Corte por jato de água: O guia definitivo para iniciantes
No mundo do fabrico, em rápida evolução, a redução de custos é rei. Os jactos de água surgiram como um fator de mudança, oferecendo uma versatilidade e eficiência sem paralelo. Mas como é que pode aproveitar todo o seu potencial para minimizar os custos e maximizar os lucros? Neste artigo, um engenheiro mecânico experiente partilha dicas e conhecimentos especializados para o ajudar a dominar a arte do corte por jato de água. Descubra os segredos para otimizar as suas operações e manter-se à frente da concorrência.
Os engenheiros e os fabricantes esforçam-se constantemente por encontrar formas de reduzir os custos, e os jactos de água provaram ser altamente eficazes para atingir este objetivo e aumentar os lucros.
Para tirar o máximo partido desta tecnologia de poupança de custos, é crucial obter uma compreensão mais profunda de como aplicar eficazmente os métodos de corte por jato de água para minimizar os custos e maximizar os lucros.
A indústria de corte por jato de água é considerada uma das indústrias mais versáteis e em rápido crescimento em termos de medidas de redução de custos.
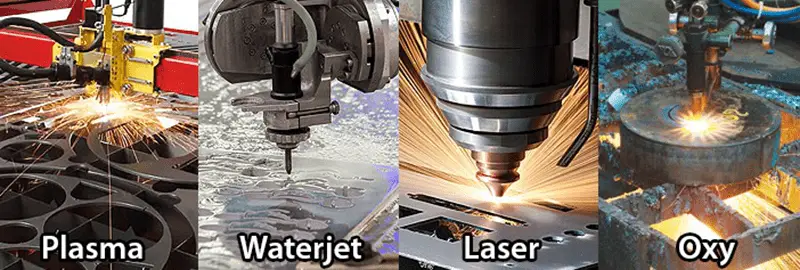
Além disso, o cortador de jato de água é uma das máquinas mais eficientes a nível mundial. Ultrapassa outras tecnologias de corte, como o corte por chama, a maquinação por plasma, a maquinação a laser, a maquinação por EDM, o torneamento, a fresagem e o aplainamento.
Além disso, o corte por jato de água é um processo versátil, eficiente e amigo do ambiente, uma vez que não produz gases ou líquidos nocivos e não gera calor na superfície da peça.
Este método de corte oferece capacidades únicas que não podem ser alcançadas através de outros processos simples. Por exemplo, pode cortar furos em titânio e produzir padrões complexos em pedra ou vidro.
Além disso, o processo de corte por jato de água é verdadeiramente frio, uma vez que não gera calor ao cortar os materiais.
As flechas supersónicas de água que são produzidas durante o processo de corte resultam em excelentes resultados quando dirigidas à superfície do material de corte, e a combinação de água e areia aumenta ainda mais o seu poder de corte.
Definição de jato de água
O corte por jato de água, também conhecido como "água como faca", é uma tecnologia de maquinagem avançada que utiliza água a ultra-alta pressão para efetuar cortes de precisão. Esta técnica inovadora teve origem nos Estados Unidos, encontrando inicialmente aplicações nas indústrias aeroespacial e militar devido às suas capacidades únicas.
A vantagem fundamental do corte por jato de água reside na sua natureza de corte a frio, que preserva as propriedades físicas e químicas do material a ser processado. Esta caraterística é particularmente crucial para materiais sensíveis a alterações induzidas pelo calor.
Os avanços tecnológicos melhoraram significativamente as capacidades de corte dos sistemas de jato de água. A introdução de materiais abrasivos, tais como partículas de granada ou de diamante, no fluxo de água a alta pressão melhorou drasticamente a velocidade de corte e a capacidade de espessura do material. Esta evolução expandiu a aplicação da tecnologia em diversas indústrias, incluindo cerâmica, pedra, vidro, metais e materiais compósitos.
Na China, os sistemas de jato de água de última geração funcionam agora com pressões até 420 MPa. Os principais fabricantes desenvolveram sofisticadas máquinas de jato de água de 3 e 4 eixos, sendo que os sistemas de 5 eixos representam a vanguarda desta tecnologia, oferecendo maior precisão e flexibilidade em operações de corte complexas.
As máquinas de corte por jato de água utilizam sistemas controlados por computador para obter cortes de alta precisão, em grande parte independentes das propriedades do material. Esta versatilidade, combinada com custos operacionais relativamente baixos e elevado rendimento do material, posicionou o corte por jato de água como um método preferido no fabrico industrial moderno.
Uma das vantagens mais significativas do corte por jato de água é a sua capacidade de processar praticamente qualquer material em qualquer forma numa única operação. Esta aplicabilidade universal distingue-o de outros métodos de corte que são frequentemente limitados por restrições materiais.
O processo é inerentemente de corte a frio, com qualquer calor mínimo gerado a ser instantaneamente dissipado pelo fluxo de água de alta velocidade. Esta caraterística, associada à ausência de emissões nocivas, torna o corte por jato de água um processo de fabrico seguro e amigo do ambiente. Além disso, a tecnologia elimina frequentemente a necessidade de processamento secundário, oferecendo capacidades de corte flexíveis e versáteis para a obtenção de geometrias complexas.
O corte com água a pressão ultra-alta (UHP), um subconjunto da tecnologia de jato de água, utiliza água pressurizada a aproximadamente 380 MPa através de sistemas de intensificação de várias fases. Esta água pressurizada é depois forçada através de um orifício de rubi concebido com precisão (normalmente com 0,1-0,35 mm de diâmetro) a velocidades próximas dos 1.000 metros por segundo. O fluxo de água de alta energia resultante serve como um meio de corte extremamente eficiente, capaz de maquinar com precisão uma vasta gama de materiais e espessuras.
Classificação do jato de água
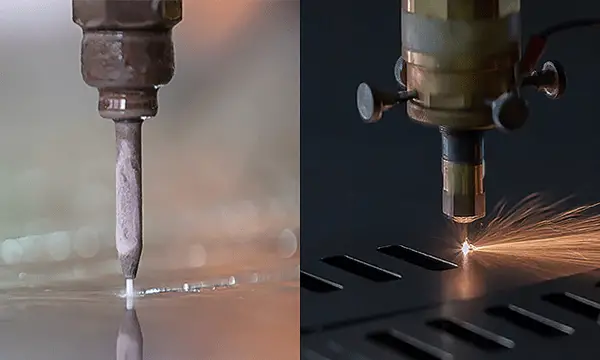
O jato de água pode ser dividido em jato de água puro e jato de água abrasivo.
O jato de água puro foi o primeiro método de corte com água, tendo a sua primeira aplicação comercial começado em meados dos anos 70 para cortar cartão canelado.
As maiores aplicações para os jactos de água pura são o corte de fraldas descartáveis, papel de algodão e estofos de automóveis.
Para papel de algodão e fraldas descartáveis, a tecnologia de jato de água proporciona a menor quantidade de resíduos de água em comparação com outras tecnologias.
Características do jato de água de água pura:
Fluxo de água muito fino (intervalo de diâmetro comum: 0,004 a 0,010 polegadas)
Geometria extremamente pormenorizada
Perda mínima de material de corte
Não gera calor durante o corte
Pode cortar materiais muito grandes ou muito finos
Velocidade de corte rápida
Capacidade de cortar materiais macios e leves (como isolamento de fibra de vidro até 24 polegadas de espessura)
Força de corte reduzida
Fixação simples
Funcionamento contínuo durante 24 horas.
Os jactos de água abrasivos diferem dos jactos de água puros em apenas alguns aspectos. No jato de água puro, o material é corroído pelo fluxo supersónico de água, enquanto no jato de água abrasivo, as partículas de material abrasivo são aceleradas pelos jactos de água, corroendo o material.
Os jactos de água abrasivos são centenas ou milhares de vezes mais potentes do que os jactos de água puros e são utilizados para cortar materiais duros como o aço, a pedra, os compósitos e a cerâmica.
Com parâmetros padrão, os jactos de água abrasivos podem cortar materiais com uma dureza igual ou ligeiramente superior à da cerâmica de alumina (frequentemente referida como AD 99.9).
Características do jato de água abrasivo
Fluxo de água fino (0,020 a 0,050 polegadas de diâmetro).
Podem ser cortadas geometrias muito complexas.
Corte de material fino Cortes de 10 polegadas de espessura, cortes empilhados, muito pouca perda de corte de material.
Fixação simples, forças de corte reduzidas (menos de 1 lb. durante o corte) e apenas uma configuração para quase todos os trabalhos de jato de água abrasivo.
Mude facilmente de uma para várias cabeças de corte.
Mudança rápida de jato de água puro para jato de água abrasivo, reduzindo as operações auxiliares.
Poucas ou nenhumas rebarbas.
Classificação do corte por jato de água
O corte por jato de água pode ser classificado com base em vários parâmetros-chave e características operacionais:
Conteúdo abrasivo:
Corte por jato de água pura: Utiliza apenas água a alta pressão
Corte por jato de água abrasivo: Incorpora partículas abrasivas para um maior poder de corte
Escala do sistema:
Sistemas de jato de água de grande dimensão: Concebidos para aplicações industriais e peças de trabalho de grandes dimensões
Sistemas de jato de água de pequena escala: Adequado para trabalhos de precisão e componentes mais pequenos
Gama de pressão:
Sistemas de baixa pressão: Funcionamento abaixo de 100 MPa
Sistemas de alta pressão: Funcionamento a 100 MPa ou superior
Sistemas de ultra-alta pressão: Acima de 200 MPa
Método de mistura abrasiva:
Jato de suspensão (pré-misturado): Abrasivos misturados com água antes da pressurização
Jato de injeção (pós-misturado): Abrasivos adicionados ao fluxo de água após a pressurização
Configuração da máquina:
Design Cantilever: Oferece flexibilidade para trajectos de corte complexos
Design de pórtico: Proporciona estabilidade para áreas de corte maiores
Classificação de segurança:
Sistemas de corte standard: Adequados para aplicações gerais de fabrico
Sistemas de corte com classificação de segurança: Especificamente concebidos para ambientes perigosos (por exemplo, indústrias químicas, petrolíferas e mineiras)
Limiares de pressão para materiais sensíveis: A investigação recente estabeleceu limiares críticos de segurança para o corte por jato de água em ambientes sensíveis:
Sistemas de baixa pressão (≤100 MPa): Geralmente seguros para utilização com materiais perigosos
Sistemas de alta pressão (>100 MPa): Exigem uma análise cuidadosa em aplicações sensíveis
Sistemas de pressão ultra-alta (>200 MPa): Principalmente restrito ao fabrico padrão devido a riscos potenciais
Foi determinado experimentalmente um limiar de segurança significativo de aproximadamente 237,6 MPa. Acima desta pressão, mesmo os jactos de água pura podem potencialmente provocar a detonação de determinados produtos químicos sensíveis. Além disso, a energia cinética e as forças de impacto geradas por jactos de água abrasivos podem causar instabilidade em compostos químicos especializados.
Consequentemente, os sistemas de jato de água que funcionam acima de 200 MPa são predominantemente utilizados nas indústrias convencionais de maquinação e fabrico, onde estas preocupações de segurança não são aplicáveis.
Tabela de velocidades de corte por jato de água
Tabela 1 Velocidade de corte por jato de água para materiais comuns
Material
Espessura de corte
Pressão da água MPa
Abertura do bocal abrasivo de água mm
Velocidade de corte m/min
Aço carbono
12 , 50
350
0.25/0.76
0.4, 0.1
Aço inoxidável
13, 25
350
0.25/0.76
0.4, 0.2
Titânio
3.2, 6.4
350
0.25/0.76
0.8, 0.6
Alumínio
12 , 100
350
0.25/0.76
0.6, 0.12
Ferro fundido dúctil
15
350
0.25/0.76
0.4
Papel laminado
12
309
0.25
3.5
Placa de gesso
15
294
0.15
20
Borracha
15
377
0.17
12
Borracha de silicone
12
377
0.12
3
Borracha dura
19
309
0.25
6
Tecido
20
309
0.18
3
Tecido de fibra
20
377
0.20
6
Couro
1
343
0.15
30
Origem do corte de água
O Dr. Norman Franz é amplamente reconhecido como o pai da tecnologia de jato de água.
Foi a primeira pessoa a investigar o jato de água de pressão ultra-alta (UHP) ferramentas de corteque são definidos como superiores a 30.000 psi. Como engenheiro florestal, o Dr. Franz tinha como objetivo encontrar um novo método para cortar grandes troncos de árvores em madeira.
Em 1950, utilizou pela primeira vez pesos pesados para aplicar pressão a uma coluna de água, forçando-a através de um pequeno bocal e produzindo um breve jato de alta pressão que podia cortar madeira e outros materiais.
Apesar das dificuldades que enfrentou para obter um fluxo contínuo de alta pressão e da vida útil limitada das peças na altura, demonstrou que o fluxo de água convergente a alta velocidade tem um enorme poder de corte.
Atualmente, o corte de madeira é uma das aplicações menos significativas da tecnologia UHP, mas a descoberta do Dr. Franz tem aplicações de grande alcance, para além do que ele poderia ter imaginado.
Em 1979, o Dr. Mohamed Hashish da Flow Research começou a investigar formas de melhorar o poder de corte dos jactos de água para cortar metais e outros materiais duros.
O Dr. Mohamed Hashish é amplamente considerado como o pai do jato de água abrasivo, tendo desenvolvido o método de adicionar abrasivos, tais como granada, a um jato de água normal, permitindo-lhe cortar praticamente qualquer material.
Em 1980, os jactos de água abrasivos foram utilizados pela primeira vez para cortar metal, vidro e betão. Em 1983, foi introduzido o primeiro sistema de corte por jato de água abrasivo disponível no mercado e foi inicialmente utilizado para cortar vidro automóvel.
A indústria aeroespacial foi um dos primeiros utilizadores desta tecnologia, reconhecendo os seus benefícios para corte de aço inoxidávelO titânio, os compósitos leves de alta resistência utilizados em aviões militares e os compósitos de fibra de carbono utilizados em aviões civis.
Ao longo do tempo, os jactos de água abrasivos foram adoptados por muitas outras indústrias, tais como fabricantes, pedra e azulejos, vidro, motores a jato, construção, nuclear, estaleiros navais, etc.
O desenvolvimento do corte por jato de água pode ser dividido, grosso modo, em várias fases: a fase de exploração e experimentação do início da década de 1960, utilizada principalmente na exploração mineira com jato de água a baixa pressão e na limpeza de oleodutos; a fase de desenvolvimento e investigação de equipamento básico do final da década de 1960 até ao início da década de 1970, centrada no desenvolvimento de bombas de alta pressão, boosters e acessórios para tubos de alta pressão e na promoção da tecnologia de limpeza com jato de água a alta pressão; a fase de experiências e aplicações industriais entre o início da década de 1970 e o início da década de 1980, caracterizada pelo aparecimento de um grande número de máquinas de extração de carvão, máquinas de corte e máquinas de limpeza por jato de água a alta pressão; e o rápido desenvolvimento dos jactos de água a alta pressão desde a década de 1980, com novos avanços na investigação sobre jactos de água a alta pressão, bem como o rápido desenvolvimento de novas tecnologias, como o jato de água abrasivo, o jato abrasivo, o jato de cavitação e o jato de choque auto-excitado.
Desenvolvimento do corte por jato de água
A tecnologia de corte por jato de água evoluiu para um processo de fabrico sofisticado e versátil, com avanços significativos impulsionados pela investigação global e pelas aplicações industriais. Mais de 40 países, incluindo líderes tecnológicos como os Estados Unidos, a Alemanha, o Japão e a Suíça, bem como inovadores emergentes como a Coreia do Sul e a Índia, estão a contribuir ativamente para o progresso deste campo.
A versatilidade da tecnologia levou à sua adoção generalizada em diversas indústrias. No corte industrial, os jactos de água destacam-se na maquinação de precisão de materiais que vão desde os plásticos macios aos aços endurecidos, oferecendo vantagens como zonas mínimas afectadas pelo calor e a capacidade de cortar geometrias complexas. Os sectores mineiro e da construção aproveitam os jactos de água de alta pressão para uma escavação e perfuração eficientes, particularmente em formações rochosas duras onde os métodos tradicionais podem ser menos eficazes.
No processamento de materiais, os sistemas de jato de água são utilizados para a preparação, limpeza e rebarbação de superfícies, proporcionando uma alternativa não abrasiva aos métodos convencionais. A tecnologia também encontrou aplicações em áreas especializadas, como a aeroespacial para o corte de materiais compósitos, a indústria automóvel para o fabrico de componentes de acabamento e interiores, e até mesmo no processamento de alimentos para o corte higiénico de produtos agrícolas e de pastelaria.
As inovações recentes centram-se na melhoria da precisão de corte, no aumento da eficiência operacional e na expansão da gama de materiais maquináveis. Estes desenvolvimentos incluem:
Corte por jato de água abrasivo, que incorpora partículas abrasivas finas para aumentar o poder de corte em materiais mais duros.
Sistemas multi-eixo e robóticos para operações de corte 3D complexas.
Sistemas de controlo avançados para aplicações de microusinagem, alcançando tolerâncias tão apertadas como ±0,025 mm.
Integração com software CAD/CAM para fluxos de trabalho de produção optimizados.
Sistemas de reciclagem ecológicos que filtram e reutilizam a água e os abrasivos, reduzindo o impacto ambiental.
À medida que a investigação continua, a tecnologia de jato de água está preparada para desempenhar um papel cada vez mais crítico nos processos de fabrico avançados, oferecendo uma combinação de precisão, versatilidade e sustentabilidade ambiental que poucos outros métodos de corte conseguem igualar.
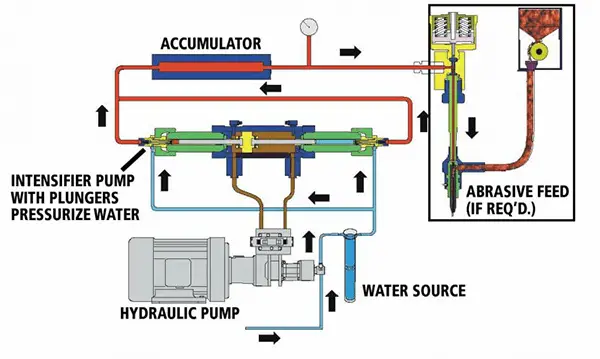
Como é gerada a água a alta pressão
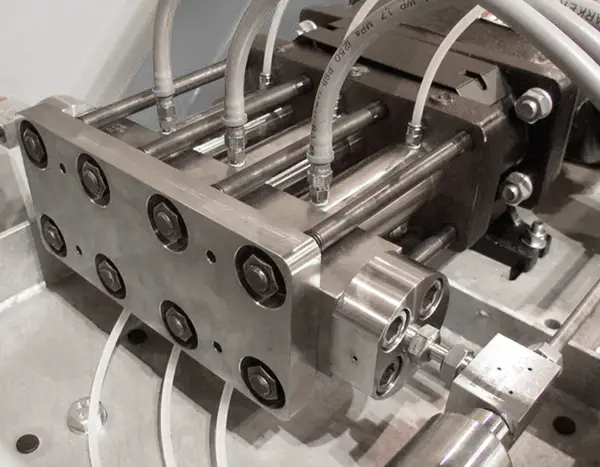
O princípio fundamental de um cortador de jato de água combina a simplicidade do conceito com a complexidade da execução. O processo inicia-se com uma bomba intensificadora de alta pressão que força a água para um sistema de tubagem de alta pressão especialmente concebido, culminando num bocal de corte concebido com precisão.
Embora a explicação básica pareça simples, o design do cortador é uma maravilha da complexidade e precisão da engenharia. Os sistemas modernos são capazes de gerar pressões até 94.000 PSI (6.480 bar), sendo que 60.000 PSI (4.137 bar) são comuns em aplicações industriais. Esta pressão extrema é alcançada através de uma série de intensificadores hidráulicos que amplificam a pressão inicial da bomba.
A criticidade da integridade do sistema não pode ser exagerada. Mesmo uma fuga minúscula pode levar a danos catastróficos por erosão devido às velocidades extremas envolvidas. Consequentemente, os fabricantes e engenheiros empregam materiais especializados como o polietileno de peso molecular ultra-elevado (UHMWPE) para os vedantes e utilizam técnicas de montagem avançadas, incluindo autofixação, para garantir a fiabilidade do sistema. Embora o funcionamento possa parecer simples para os utilizadores finais, a tecnologia subjacente exige conhecimentos rigorosos em dinâmica de fluidos a alta pressão e ciência dos materiais.
O corte por jato de água abrasivo revolucionou várias indústrias desde a sua introdução comercial em 1982, com sistemas protótipos que surgiram logo em 1970. A tecnologia tem registado avanços contínuos na precisão de corte, com os sistemas modernos a atingirem precisões posicionais de ±0,025 mm e uma repetibilidade de ±0,015 mm.
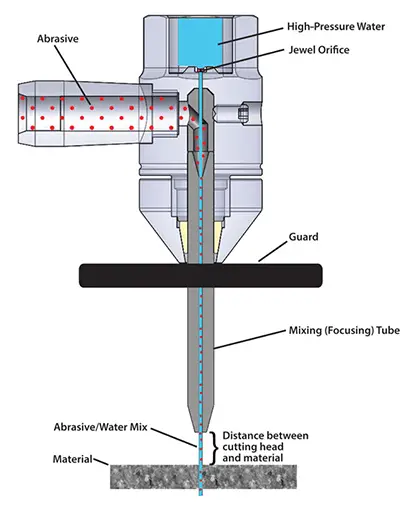
Os cortadores abrasivos de última geração podem funcionar a pressões que atingem 94.000 PSI (6.480 bar), impulsionando a água através de um orifício de safira, rubi ou diamante com um diâmetro tão pequeno como 0,1 mm. Isto resulta em velocidades de jato de água de até 1.000 m/s, quase três vezes a velocidade do som.
A integração de partículas abrasivas, tipicamente granadas com malhas de 50 a 220, transforma o jato de água de alta velocidade numa poderosa ferramenta erosiva. Este jato carregado de abrasivo sai do tubo de focalização a velocidades de cerca de 300-400 m/s, criando um processo de trituração e corte altamente eficiente. A água serve tanto de propulsor como de refrigerante, dirigindo as partículas abrasivas para a peça de trabalho com precisão e evitando zonas afectadas pelo calor, comuns nos métodos de corte térmico.
Princípio básico do jato de água
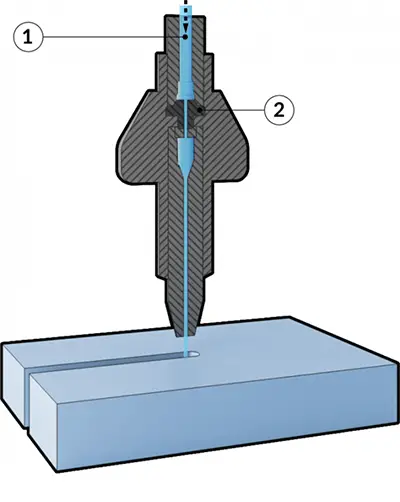
Essencialmente, o cortador de jato de água funciona transformando a energia mecânica de um motor principal (normalmente um motor elétrico ou uma unidade de energia hidráulica) em energia de pressão através de um intensificador especializado ou de uma bomba de alta pressão. Este processo pode gerar pressões de água que variam entre 60.000 e 90.000 psi (414 a 620 MPa) para aplicações industriais.
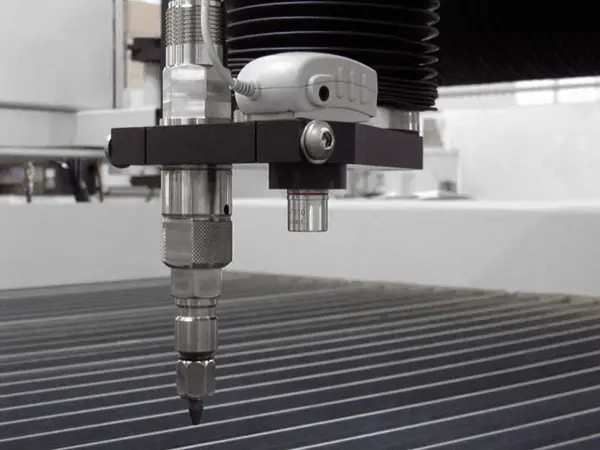
A água pressurizada é então forçada através de um orifício de joia, normalmente feito de safira, rubi ou diamante, com um diâmetro tão pequeno como 0,1 a 0,4 mm. Este orifício converte a energia de pressão em energia cinética, produzindo um fluxo supersónico de água com velocidades que atingem os 1.000 m/s (3.280 pés/s). O jato de alta velocidade resultante possui um poder de corte notável, capaz de cortar com precisão uma vasta gama de materiais.
Para um melhor desempenho de corte, especialmente em materiais mais duros, as partículas abrasivas (normalmente granada) podem ser arrastadas para o fluxo de água pós-orifício, criando um jato de água abrasivo. Este jato carregado de abrasivo aumenta significativamente a capacidade de corte, permitindo um processamento eficiente de materiais como metais, compósitos e cerâmicas.
Formas de corte de água
O corte com água a ultra-alta pressão (UHP) pode ser classificado em duas formas principais com base no meio de corte: corte com jato de água puro e corte com jato de água abrasivo. O corte por jato de água puro utiliza apenas água a alta pressão e produz normalmente uma largura de corte que varia entre 0,1 e 1,1 mm. Este método é ideal para materiais macios, como borracha, espuma e certos plásticos. O corte por jato de água abrasivo, por outro lado, incorpora partículas abrasivas (normalmente granada) no fluxo de água, permitindo o corte de materiais mais duros, como metais e cerâmica. A largura da fenda de corte no corte abrasivo é geralmente maior, variando entre 0,8 e 1,8 mm, devido à adição de partículas abrasivas.
A configuração estrutural dos sistemas de corte a água UHP varia consoante os requisitos da aplicação e a geometria da peça de trabalho. As configurações comuns incluem:
Estrutura de pórtico: Uma viga suspensa rígida suporta a cabeça de corte, permitindo o movimento dos eixos X, Y e Z. Esta configuração é ideal para peças de trabalho grandes e planas e oferece uma excelente estabilidade e precisão.
Estrutura cantilever: A cabeça de corte é montada num braço em consola, proporcionando flexibilidade na conceção do espaço de trabalho. Esta configuração é adequada para peças de tamanho médio e oferece uma boa acessibilidade.
As estruturas de pórtico e cantilever incorporam normalmente dois a três eixos controlados por CNC, o que as torna adequadas para o corte de chapas planas e folhas com elevada precisão.
Para tarefas de corte tridimensional mais complexas, são utilizados sistemas robóticos de jato de água. Estes sistemas possuem braços robóticos articulados com cinco a seis eixos controlados por CNC, permitindo trajectórias de corte complexas e operações multiplano. Esta configuração é particularmente vantajosa na indústria automóvel, onde é amplamente utilizada para cortar e aparar componentes interiores, tais como painéis de instrumentos, painéis de portas e revestimentos de cabeça. A flexibilidade dos sistemas robóticos de jato de água permite-lhes navegar por contornos complexos e espessuras de material variáveis, tornando-os indispensáveis nos modernos processos de fabrico automóvel.
Características do corte por jato de água
Grande versatilidade de materiais: As máquinas de corte por jato de água são excelentes no processamento de uma gama diversificada de materiais, incluindo metais (por exemplo, aço, alumínio, titânio), pedra (mármore, granito), compósitos, cerâmica e até materiais sensíveis ao calor, como plásticos e espuma.
Qualidade de corte superior: O processo produz cortes excecionalmente suaves com uma conicidade mínima e praticamente nenhuma zona afetada pelo calor (HAZ). Isto resulta em arestas limpas que muitas vezes não requerem acabamento secundário, reduzindo o tempo e os custos globais de produção.
Tecnologia de corte a frio: Utilizando água a alta pressão misturada com partículas abrasivas, este método gera um calor insignificante durante o corte. Isto torna-o ideal para materiais sensíveis ao calor e elimina a distorção térmica, preservando as propriedades inerentes do material.
Funcionamento amigo do ambiente: O processo utiliza principalmente água e abrasivo natural (tipicamente granada). Não produz fumos tóxicos ou subprodutos perigosos, alinhando-se com práticas de fabrico ambientalmente conscientes. O abrasivo usado pode frequentemente ser reciclado ou eliminado de forma segura.
Ferramentas versáteis: Um único bico pode processar vários materiais e geometrias complexas sem necessidade de mudar de ferramenta, reduzindo significativamente os tempos de preparação e aumentando a flexibilidade operacional. Esta versatilidade é particularmente vantajosa para oficinas com diversos requisitos de corte.
Formação mínima de rebarbas: O processo de corte por jato de água abrasivo gera um mínimo de rebarbas, reduzindo ou eliminando a necessidade de operações de rebarbação secundárias. Esta caraterística é particularmente benéfica para componentes de precisão e desenhos complexos.
Programação simplificada: Os sistemas modernos de jato de água integram-se perfeitamente com o software CAD/CAM, suportando a importação direta de DXF, IGES e outros formatos de ficheiros padrão. Os algoritmos avançados de colocação optimizam a utilização do material, minimizando o desperdício e reduzindo os custos.
Operação fácil de utilizar: Sistemas de controlo sofisticados automatizam muitos aspectos do processo de corte. Os operadores podem simplesmente introduzir o tipo e a espessura do material, e o software da máquina optimizará os parâmetros de corte, como a pressão, o caudal de abrasivo e a velocidade de corte, para um desempenho ótimo.
Capacidades de integração: A tecnologia de corte por jato de água pode ser integrada com outros processos de fabrico, como a perfuração ou a fresagem, para criar células de trabalho multifuncionais. Esta integração aumenta a eficiência da produção e expande as capacidades de fabrico.
Fixação mínima da peça de trabalho: O processo de corte exerce forças laterais mínimas sobre a peça de trabalho, permitindo métodos de fixação simples. Isto reduz a complexidade e o tempo de configuração, o que é particularmente benéfico para peças grandes ou de formato irregular.
Vantagens e desvantagens do processamento por jato de água
Vantagens e desvantagens do processamento por jato de água
Vantagens:
Elevada eficiência de processamento, especialmente para geometrias complexas e materiais multi-camada
Ausência de zonas afectadas pelo calor, preservando a integridade e as propriedades do material
Precisão de maquinação excecional, com tolerâncias tão apertadas como ±0,1 mm
Nenhuma alteração das propriedades mecânicas ou químicas do material processado
Versatilidade no processamento de materiais, capaz de cortar praticamente qualquer material, incluindo metais, compósitos, cerâmica e pedra
Processo amigo do ambiente com um mínimo de resíduos e sem emissões perigosas
Capacidade de efetuar cortes complexos e criar padrões pormenorizados
Redução do desperdício de material devido à largura reduzida do corte
Desvantagens:
Elevado consumo de energia, o que leva a um aumento dos custos operacionais
Desgaste rápido de componentes críticos, em particular bicos de focalização e tubos de mistura
Potencial para uma qualidade de superfície inconsistente, especialmente a velocidades de corte elevadas ou com espessuras de material variáveis
Eficácia limitada para o processamento de peças grandes e espessas devido à divergência das correntes de jato
Desafios no corte de materiais extremamente macios ou altamente elásticos devido à deformação
Os jactos de água pura são ineficazes para o corte de materiais duros como o aço endurecido ou a cerâmica; são necessários jactos de água abrasiva, mas enfrentam problemas de desgaste acelerado dos bicos e custos de corte mais elevados
Investimento inicial significativo em equipamento em comparação com os métodos de corte convencionais
Taxas de avanço mais baixas e precisão reduzida em comparação com algumas tecnologias de corte de precisão, como o laser ou a electroerosão por fio, particularmente para materiais finos
Interação complexa de parâmetros (pressão da água, caudal de abrasivo, velocidade de deslocação, etc.) que afectam a qualidade do corte, podendo resultar em estratificação ou estrias na superfície de corte
A exposição à água pode exigir a secagem imediata ou medidas de proteção para certos materiais
Os níveis de ruído durante o funcionamento podem ser elevados, exigindo uma proteção auditiva adequada
Conceito de tecnologia de processamento por jato de água
Maquinação por jato de água a alta pressão
A maquinação por jato de água de alta pressão é um processo avançado de maquinação não tradicional que utiliza uma corrente de água altamente pressurizada ou água carregada de abrasivos para cortar, moldar ou limpar materiais. O processo começa com a água ou um fluido de corte especializado a ser pressurizado a níveis extremos, normalmente entre 30.000 e 90.000 psi (2.000 e 6.200 bar), por uma bomba intensificadora de alta pressão.
Este líquido pressurizado é depois encaminhado através de um acumulador de armazenamento de líquido, que ajuda a manter uma pressão e um fluxo consistentes. Finalmente, é forçado a passar por um orifício minúsculo num bocal de joia, normalmente feito de safira, rubi ou diamante, com um diâmetro que varia entre 0,1 e 0,4 mm. Isto cria um fluxo de jato supersónico com velocidades que variam entre 300 e 900 metros por segundo (980 a 2.950 pés/s).
Quando este jato de alta velocidade impacta a superfície da peça de trabalho, gera tensões localizadas que excedem a resistência do material, resultando em micro-erosão e remoção precisa de material. Para materiais mais duros, partículas abrasivas como granada ou óxido de alumínio podem ser arrastadas no fluxo de água, aumentando significativamente as capacidades de corte.
Esta tecnologia versátil oferece várias vantagens, incluindo a ausência de zona afetada pelo calor, a capacidade de cortar uma vasta gama de materiais e um desperdício mínimo de material. É particularmente eficaz para cortar formas complexas em materiais como compósitos, cerâmicas e ligas sensíveis ao calor, onde os métodos de maquinação convencionais podem ter dificuldades.
Maquinação por jato abrasivo
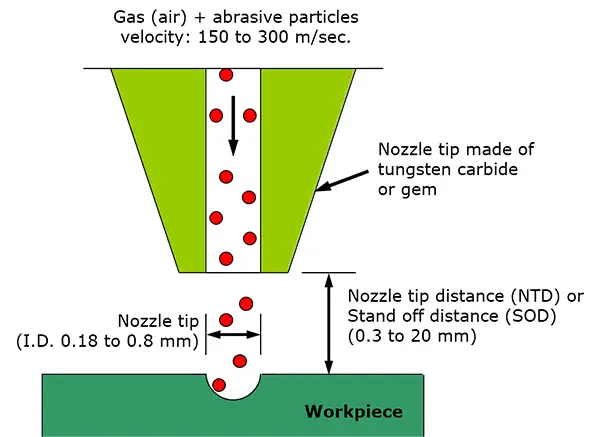
A maquinagem por jato abrasivo (AJM) é um processo de maquinagem não tradicional que utiliza um fluxo de alta velocidade de partículas abrasivas suspensas num gás de transporte para remover material da superfície de uma peça de trabalho. Esta técnica de precisão utiliza micro-abrasivos, normalmente com um tamanho entre 10 e 50 microns, impulsionados por ar comprimido ou gases inertes a pressões entre 2 e 10 bar.
O mecanismo de remoção de material no AJM é conseguido principalmente através da transferência de energia cinética e da ação de micro-corte das partículas abrasivas à medida que estas incidem na superfície da peça de trabalho a velocidades de 150-300 m/s. Isto resulta numa erosão controlada e na modificação da superfície ao nível micro, permitindo a maquinação de materiais dúcteis e frágeis com efeitos térmicos mínimos.
Os principais parâmetros do processo que influenciam o desempenho do AJM incluem o tipo de abrasivo (por exemplo, óxido de alumínio, carboneto de silício), o tamanho e a forma das partículas, a pressão do gás de transporte, a geometria do bocal (normalmente 0,2-0,8 mm de diâmetro) e a distância de afastamento. Ao controlar com precisão estas variáveis, o AJM pode atingir taxas de remoção de material de 0,15-20 mm³/min com acabamentos de superfície tão finos como 0,5-1,25 μm Ra, o que o torna particularmente adequado para aplicações que requerem alta precisão e processamento de materiais delicados.
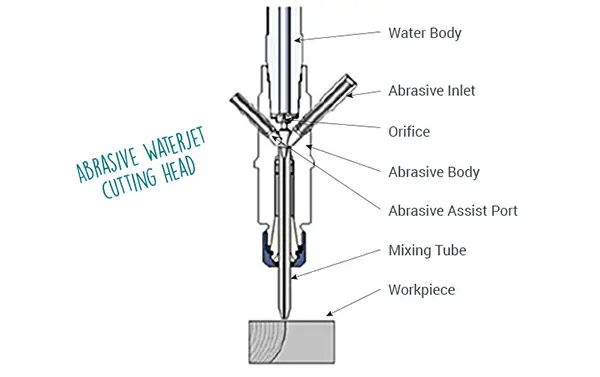
Maquinação por jato de água abrasivo
A maquinagem por jato de água abrasiva (AWJ) é um processo avançado de remoção de material que aproveita o poder da água a alta pressão misturada com partículas abrasivas. Esta técnica utiliza uma bomba de alta pressão especializada para gerar pressões de água que variam tipicamente entre 30.000 e 90.000 psi (207 a 620 MPa).
O processo começa com a criação de um jato de água de alta velocidade, que é depois combinado com partículas abrasivas finas (normalmente granada ou óxido de alumínio) numa câmara de mistura precisa. Esta mistura é então focada através de um orifício estreito, normalmente com 0,010 a 0,020 polegadas (0,25 a 0,50 mm) de diâmetro, criando um jato de água abrasivo de alta energia capaz de cortar uma grande variedade de materiais.
O AWJ oferece inúmeras vantagens no fabrico moderno:
Versatilidade de materiais: Pode cortar eficazmente metais, compósitos, cerâmica, pedra e outros materiais difíceis de maquinar.
Processo de corte a frio: A temperatura do jato permanece próxima da ambiente, evitando a distorção térmica ou alterações nas propriedades do material.
Largura de corte mínima: As larguras de corte típicas variam entre 0,02 e 0,05 polegadas (0,5 e 1,3 mm), permitindo uma utilização eficiente do material.
Capacidade multieixos: Os sistemas AWJ avançados podem efetuar cortes de 5 eixos para formas 3D complexas.
Amigo do ambiente: O processo utiliza água e abrasivos naturais, não produzindo fumos ou poeiras perigosos.
Redução das operações secundárias: A superfície de corte é geralmente lisa, eliminando frequentemente a necessidade de acabamento adicional.
Sem desgaste de ferramentas: Ao contrário da maquinagem tradicional, não há ferramentas de corte para substituir ou afiar.
Os sistemas AWJ modernos incorporam frequentemente controlo numérico computorizado (CNC) para cortes precisos e repetíveis. A tecnologia continua a evoluir, com avanços recentes que incluem:
Eficiência e fiabilidade da bomba melhoradas
Sistemas de distribuição de abrasivos melhorados para uma mistura consistente
Software avançado para otimizar os parâmetros de corte e a eficiência da colocação
Integração com sistemas CAD/CAM para um fluxo de trabalho contínuo
Embora o AWJ seja excelente em muitas aplicações, é importante considerar as suas limitações, tais como o potencial de absorção de água em determinados materiais e a necessidade de uma gestão adequada das águas residuais.
Globalmente, a AWJ representa uma tecnologia de maquinação poderosa e versátil que combina o poder erosivo dos abrasivos com a precisão dos jactos de água de alta pressão, oferecendo capacidades únicas nos processos de fabrico modernos.
Classificação do jato de água
O jato de água pode ser dividido nos três tipos seguintes:
Jato contínuo
Jato de impulsos
Jato de cavitação
1. Jato contínuo
Classificação das técnicas de jato:
Com base nas características do jato: i. Jato de líquido (incluindo jato de água e outros jactos de líquido) ii. Jato de líquido-sólido (jato abrasivo) iii. Jato líquido-gás-sólido (transporte pneumático de abrasivo)
Com base na pressão do jato: i. Jato de baixa pressão (pressão de funcionamento do jato inferior a 10 MPa, utilizando uma bomba centrífuga ou uma bomba de movimento alternativo de baixa pressão como motor principal do sistema) ii. Jato de alta pressão (pressão de funcionamento do jato entre 10-100 MPa, utilizando uma bomba de movimento alternativo de alta pressão como motor principal do sistema) iii. Jato de pressão ultra-elevada (pressão de funcionamento do jato superior a 100 MPa, utilizando uma bomba de movimento alternativo de pressão ultra-elevada ou um sobrealimentador como motor principal do sistema)
Com base nos meios de comunicação que rodeiam o jato: i. Jato submerso (jato que funciona na água ou noutro líquido) ii. Jato não submerso (jato ejectado para o ar)
Com base na utilização do jato: i. Jato de atomização (utilizado para supressão de poeiras, irrigação por aspersão, etc.) ii. Jato de modelação (utilizado para fontes, cascatas artificiais, cortinas de água, etc.) iii. Jato de vácuo (aspiração por jato de água) iv. Jato cilíndrico (utilizado para combate a incêndios, limpeza, etc.) v. Jato fino (utilizado para limpeza e corte, etc.)
2. Jato pulsado
O jato de impulsos é um jato intermitente, com um aspeto semelhante ao de uma bala. É produzido através dos seguintes métodos:
(1) Libertação súbita de energia armazenada ou de água de um canhão;
(2) Extrusão por pressão;
(3) Regulação do caudal, também conhecida por "golpe de aríete".
O desempenho deste tipo de jato depende de factores como a frequência de formação do golpe de aríete, a relação entre o comprimento do golpe de aríete e o diâmetro do jato e a energia do golpe de aríete.
3. Jato cavitante
O jato de cavitação é um tipo de jato contínuo que gera bolhas de cavitação naturalmente dentro do jato. Este processo estimula o crescimento de núcleos de cavitação, ou bolhas no fluido, que são puxados para dentro do jato e continuam a crescer até colidirem com a superfície a ser limpa ou cortada, provocando a sua rutura.
Durante o processo de rutura, são produzidas pressões extremamente elevadas e microjactos com tensões que excedem a resistência à tração da maioria dos materiais.
Vantagens do corte por jato de água
A maquinagem por jato de água abrasivo oferece inúmeras vantagens na produção moderna:
Flexibilidade geométrica sem paralelo: O processo permite o corte omnidirecional, possibilitando a criação de formas complexas e desenhos intrincados sem restrições de ferramentas.
Aplicação mínima de força: As baixas forças transversais e longitudinais exercidas durante o corte reduzem significativamente os requisitos de fixação da peça de trabalho, levando a uma diminuição dos tempos de preparação e dos custos associados.
Capacidades multifuncionais: Os sistemas de jato de água podem realizar operações de perfuração e de corte, simplificando o processo de fabrico e reduzindo o tempo e as despesas globais de processamento.
Ausência de efeitos térmicos: Ao contrário dos métodos de corte com base térmica, o corte por jato de água não produz nenhuma zona afetada pelo calor, eliminando a deformação do material, as microfissuras e a necessidade de processamento secundário. Isto resulta numa melhoria da qualidade das peças e na redução dos custos de fabrico.
Amigo do ambiente: O processo não emite gases tóxicos, garantindo um ambiente de trabalho mais seguro para os operadores e reduzindo a necessidade de sistemas de ventilação dispendiosos.
Melhor utilização do material: O corte por jato de água minimiza o desperdício de material através de um encaixe preciso e de percursos de corte optimizados, o que leva a poupanças significativas nos custos das matérias-primas.
Processamento de uma só passagem: É possível obter cortes de alta qualidade numa única passagem, eliminando a necessidade de múltiplas operações e reduzindo ainda mais o tempo e os custos de processamento.
Versatilidade em todos os materiais: O corte por jato de água é eficaz numa vasta gama de materiais, incluindo metais, compósitos, cerâmica e pedra, permitindo uma produção simplificada em diversas aplicações.
Preservação das propriedades do material: A natureza de corte a frio do processo mantém as características originais do material, crucial para ligas sensíveis ou susceptíveis de tratamento térmico.
Custos de ferramentas reduzidos: Ao contrário dos métodos de maquinação tradicionais, o corte por jato de água não requer ferramentas de corte especializadas que se desgastam e necessitam de substituição frequente.
Que tipo de material pode ser cortado por jato de água de pressão ultra-elevada?
O corte por jato de água de ultra alta pressão é um processo de fabrico versátil e potente, capaz de cortar uma vasta gama de materiais com uma precisão excecional e zonas afectadas pelo calor mínimas. Esta tecnologia pode cortar eficazmente:
Metais: Incluindo ligas de alta resistência, aço inoxidável, alumínio, cobre, titânio e metais exóticos como Inconel e Hastelloy. É particularmente eficaz para cortar chapas grossas até 300 mm.
Pedra e cerâmica: O mármore, o granito, o calcário, os ladrilhos de cerâmica e as cerâmicas técnicas avançadas podem ser cortados com pormenores intrincados e arestas suaves.
Compósitos: Polímeros reforçados com fibra de carbono (CFRP), polímeros reforçados com fibra de vidro (GFRP) e outros compósitos avançados utilizados nas indústrias aeroespacial e automóvel.
Plásticos e polímeros: Desde os termoplásticos macios até aos plásticos de engenharia duros como o PEEK e o PTFE.
Vidro: Incluindo o vidro temperado, o vidro laminado e o vidro à prova de bala, com um risco mínimo de fissuras ou lascas.
Borracha e espuma: Materiais macios que são difíceis de cortar com métodos convencionais.
Produtos de madeira e de papel: Incluindo MDF, contraplacado e cartão grosso.
Produtos alimentares: Para cortes precisos nas indústrias de processamento de alimentos.
A capacidade de corte estende-se a materiais até 200 mm de espessura, dependendo das propriedades específicas do material e da pressão do sistema de jato de água (normalmente entre 60.000 e 94.000 PSI). O corte por jato de água abrasivo, que incorpora partículas abrasivas finas, como granada, no fluxo de água, aumenta ainda mais o poder de corte para materiais mais duros.
A versatilidade desta tecnologia resulta do seu processo de corte a frio, que elimina as zonas afectadas pelo calor e permite o corte de materiais sensíveis ao calor. Além disso, a largura de corte estreita e o controlo de alta precisão permitem cortes complexos e peças encaixadas, maximizando a utilização de material em várias aplicações industriais.
O corte por jato de água de alta pressão é uma técnica avançada de processamento de materiais que utiliza uma corrente de água de alta velocidade para cortar vários materiais. Este método insere-se na categoria de processamento de feixes de alta energia, juntamente com as tecnologias de laser, feixes de iões e feixes de electrões. O processo aproveita a imensa energia cinética do jato de água para obter resultados de corte precisos e eficientes.
Sendo uma tecnologia de ponta, o corte por jato de água transformou significativamente o panorama do fabrico, oferecendo uma vasta gama de aplicações em diversas indústrias. A sua capacidade de cortar sem gerar calor torna-o particularmente valioso para materiais sensíveis a efeitos térmicos.
Os recentes avanços tecnológicos resolveram muitas das limitações iniciais do corte por jato de água, posicionando-o como um processo complementar aos métodos de corte tradicionais. A versatilidade da tecnologia levou à sua adoção generalizada em sectores como o aeroespacial, automóvel, fabrico de maquinaria, construção, equipamento médico, produção de energia, processamento químico, produção de artigos desportivos, defesa e investigação de materiais avançados.
Nas aplicações aeroespaciais, o corte por jato de água a alta pressão é excelente no processamento de várias ligas e materiais avançados, incluindo compósitos de fibra de carbono e plásticos especializados, sem comprometer a integridade do material ou induzir tensões térmicas. A indústria automóvel tira partido desta tecnologia para cortar uma vasta gama de materiais não metálicos e compósitos, desde painéis de carroçaria a componentes intrincados da estrutura da porta.
O sector da defesa utiliza o corte por jato de água para o desmantelamento seguro de armamento e o corte preciso de materiais sensíveis, inflamáveis ou explosivos. No fabrico de maquinaria e na construção, a tecnologia demonstra uma versatilidade excecional, cortando eficazmente metais, não metais, plásticos frágeis e materiais tradicionalmente difíceis como a cerâmica e o betão armado com elevada precisão.
A tecnologia de jato de água encontrou aplicações especializadas no processamento de papel e borracha. Quando combinada com partículas abrasivas, torna-se uma ferramenta poderosa no corte de pedra, modelação de cerâmica, fabrico de componentes aeroespaciais e fabrico avançado de metal.
A indústria automóvel, em particular, tem assistido a um aumento da adoção da tecnologia de jato de água, impulsionada pela procura de maior eficiência e precisão nos processos de fabrico. Uma inovação notável neste domínio é a integração de sistemas de jato de água com braços robóticos. Esta combinação permite operações de corte complexas e tridimensionais, em que a linha de água de alta pressão é perfeitamente incorporada na estrutura do robot. O braço robótico e os mecanismos de pulso permitem que o bocal de jato de água se mova em trajectórias lineares ou em arco precisas, facilitando o intrincado processamento 3D de componentes interiores de automóveis.
Esta sinergia entre a tecnologia de jato de água e a robótica exemplifica a evolução contínua dos processos de fabrico, ultrapassando os limites do que é possível em termos de precisão, eficiência e versatilidade de materiais em aplicações de corte industrial.
Aplicação da tecnologia de jato de água na limpeza industrial
Aplicação da tecnologia de jato de água na limpeza industrial
A tecnologia de jato de água tem diversas aplicações em várias indústrias, demonstrando a sua versatilidade e eficiência nos processos de limpeza e preparação de superfícies. No sector automóvel, é utilizada para a limpeza de cabinas de pulverização, garantindo um ambiente livre de contaminantes para a aplicação de tinta. A indústria petroquímica utiliza esta tecnologia para a limpeza de tubos de permutadores de calor, mantendo uma eficiência térmica óptima. Na aviação, os jactos de água são utilizados para a remoção de borracha nas pistas dos aviões, aumentando a segurança e a tração. As aplicações industriais incluem o tratamento de superfícies para remoção de ferrugem e engenharia anti-corrosão, proporcionando um substrato limpo para revestimentos protectores. A indústria aeroespacial beneficia da tecnologia de jato de água na limpeza de peças de motores, garantindo precisão e fiabilidade. Nas centrais nucleares, desempenha um papel crucial nos processos de descontaminação de radiações.
Os avanços recentes assistiram à adoção da tecnologia de jato de água de ultra-alta pressão na conservação de alimentos. Empresas como a Avure Technologies (antiga Hemell Company), que ganhou reconhecimento pelo seu equipamento de processamento a ultra-alta pressão (HPP) na indústria alimentar, conseguiram alcançar um sucesso notável, prolongando o prazo de validade e mantendo o valor nutricional e o sabor.
A versatilidade da tecnologia de jato de água estende-se a várias aplicações de limpeza, incluindo o detalhe automóvel, a limpeza de fachadas de edifícios altos, a manutenção de pistas de aeroportos e a limpeza de permutadores de calor industriais. Isto levou ao desenvolvimento de equipamento de limpeza especializado e ao aparecimento de fornecedores de serviços dedicados para satisfazer as diversas necessidades dos utilizadores.
A investigação levada a cabo na Universidade de Ciência e Tecnologia do Missouri (antiga Universidade de Missouri Rolla) realçou o potencial da tecnologia de jato de água a alta pressão para além da limpeza. Tem-se mostrado promissora na beneficiação do carvão, onde pode efetivamente reduzir o carvão a partículas finas para limpeza e produzir combustível de queima mais limpa. Além disso, a tecnologia tem aplicações na indústria do papel para a polpação hidráulica, oferecendo uma alternativa ecológica aos métodos tradicionais de polpação química.
Em 2002, a Flow International Corporation fez um avanço significativo com a introdução de equipamento de jato de água de ultra alta pressão capaz de atingir pressões até 87.000 psi (600 MPa). Esta inovação melhorou drasticamente a eficiência da produção e reduziu os custos operacionais em aproximadamente 40% em comparação com os métodos convencionais, particularmente em aplicações de corte e preparação de superfícies.
À medida que a tecnologia de jato de água continua a evoluir, o seu potencial de crescimento e aplicação em várias indústrias continua a ser substancial. Os esforços de investigação e desenvolvimento em curso centram-se na melhoria da eficiência energética, no controlo de precisão e na expansão da gama de materiais e superfícies que podem ser eficazmente processados utilizando esta tecnologia versátil.
Factores que afectam a maquinagem por jato de água
A maquinação por jato de água é um processo de corte versátil e preciso, influenciado por múltiplos factores interligados. A compreensão destes factores é crucial para otimizar o desempenho do corte e alcançar os resultados desejados. Os principais factores podem ser classificados da seguinte forma:
Parâmetros do sistema:
Pressão do sistema de jato de água: A principal força motriz do processo, variando normalmente entre 200 e 400 MPa. As pressões mais elevadas resultam geralmente num aumento do poder de corte e da eficiência.
Parâmetros da estrutura do bocal:
Diâmetro do bocal: Afecta a coerência do jato e a densidade de energia. Os diâmetros mais pequenos produzem jactos mais concentrados, mas podem limitar o caudal.
Raio de chanfro: Influencia a formação e a estabilidade do jato. O design ideal do chanfro reduz a turbulência e melhora a qualidade do corte.
Comprimento do tubo de mistura: Tem impacto na aceleração do abrasivo e na eficiência da mistura. Os tubos mais compridos melhoram geralmente a mistura, mas podem aumentar a perda de energia.
Diâmetro do tubo de mistura: Afecta a concentração do abrasivo e a velocidade do jato. Deve ser optimizado para tipos específicos de abrasivos e taxas de fluxo.
Parâmetros abrasivos:
Material abrasivo: Os materiais habitualmente utilizados incluem granada, óxido de alumínio e carboneto de silício. A escolha do material afecta a eficiência do corte e o acabamento da superfície.
Diâmetro das partículas: Normalmente varia de 50 a 150 μm. As partículas maiores aumentam as taxas de remoção de material, mas podem reduzir a qualidade da superfície.
Caudal de abrasivo: O caudal mássico de abrasivo, normalmente 200-400 g/min. Caudais mais elevados aumentam a potência de corte, mas também os custos dos consumíveis.
Forma das partículas: As partículas angulares proporcionam geralmente um melhor desempenho de corte do que as arredondadas devido a uma maior ação de cisalhamento.
Modo de mistura:
Acionamento por pressão ou aspiração por pressão negativa: Afecta a eficiência do arrastamento de abrasivos e a complexidade global do sistema. Os sistemas de acionamento por pressão proporcionam frequentemente uma mistura mais consistente.
Estado de mistura do abrasivo:
Pó seco ou lama: A mistura de lama pode proporcionar uma distribuição mais uniforme do abrasivo, mas pode exigir equipamento e manuseamento especializados.
Parâmetros de corte:
Velocidade de avanço: Inversamente relacionada com a profundidade e a qualidade do corte. A velocidade óptima depende das propriedades do material e dos resultados desejados.
Distância do alvo: A distância entre a saída do bocal e a superfície da peça de trabalho. Afecta a divergência do jato e a eficiência do corte.
Número de cortes: As passagens múltiplas podem melhorar a qualidade e a profundidade do corte, mas aumentam o tempo de processamento.
Ângulo do jato: Normalmente, 90° para a maioria das aplicações. Os cortes em ângulo podem ser utilizados para geometrias especiais ou para reduzir o arredondamento da aresta superior.
Parâmetros do material:
Resistência: Os materiais de maior resistência requerem geralmente taxas de alimentação mais lentas ou um maior fluxo de abrasivo.
Dureza: Afecta a seleção do abrasivo e a eficiência global do corte.
Densidade: Influencia a penetração do jato e as taxas de remoção de material.
Microestrutura e composição: Pode afetar a qualidade do corte e o potencial para efeitos secundários como o endurecimento por trabalho.
Precisão do corte por jato de água
O corte por jato de água oferece uma precisão excecional, com precisões de corte típicas que vão de 0,1 mm a 0,25 mm (0,004″ a 0,010″). Este elevado nível de precisão é influenciado por vários factores-chave:
1. Precisão da máquina: Os sistemas modernos de corte por jato de água apresentam precisões de posicionamento de 0,01 mm a 0,03 mm (0,0004″ a 0,0012″), conseguidas através de controlos CNC avançados e sistemas de movimento linear de alta precisão.
2. Características da peça de trabalho:
Tamanho: As peças de trabalho maiores podem sofrer ligeiros desvios devido à expansão térmica ou à tensão do material.
Espessura: Os materiais mais espessos podem levar a um aumento da conicidade e a uma redução da precisão na parte inferior do corte.
Propriedades do material: Os materiais mais duros geralmente permitem tolerâncias mais apertadas, enquanto os materiais mais macios ou compostos podem exigir parâmetros de corte ajustados.
3. Parâmetros de corte:
Pressão da água: Pressões mais elevadas podem melhorar a qualidade do corte, mas podem afetar a precisão em materiais mais finos.
Caudal de abrasivo: A otimização da relação abrasivo/água é crucial para manter a precisão e maximizar a eficiência do corte.
Velocidade de corte: As velocidades mais lentas produzem geralmente uma maior precisão, mas à custa da produtividade.
4. Estado do bocal: A manutenção e substituição regulares dos tubos e orifícios de focagem são essenciais para uma precisão consistente.
5. Compensação por software: Os sistemas avançados de jato de água utilizam algoritmos de software para compensar o atraso e a conicidade do jato, aumentando ainda mais a precisão, especialmente em geometrias complexas.
É de salientar que o corte por jato de água pode atingir tolerâncias ainda mais apertadas (até ±0,025 mm ou ±0,001″) em aplicações específicas com configurações optimizadas e condições altamente controladas. No entanto, para a maioria das aplicações industriais, a gama de 0,1 mm a 0,25 mm representa uma exatidão prática e alcançável que equilibra a precisão com a eficiência da produção.
O tamanho e a espessura do material a cortar, bem como a configuração do bocal, influenciam significativamente a largura da fenda de corte do jato de água.
Para o corte por jato de água abrasivo, a largura típica da fenda de corte varia entre 0,8 e 1,2 mm (0,031 e 0,047 polegadas). Esta variação depende de vários factores:
Diâmetro do bocal: Os diâmetros maiores do orifício e do tubo de focagem produzem geralmente kerfs mais largos. Os tamanhos padrão dos bicos variam de 0,25 a 0,4 mm (0,010 a 0,016 polegadas) para o orifício e de 0,76 a 1,2 mm (0,030 a 0,047 polegadas) para o tubo de focagem.
Propriedades do material: Os materiais mais duros podem resultar em cortes ligeiramente mais largos devido a uma maior dispersão das partículas abrasivas.
Parâmetros de corte: Maiores pressões e caudais de abrasivo podem aumentar a largura do corte, enquanto que velocidades de corte mais rápidas podem reduzi-la.
Distância de separação: Uma maior distância entre o bocal e a peça de trabalho resulta normalmente num corte mais largo.
Tamanho do grão abrasivo: Os abrasivos mais grosseiros tendem a produzir cortes mais largos do que os mais finos.
Para o corte por jato de água puro (sem abrasivos), utilizado para materiais mais macios, a largura da fenda de corte é significativamente mais estreita, variando normalmente entre 0,1 e 0,3 mm (0,004 e 0,012 polegadas).
É importante notar que os sistemas modernos de corte por jato de água permitem frequentemente a compensação do corte na programação CNC, garantindo uma elevada precisão apesar das variações do corte.
Que tipo de bisel será produzido pelo corte por jato de água
O corte por jato de água pode produzir uma variedade de tipos de bisel, dependendo dos parâmetros de corte e das capacidades da máquina. Aqui está uma explicação optimizada dos chanfros produzidos pelo corte por jato de água:
O bisel produzido pelo corte por jato de água é influenciado principalmente pela velocidade de corte, pelo caudal de abrasivo e pela distância entre o bocal e a peça de trabalho. Normalmente, o corte por jato de água cria uma aresta ligeiramente cónica, sendo a parte superior do corte mais larga do que a parte inferior. Este ângulo cónico pode variar entre 0,5° e 2° na maioria dos casos.
A qualidade da aresta biselada é, de facto, altamente dependente da velocidade de corte. Com velocidades de corte ideais, o corte por jato de água pode alcançar uma excelente qualidade de aresta com uma rugosidade de superfície (Ra) de aproximadamente 3,2 μm (0,000126 polegadas) ou melhor. A precisão dimensional para um corte de boa qualidade é geralmente de cerca de ±0,1 mm (0,004 polegadas), o que se alinha com o valor de 0,1 mm mencionado.
Os diferentes tipos de bisel que podem ser produzidos incluem:
Aresta quadrada: Obtido com máquinas de alta precisão e velocidades de corte mais lentas.
Chanfro superior: A borda superior é biselada enquanto a inferior permanece quadrada.
Chanfro inferior: A extremidade inferior é biselada enquanto a superior permanece quadrada.
Bisel em forma de V: Os bordos superior e inferior são biselados, criando uma forma em V.
Os sistemas avançados de corte por jato de água equipados com cabeças multi-eixo podem produzir chanfros complexos e até ângulos compostos, permitindo a preparação de soldaduras e geometrias de peças complexas.
É importante notar que a espessura, a dureza e a composição do material também desempenham um papel crucial na determinação da qualidade final do bisel e das tolerâncias alcançáveis.
Abrasivo utilizado no corte com água
O corte por jato de água utiliza uma variedade de materiais abrasivos para melhorar as suas capacidades de corte. Os abrasivos mais utilizados incluem granada, óxido de alumínio, carboneto de silício e areia de olivina. Em aplicações especializadas, podem também ser utilizadas partículas de diamante. A seleção do material abrasivo depende de factores como o material a cortar, a qualidade de corte desejada e considerações de custo.
O tamanho do grão dos abrasivos varia tipicamente entre 50 e 220 mesh, sendo 80 mesh o mais utilizado para o corte de uso geral. A escolha do tamanho do grão influencia tanto a velocidade de corte como a qualidade do acabamento da superfície. Os grãos mais grossos (por exemplo, 50-80 mesh) proporcionam taxas de corte mais rápidas, mas podem resultar num acabamento de superfície mais áspero, enquanto os grãos mais finos (por exemplo, 120-220 mesh) oferecem uma melhor qualidade de superfície à custa da velocidade de corte.
A dureza do abrasivo, medida na escala de Mohs, desempenha um papel crucial na determinação da sua eficácia de corte. Os abrasivos mais duros apresentam geralmente um desempenho de corte superior, especialmente em materiais mais duros. Por exemplo, a granada (dureza de Mohs 7,5-8,0) é amplamente utilizada devido ao seu excelente equilíbrio entre dureza, eficiência de corte e custo-benefício. O óxido de alumínio (dureza Mohs 9) oferece velocidades de corte mais elevadas, mas a um custo mais elevado, tornando-o adequado para aplicações especializadas.
É importante notar que, embora os abrasivos mais duros geralmente proporcionem um melhor desempenho de corte, também podem levar a um maior desgaste no tubo de focagem e na câmara de mistura do sistema de corte por jato de água. Por conseguinte, a seleção do material abrasivo e do tamanho do grão deve ser optimizada com base nos requisitos de corte específicos, nas propriedades do material e na economia global do processo.
Que tipo de material deve ser cortado com jato de água
O corte por jato de água é um método de corte versátil e preciso, adequado a uma vasta gama de materiais. Os seguintes tipos de materiais são particularmente adequados para o corte por jato de água:
Metais: Metais ferrosos e não ferrosos, incluindo aço, alumínio, titânio, cobre, latão e ligas exóticas. O corte por jato de água é especialmente vantajoso para placas de metal espessas ou quando é necessário evitar zonas afectadas pelo calor.
Pedra e cerâmica: Pedras naturais como o granito, o mármore e a ardósia, bem como pedras artificiais e várias cerâmicas. O corte por jato de água é excelente na criação de padrões e formas complexas sem causar micro-fracturas.
Compósitos: Materiais reforçados com fibras, tais como fibra de carbono, fibra de vidro e Kevlar. O corte por jato de água evita a delaminação e o desgaste frequentemente associados a outros métodos de corte.
Vidro: Tanto o vidro temperado como o não temperado podem ser cortados com elevada precisão, sem risco de lascar ou rachar.
Plásticos e polímeros: Desde plásticos macios a polímeros de engenharia duros como PEEK ou Delrin. O corte por jato de água produz arestas limpas sem derreter ou distorcer o material.
Borracha e espuma: Materiais macios e flexíveis que são difíceis de cortar com métodos convencionais.
Madeira e compósitos de madeira: Particularmente útil para cortar formas complexas ou quando é necessário um rebordo selado para evitar a absorção de água.
Materiais avançados: Tais como estruturas alveolares, laminados e materiais multicamadas utilizados na indústria aeroespacial e noutras indústrias de alta tecnologia.
O corte por jato de água é ideal para estes materiais devido ao seu processo de corte a frio, que elimina as zonas afectadas pelo calor, a distorção térmica e as tensões mecânicas. Permite o corte de materiais sensíveis ao calor, não produz fumos tóxicos e permite obter tolerâncias apertadas e uma qualidade de aresta suave. A capacidade de cortar materiais empilhados e criar geometrias complexas aumenta ainda mais a sua versatilidade nos processos de fabrico modernos.
Comparação de vários métodos de corte
Jato de água vs. fresagem
O corte por jato de água abrasivo oferece vantagens significativas em relação aos processos de fresagem tradicionais para cortar e furar arestas de peças. Este método de corte com água a alta pressão e mistura abrasiva é substancialmente mais rápido, mais eficiente na instalação e mais económico em comparação com as técnicas de maquinação convencionais, como a criação de furos cegos, perfuração e roscagem.
A principal vantagem reside na capacidade do jato de água para cortar a peça de trabalho numa única passagem. Ao contrário da fresagem, que remove o material através de um processo de moagem, o corte por jato de água utiliza a erosão para separar com precisão o material sem gerar calor excessivo ou tensão mecânica. Isto resulta em tempos de processamento mais rápidos e menor desgaste da ferramenta.
Para componentes de precisão, o corte por jato de água abrasivo é excelente na produção de peças com forma quase líquida numa única operação. A ausência de efeitos térmicos durante o corte preserva as propriedades mecânicas do material e elimina as zonas afectadas pelo calor, o que é crucial para manter tolerâncias apertadas e a integridade do material. Isto é particularmente benéfico para materiais sensíveis ao calor ou quando são necessários processos subsequentes de tratamento térmico.
Uma vantagem frequentemente negligenciada do corte por jato de água é a sua eficiência material. Os resíduos gerados assumem normalmente a forma de peças maiores e reutilizáveis, em vez de aparas finas produzidas pela fresagem. Este material de refugo mantém um valor mais elevado e é mais facilmente reciclado, contribuindo para uma maior sustentabilidade e compensando potencialmente os custos de material.
Adicionalmente, o corte por jato de água oferece uma maior flexibilidade em termos de espessura e composição do material, permitindo o processamento de uma vasta gama de metais, compósitos e outros materiais sem necessidade de alterar a ferramenta. Esta versatilidade, combinada com a sua precisão e eficiência, torna o corte por jato de água abrasivo um método cada vez mais preferido para muitas aplicações de fabrico em que a qualidade das arestas e as propriedades dos materiais são críticas.
Jato de água vs corte por chama
O corte por jato de água e o corte por chama oferecem vantagens distintas no fabrico de metal, sendo cada um deles adequado a aplicações específicas. O corte por chama, um processo térmico, introduz zonas afectadas pelo calor (HAZ) na peça de trabalho, alterando potencialmente as propriedades do material perto da aresta de corte. Em contrapartida, o corte por jato de água abrasivo, uma técnica de corte a frio, produz acabamentos de superfície superiores com uma distorção térmica mínima. Este processo de corte a frio elimina a formação de escória na aresta de corte, reduzindo significativamente ou eliminando a necessidade de operações de acabamento secundário.
O corte por jato de água destaca-se pela sua versatilidade, capaz de processar materiais de espessura praticamente ilimitada, limitada apenas pelas especificações da máquina e pela velocidade de corte. Este método permite padrões de corte complexos com cortes estreitos, optimizando a utilização do material e reduzindo o desperdício. A precisão do corte por jato de água permite um encaixe mais apertado das peças, conservando ainda mais a matéria-prima e reduzindo os custos de produção.
Além disso, o corte por jato de água mantém a integridade do material, crucial para ligas sensíveis ao calor ou compósitos em que os métodos de corte térmico podem comprometer as propriedades estruturais. A sua capacidade de cortar geometrias complexas com elevada precisão torna-o particularmente valioso para o desenvolvimento de protótipos e pequenas séries de produção em indústrias que vão desde a aeroespacial ao fabrico de dispositivos médicos.
O investimento necessário para corte a laser é substancial. Atualmente, é utilizado principalmente para cortar chapas de aço finas e algumas chapas de aço não inoxidável.materiais metálicos. A velocidade de corte é rápida e a precisão é elevada, no entanto, também provoca uma marca de arco e um efeito térmico na costura de corte.
Além disso, o corte a laser pode não ser adequado para alguns materiais, como o alumínio, o cobre e outros metais não ferrosos e ligas, particularmente para o corte de placas metálicas mais espessas, uma vez que a superfície de corte pode não ser ideal ou mesmo incapaz de ser cortada.
Atualmente, a investigação sobre geradores laser de alta potência visa resolver o desafio de corte de aço espesso mas o custo do investimento em equipamento, manutenção e funcionamento é significativo.
Em contrapartida, o corte com água tem várias vantagens, incluindo o baixo custo de investimento, o funcionamento económico, a capacidade de cortar uma vasta gama de materiais, a elevada eficiência e a facilidade de operação e manutenção.
O jato de água é melhor do que o laser em alguns aspectos
O corte por jato de água não tem limite de espessura de corte.
Os materiais reflectores, como o latão e o alumínio, também podem ser cortados eficazmente.
Não é necessária energia térmica, pelo que não há risco de queimaduras ou de efeitos térmicos.
Ao ajustar a velocidade de corte, apenas a velocidade de corte precisa de ser alterada, sem necessidade de modificar o gás, o foco ou outros componentes.
A capacidade de produção pode ser facilmente aumentada através da instalação de várias cabeças de corte.
A manutenção do equipamento laser é mais especializada e exigente, enquanto o equipamento de jato de água requer uma manutenção relativamente menor.
Além disso, a aquisição de um conjunto completo de equipamento de jato de água é menos dispendiosa, custando apenas 1/2 a 1/3 do custo do equipamento de corte a laser.
Jato de água vs corte por plasma
O corte por plasma, embora eficiente para muitas aplicações, tem limitações notáveis. Gera uma zona afetada pelo calor (ZTA) significativa, que pode levar à distorção térmica e a alterações metalúrgicas no material. A precisão do corte por plasma é geralmente inferior à de outros métodos, atingindo normalmente tolerâncias de ±0,5mm a ±1,5mm, dependendo da espessura do material. A superfície de corte apresenta frequentemente uma conicidade caraterística e formação de escórias, o que pode exigir operações secundárias para aplicações críticas.
Em contrapartida, o corte por jato de água é um processo de corte a frio que utiliza água a alta pressão (frequentemente misturada com partículas abrasivas) para desgastar o material. Este método oferece várias vantagens:
Impacto térmico mínimo: Sem zona afetada pelo calor, o corte por jato de água preserva as propriedades originais do material e evita a distorção térmica, tornando-o ideal para materiais sensíveis ao calor.
Elevada precisão: O corte por jato de água pode atingir tolerâncias tão apertadas como ±0,1mm, dependendo da espessura do material e das capacidades da máquina.
Qualidade superior da superfície: A superfície de corte é lisa e isenta de defeitos induzidos pelo calor, eliminando frequentemente a necessidade de operações de acabamento secundárias.
Versatilidade no pós-processamento: A aresta de alta qualidade produzida pelo corte por jato de água é facilmente passível de operações subsequentes, como soldadura, maquinagem ou tratamentos de superfície, sem comprometer a integridade do material.
Flexibilidade de materiais: O corte por jato de água pode processar eficazmente uma vasta gama de materiais, incluindo metais, compósitos, cerâmicas e até materiais em camadas.
Embora o corte por jato de água ofereça estas vantagens, é importante considerar factores como a velocidade de corte, as limitações de espessura do material e os custos operacionais ao selecionar entre estes dois métodos para aplicações específicas.
Jato de água vs corte com fio
No processamento de metais, a maquinagem por descarga eléctrica de fio (WEDM) e o corte por jato de água oferecem vantagens distintas para diferentes aplicações. A WEDM é excelente em termos de precisão, alcançando tolerâncias tão apertadas como ±0,0001 polegadas (±2,5 μm), o que a torna ideal para geometrias complexas e materiais duros. No entanto, a sua velocidade de corte é relativamente lenta, variando tipicamente entre 0,1 e 4 polegadas por hora (2,5 a 100 mm/h), dependendo da espessura do material e do acabamento superficial pretendido.
A WEDM pode exigir passos preparatórios adicionais, tais como a pré-perfuração de furos iniciais ou o enfiamento do fio, o que pode aumentar o tempo total de processamento. Além disso, a WEDM é limitada pelo tamanho do fio e da mesa da máquina, o que normalmente restringe as dimensões da peça de trabalho a menos de 500 mm de espessura.
Por outro lado, o corte por jato de água abrasivo oferece maior versatilidade e velocidade. Pode processar uma vasta gama de materiais, desde plásticos macios a aços endurecidos, a velocidades de corte até 20 polegadas por minuto (500 mm/min) para materiais finos. O corte por jato de água destaca-se na prototipagem rápida e na produção em grande escala, com a capacidade de cortar materiais até 150 mm (6 polegadas) de espessura numa única passagem.
A principal vantagem do jato de água reside na sua flexibilidade. Pode efetuar operações de perfuração e de corte sem necessidade de mudar de ferramenta, e a sua largura de corte (kerf) pode ser ajustada através da variação da pressão da água, do caudal de abrasivo e do tamanho do bico. Esta adaptabilidade permite o processamento de componentes que vão desde pequenas peças intrincadas a grandes elementos estruturais, limitados principalmente pelo tamanho da base da máquina, que pode exceder 3 metros em alguns sistemas.
Embora o corte por jato de água ofereça geralmente uma precisão mais baixa do que a WEDM (tolerâncias típicas de ±0,003 polegadas ou ±0,075 mm), a sua combinação de velocidade, versatilidade e escalabilidade torna-o uma escolha preferida para muitas aplicações de fabrico de metal em que a precisão ultra-alta não é crítica.
Comparação entre o corte com água e outros métodos de corte
Os processos de puncionamento e cisalhamento oferecem soluções de corte rápidas e eficientes para determinados componentes metálicos, mas exigem ferramentas especializadas, o que limita a sua flexibilidade. Estes métodos são mais eficazes para a produção de grandes volumes de peças padronizadas com espessura moderada.
O corte por jato de água, pelo contrário, proporciona uma versatilidade sem paralelo no corte de geometrias complexas numa vasta gama de materiais. A sua natureza não térmica torna-o particularmente vantajoso para o corte de materiais espessos, duros ou sensíveis ao calor, em que os métodos tradicionais, como o puncionamento ou o cisalhamento, podem ser impraticáveis ou impossíveis. O corte por jato de água é excelente na manutenção da integridade do material, evitando zonas afectadas pelo calor e minimizando o desperdício de material.
O corte por chama, embora amplamente utilizado na indústria metalúrgica pela sua capacidade de cortar secções espessas, tem limitações significativas. O processo gera uma grande zona afetada pelo calor, o que resulta em distorção térmica, má qualidade das arestas e precisão dimensional reduzida. Além disso, está limitado a metais ferrosos e não pode ser aplicado a ligas não ferrosas ou materiais não metálicos.
O corte por jato de água ultrapassa estas limitações, oferecendo um corte de alta precisão numa gama diversificada de materiais, incluindo ligas de alta temperatura, compósitos e materiais frágeis como vidro, pedra e cerâmica. O seu processo de corte a frio assegura um stress térmico mínimo, preservando as propriedades do material e permitindo tolerâncias apertadas, atingindo normalmente precisões de ±0,1 mm ou superiores, dependendo da espessura do material.
No entanto, é crucial considerar que o corte por jato de água pode não ser a escolha ideal quando outros métodos podem satisfazer requisitos de processamento específicos de forma mais eficiente ou económica. O corte a laser, por exemplo, proporciona frequentemente velocidades de corte mais rápidas e uma qualidade de aresta superior para metais de espessura fina a média. O corte por plasma oferece um equilíbrio entre velocidade e custo para materiais condutores de espessura moderada.
Os custos operacionais do corte por jato de água podem ser significativos, principalmente devido às bombas de alta pressão, aos abrasivos especializados e aos componentes sujeitos a desgaste, como os bicos e os tubos de focagem. Estes consumíveis, muitas vezes adquiridos a fornecedores especializados, contribuem para custos por peça mais elevados em comparação com alguns métodos alternativos.
Em conclusão, embora o corte por jato de água ofereça vantagens únicas em termos de versatilidade, precisão e compatibilidade de materiais, a sua aplicação deve ser cuidadosamente avaliada em relação a outras tecnologias de corte com base nos requisitos específicos do projeto, volume de produção, propriedades dos materiais e considerações económicas.
O que deve incluir um conjunto completo de equipamento de corte por jato de água?
Um conjunto completo de equipamento de corte por jato de água deve incluir, pelo menos, os seguintes componentes: uma bomba de pressão ultra-elevada, um dispositivo de cabeça de corte por jato de água, a CNC mesa de corte e um armário de controlo informático.
Os pormenores são os seguintes:
Mesa de trabalho
Bomba de alta pressão
Cabeça de corte
Sistema de transporte de areia
Dispositivo de arrefecimento
Sistema de filtragem
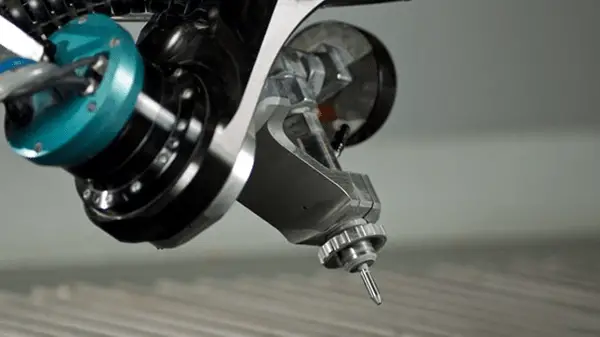
Tecnologia de corte a água de cinco eixos
O corte por jato de água, tal como o laser, o plasma e outros métodos de corte térmico, sofre um declínio na eficiência de corte à medida que a profundidade de corte aumenta devido ao efeito de dissipação de energia. Este fenómeno resulta frequentemente numa superfície de corte não perpendicular, criando uma conicidade ou ângulo de corte, que é um desafio inerente à maioria dos processos de corte.
Embora as tentativas de atenuar esta conicidade através do aumento da potência do jato ou da redução da velocidade de corte tenham mostrado algumas melhorias, não podem eliminar totalmente o problema do corte não vertical. Estas abordagens conduzem frequentemente ao aumento do consumo de energia, à redução da produtividade ou à potencial distorção térmica em materiais sensíveis ao calor.
Em 1997, foi introduzido um conceito inovador de uma cabeça de corte inclinável para responder a este desafio. Atualmente, estão disponíveis comercialmente sistemas avançados de corte por jato de água de cinco eixos que incorporam esta tecnologia, oferecendo a solução mais direta e eficaz para minimizar a conicidade e aumentar a precisão do corte.
O sistema de corte por jato de água de cinco eixos aumenta a plataforma tradicional de três eixos (X, Y, Z) com dois eixos de rotação adicionais (A e B). Esta configuração permite que a cabeça de corte se incline e rode, compensando a divergência natural da corrente de jato. O sistema emprega algoritmos sofisticados que consideram factores como as propriedades do material, a espessura e a geometria de corte desejada para gerar um modelo de compensação de conicidade pré-definido.
Durante o funcionamento, a cabeça de corte ajusta dinamicamente o seu ângulo em tempo real, seguindo a trajetória de corte calculada. Esta articulação contínua assegura que o jato de água de alta pressão mantém um ângulo de ataque ideal durante todo o processo de corte, neutralizando eficazmente o efeito de conicidade. Como resultado, a peça de trabalho atinge uma qualidade de aresta quase perfeita, sem interferências e com uma conicidade mínima, mesmo em materiais espessos ou geometrias complexas.
A implementação da tecnologia de corte por jato de água de cinco eixos não só melhora a qualidade e a precisão do corte, como também expande as capacidades do corte por jato de água para incluir operações avançadas de perfilamento 3D, biselamento e rebaixamento. Esta versatilidade, combinada com as vantagens inerentes ao corte por jato de água de corte a frio e versatilidade de materiais, torna-o uma ferramenta cada vez mais valiosa nos modernos processos de fabrico de precisão.
Resolução de problemas da máquina de corte por jato de água
Para máquina de corte por jato de água com prensa hidráulica de água
Pulsação: a pressão é instável, por exemplo, de 150MPa a 230MPa
Solução:
Para resolver o problema, verifique primeiro a pulsação do tubo transparente de entrada de água para garantir que está normal. Depois de determinar qual o cilindro de alta pressão que está a causar problemas, desmonte-o e inspeccione o núcleo da válvula de entrada de água, a sede da válvula de saída de água e a mola.
Normalmente, a reparação destas peças resolve o problema, mas se não for possível repará-las, podem ter de ser substituídas. A mola é um problema comum nesta situação.
A pressão é estável a uma pressão, mas não num estado normal.
Por exemplo: o normal 230MPa, agora 170Mpa ou 140MPa.
Solução:
Verificar o impulso do tubo de entrada de água para determinar se existe alguma impureza a bloquear o núcleo da válvula de entrada de água num dos cilindros de alta pressão.
Inspecionar a válvula de descompressão quanto a fugas e verificar se está a devolver água ao pequeno depósito de água.
Examinar todas as partes do motor principal para detetar eventuais fugas de água.
A pressão é de apenas dezenas de Mpa, ou sem pressão
① Verificar se o fornecimento de água, eletricidade e gás é normal
② Verifique se a correia está a deslizar ou solta
③ Verificar se o abrasivo diamantado foi adicionado
④ Determine se algum dos três cilindros de alta pressão não está funcionando, pois quando dois cilindros não estão funcionando simultaneamente, a pressão será significativamente reduzida ou inexistente.
O ruído anormal do cilindro de alta pressão do cárter, a grande amplitude de salto do amperímetro e a pressão instável.
Existem duas causas potenciais para o ruído:
A porca grande da biela da cambota pode estar solta;
O núcleo da válvula de entrada do corpo da válvula grande pode estar obstruído ou a placa de limite pode não estar corretamente alinhada.
Soluções:
Apertar a porca da biela.
Desmontar o núcleo da válvula, a placa de limitação e a pequena porca de entrada de água e, em seguida, utilizar uma lixa 1000# para remover qualquer sujidade ou riscos na superfície do corpo da válvula e do núcleo da válvula, ou substituir a placa de limitação.
O vidro cortado estala
O vidro está nivelado?
Existe alimentação de areia
A pressão é demasiado elevada
Se a produção de areia é demasiado grande ou demasiado pequena
Substituir um pedaço de vidro para determinar se o material é o mesmo.
Tubo de pedras preciosas e areia
A vida útil normal das pedras preciosas é de 17 horas a 7-14 dias. Quando são utilizadas durante um período prolongado, a qualidade de corte pode deteriorar-se e apresentar sintomas como uma maior quantidade de nevoeiro à volta da cabeça de corte, setas de água dispersas, saltos de arestas, dentes afiados e diferenças no valor do visor de pressão em comparação com a frequência normal.
Quanto ao tubo de areia, a vida útil normal é de 3-8 meses, dependendo da sua qualidade e tempo de utilização. Com o tempo, o bocal pode tornar-se maior ou ter um orifício excêntrico ou uma forma elíptica, fazendo com que a peça de trabalho de corte tenha uma inclinação elevada, arestas em forma de sino, colapso do ângulo e outros problemas. Isto pode resultar numa redução do tamanho da peça de trabalho ou numa diminuição da velocidade de corte.
A pressão é normal, a linha de água é normal, mas a capacidade de corte é fraca
Causa da falha:
O tubo de plástico de abastecimento de areia está danificado
O fluxo de areia é demasiado pequeno
O tubo de entrada de areia está danificado
Método de tratamento:
Substituir o tubo de plástico de abastecimento de areia por um novo
Ajustar o botão de regulação do caudal de areia para aumentar o caudal de areia
Substituição do tubo de entrada de areia
A pressão do sistema é normal, mas a capacidade de corte é fraca
Causa da falha:
O bico está danificado
Desgaste da câmara de mistura
O tubo de areia está danificado
O fornecimento de areia é demasiado pequeno
Método de tratamento:
Substituição do bocal da gema
Substituição da câmara de mistura de areia
Substituição do tubo de areia
Aumentar o fluxo de areia
Quando a alta pressão é ligada, não há ejeção de água do tubo de areia, mas há ejeção de água do tubo de entrada de areia
Causa da falha:
O tubo de areia está bloqueado
Método de tratamento:
Substituir o tubo de areia por um novo ou remover as matérias estranhas no tubo de areia com alta pressão
A linha de água sem adição de areia é normal, e a água é divergente após a adição de areia, e a capacidade de corte é diminuída
Causa da falha:
Substituição do tubo de areia
Método de tratamento:
O tubo de areia está danificado
Para máquina de corte por jato de água com óleo prensa hidráulica
"Cortar Areia Voar"
Verificar se o material de corte é apenas cortado na barra de grelha.
Verificar se a quantidade de areia é homogénea ou suficiente.
Verificar se a pressão é normal.
Verificar se a gema precisa de ser alterada.
"A válvula direcional não funciona"
Verifique se as duas luzes de sinalização na válvula direcional estão acesas.
Verificar se a pressão desce para 0.
Verificar se o relé da válvula de inversão está ligado.
Se os factores acima mencionados estiverem presentes, verifique se o relé está solto e se o percutor do lado 2 da válvula direcional está preso.
"Funcionamento anormal do motor principal"
Verificar se o botão de paragem de emergência está premido.
Verifique se a fonte de alimentação tem corrente suficiente.
Verifique se o relé está ligado e se o fio de entrada está solto ou partido.
Se a máquina arrancar e parar repetidamente num padrão triangular, verificar se a pressão limite superior definida pelo controlador de temperatura foi ultrapassada.
"Alarme do manómetro"
Quando a pressão aumenta para 400-500, verificar se a gema da cabeça de corte está bloqueada ou se o tubo de areia está bloqueado por impurezas.
Verificar se a linha de transmissão para o manómetro está partida ou se o próprio manómetro está partido.
"Falha do Gabinete"
Se o computador não arrancar e a ventoinha do quadro elétrico não funcionar, verifique se o conetor no meio do quadro está solto, se as fugas múltiplas e os interruptores de ar estão desligados, se o regulador de tensão acende normalmente e se o interrutor dispara.
Se a lâmina não funcionar, verifique se o relé está a funcionar, se as duas fontes de alimentação estão ligadas e se o exterior e o interior da cabeça de corte estão presos.
Se houver um alarme de encoder, determinar se o eixo XY atingiu a posição limite, se o botão de paragem de emergência foi libertado e se as linhas de entrada e saída estão desligadas.
Depois de excluir as condições acima referidas, tente acionar a paragem de emergência, soltando-a de 15 em 15 segundos, para verificar se a situação foi resolvida.
Caso contrário, cortar a alimentação e reiniciar a máquina. Se o problema persistir, contactar o fabricante.
"Corpo de válvula grande"
Se a fuga de água do orifício de segurança for pequena, tente desligar a alta pressão e apertar a porca.
Se a fuga de água do orifício de segurança for grande, abra a válvula de saída e verifique se há desgaste ou explosão. Substituir se necessário.
Se o salto de pressão for muito grande e o intervalo de queda for entre 400-200, e algumas peças estiverem a ser cortadas e outras a voar para fora, sentir a frequência da mangueira azul com a mão. Se a água fluir apenas numa direção e houver apenas uma frequência de entrada de água, e a mangueira estiver quente, desmonte o corpo da válvula grande e verifique se o núcleo da válvula de entrada de água e a placa de limite estão bloqueados por impurezas ou se há ferrugem. Retirar a placa de limite para verificar se a superfície de contacto entre o núcleo da válvula de entrada e o corpo da válvula grande está gasta. Lixe a superfície de contacto do corpo da válvula e do núcleo da válvula com uma lixa 1000-1500, limpe-a com um sopro e tente novamente.
“Interruptor da cabeça de corte“
Incapacidade de selar a água: Após o corte, quando o interrutor é deslocado para a segunda posição, a alta pressão não pára. Isto pode resultar na moagem da peça de trabalho se a máquina continuar a funcionar.
Passos para a resolução de problemas: Em primeiro lugar, verificar se existe ar livre. Em seguida, verificar se a válvula de ar está a funcionar corretamente.
Se o problema persistir após a resolução de problemas, desmonte a válvula de alívio da cabeça de corte e inspeccione a agulha e a sede quanto a desgaste ou desajuste. Substitua as peças gastas, se necessário.
“Computador“
Não funciona: Se o computador não estiver a funcionar, consulte a secção 5 para a resolução de problemas. Se o problema não puder ser resolvido, procure a assistência de um especialista em manutenção de computadores.
Cópia de segurança: Em caso de paralisação do sistema, existe uma cópia de segurança disponível no disco rígido, que pode ser restaurada utilizando a funcionalidade "restauro fantasma com um clique".
Reparação: Para outras falhas, o computador pode ser levado a uma oficina de reparação. No entanto, certifique-se de que o novo sistema instalado inclui o software Auto CAD e o software de corte Ncstudio para garantir a funcionalidade correcta.
Ligação à rede: O departamento de informática deve ligar o cabo de rede à Internet para evitar qualquer potencial contaminação.
Limpeza de poeiras: Recomenda-se a limpeza regular do computador para remover qualquer acumulação de pó.
"Software de corte“
1-1) Se, ao abrir o software de corte, aparecer a mensagem de erro "Erro de auto-verificação do hardware", siga estes passos para atualizar o controlador:
Clique com o botão direito do rato em "O meu computador"
Aceder ao "Gestor de Dispositivos"
Localize a "placa de dispositivo CNC" e faça duplo clique para a abrir
Localize a "placa de controlo Nike" e clique com o botão direito do rato para atualizar o controlador
Seleccione a localização na lista e clique em "Seguinte"
Avançar para o passo seguinte até a atualização estar concluída.
Nota: Não passe para a etapa seguinte enquanto a etapa atual não estiver concluída.
1-2) Se a atualização do controlador não resolver o problema, tente reinstalar o software de corte. Se o problema persistir, tente novamente numa altura posterior.
1-3) Se os passos anteriores não tiverem sido bem sucedidos, poderá ser necessário desmontar o computador para resolver o problema.
Localizar a placa de controlo da Nikai e retirá-la.
Limpar qualquer acumulação de pó com álcool anidro ou um pano macio.
Limpar os dedos de metal com uma borracha.
Reinstale a placa de controlo e tente novamente.
Se o problema persistir, tente mudar a posição da ranhura e tente novamente os passos.
2) Se não houver nenhuma mensagem de erro ao abrir o software, mas não conseguir premir nenhum botão ou instalar o software de corte, tente os seguintes passos:
Execute uma verificação antivírus no computador para detetar quaisquer potenciais infecções por vírus.
Se o problema persistir, considere a possibilidade de efetuar uma nova instalação do sistema, uma vez que o software pode ter sido infetado por um vírus.
Nota: Antes de tentar instalar um novo sistema, certifique-se de que faz uma cópia de segurança dos dados e ficheiros importantes.
3) Se o software não conseguir controlar a máquina, siga estes passos para solucionar o problema:
Certifique-se de que os três botões de paragem de emergência não estão engatados.
Verificar a existência de alarmes de software ou hardware, incluindo o codificador atrás do quadro elétrico.
Verificar o software, diagnosticar eventuais problemas e verificar as portas de hardware.
Observe as luzes de estado nas portas. Uma luz vermelha sólida é normal, enquanto uma luz verde sólida indica um problema.
Utilize a função F5 para modificar a polaridade, se necessário. Verifique se isto resolve o problema.
Verificar se o eixo XYZ não atingiu o seu limite.
Verificar se o manómetro e o controlador de temperatura estão a emitir algum alarme.
Nota: Se não conseguir resolver o problema, procure a assistência de um técnico qualificado.
4) Se o software ainda não estiver a funcionar, desligue a alimentação e tente novamente.
5) Se não for possível abrir o desenho, verificar se este está atualmente aberto no CAD. Fechar o CAD e abrir o desenho pretendido.
6) Posição de origem:
Ao verificar o funcionamento correto, premir o botão de paragem de emergência pode fazer com que a origem se mova.
Se o eixo XY estiver a ser testado quanto aos seus limites, isso também pode provocar o deslocamento da origem. Verificar se a peça de trabalho está em movimento ou se não está corretamente fixada.
7) Se o eixo XY estiver inativo:
Verificar se atingiu o seu limite ou se existe um botão de paragem de emergência acionado.
Verificar se existem alarmes do codificador (localizado atrás do armário elétrico) e premir o botão de paragem de emergência durante 15 segundos antes de voltar a arrancar.
Nota: Se o problema persistir, procure a assistência de um técnico qualificado.
10. Manutenção
Reabastecer regularmente a máquina, incluindo os 3 eixos XYZ, o depósito de óleo da mesa elevatória e o depósito de óleo do motor principal. Utilizar óleo hidráulico para a máquina e garantir a sua resistência a altas temperaturas. Verificar o nível de óleo nos depósitos em intervalos regulares.
Limpe a carcaça da máquina após cada dia de trabalho ou turno, tendo o cuidado de não deixar cair água no quadro elétrico, nos três motores da máquina-ferramenta ou no hospedeiro. Isto pode resultar em fugas eléctricas ou peças danificadas.
Verificar regularmente todas as peças e porcas quanto a fugas de água, dentes deslizantes e folgas.
Ao instalar ou remover peças, limpe-as cuidadosamente. Ao instalar, aplique cola azul (agente anti-aderente de roscas) nas áreas roscadas. Evitar a utilização de outras substâncias, como manteiga ou óleo lubrificante, que podem provocar a colagem das peças.
Verifique regularmente se os componentes eléctricos estão soltos e se há risco de queda de secções do circuito. Não se esqueça de desligar a corrente antes de efetuar estas verificações.
Perspetiva de desenvolvimento da tecnologia de maquinagem por jato de água
Aumentar a fiabilidade e a longevidade operacional
Deve ser dada uma atenção significativa à melhoria da vida útil e do desempenho dos componentes críticos, incluindo bombas de alta pressão, mangueiras de alta pressão, conectores e bocais. Podem ser utilizados materiais avançados e técnicas de engenharia de precisão para melhorar a resistência ao desgaste e a estabilidade operacional. Esta otimização não só aumentará a eficiência global, como também reduzirá o consumo de abrasivos e a utilização de energia, conduzindo, em última análise, a uma melhor relação custo-eficácia e competitividade no mercado.
Implementação de sistemas de controlo inteligentes
A integração de sistemas de controlo adaptativos em tempo real permite o ajuste dinâmico dos parâmetros do processo durante a maquinagem, aumentando significativamente a exatidão e a precisão. Esta abordagem avançada permite a produção de componentes com requisitos de precisão rigorosos, rivalizando com as vantagens técnicas e económicas da maquinagem a plasma e a laser. Os algoritmos de aprendizagem automática podem ser incorporados para otimizar os percursos de corte, prever as necessidades de manutenção e afinar os caudais de abrasivo com base nas propriedades do material e na profundidade de corte.
Expansão dos domínios de aplicação
A versatilidade da maquinação por jato de água continua a crescer, evoluindo das tradicionais operações de corte e rebarbação bidimensionais para aplicações mais complexas. Estas incluem a maquinação de furos de precisão, o contorno de superfícies tridimensionais e até capacidades de microusinagem. As aplicações emergentes na indústria aeroespacial, no fabrico de dispositivos médicos e no processamento avançado de compósitos demonstram a adaptabilidade e o potencial da tecnologia para sectores de fabrico de elevado valor.
Avançar na investigação teórica e na modelação
A ênfase na investigação fundamental é crucial para alargar os limites da tecnologia de jato de água. O desenvolvimento de modelos abrangentes de maquinação por jato de água que tenham em conta a dinâmica dos fluidos, o comportamento das partículas abrasivas e os mecanismos de remoção de material proporcionará uma visão mais profunda do processo. Estudos avançados da teoria do fluxo multifásico, associados a simulações de dinâmica de fluidos computacional (CFD), podem conduzir a designs de bicos optimizados, a uma melhor eficiência da mistura de abrasivos e a uma melhor compreensão da interação jato-material. Esta base teórica irá impulsionar a inovação na geometria do bocal, na conceção da bomba e na eficiência global do sistema.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que os fabricantes conseguem precisão e eficiência no corte de aço inoxidável? Este artigo analisa seis técnicas avançadas de corte de aço inoxidável, destacando as suas vantagens e aplicações....
Imagine cortar aço ou mármore com nada mais do que um jato de água. Este é o poder da tecnologia de jato de água abrasivo, um método inovador que utiliza água a alta pressão...
Imagine uma técnica de corte tão precisa que revoluciona a produção de componentes essenciais de motores e transformadores. O corte por água de chapas de aço silício faz exatamente isso, oferecendo uma qualidade e eficiência superiores....
Já se interrogou sobre os custos reais de funcionamento de uma máquina de corte por jato de água? Este artigo analisa as despesas totais, incluindo a depreciação do equipamento, os consumíveis e a mão de obra, oferecendo um guia completo para...
Como é que os operadores podem manter-se seguros enquanto utilizam máquinas de corte por jato de água CNC? Este artigo destaca directrizes de segurança cruciais, desde os preparativos para o arranque até à resolução de problemas comuns. Aprenderá as precauções essenciais, tais como...