para trás" significa deslocar o feixe para trás manualmente e a velocidade de deslocação é definida nos parâmetros do sistema.
(3) "Porta-ferramentas para a esquerda" significa deslocar manualmente o porta-ferramentas para a esquerda e a velocidade de deslocação é definida nos parâmetros do sistema.
(4) "Porta-ferramentas à direita" significa deslocar manualmente o porta-ferramentas para a direita e a velocidade de deslocação é definida nos parâmetros do sistema.
(5) "Porta-ferramentas para cima": deslocação manual do porta-ferramentas para cima.
(6) "Porta-ferramentas em baixo": deslocação manual do porta-ferramentas para baixo.
(7) "Instruções de funcionamento": prima este botão para passar ao ecrã de instruções de funcionamento.
(8) "Origin alignment" (Alinhamento da origem): premir este botão para executar a função de retorno do original para corrigir a posição do feixe.
Em geral, não é necessário efetuar a função de retorno à origem (porque o computador não tem a função de memória de localização).
No entanto, se a máquina de ranhurar tiver parado durante mais de dois dias, ou se a posição não estiver correcta devido a outras circunstâncias, a função de regresso à origem deve ser executada primeiro após a eletrificação para garantir o funcionamento normal da máquina.
Definição dos parâmetros
Prima o botão "definição de parâmetros" para aceder ao ecrã de definição de parâmetros, onde o espaçamento de ranhuras pode ser definido para um máximo de 50 ranhuras.
A primeira ranhura pode ser definida com um valor mínimo de 8 mm e um espaçamento máximo de 1220 mm, não existindo limites para as restantes ranhuras.
Depois de premir o menu para o parâmetro que pretende definir, aparecerá um teclado digital no ecrã. "ENT" é o botão de confirmação da entrada, "ES" significa que a entrada é cancelada e "CR" é o botão de reposição da entrada. Todos os parâmetros são positivos e, se for introduzido um número negativo, a máquina assinala um erro.
Prima o botão "voltar" para regressar ao ecrã de definição.
Na definição de parâmetros, prima o botão "parâmetros do sistema" para voltar ao ecrã de parâmetros do sistema.
Depois de definir os parâmetros, verifique-os cuidadosamente de acordo com a ficha de processo para evitar erros.
A distância #1 refere-se à distância vertical da 1ª ranhura ao ponto inicial. A distância #2 refere-se à distância vertical da 1ª ranhura à 2ª ranhura, e assim sucessivamente, para cada uma das distâncias das ranhuras.
No ecrã de definição de parâmetros, o processo atual pode ser apagado seleccionando "parâmetro apuramento total".
Parâmetros do sistema
Os parâmetros do sistema têm vários tipos de botões:
(1). O "avanço da desaceleração" é a posição em que o feixe desacelera de uma velocidade elevada para uma velocidade constante.
Este parâmetro é crucial para o posicionamento.
Se cada posicionamento exceder o curso, aumentar este parâmetro, geralmente definido para 8 mm, com uma definição máxima de 9,999 mm.
(2). "Posicionamento à frente" é a posição de posicionamento designada antes da paragem.
Após a paragem, o feixe desloca-se para a posição de posicionamento sob a ação da inércia.
Se a máquina de ranhurar não parar na posição correcta em cada paragem, isso significa que a definição do parâmetro é demasiado grande.
Caso contrário, a definição do parâmetro é demasiado pequena. Os dados máximos deste parâmetro podem ser definidos para 0,8 mm.
(3). "Erro admissível" é o erro admissível após o posicionamento. Não é permitido fazer ranhuras se não estiver dentro deste intervalo, sendo necessária uma correção manual.
(4). O "erro do ponto inicial" refere-se à distância entre a ponta da lâmina e a aresta após a correção da origem.
A regulação mínima é de 8 mm.
Caso contrário, o interrutor de proximidade de posicionamento frontal tem de ser ajustado atempadamente.
Ranhurar (corte em V)
1). As ranhuras devem satisfazer as seguintes condições
O interrutor de paragem de emergência não está premido;
Posicionamento (indicador luminoso intermitente);
O pé de prensagem lateral pressiona a chapa metálica;
Não há limite à direita ou à esquerda do porta-ferramentas;
O feixe não está fora do alcance do curso;
O botão de paragem do porta-ferramentas não está premido;
A posição longitudinal da ponta da lâmina ≥ 8mm;
2). Feixe móvel
Quando terminar o ranhuramento, prima o botão "Mover feixe" para deslocar o feixe para a posição de ranhuramento seguinte, que é automaticamente adicionada à posição de destino pela máquina de ranhurar.
Depois de o feixe se posicionar automaticamente, deve ser efectuado um processo de ranhura antes de o feixe se poder mover novamente. Este processo continua até que todas as linhas de ranhura tenham sido completadas.
3). Condições para vigas móveis
Curso do feixe não superior a 1220 mm;
O posicionamento da posição não pisca OK;
A posição do feixe não é superior à posição do alvo;
Levantamento do dispositivo de prensagem de acompanhamento;
O interrutor de paragem de emergência não está premido;
O interrutor de limite frontal do feixe está ligado;
O contactor do motor com ranhuras não é puxado para dentro.
4). Prima o botão "Grooving ready" para deslocar a viga para a frente da plataforma.
Acessórios para máquinas de ranhurar
Inversor
Controlador programável
Motor de passo
Condutor de passo
Codificador
Interruptor de proximidade
Interruptor de alimentação
Ecrã tátil
O método de operação do ranhuramento mecânico
Colocar a chapa metálica na horizontal sobre a bancada de trabalho. Se a chapa metálica tiver uma película de proteção, colocar o lado com a película de proteção virado para baixo. Um dos lados da chapa fica agarrado ao bloco de referência em frente da mesa de trabalho.
Premir o botão de pressão da chapa para apertar o bordo do material de chapa e completar o posicionamento do material de chapa.
Ajustar corretamente a posição do bloco de fim de curso do interrutor de proximidade no lado esquerdo e direito do bloco deslizante do suporte da ferramenta, de acordo com o comprimento da placa.
Determinar o espaçamento das ranhuras e o ajuste para a frente e para trás do feixe. Jogar o "alinhamento de origem" no ecrã tátil do PLC para realizar um posicionamento preciso. Ou seja, o deslocamento do feixe para a posição da primeira ranhura, pressione o botão de pressão de acompanhamento para pressionar o material da placa com força.
O bloco de lâminas com uma espessura de 35 mm é utilizado para definir o ponto inicial da lâmina, bloquear o parafuso de pressão e verificar o bloco de lâminas para garantir a altura da lâmina. Este é um trabalho preparatório importante para garantir a profundidade exacta das ranhuras e a produção de ranhuras seguras.
Verificar se a lâmina está em bom estado e, se estiver muito gasta, soltar a lâmina. Pressione o parafuso e rode a lâmina 90 graus, ou seja, mude-a para um novo bordo de lâmina. Ou virar a lâmina e mudar outra superfície da lâmina.
Premir o botão de trabalho no painel de operação da caixa eléctrica para realizar a primeira ranhura. Geralmente, a profundidade da primeira ranhura é de 0,3 mm, seguida da espessura da placa processada.
Depois de a profundidade da ranhura cumprir o requisito, deixar a lâmina de ranhurar sair da superfície da placa. A estrutura deslizante desloca-se automaticamente para a posição limite direita pré-definida. O PLC controla a deslocação do feixe para a ranhura seguinte e, em seguida, processa-se a segunda ranhura. Até que todo o processo de ranhura esteja concluído, prima o "botão de libertação" da prensagem do material de seguimento na estação de operação móvel e solte o dispositivo de prensagem de seguimento. O PLC efectua a instrução de posicionamento da ranhura seguinte. O feixe volta imediatamente para a ranhura seguinte e repete-se até todas as ranhuras estarem concluídas.
Após a conclusão do trabalho de ranhurar, soltar todos os dispositivos de prensagem, voltar a colocar a viga na posição adequada, retirar os materiais da placa e limpar a mesa de trabalho.
Quando o arrefecimento por pulverização é necessário, o interrutor no armário elétrico será aberto primeiro e o sistema de arrefecimento será automaticamente lubrificado durante o processo de corte.
Procedimento de operação segura para máquina de ranhurar em V CNC
A máquina de ranhurar CNC deve ser mantida e operada por uma pessoa especialmente designada para o efeito;
O operador do CNC V-groover deve passar a formação do departamento profissional. Depois de passar o exame e obter o certificado de qualificação, o operador pode operar de forma independente;
Antes da operação, usar vestuário de trabalho de mangas compridas (para evitar que os resíduos ranhurados se queimem devido a salpicos), e devem ser usadas luvas ao carregar e descarregar a chapa metálica;
Antes de ligar a máquina de ranhurar em V, verificar se a mesa da máquina está limpa, especialmente entre os grampos e a mesa;
Repor a origem após o arranque. Ao trabalhar, verifique se a peça de trabalho está em conformidade com os requisitos do processo e introduza corretamente o tamanho e a profundidade de ranhura;
Quando o operador é colocado na folha pequena, lembre-se de a manusear ligeiramente. Antes de carregar, limpe a superfície da máquina e a mesa de alimentação, e não pode deixar resíduos de arame ranhurado e outros objectos diversos;
Durante o funcionamento da máquina de ranhurar, verificar se a placa está a ser empurrada para a origem. O pessoal não deve estender a cabeça ou qualquer parte do corpo para a zona do motor da máquina (para evitar que a máquina o magoe). A pistola de ar e a mão não devem ser colocadas por baixo do grampo fixo;
Quando a máquina de ranhurar está em movimento, a operação deve ser interrompida em caso de colisão da máquina ou de colisão dos materiais. Em primeiro lugar, reponha a origem para evitar que a origem se desloque no momento da colisão;
Após a ranhura, colocar cuidadosamente a folha na posição designada para evitar que a peça de trabalho seja riscada;
Após a operação, efetuar a manutenção diária da máquina de ranhurar, cortar a alimentação eléctrica e limpar o local de trabalho.
Máquina de ranhurar em V de pórtico (horizontal) vs. Máquina de ranhurar em V vertical: Qual escolher?
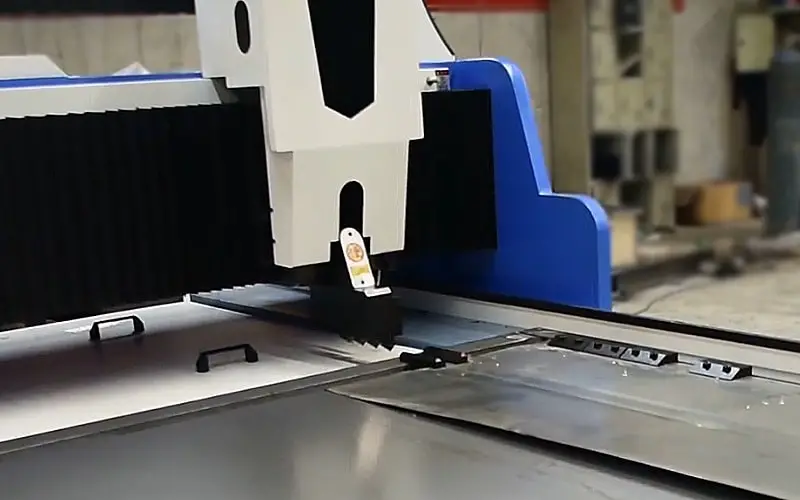
Ao selecionar uma máquina de ranhurar em V para o fabrico de metal, os fabricantes deparam-se frequentemente com a decisão entre uma máquina de ranhurar em V de pórtico (horizontal) e uma máquina de ranhurar em V vertical. Compreender as principais diferenças na sua conceção, funcionamento e capacidades é crucial para fazer uma escolha informada.
Atualmente, o mercado é dominado por dois tipos principais de máquinas de ranhurar em V: configurações verticais e horizontais (pórtico).
As máquinas de ranhurar em V verticais apresentam uma estrutura que lembra uma moldura de porta. Nesta configuração, uma fixação especializada posiciona a placa de metal no local exato de processamento. Uma vez fixada com segurança, a ranhura em V é criada pelo movimento linear da ferramenta de corte. O cortador executa um movimento em linha reta para o processamento, enquanto a peça de trabalho é reposicionada conforme necessário para facilitar a operação de ranhura. Este design é particularmente eficaz para placas mais pequenas e oferece uma excelente estabilidade durante o processo de corte.
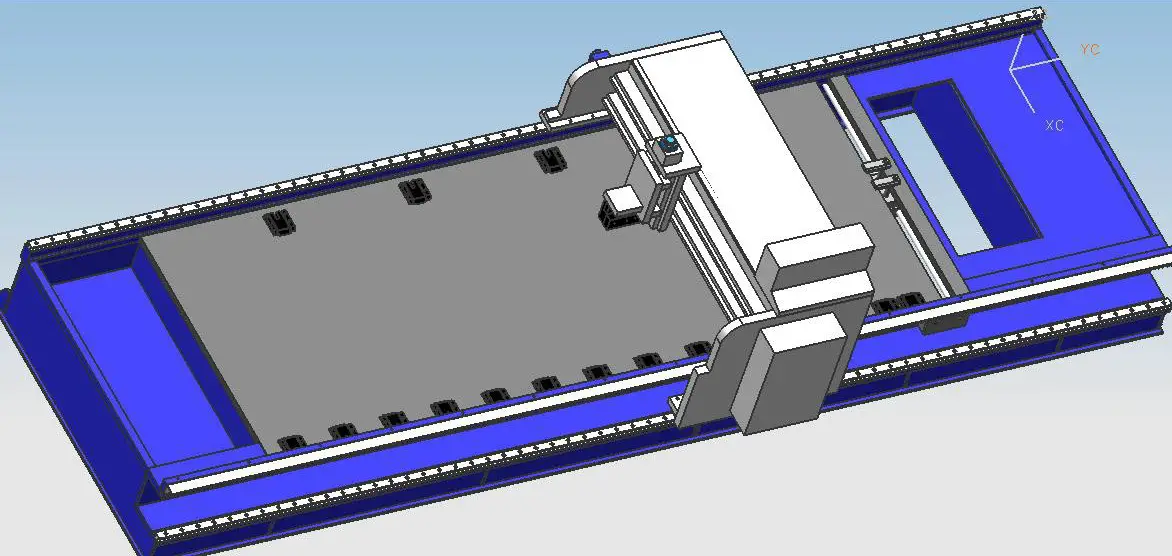
Por outro lado, as máquinas de ranhurar em V horizontais (pórticos) utilizam uma abordagem diferente. Estas máquinas caracterizam-se por uma mesa de trabalho espaçosa onde a placa metálica é fixada firmemente através de grampos de pressão. O mecanismo de corte é montado num pórtico, formando uma estrutura mecânica automatizada que se desloca sobre a peça de trabalho. O sistema de posicionamento da ferramenta no pórtico localiza primeiro o percurso de maquinação ao longo do eixo Y, após o que todo o conjunto do pórtico percorre o eixo X, accionando a ferramenta de corte para realizar a operação de ranhura em V. Nesta configuração, a peça de trabalho permanece estacionária enquanto a fresa executa o processo de ranhura.
Cada tipo de máquina de ranhurar em V oferece vantagens distintas, dependendo de factores como o tamanho da peça, o volume de produção e os requisitos específicos da aplicação. A escolha entre configurações verticais e horizontais depende frequentemente de considerações como a disponibilidade de espaço no chão, capacidades de manuseamento de material e a complexidade das ranhuras em V a maquinar.
Cada tipo de ranhurador tem vantagens e desvantagens (Quadro 1).
Quadro 1 Comparação da tecnologia de ranhuradores verticais e horizontais em V
Item
Ranhurador vertical em V
Pórtico V Groover
Gama de processamento
Ao processar peças de trabalho que precisam de ser ranhuradas, se a peça de trabalho for longa, é necessário adicionar uma mesa para transportar a peça de trabalho ao processar o lado curto, o que é inconveniente de operar.
Maquinação CNC de três eixos com uma vasta gama de processamento, adequada para uma variedade de formas de grandes dimensões.
Tecnologia de processamento de mesa de trabalho
A superfície da mesa de trabalho é de alta qualidade.molde de qualidade aço após tratamento térmico global, e é finamente moído por um moinho. A finura da superfície atinge um efeito de espelho.
A superfície da mesa de trabalho é soldada por placas de ferro comuns. A dureza da peça de trabalho é superior a esta. O fio de aço para ranhurar, as lâminas danificadas, etc., farão com que a superfície da mesa de trabalho fique esburacada (requer a função de aplainamento automático para restaurar a superfície da mesa de trabalho regularmente).
Eficiência de processamento
A distância mínima entre a ranhura em forma de V e a aresta é de 10 mm, e a velocidade de corte é de 40 m/min.
A distância mínima entre a ranhura em forma de V e a aresta é de 8mm, e a velocidade de corte é de 50m/min ou superior.Não há necessidade de alimentação recíproca, por isso é mais eficiente.
Perda de potência
O porta-ferramentas desloca-se para a frente e para trás com menos perdas (potência do motor principal 4,4 kW).
O pórtico e o porta-ferramentas estão a mover-se para a frente e para trás em conjunto, e a perda é grande (a potência do motor principal é de 5,5 kW).
Segurança
A máquina de ranhurar vertical fixa automaticamente a peça de trabalho por pressão hidráulica, posiciona-se automaticamente e trabalha automaticamente. O operador fica afastado das partes móveis da máquina.
A peça de trabalho é fixada dentro da gama de movimentos da máquina. O pórtico desloca-se a alta velocidade e a peça de controlo acompanha o pórtico. O operador tem de prestar atenção a uma utilização segura.
Efeito global
Devido à necessidade de alimentação automática depois de agarrar a peça de trabalho, as aparas de ferro geradas pela ranhura arranham frequentemente a superfície decorativa, e é necessário um alinhamento e movimento frequentes quando se processam peças de trabalho de grandes dimensões, o que é mais suscetível de danificar a superfície.
A peça de trabalho não precisa de ser movida durante o processamento. Pode ser operado por uma pessoa durante todo o processo e a superfície decorativa da peça de trabalho não será riscada, garantindo a qualidade do processamento da superfície (uma razão importante para a utilização na indústria de elevadores).
As características de aplicação dos dois podem ser vistas nos itens de comparação.
A escolha específica do equipamento para processamento deve ser determinada de acordo com os requisitos da indústria e as características da peça de trabalho.
Geralmente, a máquina de ranhurar em V de pórtico tem uma elevada eficiência de trabalho, no entanto, a precisão da ranhura não é tão boa como a da máquina de ranhurar em V vertical.
Além disso, se a chapa metálica tiver uma forma não específica (cortada por corte a laser), e serão necessárias mais linhas de ranhura, sugerimos que escolha uma máquina de ranhurar em V vertical.
Se a chapa metálica for uma peça inteira ou uma peça mais simétrica, como quadrada ou retangular, recomendamos que escolha o pórtico ou a máquina de ranhurar horizontal tipo V.
Além disso, o preço atual da máquina de ranhurar em V do tipo pórtico é ligeiramente inferior ao da máquina de ranhurar em V vertical, e o tipo pórtico continua a ser a opção mais popular e é selecionado pela maioria dos clientes.
Considerações finais
Dado que os clientes têm exigências cada vez maiores em termos de estética dos seus produtos, a aplicação do processo de ranhurar está a tornar-se cada vez mais generalizada.
Acredita-se que o processo de ranhurar trará definitivamente mais benefícios e contributos para a indústria transformadora no futuro.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre como aperfeiçoar a arte de utilizar uma ferramenta de ranhurar? Este artigo aborda as 10 dicas essenciais para otimizar o seu processo de ranhurar, desde a seleção da ferramenta certa e...
Tem curiosidade em saber como uma máquina de ranhurar em V pode transformar o seu processo de trabalho em metal? Este artigo guia-o através de passos essenciais e precauções de segurança para operar a máquina de forma eficaz. Desde a preparação e equipamento...
Alguma vez se perguntou como é que os intrincados desenhos metálicos dos automóveis e dos aviões ganham vida? Este artigo explora o fascinante mundo das técnicas de dobragem e ranhura de chapas metálicas, revelando como...
Já se interrogou sobre como calcular com exatidão o comprimento desdobrado na dobragem de ranhuras? Este guia explica as diferenças entre os cálculos de dobragem com e sem ranhuras, com exemplos práticos de...