Correção de juntas de soldadura em ângulo: Um guia passo-a-passo
Já se interrogou sobre como garantir sempre soldaduras em ângulo perfeitas? Este guia aborda os aspectos essenciais para obter juntas de soldadura em ângulo de alta qualidade. Aprenderá a selecionar os materiais certos, a limpeza precisa, a montagem adequada e as principais técnicas de soldadura. No final do artigo, terá dicas práticas para melhorar as suas competências de soldadura e produzir soldaduras sem falhas que cumprem normas rigorosas. Mergulhe e descubra os segredos para dominar as soldaduras em ângulo.
A soldadura em ângulo é a técnica de soldadura mais utilizada para unir estruturas de aço durante o processo de soldadura. Como resultado, os soldadores deparam-se frequentemente com vários tipos de soldaduras em ângulo, cada um com diferentes normas.
Então, como podemos garantir que soldamos cordões de soldadura corretamente e produzimos cordões de soldadura de alta qualidade que cumprem os requisitos necessários? Hoje, gostaria de fazer uma breve introdução a este tópico.
1. Seleção do metal de base
Tomemos como exemplo o painel de teste de tamanho 200 feito de Q355 para uma breve introdução.
2. Seleção dos materiais de soldadura
Material de soldadura: E5015 (J507) vareta de soldadura deve ser utilizado, a temperatura de secagem deve ser de 350 ℃, a preservação do calor deve ser de 1 hora, e o fio de soldadura deve estar em conformidade com a norma nacional ER50-6 (norma americana ER70S-6).
3. Limpeza antes da soldadura
Para a soldadura em ângulo, é essencial limpar ambos os lados da soldadura num intervalo de 15-20 mm. A superfície da chapa deve estar isenta de qualquer película de óxido, ferrugem, óleo ou água, que pode ser removida utilizando uma mó ou através de tratamento químico.
4. Fixação do ponto de montagem
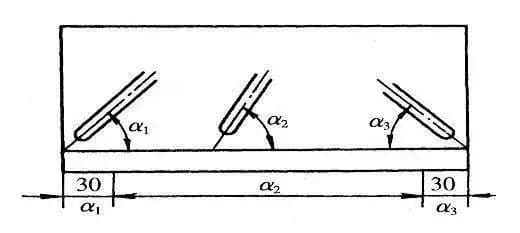
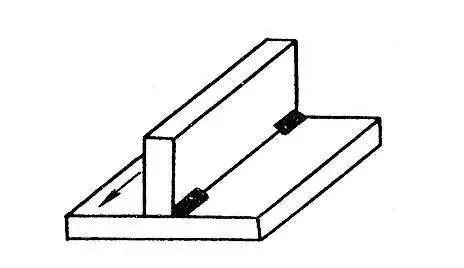
Idealmente, o espaço de soldadura para a soldadura em ângulo deve ser mantido o mais baixo possível. A fixação por pontos é normalmente efectuada na parte de trás da chapa, sendo o comprimento da fixação por pontos de cerca de 10 mm. Normalmente, dois ou três pontos são suficientes para a fixação, como ilustrado no diagrama abaixo:
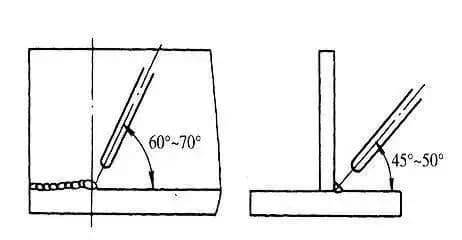
1.1 Ângulo do elétrodo e método de manuseamento do elétrodo
O ângulo do elétrodo para a soldadura em ângulo de raiz plana está ilustrado na figura. Para garantir uma soldadura correcta, abrir o arco no lado esquerdo da placa de teste e executar uma soldadura curta de soldadura por arco.
Utilizar um elétrodo reto para soldar à direita e alinhar o arco com o ângulo superior da raiz. Pressionar o arco para assegurar que o ângulo superior e as duas placas laterais estão fundidas.
Ao realizar a soldadura de apoio, utilizar o método de movimento do elétrodo em linha reta para a oscilação. A soldadura rápida sem oscilação também pode atingir a penetração necessária.
Durante o início e o fim de uma operação de soldadura, é comum ocorrer um sopro de polarização magnética, que pode ter um impacto negativo na qualidade da soldadura. Para atenuar esta situação, é necessário ajustar o ângulo da vareta de soldadura de forma adequada.
Normalmente, apontar o arco na direção da poça de fusão pode ajudar a controlar o sopro da polarização magnética e garantir uma maior soldadura de qualidade.
Como mostra a figura.
1.2 Junta de cordão de soldadura
O arco deve ser iniciado 10 mm à frente da cratera na junta. À medida que o arco alongado se move rapidamente em direção à cratera, preencha a cratera ao longo da sua forma e, em seguida, prossiga com a soldadura normal.
Soldadura de coberturas
Antes da soldadura, é importante remover qualquer escória de soldadura e salpicos do passe de raiz para evitar defeitos de inclusão de escória.
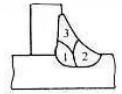
A cobertura deve ser soldada duas vezes, começando pelo cordão de soldadura inferior e seguindo-se o cordão de soldadura superior.
Ao soldar o cordão de solda inferior, o arco deve estar alinhado com a borda inferior do cordão de solda da raiz e o elétrodo deve ser movido em linha reta com um ângulo de elétrodo superior a 45°.
Ao soldar o cordão de soldadura superior, o arco deve estar alinhado com a borda superior do cordão de soldadura da raiz. O elétrodo pode oscilar lateralmente enquanto se move em linha reta, com um ângulo do elétrodo inferior a 45°, como se mostra na figura abaixo:
Diagrama esquemático de cada camada de pavimento
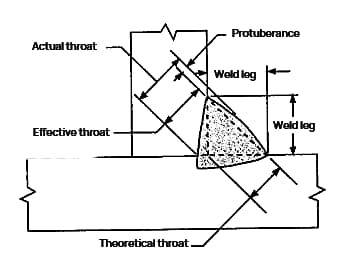
Representação do tamanho do filete
Soldadura de filete de projeção
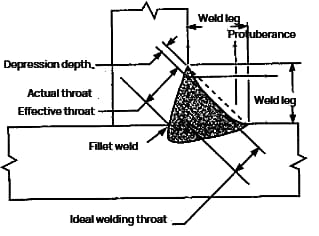
Soldadura de filete rebaixada
Garganta teórica: a distância vertical entre a raiz da junta e o chanfro no maior triângulo retângulo inscrito desenhado no perfil da soldadura em ângulo.
Garganta eficaz: a distância mínima entre a superfície da soldadura em ângulo e a raiz da soldadura, menos a parte elevada.
Garganta real: a distância mais curta entre a superfície da soldadura em ângulo e a raiz da soldadura.
Para a soldadura de filete côncava, uma vez que não há parte convexa, a garganta efectiva é igual à garganta real.
Tamanho da perna: a distância entre a raiz da junta e a ponta da soldadura de filete.
Dedo de solda: o ponto de intersecção entre a superfície de soldadura e o metal de base.
Ao determinar o tamanho de uma soldadura de filete, é importante determinar se a soldadura é convexa ou côncava.
Convexo soldaduras de filete têm uma superfície de soldadura ligeiramente abaulada, que está relacionada com a altura da protuberância.
A altura do bojo de uma soldadura de filete é equivalente à altura do reforço de uma soldadura de ranhura.
Se houver uma amolgadela na soldadura, significa que a superfície da soldadura está desnivelada.
Tanto para formas convexas como côncavas, a dimensão de uma soldadura de filete com igual altura de perna é expressa como "o bordo reto do maior triângulo retângulo isósceles obtido no perfil da soldadura de filete (duas pernas são iguais em comprimento)".
Como resultado, a perna de solda de uma solda de filete convexa é igual ao tamanho da solda, enquanto o tamanho da perna de solda de uma solda de filete côncava é ligeiramente menor do que o comprimento da perna de solda.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Este artigo explora o fascinante mundo da soldadura, desde a soldadura manual por arco até às técnicas avançadas com proteção gasosa. Irá descobrir os métodos, benefícios e aplicações de vários processos de soldadura. Prepare-se para...


 a=7mm
a=7mm