As estruturas soldadas, embora amplamente utilizadas na indústria, apresentam frequentemente desafios inerentes, principalmente associados às juntas soldadas. Estes desafios podem ser categorizados em várias áreas-chave:
1. Tensões residuais e deformações:
O processo de soldadura induz um aquecimento intenso e localizado, seguido de um arrefecimento rápido, resultando numa expansão e contração térmicas não uniformes. Este ciclo térmico leva a tensões residuais e distorção na estrutura soldada. Estes problemas não só comprometem a precisão dimensional e a qualidade estética, como também complicam as operações pós-soldadura. Em casos graves, a integridade estrutural global e a capacidade de suporte de carga podem ser significativamente afectadas.
2. Alterações microestruturais:
As juntas soldadas passam por três fases distintas durante a sua formação: fusão, solidificação e desenvolvimento da zona afetada pelo calor (ZTA). Cada fase altera a microestrutura do material, modificando potencialmente as suas propriedades mecânicas, resistência à corrosão e comportamento à fadiga. A ZTA, em particular, pode apresentar características marcadamente diferentes do metal de base e do metal de solda.
3. Alterações de bens materiais:
A soldadura pode alterar significativamente as propriedades do material de base. Estas alterações podem incluir modificações na resistência, ductilidade, tenacidade e dureza. Nalgumas ligas, pode ocorrer endurecimento por precipitação ou crescimento de grão, enquanto noutras pode ser observado um amolecimento devido ao envelhecimento excessivo. Compreender e atenuar estas alterações metalúrgicas é crucial para manter as propriedades desejadas do material na estrutura soldada.
4. Concentração de tensões e modos de falha:
A tensão de soldadura, particularmente a tensão residual, contribui significativamente para vários mecanismos de falha:
- Fratura frágil: Especialmente em aços de alta resistência ou em condições de baixa temperatura
- Fratura por fadiga: Iniciação e propagação acelerada de fissuras sob carga cíclica
- Fratura por corrosão sob tensão: Maior suscetibilidade em ambientes corrosivos
- Encurvadura e instabilidade: Particularmente em estruturas de paredes finas ou componentes sob compressão
5. Imprecisões dimensionais:
A distorção da soldadura manifesta-se por alterações na forma e nas dimensões da estrutura soldada. Isto pode levar a:
- Desalinhamento dos componentes de encaixe
- Dificuldades de montagem e instalação
- Eficiência estrutural reduzida devido a excentricidades induzidas
- Não cumprimento das tolerâncias especificadas e dos requisitos de conceção
Estas distorções podem afetar significativamente a qualidade de fabrico, o desempenho funcional e a vida útil da estrutura soldada. Para minimizar estes efeitos adversos, são frequentemente necessárias estratégias de atenuação, tais como a conceção adequada da junta, o controlo da aplicação de calor, a sequenciação das soldaduras e os tratamentos pós-soldadura.
Geração de tensões e distorções na soldadura
1. Conhecimento básico das tensões e distorções de soldadura
1. Distorção
A distorção na soldadura refere-se à alteração não intencional da forma e das dimensões de uma peça de trabalho, resultante dos ciclos de aquecimento e arrefecimento não uniformes inerentes ao processo de soldadura. Este fenómeno ocorre devido à expansão e contração térmicas localizadas do material, bem como a transformações de fase na zona afetada pelo calor (ZTA).
2. Stress
A tensão é definida como a força interna por unidade de área que actua dentro de um material em resposta a cargas externas ou outros factores, tais como gradientes térmicos. Na soldadura, a tensão manifesta-se como:
- Stress térmico: Causado por diferenças de temperatura durante o aquecimento e o arrefecimento
- Tensão residual: Persiste no material após a remoção de todas as cargas externas
- Tensão mecânica: Induzido por forças externas ou restrições durante o processo de soldadura
3. Tensão de soldadura e distorção de soldadura
A tensão de soldadura refere-se ao sistema complexo de tensões internas que se desenvolvem numa soldadura durante e após o processo de soldadura. Estas tensões resultam de:
- Ciclos de aquecimento e arrefecimento não uniformes
- Transformações de fase dos materiais
- Restrição da expansão e contração térmicas
A distorção de soldadura é a alteração mensurável da geometria e das dimensões de uma soldadura causada pelos efeitos cumulativos das tensões de soldadura. Os tipos comuns de distorção de soldadura incluem:
- Contração longitudinal
- Contração transversal
- Distorção angular
- Curvatura ou distribuição
A compreensão da inter-relação entre a tensão de soldadura e a distorção é crucial para a implementação de estratégias de mitigação eficazes na conceção da soldadura e nos processos de fabrico.
2. Causas de tensão e distorção da soldadura
1. Aquecimento desigual das soldaduras
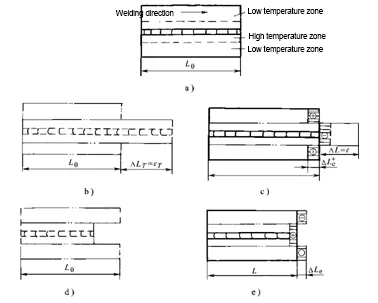
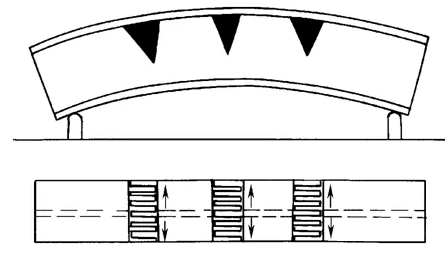
(1) Tensões e deformações causadas pelo aquecimento central de uma tira longa (semelhante ao revestimento)
Tensão e distorção do centro da tira de aço durante o aquecimento e o arrefecimento
(2) Tensões e deformações causadas pelo aquecimento num dos lados da tira longa (equivalente ao revestimento do bordo da chapa)
Tensões e deformações durante o aquecimento e arrefecimento de um lado da chapa de aço borda
2. Contração do metal soldado
3. Alteração da estrutura metálica
4. Rigidez e retenção da soldadura
Distorção de soldadura
1. Tipos de distorção da soldadura e factores que a influenciam
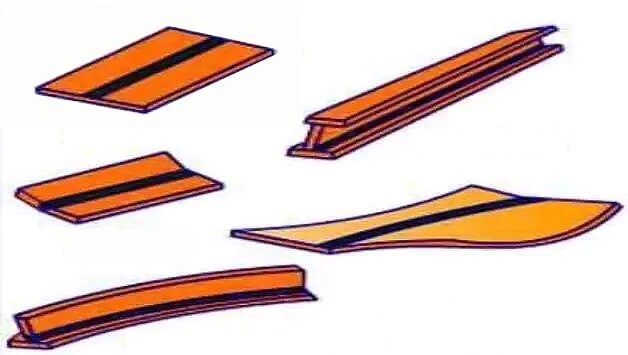
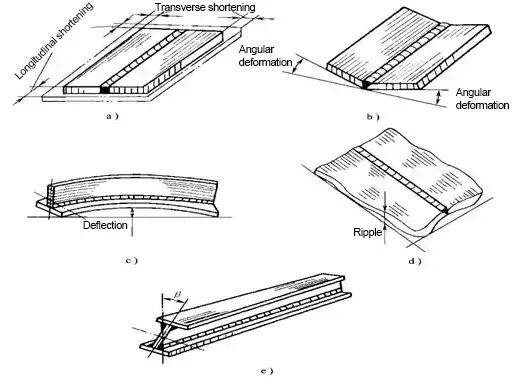
A distorção da soldadura pode ser dividida em cinco formas básicas: distorção por retração, distorção angular, distorção por flexão, distorção ondulatória e distorção por deformação.
Formas básicas de distorção da soldadura
1). Retração distorção
O fenómeno em que o tamanho da soldadura é mais curto do que antes da soldadura é designado por distorção por retração.
Distorção por contração longitudinal e transversal
(1) Distorção por contração longitudinal
(2) Distorção por contração transversal
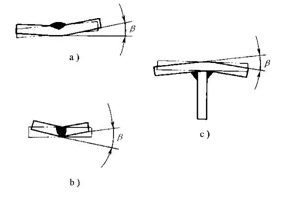
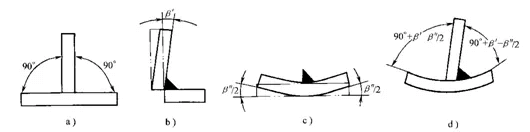
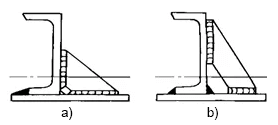
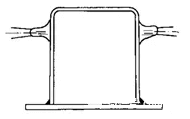
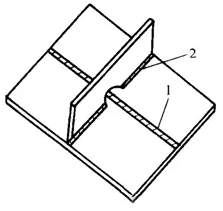
2). Angular distorção
A causa principal da distorção angular é a distribuição desigual da retração transversal ao longo da espessura da placa.
Distorção angular de várias articulações
Distorção angular da junta em T
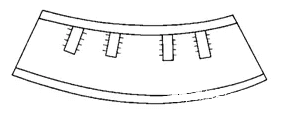
3). Dobragem distorção
A distorção por flexão é causada pela não-coincidência ou assimetria entre a linha de centro da soldadura e o eixo neutro da secção estrutural, bem como pela distribuição desigual da retração da soldadura ao longo da largura da soldadura.
(1) Distorção por flexão causada por retração longitudinal
Distorção por flexão causada por retração longitudinal da soldadura
(2) Distorção por flexão causada por retração transversal
Distorção de flexão causada pela retração transversal da soldadura
4). Distorção da onda
A distorção ondulatória ocorre frequentemente no processo de soldadura de chapas finas com uma espessura inferior a 6 mm, o que também é designado por distorção por instabilidade.
Distorção da onda causada pela distorção do cordão de soldadura
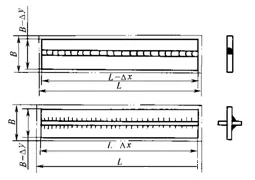
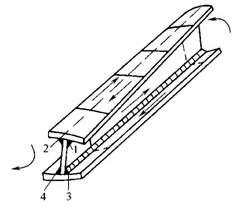
5). Distorção
A principal causa da distorção é a distribuição desigual da distorção do cordão de soldadura ao longo do comprimento da soldadura.
Distorção de Viga em I
2. Medidas de controlo da distorção da soldadura
1). Medidas de conceção
(1) Selecionar uma forma e um tamanho de soldadura razoáveis
1) Selecionar o tamanho de soldadura mais pequeno.
Junta transversal com a mesma capacidade de suporte
2) Selecionar uma forma de ranhura razoável.
Ranhura da junta em T
(2) Reduzir o número de soldaduras
Os perfis e as peças estampadas são as opções preferidas, sempre que possível. Para estruturas com muitas e densas soldaduras, podem ser utilizadas estruturas de juntas de soldadura fundidas para reduzir o número de soldaduras. Além disso, o aumento da espessura da placa de parede para reduzir o número de nervuras, ou a utilização de estruturas perfiladas em vez de estruturas de nervuras, pode ajudar a evitar a distorção de estruturas de placas finas.
(3) Disposição razoável da posição de soldadura
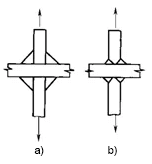
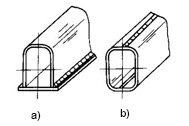
As vigas, os pilares e outros componentes soldados apresentam frequentemente distorção por flexão devido à configuração excêntrica da soldadura.
Disposição das soldaduras da estrutura em caixa
Organizar razoavelmente a posição da soldadura para evitar distorções
2). Medidas de processo
(1) Método da provisão
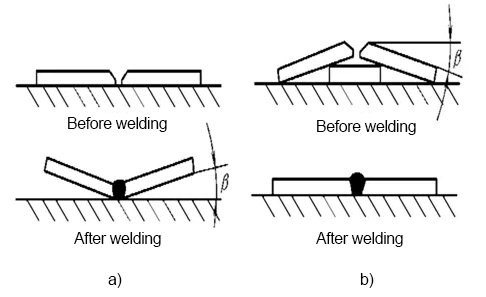
(2) Método da distorção inversa
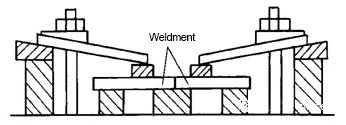
Método de distorção inversa para placa plana soldadura topo a topo
(3) Método de fixação rígida
1) Fixar a soldadura na plataforma rígida.
Fixação rígida durante a união de placas finas
2) A soldadura é combinada numa estrutura mais rígida ou simétrica.
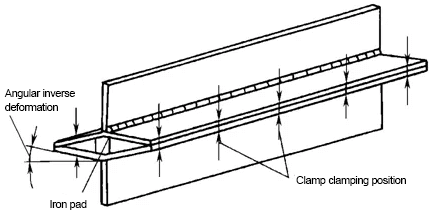
Fixação rígida e anti-distorção da viga em T
3) O dispositivo de soldadura é utilizado para aumentar a rigidez e a contenção da estrutura.
Fixação rígida durante a união de topo
4) Utilizar suportes provisórios para aumentar a contenção da estrutura.
Suporte temporário durante a soldadura com escudo
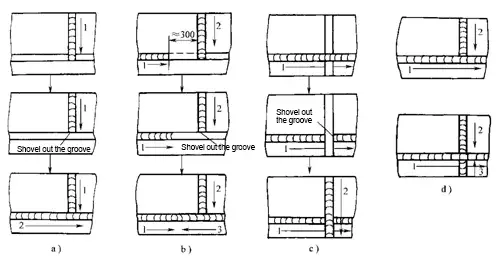
(4) Selecionar uma sequência razoável de montagem e soldadura.
A sequência de soldadura de montagem tem uma grande influência na deformação do estrutura soldada.
(1) Se as condições o permitirem, as estruturas soldadas grandes e complexas devem ser divididas em várias partes com estruturas simples, soldadas separadamente e depois montadas como um todo.
(2) A soldadura deve estar, tanto quanto possível, próxima do eixo neutro da secção estrutural.
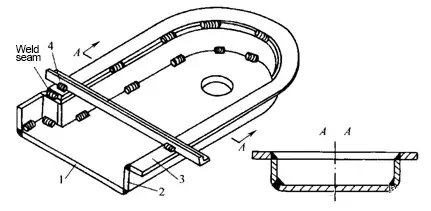
Montagem e soldadura da viga principal
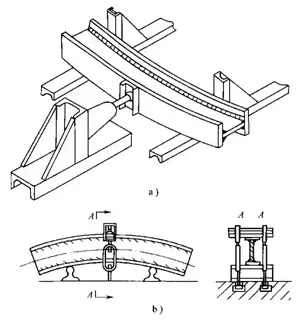
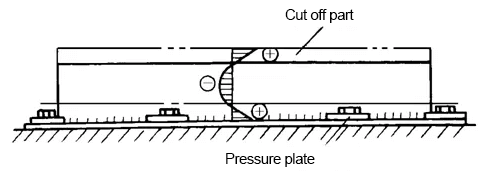
3) Para a estrutura com uma disposição assimétrica das soldaduras, o lado com poucas soldaduras deve ser soldado em primeiro lugar durante a soldadura de montagem.
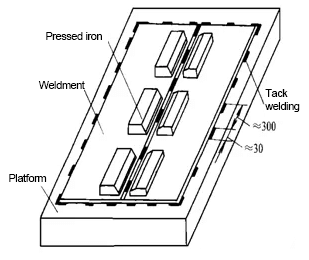
Sequência de soldadura da matriz superior da prensa
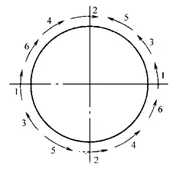
4) A estrutura com uma disposição simétrica das soldaduras deve ser soldada simetricamente por soldadores pares.
Sequência de soldadura da soldadura topo a topo do cilindro
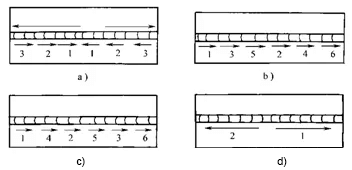
5) Ao soldar soldaduras longas (mais de 1m), a direção e a sequência mostradas na figura abaixo podem ser utilizadas para reduzir a distorção de retração após a soldadura.
(5) Selecionar razoavelmente métodos de soldadura e parâmetros do processo de soldadura
Soldadura de uma estrutura de secção assimétrica
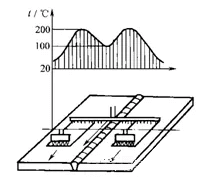
(6) Método do balanço térmico
Utilizar o método de equilíbrio térmico para evitar a distorção da soldadura
(7) Método de dissipação de calor
3. Método de correção da distorção da soldadura
1). Correção manual
2). Método de correção mecânica
Correção da distorção de flexão da viga através do método de correção mecânica
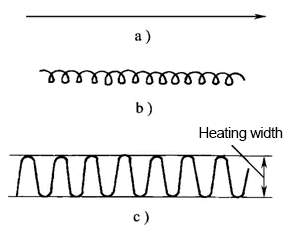
3). Método de correção do aquecimento da chama
As formas de aquecimento da chama incluem o aquecimento pontual, o aquecimento linear e o aquecimento triangular.
(1) Aquecimento pontual
(2) Aquecimento linear
(3) Aquecimento triangular
Correção por chama da distorção por flexão de uma viga em I
A correção da distorção da soldadura por aquecimento por chama depende dos três factores seguintes:
(1) Modo de aquecimento
(2) Posição de aquecimento
(3) Temperatura de aquecimento e área da zona de aquecimento
Tensão residual de soldadura
1. Classificação da tensão residual de soldadura
1). De acordo com as causas do stress
(1) Stress térmico
A tensão térmica resulta da distribuição não uniforme da temperatura durante o processo de soldadura. À medida que o metal de solda e o material de base circundante aquecem e arrefecem a ritmos diferentes, ocorrem expansões e contracções localizadas, levando ao desenvolvimento de tensões.
(2) Tensão de transformação
A tensão de transformação, também conhecida como tensão de transformação de fase, resulta de alterações de volume associadas a alterações microestruturais no material durante os ciclos de aquecimento e arrefecimento. Isto é particularmente significativo nos aços que sofrem transformações martensíticas ou bainíticas.
(3) Tensão de deformação plástica
A tensão de deformação plástica desenvolve-se quando o material sofre uma cedência localizada devido a gradientes térmicos e restrições durante a soldadura. Esta deformação plástica não uniforme contribui para o estado de tensão residual após o arrefecimento.
2). De acordo com o tempo de existência do stress
(1) Tensão transitória de soldadura
A tensão transitória de soldadura, também designada por tensão instantânea, ocorre durante o próprio processo de soldadura. É um estado de tensão dinâmico que evolui rapidamente à medida que a fonte de calor se move ao longo do percurso da soldadura, causando alterações contínuas na distribuição da temperatura e nas propriedades do material.
(2) Tensão residual de soldadura
A tensão residual de soldadura é a tensão estática que permanece na estrutura soldada depois de esta ter arrefecido completamente até à temperatura ambiente e de todas as cargas externas terem sido removidas. Esta tensão pode afetar significativamente o comportamento mecânico e a vida útil dos componentes soldados.
2. Distribuição da tensão residual de soldadura
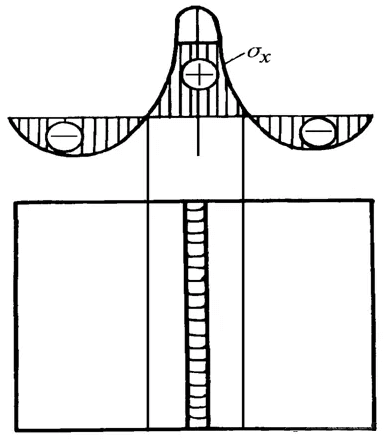
1). Distribuição da distribuição longitudinal tensão residual σx
Distribuição da junta de topo na secção transversal 0x da soldadura
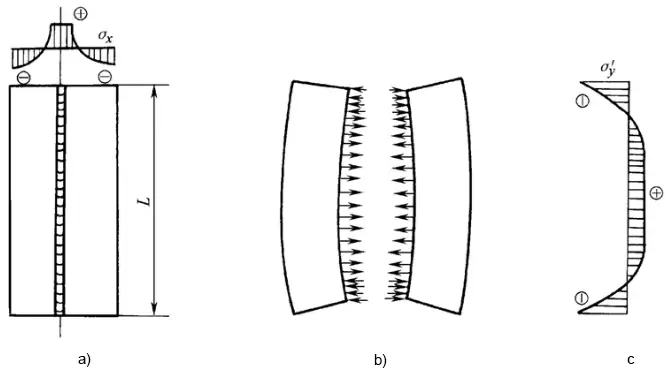
2). Distribuição da tensão residual transversal σy
(1) A tensão transversal causada pela retração longitudinal da soldadura e da sua zona de distorção plástica adjacente é σ'y
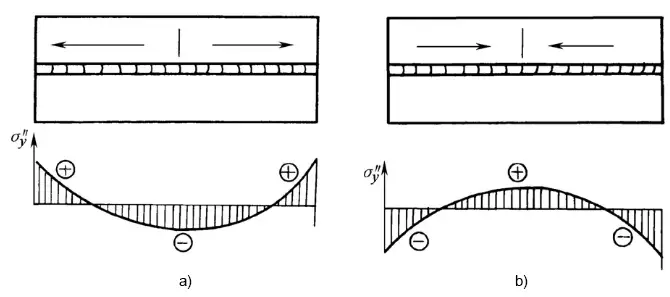
(2) Tensão mecânica causada pela retração transversal ano σ" y
Distribuição de σ" Y durante a soldadura em diferentes direcções
3. Influência da tensão residual de soldadura na estrutura de soldadura
1). Impacto na resistência estrutural
2). Influência na precisão dimensional do processamento da soldadura
Stress interno libertação e distorção causadas pela maquinagem
3). Influência na estabilidade dos elementos de compressão
4. Medidas de controlo das tensões residuais da soldadura
1). Medidas de conceção
1) Minimizar o número e o tamanho das soldaduras na estrutura.
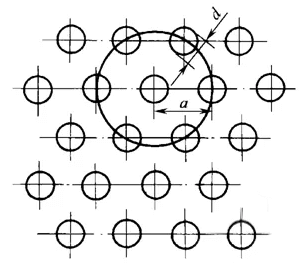
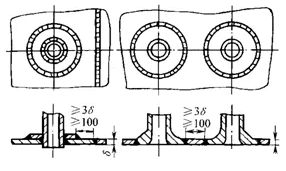
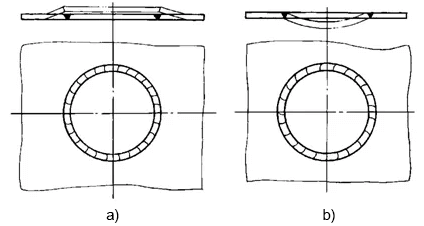
2) Evitar a concentração excessiva de soldaduras e manter uma distância suficiente entre as soldaduras.
Soldadura do bocal do recipiente
3) Deve ser adoptada a forma de junta com menor rigidez.
Medidas para reduzir a rigidez das articulações
2). Medidas de processo
1) Adotar uma sequência e uma direção de soldadura de montagem razoáveis.
① Ao soldar a solda em um plano, deve ser assegurado que o encolhimento longitudinal e transversal da solda pode ser relativamente livre.
Montagem razoável e sequência de soldadura das soldaduras de união
② A soldadura com o maior encolhimento deve ser soldada em primeiro lugar.
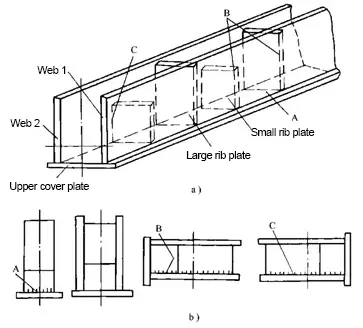
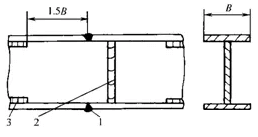
Sequência de soldadura da estrutura de viga duplex com placa de cobertura
③ A soldadura com a maior tensão durante o funcionamento deve ser soldada em primeiro lugar.
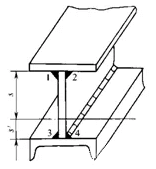
Sequência de soldadura da viga em I de topo
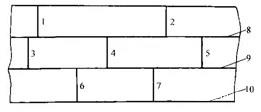
④ Quando a solda cruzada plana é soldada, é fácil produzir grande tensão de soldagem na interseção da solda.
Sequência de soldadura das soldaduras cruzadas planas
⑤ A estrutura onde as soldaduras de topo e soldaduras de filete intersectar.
2) Método de pré-aquecimento.
3) Soldadura a frio.
4) Reduzir a restrição das soldaduras.
Reduzir a rigidez local e tensão interna
Diagrama esquemático do método de aquecimento "zona de alívio de tensões".
5. Método para eliminar ou reduzir a tensão residual da soldadura
1). Método de tratamento térmico
(1) Tratamento térmico integral
(2) Tratamento térmico local
2). Método de estiramento mecânico
3). Método de estiramento por diferença de temperatura
Diagrama esquemático da eliminação da tensão residual pelo "método de tração por diferença de temperatura"
4). Soldadura por martelo
5). Método de vibração
6. Determinação da tensão residual de soldadura
1). Métodos mecânicos
(1) Método de seccionamento
O método de seccionamento envolve o corte cuidadoso do componente soldado em peças mais pequenas, permitindo a libertação e a medição de tensões residuais. Esta técnica destrutiva fornece um perfil de tensão abrangente ao longo da soldadura e da zona afetada pelo calor (HAZ).
(2) Método de perfuração
Este método semi-destrutivo envolve a perfuração de um pequeno orifício na área soldada e a medição do relaxamento da deformação resultante. É particularmente eficaz para a medição de tensões residuais próximas da superfície e pode fornecer dados de distribuição de tensões a várias profundidades.
2). Métodos físicos não destrutivos
(1) Métodos magnéticos
Técnicas como a Análise de Ruído de Barkhausen (BNA) e a Magnetostricção exploram a relação entre as propriedades magnéticas de um material e o seu estado de tensão. Estes métodos são particularmente adequados para materiais ferromagnéticos e podem fornecer medições rápidas e no local.
(2) Difração de raios X (XRD)
O XRD utiliza o princípio da Lei de Bragg para medir as deformações da rede causadas por tensões residuais. Este método altamente preciso não é destrutivo e pode medir tensões superficiais com uma excelente resolução espacial, o que o torna ideal para geometrias complexas e soldaduras de várias passagens.
(3) Métodos ultra-sónicos
Estas técnicas tiram partido do efeito acústico-elástico, em que a velocidade das ondas ultra-sónicas se altera com o estado de tensão do material. A difração por tempo de voo (TOFD) e as ondas longitudinais criticamente refractadas (LCR) são normalmente utilizadas para a medição de tensões residuais através da espessura em componentes soldados espessos.
(4) Difração de neutrões
Embora não seja mencionada na lista original, a difração de neutrões é um poderoso método não destrutivo para medir tensões residuais no interior de componentes soldados espessos. Oferece uma excelente profundidade de penetração e é particularmente útil para geometrias complexas e materiais multifásicos.