Vibrações causadas pelo mecanismo de movimento das máquinas de forjar
O máquina de forjar tem uma estrutura desequilibrada, o que resulta em vibrações durante o funcionamento.
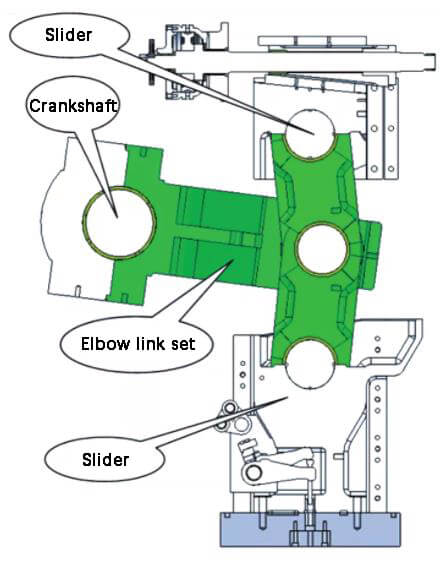
(1) Os componentes da estrutura desequilibrada da máquina de forjar (Figura 1) incluem o bloco deslizante, a biela, a cambota, a engrenagem, etc.
Fig. 1 Estrutura desequilibrada do equipamento de forjamento
O cursor move-se num movimento para cima e para baixo, enquanto a cambota, a engrenagem e a cabeça da biela rodam. Estas partes móveis não uniformes geram uma força de vibração, fazendo vibrar a máquina de forjar.
(2) Força de arranque de componentes desequilibrados:
Devido aos factores de qualidade dos elementos móveis e à elevada velocidade de movimento, nomeadamente a velocidade de rotação rápida dos elementos deslizantes, os pontos extremos dos elementos desequilibrados em rotação e os elementos móveis recíprocos geram uma força de arranque significativa, o que provoca um aumento das vibrações da máquina de forjar.
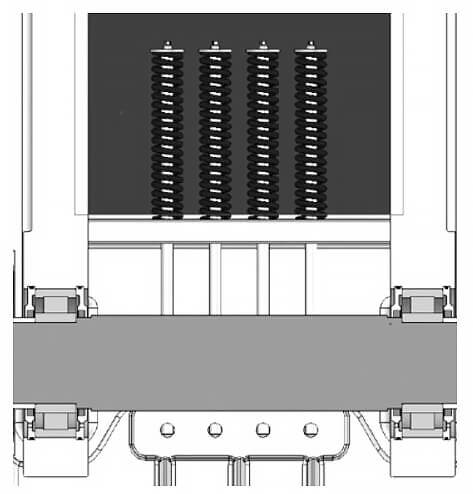
(3) Para reduzir as vibrações de funcionamento e aumentar a precisão e a estabilidade das máquinas de forjar durante a produção de forja a alta velocidade, pode ser acrescentado um dispositivo de equilíbrio dinâmico alternativo (figura 2) ou pode ser concebido um dispositivo de equilíbrio rotativo para reduzir as vibrações de funcionamento das próprias máquinas de forjar.
Fig. 2 Dispositivo de equilibragem dinâmica
No entanto, estes dispositivos de equilíbrio consomem frequentemente energia, o que entra em conflito com os princípios económicos e de poupança de energia das máquinas de forjar.
A implementação destes dispositivos de equilíbrio de funcionamento requer uma análise exaustiva da sua necessidade, custo de fabrico, consumo de energia, ambiente de funcionamento e outros factores relevantes.
(4) Em comparação com as máquinas industriais em geral, as máquinas de forjar requerem operações de arranque e paragem instantâneas de alta potência durante o arranque e a paragem.
Por conseguinte, é essencial selecionar e combinar a embraiagem e o travão com uma grande capacidade para permitir que as peças móveis arranquem e parem instantaneamente, mas isso também pode resultar em vibrações.
Forjamento a quente e as máquinas de estampagem têm capacidades elevadas e geram vibrações significativas durante o arranque e a paragem instantâneos.
Para equilibrar o desempenho do arranque e da paragem e as vibrações, é necessário ajustar a velocidade de ação da embraiagem e do travão dentro de um intervalo que não afecte o funcionamento da máquina. Isto é normalmente referido como "embraiagem suave" e "travão suave".
Vibrações produzidas pelas máquinas de forjar durante o funcionamento
As vibrações produzidas pelas máquinas de forjar podem variar significativamente consoante o tipo de processamento, a capacidade de aplicação, materiais de forjamentovelocidade de produção e conceção mecânica.
Período de vibração no processo de forjamento
(1) Vibração no início do processamento:
O bloco deslizante da máquina de forjar começa a mover-se para baixo a partir do ponto morto superior e faz com que a matriz impacte a peça de trabalho a uma velocidade fixa. Este impacto resulta em vibração.
(2) Vibração perto do fim do processamento:
Quando o bloco deslizante da máquina de forjar está próximo do ponto morto inferior, as matrizes superior e inferior sofrem uma pressão significativa. Nesta altura, as partes sujeitas a tensão de cada componente deformam-se e vibram sob o impacto desta carga.
(3) Vibração após o processamento:
Quando o processamento estiver concluído e a carga pressurizada for removida, as peças sob tensão também vibrarão devido à recuperação da deformação. Este tipo de vibração varia consoante o tipo de processamento, sendo o processamento de corte responsável pela maior parte da vibração global.
Influência da tecnologia de processamento no nível de vibração
O processamento mecânico do forjamento pode ser classificado em termos gerais em processamento de corte, processamento de dobragem, processamento de estiramento e processamento de forjamento.
No caso das máquinas de forjar, os métodos de processamento acima referidos e as combinações destes métodos resultam em vibrações diferentes devido aos diferentes métodos de processamento.
(1) Processamento de obturação:
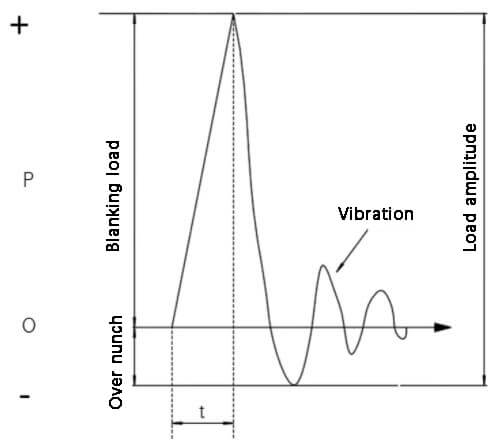
Quando a matriz superior entra em contacto com a peça de trabalho, é gerada a carga máxima e a peça de trabalho parte-se, libertando a carga. A deformação (flexão) dos componentes pressionados, como o corpo da mesa, o bloco deslizante, a biela, a cambota e a engrenagem de acionamento, é instantaneamente aliviada com a carga de processamento. Neste momento, ocorrerão fortes vibrações na direção oposta à da carga. Este fenómeno é normalmente designado por "overshoot" (Figura 3).
Fig. 3 Diagrama esquemático da ultrapassagem
(2) Processamento de dobragem:
A vibração produzida durante o processamento de dobragem varia consoante o método de processamento, tal como a forma de dobragem. Normalmente, o processamento começa com uma pequena carga na fase inicial.
Na fase final do processamento, a gravação em relevo pode ser utilizada para obter uma dobragem precisa do produto e para produzir uma dobragem visualmente agradável. A gravação em relevo requer uma pressão significativa, que pode resultar em vibrações na maquinaria de forjamento.
(3) Processamento de desenhos:
A carga de formação no processo de estiragem aumenta gradualmente. Durante a estiragem profunda, a carga máxima é normalmente gerada em cerca de 40% a 70% da altura de estiragem. À medida que o processo se aproxima do ponto morto inferior, a carga diminui, resultando em vibrações de formação relativamente baixas.
Para evitar indentações nos materiais ou produtos durante a estampagem profunda, é habitualmente utilizado um dispositivo designado por almofada de matriz para evitar o enrugamento. A posição de contacto entre a almofada da matriz e a matriz é onde o cursor está mais próximo do ponto morto inferior. Quando a peça de trabalho embate na matriz superior, é gerado um ruído alto e uma vibração significativa.
(4) O processamento de forjamento inclui os seguintes métodos:
Forjamento a quente, forjamento a frio, processamento por extrusão, estampagem, processamento de compósitos, etc.
- Forjamento a quente:
Devido à alta temperatura do material, o tempo de contacto entre a matriz e a peça de trabalho deve ser minimizado. A velocidade do bloco deslizante deve ser rápida, e o tempo de contacto entre o material a alta temperatura, o produto e a matriz também deve ser reduzido. Como resultado, quando grandes componentes como a cambota, a engrenagem e o bloco deslizante são rapidamente iniciados e parados, as vibrações start-stop da maquinaria de forjamento aumentarão. Ao mesmo tempo, como o tempo de formação do produto é curto e o impacto do processamento é elevado, são produzidas vibrações significativas.
- Forjamento a frio:
Devido à lenta velocidade de deformação da estrutura metálica do material processado, não é possível formar a uma velocidade de processamento rápida. Por conseguinte, as máquinas de forjar utilizam normalmente um mecanismo de acionamento de baixa velocidade (junta em cotovelo e biela) na área de estampagem. A velocidade de impacto entre a peça de trabalho e a matriz superior é lenta, e o tempo de formação é longo, pelo que a velocidade de mudança de carga da máquina de forjar é lenta, resultando em vibrações de carga relativamente baixas.
- Processamento de forjamento:
Independentemente de se tratar de forjamento a quente ou a frio, é normalmente gerada uma carga forte no final do processo, o que leva a vibrações causadas pela recuperação das peças sob tensão após o processamento.
- Processamento de compostos:
O processamento de compósitos envolve normalmente uma combinação de processamento de pressão inferior, como corte (blanking), dobragem e estiramento. Neste caso, a carga gerada pelo processamento de corte no ponto morto inferior completa o corte antes do ponto morto inferior, causando uma ultrapassagem instantânea.
No caso de vibrações residuais causadas por ultrapassagem, o processo de prensagem do fundo começa no ponto morto inferior, causando um aumento significativo do impacto e vibrações mais fortes.
Análise composta de vibrações
Quando em funcionamento, a máquina de forjar pode produzir vibração de funcionamento devido à sua própria rigidez e condições de funcionamento. A vibração da carga é produzida pelo tipo de processamento e pela carga, e a vibração da deformação é gerada pela vibração natural da peça de trabalho, da matriz e da máquina.
As características de vibração, como o tipo, a quantidade, o número de ciclos e o tempo, podem alterar-se ligeiramente durante o processo de forjamento, por vezes aumentando e por vezes anulando-se mutuamente.
Para melhorar a precisão do produto e aumentar a vida útil da matriz, alguns clientes exigem que a rigidez do corpo da mesa seja 5 a 6 vezes superior à das máquinas de forjamento típicas, o que também aumenta a sua capacidade relativa.
Estas máquinas são concebidas não só para proporcionar uma elevada precisão, mas também para oferecer um ambiente de trabalho com baixo ruído e baixa vibração.
Propagação de vibrações
(1) A vibração produzida pela máquina de forjar é transmitida à fundação da máquina e à sua área circundante através do solo e do solo da fundação.
(2) Para uma máquina de forjar de estiramento universal vertical geral, a vibração gerada na superfície de montagem é um fator significativo. Esta força de arranque da vibração é estimada em 10% a 40% do peso da máquina, o que pode provocar a propagação de ondas de vibração através da fundação.
Medidas de prevenção de vibrações em máquinas de forjar
(1) Prevenção da estrutura mecânica
Na conceção de máquinas de forjar, são adicionados à estrutura dispositivos de equilíbrio dinâmico para eliminar o momento de inércia desequilibrado causado por peças assimétricas, como cambotas e bielas. Além disso, as peças rotativas com simetria circunferencial são submetidas a testes de equilíbrio dinâmico para evitar a vibração causada por momentos de inércia desequilibrados provocados por erros de fabrico.
(2) Prevenção da configuração da libertação do travão
Podem ocorrer vibrações durante o arranque e a paragem das máquinas de forjar. Reduzindo a velocidade de combinação da embraiagem e do travão ou seleccionando uma embraiagem suave e um travão suave sem afetar a capacidade da prensa, vibração mecânica pode ser efetivamente reduzida.
(3) Máquinas de forjar e prevenção de matrizes
A vibração pode ser reduzida através do processo de estampagem e da conceção da estrutura da matriz. Isto inclui reduzir a necessidade de pressão de estampagem e evitar uma carga de estampagem excessiva, selecionar máquinas de forjamento com velocidade de estampagem reduzida perto do ponto morto inferior para evitar grandes impactos e reduzir a necessidade de pressão de estampagem através do tratamento térmico precoce da peça em bruto para estampagem a quente para reduzir o impacto e a vibração.
(4) Prevenção da transmissão de vibrações de máquinas de forjar
É possível reduzir a transmissão de vibrações para o ambiente circundante através da fundação, utilizando um isolador de vibrações na máquina de forjar. Além disso, pode ser projectada uma vala de isolamento de vibrações em torno da fundação da máquina de forjar para reduzir a transmissão de vibrações e garantir a precisão do equipamento circundante.
Conclusão
Com o crescimento da economia e o aumento do nível de vida, a proteção do ambiente e o bem-estar dos trabalhadores tornaram-se cada vez mais importantes, tanto para o Estado como para o público.
Garantir a segurança dos operadores contra os riscos ambientais está a tornar-se uma tendência inevitável.
Só é possível tomar medidas eficazes de prevenção e controlo se se compreenderem bem os factores e a via de transmissão das vibrações causadas pelas operações de forjamento. Embora a vibração seja um aspeto inevitável das operações de forjamento, o seu impacto no ambiente pode ser reduzido através da modificação do projeto mecânico e da implementação de um sistema de isolamento de vibrações. No entanto, existe uma relação de compromisso entre o custo do investimento e a proteção do ambiente que deve ser cuidadosamente considerada.