Compreender os fumos de soldadura: Formação, perigos e mecanismos de proteção
Os fumos de soldadura representam um perigo significativo tanto para o ambiente como para a saúde dos trabalhadores, contendo gases tóxicos e partículas finas que podem provocar doenças respiratórias e sistémicas graves. Este artigo explora a formação, os perigos e os métodos de controlo actuais dos fumos de soldadura, realçando a necessidade urgente de soluções eficazes em ambientes industriais. Os leitores obterão informações sobre os mecanismos de geração de fumos, riscos para a saúde e estratégias práticas para melhorar a qualidade do ar e a segurança nas operações de soldadura.
A soldadura é um processo básico amplamente utilizado em vários domínios da produção industrial. No entanto, gera subprodutos nocivos, como a luz do arco, a radiação electromagnética, os gases tóxicos e as partículas de fumo. Estes subprodutos não só poluem o ambiente como também representam um grande risco para a saúde dos trabalhadores.
Entre estes perigos, os fumos de soldadura são os mais complexos e difíceis de controlar na produção de soldadura. Por conseguinte, a realização de investigação sobre o controlo dos fumos de soldadura é essencial para melhorar o ambiente de produção de soldadura e proteger a saúde dos trabalhadores.
Este artigo apresenta um resumo do mecanismo de formação, dos perigos e das medidas de tratamento dos fumos de soldadura. Também analisa os desafios encontrados no tratamento de fumos de soldadura em aplicações de engenharia e identifica a direção de desenvolvimento do tratamento de fumos de soldadura.
Como um processo fundamental da produção moderna, tecnologia de soldadura evoluiu dos métodos tradicionais de ligação única para uma tecnologia multidisciplinar de conformação a quente que integra eletricidade, maquinaria, materiais e computadores. Desempenha um papel insubstituível em vários domínios, como a maquinaria de engenharia, a conservação da água e a energia hidroelétrica, a construção naval, os transportes, o equipamento militar e outros.
No entanto, o processo de soldadura emite radiação de arco, alta temperatura, ruído, fumos de soldadura e gases tóxicos que não só poluem o ambiente como também põem em perigo a saúde dos trabalhadores.
Embora as máscaras e os tampões para os ouvidos ofereçam uma boa proteção contra a luz do arco, as temperaturas elevadas e o ruído, não são tão eficazes contra os fumos de soldadura, que são os principais agentes cancerígenos.
Os fumos de soldadura contêm principalmente gases tóxicos e partículas de fuligem. As partículas de fuligem podem causar asma, bronquite, pneumonia, edema pulmonar, envenenamento agudo, doenças do sistema nervoso e até pneumoconiose, calor dos fumos metálicos, alterações da função respiratória, cancro e outras doenças.
Os gases tóxicos, como o gás asfixiante CO, os gases irritantes, como o ozono, o flúor, o cloreto, o dióxido de enxofre e os gases tóxicos para os nervos, como o óxido de azoto e o fosgénio, podem provocar nos trabalhadores dores de cabeça, tonturas, tosse, expetoração, dores no peito, zumbidos, tensão e ansiedade.
A má qualidade do ambiente de soldadura devido ao fumo de soldadura e a outros riscos associados resultou num declínio do número de pessoas dispostas a trabalhar em soldadura, de ano para ano. Este tornou-se um dos problemas proeminentes que restringem o desenvolvimento saudável da indústria de soldadura.
Nos últimos anos, com o aumento substancial da carga de trabalho de fabrico de soldadura e a popularidade de métodos de soldaduraEm consequência, os problemas profissionais causados pelos fumos de soldadura tornaram-se cada vez mais proeminentes, como o fio fluxado e outros processos e materiais com elevada produção de poeiras.
Nos primeiros tempos, a concentração permitida de fumo e poeiras no ar das oficinas na China era de 6mg/m3.
Atualmente, a Associação de Soldadura da China reduziu a concentração admissível de fumos e poeiras para 4mg/m3 e estabeleceu requisitos claros para a quantidade de poeiras geradas por materiais de soldadura. Tendo em conta os riscos associados aos fumos de soldadura, a American Welding Society elaborou igualmente um manual de ventilação para reduzir a concentração de fumos de soldadura nas oficinas.
Na viragem do século, o Japão estabeleceu normas relevantes para restringir a concentração de fumo e poeiras nas oficinas de soldadura e promoveu ativamente a investigação e o desenvolvimento de novos materiais de soldadura.
No entanto, na produção real, particularmente em áreas com elevada intensidade de soldadura e espaços relativamente fechados, como as oficinas dos estaleiros, a concentração de fuligem pode atingir 9-18 mg/m3 e mesmo 38-312 mg/m3 em espaços confinados seccionais de cabina, o que é muito superior à concentração mínima de fuligem exigida pelas normas e é extremamente prejudicial para a saúde humana.
É evidente que a redução das substâncias perigosas nos fumos e poeiras e a melhoria do ambiente de trabalho dos profissionais da soldadura se tornaram uma questão urgente que tem de ser resolvida na indústria da soldadura.
Atualmente, o tratamento dos fumos de soldadura no país e no estrangeiro é efectuado principalmente nas três direcções seguintes:
(1) Reforçar a proteção pessoal; (2) Otimizar o processo e os materiais de soldadura; (3) Assegurar uma ventilação e exaustão de fumos adequadas.
Este artigo analisa o mecanismo de geração de fumos de soldadura e compara as vantagens e desvantagens das actuais medidas de controlo de fumos. Propõe um novo conceito de controlo de fumos de soldadura através de fabrico inteligente, que fornece uma referência útil para melhorar o controlo de fumos de soldadura.
Devido aos perigos físicos e químicos dos fumos de soldadura para os trabalhadores, é crucial proteger a sua saúde e manter a qualidade do ar no ambiente da operação de soldadura. Isto pode ser conseguido através da compreensão do mecanismo de geração e dos factores que influenciam os fumos de soldadura, explorando a geração, o crescimento e a polimerização processo de soldadura fumos, e controlo e proteção dos fumos na fonte.
Além disso, esta abordagem estabelece uma base teórica para as normas de admissão da indústria para fumos de soldadura.
Mecanismo de formaçãode fumos de soldadura
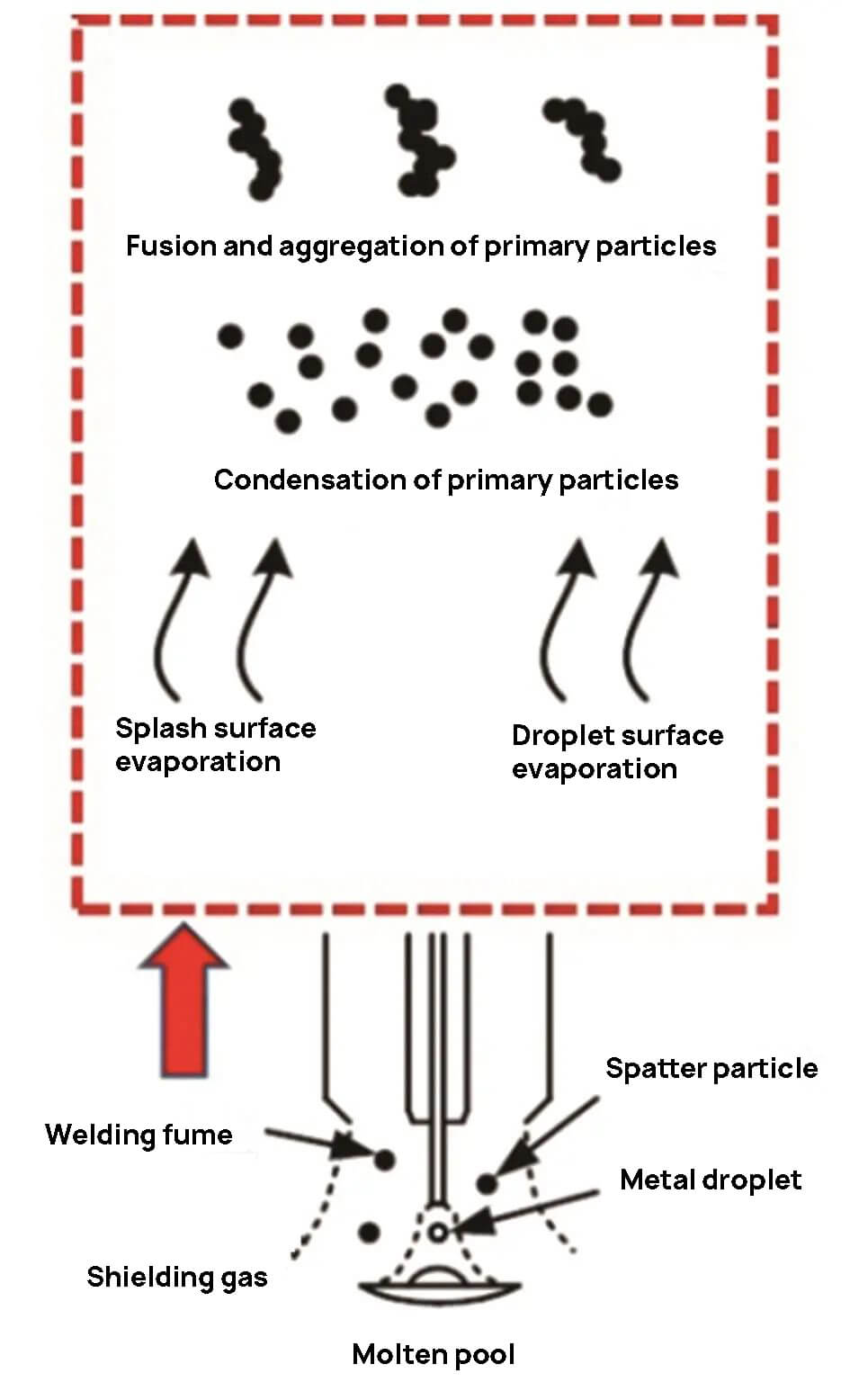
As primeiras investigações sugeriam que o mecanismo de geração de fumos de soldadura era um processo que envolvia sobreaquecimento, evaporação, oxidação e condensação, conforme ilustrado na Figura 1.
Fig.1Diagrama esquemático do processo de formação de fumos
No processo de soldadura, a temperatura no centro do arco é elevada, provocando a evaporação do metal líquido e do não metálico que, por sua vez, gera vapor a alta temperatura e mantém uma determinada concentração de partículas.
Quando o vapor a alta temperatura atinge a zona de baixa temperatura na extremidade do arco, oxida e condensa rapidamente, resultando na formação de "partículas primárias".
Estas partículas primárias são geralmente esféricas e têm um diâmetro de 0,01-0,4 μm, sendo a maioria de 0,1 μm.
Devido à eletricidade estática e ao magnetismo das próprias partículas primárias, estas irão polimerizar-se e formar "partículas secundárias" à medida que a temperatura diminui, que depois se difundem de uma forma específica.
Shi Yuxiang, da Universidade de Ciência e Tecnologia de Wuhan Jiaotong, realizou um estudo aprofundado sobre o mecanismo de formação de fumos de soldadura. Propôs um mecanismo de aerossol para os fumos de soldadura, com o objetivo de explicar o processo de transformação do vapor e dos fumos.
Sugeriu que o mecanismo de nucleação das partículas de aerossóis de soldadura perto do arco se divide em nucleação homogénea e nucleação heterogénea.
A distribuição espetral, a morfologia, a composição e as características estruturais das partículas primárias foram sistematicamente investigadas, tanto experimental como teoricamente, através de microscopia eletrónica de amostragem direta e DMPS.
Descobriu-se que os cristais de Fe3O4 eram compostos principalmente por partículas de 0,01 μm de escala, originárias de aerossóis de soldadura, enquanto as partículas de fumo de 0,1 μm de escala tinham dois tipos de estruturas cristalinas, do tipo espinélio e do tipo fluoreto, que eram formadas pelo mecanismo de condensação heterogénea da transição de partículas de vapor.
As partículas de fuligem acima de 1μm de escala foram formadas principalmente pelo mecanismo de transição de partículas de bolha. Além disso, é proposto um modelo da zona de nucleação de partículas do arco de soldadura, que é de grande importância na análise do processo de formação de partículas de aerossol de soldadura.
As partículas de fuligem geradas durante a soldadura sofrem um crescimento no processo de difusão através da agregação e fusão.
Durante o processo de fusão, várias partículas primárias fundem-se numa única partícula grande, em que a área total da superfície desta última é inferior à soma das áreas de superfície das partículas primárias e não existe qualquer fronteira entre elas.
Em contraste, o processo de agregação é composto por dezenas, ou mesmo centenas, de partículas primárias que aderem à superfície, exibindo limites distintos entre as partículas.
Independentemente de ocorrer agregação ou fusão de partículas, o tamanho, a forma e a concentração das partículas nos fumos de soldadura sofrerão alterações.
Perigos dos fumos de soldadura
O processo de soldadura pode produzir uma grande quantidade de fumo e gases tóxicos prejudiciais para a saúde humana.
Uma parte significativa do fumo de soldadura é constituída por partículas em suspensão que se difundem no ar, enquanto outra parte se dispersa sob a forma de gás tóxico.
As partículas de fuligem produzidas durante a soldadura existem principalmente como óxidos metálicos, que são de composição complexa, altamente viscosos e têm temperaturas elevadas, com tamanhos de partículas não uniformes.
Normalmente, os soldadores têm uma capacidade respiratória de cerca de 20 L/min em ambientes de produção de soldadura. Por conseguinte, a sua capacidade respiratória durante um ano é de aproximadamente 2300m3.
Em soldadura deficiente Em ambientes de produção, um trabalhador pode inalar 100 g de partículas por dia e 2,5 kg de substâncias nocivas em 25 anos de trabalho.
A Tabela 1 apresenta as partículas comuns de óxido metálico produzidas durante a soldadura e os riscos associados.
Quadro 1 Perigos das partículas nos fumos de soldadura
Material
Fonte
Perigo
Óxido férrico
Do material de enchimento e do metal de base
Pneumoconiose férrica ou doença de depósito de ferro causada por inalação prolongada
Óxido de alumínio
Processo de soldadura de materiais de base de alumínio
A deposição de poeiras nos pulmões provoca pneumoconiose
Óxido de manganês
Processo de soldadura a partir de materiais de soldadura com manganês
Irritante para o trato respiratório, causando pneumonia. A exposição prolongada pode afetar o sistema nervoso
Óxido
Elétrodo básico ou fio revestido
Irritante para a mucosa gástrica, causando lesões ósseas
Composto de bário
Material de enchimento para soldadura com bário
Toxicidade, causando deficiência de potássio nos tecidos humanos
Óxido de níquel
Materiais de soldadura de níquel puro ou de ligas à base de níquel
Lesões da mucosa nasal e cancro do pulmão, carcinogéneo de classe I
De acordo com o tamanho das partículas, os fumos de soldadura podem causar vários graus de danos ao corpo humano.
A equipa liderada por Yang Lijun da Universidade de Tianjin realizou uma investigação sobre a distribuição do tamanho das partículas dos fumos de soldadura MIG, analisou o impacto dos parâmetros de soldadura e da transferência de gotículas no tamanho das partículas dos fumos. Os resultados mostraram que as partículas de fuligem exibiram características de distribuição quase-quantizadas, com tamanhos de partículas que caem principalmente na faixa de 0,1 a 1 μm, representando mais de 85%, e tamanhos de partículas menores que 0,1 μm representando cerca de 10%. Além disso, os processos de soldadura, as formas de transferência de gotículas e parâmetros de soldadura tiveram todos certos efeitos no tamanho das partículas de fuligem. Especificamente, a diminuição da tensão de soldadura levou a uma redução do tamanho das partículas de fuligem.
Gomes JF et al. calcularam que o tamanho das partículas dos fumos de soldadura gerados durante o processo de soldadura era de aproximadamente 0,5 μm.
A investigação demonstrou que as partículas de fumo com diâmetros superiores a 10 μm no ar se depositam na nasofaringe, enquanto as partículas com diâmetros inferiores a 10 μm podem ser inaladas pelo corpo humano. As partículas de fumo com diâmetros de 2 a 10 μm podem ser expelidas, mas as que têm diâmetros inferiores a 0,5 μm depositam-se nos pulmões e são difíceis de remover.
O quadro 2 mostra a quantidade residual de TiO2 com diferentes tamanhos de partículas no tecido pulmonar de ratos durante vários dias (unidade: μg). Quanto mais pequeno for o tamanho das partículas, mais penetráveis são e mais difícil é a sua eliminação do organismo. Além disso, as partículas de fumo dispersam-se em partículas primárias mais pequenas nos alvéolos humanos, agravando os seus efeitos nocivos no organismo.
Quadro 2 Teor de diferentes tamanhos de TiO2 no tecido pulmonar do rato (μg)
Hora/dia
TiO2-D(0,03μm)
TiO2-F(0,25μm)
1
347.7±13.1
324.3±6.1
29
202.8±23.0
172.8±12.1
59
140.9±22.6
128.5±16.6
Lauryn M. F. et al. descobriram que o Fe2O3 é o único óxido metálico que promove o cancro do pulmão, e a tendência dos óxidos metálicos que causam inflamação pulmonar é Fe2O3 > Cr2O3+CaCrO4 > NiO. Entre eles, o efeito tóxico do Fe2O3 no pulmão é contínuo, enquanto o efeito tóxico do Cr2O3+CaCrO4 no pulmão é agudo.
Roth J. A. et al. descobriram que a exposição prolongada a fumos de soldadura e a inalação excessiva de manganês podem ter efeitos adversos na saúde humana, incluindo danos nos pulmões, fígado, rins e sistema nervoso central. Os trabalhadores do sexo masculino correm um maior risco de infertilidade.
A exposição a longo prazo a ambientes com concentrações de manganês superiores a 1 mg/m3 pode aumentar o risco de envenenamento por manganês, semelhante à doença de Parkinson.
Para além das muitas partículas de fumo nocivas produzidas pela soldadura, esta também emite muitos gases nocivos, incluindo monóxido de carbono, óxidos de azoto, ozono, fosgénio, fluoreto de hidrogénio e outros componentes nocivos.
O quadro 3 enumera os perigos para o corpo humano dos gases nocivos presentes em alguns fumos de soldadura.
Quadro 3 Gases nocivos e perigos dos fumos de soldadura
Gás nocivo
Produtos
Perigo
Monóxido de carbono
O fluxo de soldadura ou gás de proteção é produzido pela combustão e decomposição do dióxido de carbono.
Dor de cabeça, tonturas, confusão, asfixia
Óxido nítrico
É produzido pela ação dos raios ultravioletas gerados por um arco elétrico sobre o azoto do ar
Irritante para os olhos e para o trato respiratório, provocando congestão pulmonar
Ozono
É produzido pela interação dos raios ultravioleta gerados pelo arco e pelo azoto no ar
O trato respiratório fica seco, causando dores de cabeça, fadiga, congestão pulmonar e doença pulmonar
Fosgénio
É produzido por decomposição de solvente contendo fluoreto, politetrafluoroetileno, revestimento de superfície, etc.
Irritante para as vias respiratórias, nariz e olhos, tóxico, provocando edema pulmonar.
Fluoreto de hidrogénio
Revestimento de eléctrodos e fluxo
Irritação dos olhos, nariz, garganta, congestão pulmonar, alterações ósseas
Proteção dos fumos de soldadura
Devem ser tomadas medidas abrangentes para purificar o ambiente de trabalho de soldadura e proteger a saúde dos trabalhadores, reduzindo as emissões na fonte, reforçando a proteção e promovendo a inovação tecnológica. Isto ajudará a garantir que a concentração de substâncias nocivas geradas pela soldadura se mantenha dentro dos limites permitidos.
Atualmente, existem várias medidas de tratamento comuns disponíveis, tais como a proteção pessoal, a otimização do processo e dos materiais de soldadura e a implementação de sistemas de ventilação e de exaustão de fumos.
1. Proteção pessoal
As medidas de proteção pessoal para os fumos de soldadura envolvem principalmente a utilização de máscaras de ventilação e de despoeiramento, bem como de outros equipamentos de proteção respiratória, para reduzir os danos causados pelos fumos de soldadura aos trabalhadores.
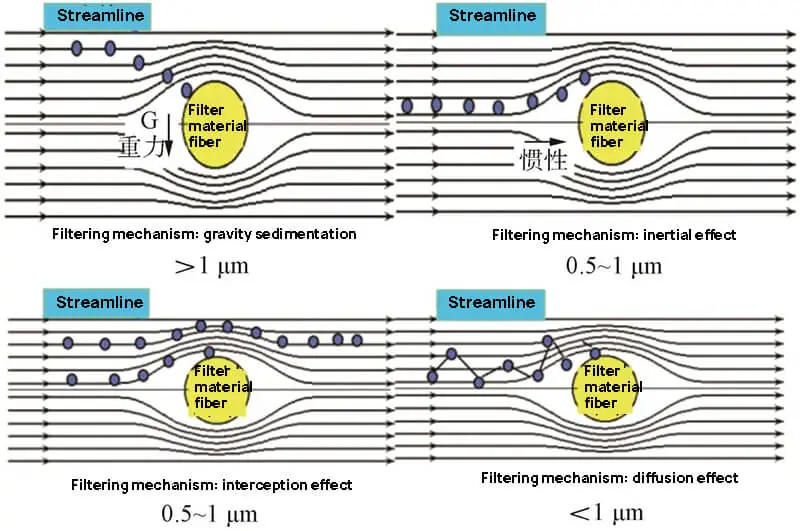
A figura 2 ilustra quatro mecanismos de filtragem dos respiradores para partículas de fumo e poeira de vários tamanhos.
Fig.2 Diagrama esquemático do mecanismo de filtragem das máscaras
(1) Efeito de gravidade:
À medida que o ar contendo partículas de poeira passa através da camada de fibras do material filtrante, as partículas são deslocadas da direção do fluxo de ar pela sua própria gravidade e são depositadas no material filtrante.
Normalmente, as partículas de pó com tamanho superior a 1μm são filtradas eficazmente, enquanto as partículas mais pequenas podem ser ignoradas devido ao seu efeito mínimo na gravidade em comparação com o caudal de gás e outros factores.
(2) Efeito de interceção:
As fibras do material filtrante estão empilhadas de forma irregular e entrelaçadas umas com as outras.
À medida que as partículas de fumo de alta velocidade no ar entram em contacto com o material da fibra, ligam-se à superfície das fibras, resultando numa interceção eficaz das partículas.
(3) Efeito de inércia:
As partículas de fumo são depositadas na superfície da fibra devido ao efeito da força de inércia, uma vez que o fluxo de ar muda frequentemente de direção ao passar pelo material filtrante, fazendo com que se afastem da linha de fluxo. Este fenómeno é particularmente verdadeiro para as partículas de fumo com um tamanho de partícula de 0,5~1,0μm, que são principalmente interceptadas pelo efeito de inércia.
(4) Efeito de difusão:
As partículas com um diâmetro inferior a 0,1 μm à temperatura ambiente movem-se principalmente através do movimento browniano. Quanto mais pequenas forem as partículas, mais fácil será a sua remoção.
As partículas maiores do que 0,5 μm estão principalmente em movimento inercial. Quanto maiores forem as partículas, mais fácil será a sua remoção.
As partículas entre 0,1 μm e 0,5 μm não têm efeitos óbvios de difusão e inércia e são difíceis de remover.
Durante a soldadura, o tamanho das partículas de fumo varia de 10-3 a 102 μm em cinco ordens de grandeza, sendo as partículas de 0,1-0,5 μm as mais penetrantes.
Atualmente, nenhum aparelho de respiração consegue obter um efeito de filtragem ideal para todas as partículas de fumo.
Atualmente, o equipamento de proteção individual tem um efeito protetor fraco contra os gases tóxicos, e a prevenção dos gases tóxicos não pode ser conseguida apenas através da proteção individual.
2. Otimização do processo de soldadura e dos materiais de soldadura
A otimização dos processos e dos materiais de soldadura envolve principalmente o controlo dos fumos de soldadura, reduzindo a taxa de geração de fumos e o teor de substâncias tóxicas nos mesmos.
Existem inúmeros factores que afectam a quantidade de poeira de soldadura produzida.
Atualmente, a investigação sobre poeiras de soldadura em contextos nacionais e internacionais centra-se principalmente em dois aspectos:
O primeiro está a estudar a influência de vários métodos de soldadura e parâmetros de processo na quantidade de poeira gerada, e o segundo está a estudar o impacto da composição do fio de soldadura, do revestimento e do gás de proteção na quantidade de poeira produzida.
2.1 Impacto do processo de soldadura na emissão de poeiras
A quantidade de poeira gerada varia consoante o método de soldadura utilizado.
Quando são utilizados os mesmos parâmetros de processo, a soldadura MIG produz uma taxa de geração de poeiras muito mais elevada do que a soldadura não MIG. Por outro lado, o fumo gerado pela soldadura por arco submerso é mínimo.
A Tabela 4 mostra a quantidade de poeira gerada por vários métodos de soldadura com especificações idênticas.
Em geral, quando se utiliza o mesmo método de soldadura, a quantidade de poeira produzida aumenta à medida que a corrente e tensão de soldadura subir.
Em comparação com a soldadura DC, a soldadura AC gera uma maior quantidade de poeira, mas a quantidade de poeira diminui à medida que a velocidade de soldadura aumenta.
Tabela 4 Taxa de geração de poeiras de diferentes métodos de soldadura
Processo de soldadura
Taxa de produção/(mg-min-1)
FCAW
900~1300
SMAW
300~800
MIG/MAG
200~700
GTAW
3~7
SERRA
3~6
A produção de grandes quantidades de poeiras na soldadura com fio fluxado, soldadura com fio blindado arco metálico A soldadura MIG tem um sério impacto tanto nos soldadores como no ambiente, o que a torna um importante foco de investigação tanto a nível nacional como internacional.
Shi Qian e colegas da Universidade de Ciência e Tecnologia de Lanzhou realizaram uma investigação sobre a quantidade de poeira gerada pela soldadura com fio fluxado auto-protegido sob diferentes parâmetros de processo.
As suas conclusões indicam que, na soldadura de pequena especificação, a quantidade de poeira gerada aumentou significativamente devido ao aumento dos salpicos durante a transição de curto-circuito e a transição da coluna de escória. Na soldadura de grandes especificações, a taxa de evaporação da gota e do metal de base aquecido é acelerada devido ao aumento da entrada de calor, resultando num aumento da quantidade de poeira gerada. O modo de transferência da gota teve pouco efeito sobre a quantidade de poeira gerada.
Estes resultados também foram confirmados na investigação de Zhang Junqiang sobre o mecanismo de geração de fumo e poeira da soldadura com fio fluxado auto-protegido. O estudo constatou que o fumo e a poeira agregados gerados na área do fumo e da poeira de salpicos e na área do fumo e da poeira de gotículas aumentavam consideravelmente a quantidade total de fumo e de poeira.
Yamamoto et al. utilizaram CO2 como gás de proteção na soldadura com fio fluxado 26%.
Com um aumento da corrente de soldadura, a quantidade de poeira de soldadura diminui gradualmente.
O autor também desenvolveu um processo avançado de soldadura por arco com proteção gasosa de dióxido de carbono puro, utilizando o método de corrente pulsada para controlar a gota.
Este método utiliza uma corrente elevada para fundir o fio de soldadura e depois reduz a corrente durante a transferência de gotas. Isto assegura que a gota pode ser suavemente transferida para a poça de fusão com um comprimento constante, resultando na formação e separação regular de gotas de metal e reduzindo a quantidade de poeira gerada pelo 50%.
Scotti estudou a influência do comprimento do arco, do diâmetro da gota e da corrente de curto-circuito na quantidade de poeira gerada pelo GMAW, utilizando um método de controlo variável.
Os resultados mostram que, durante a transição de curto-circuito, um aumento do diâmetro da gota, da corrente de curto-circuito e do comprimento do arco leva a um aumento da quantidade de poeira gerada. Uma corrente de curto-circuito mais elevada torna a evaporação do metal na superfície da ponte líquida mais intensa quando a gota entra na poça de fusão, aumentando a quantidade de poeira gerada. Quando estes factores trabalham em conjunto, o aumento da emissão de poeiras é mais notório.
Bu Zhixiang da Universidade de Tecnologia de Hubei e outros realizaram uma experiência ortogonal com CO2 soldadura com proteção gasosa de fio de soldadura sólido como objeto de investigação, e utilizaram a corrente de soldadura, a tensão de soldadura e a velocidade de soldadura como os três factores experimentais. Tomaram a taxa e a quantidade de poeira de soldadura como indicadores experimentais.
Através da análise de variância e análise de gama de dados de teste ortogonal, os resultados mostram que os principais factores que afectam a taxa de formação de fumos de soldadura são a corrente de soldadura e a tensão de soldadura, e a velocidade de soldadura não tem efeito significativo na taxa de formação de fumos de soldadura. Quando a tensão de soldadura é de 22-24 V, a corrente de soldadura é de 290-320 A, e a velocidade de soldadura é de 26 cm/min, a quantidade de pó de soldadura é a mais baixa.
A quantidade de fumos de soldadura não está apenas relacionada com o material de enchimento, mas também intimamente relacionada com a composição do gás de proteção.
K. R. Carpenter et al. adicionaram O2 e CO2 ao gás de proteção do processo GMAW e verificaram que a adição de 2% O2 à mistura binária Ar-CO2 não teve qualquer efeito na taxa de formação de poeiras.
Quando o O2 na mistura ternária aumenta, a taxa de geração de poeira aumenta ao nível de 5% CO2, mas não aumenta significativamente ao nível de 12% CO2.
A quantidade de poeira gerada pode ser controlada ajustando a quantidade de CO2 adicionada ao gás misturado, de acordo com um estudo da equipa de Li Zhuoxin da Universidade de Tecnologia de Pequim sobre o teor de Cr (Ⅵ) nos fumos de soldadura de aço inoxidável.
Seus resultados indicaram que a fração de massa de Cr (Ⅵ) na fumaça aumentou com a oxidação mais forte do gás de proteção durante a soldagem com proteção de gás. Além disso, o Cr (Ⅵ) aumentou com correntes eléctricas mais elevadas (150~250 A) durante a soldadura com proteção gasosa. Soldadura MAGe a razão de massa de Cr (Ⅵ) na fumaça de transferência de curto circuito para o Cr total foi maior do que a da fumaça de transferência de jato durante o GMAW.
Um relatório apresentado por Vishal Vats na reunião intercalar do Oitavo Comité do IIW 2022 salientou que a adição de oxigénio ao gás de proteção GMAW promoveria a formação de Cr3+ e Cr6+, bem como o aumento de elementos nocivos como Mn, Fe e Ni nos fumos.
Estes resultados sugerem que a quantidade de poeiras de soldadura é influenciada pelos parâmetros do processo de soldadura e que a seleção de parâmetros adequados pode reduzir as emissões de poeiras e promover um ambiente mais saudável. No entanto, existe um efeito de acoplamento entre o processo de soldadura e qualidade da soldadura que pode exigir o sacrifício da qualidade e da eficiência para reduzir as emissões de fumo, o que apresenta limitações nas aplicações práticas.
A utilização crescente de métodos de soldadura eficientes (soldadura de duplo fio/multiarame, soldadura híbrida por arco a laser) na engenharia aumenta ainda mais os requisitos das especificações de soldadura e torna o tratamento dos fumos de soldadura mais difícil.
2.2 Efeito dos materiais de soldadura na emissão de poeiras
Durante o processo de soldadura, os óxidos metálicos produzidos pela soldadura materiais a altas temperaturas misturam-se com vários agentes cancerígenos. Se os operadores inalarem excessivamente estas partículas, podem causar uma série de doenças.
Para atenuar estes riscos, o desenvolvimento de materiais de soldadura ecológicos pode controlar eficazmente os componentes nocivos do fumo e das poeiras na fonte.
A investigação sobre materiais de soldadura ecológicos no país e no estrangeiro centra-se principalmente em três aspectos:
(1) Ao modificar a composição da pele do medicamento, é possível reduzir a quantidade de poeira gerada pelo material.
(2) Reduzir o teor de substâncias pesadas elementos metálicos nos fumos e poeiras de soldadura.
(3) Os fumos de soldadura devem ser tratados através da utilização de materiais de soldadura que não sejam de liga.
A quantidade de poeira gerada durante a soldadura é influenciada pela composição do revestimento do elétrodo, pela composição química do pó e pela tira de aço do fio de soldadura. Os factores de influência são complexos.
A fluorite e o silicato de sódio são os principais responsáveis pela formação de poeiras no revestimento dos eléctrodos e os seus produtos de reação representam mais de 50% da quantidade total de fumos e poeiras.
Os materiais que contêm K e Na aumentam a quantidade de poeira gerada, enquanto a liga de silício e cálcio e o pó de magnésio podem inibi-la.
Uma investigação realizada por Jiang Jianmin e outros na Universidade de Tecnologia de Pequim descobriu que a redução do teor de pó de ferro no núcleo do fluxo do fio pode diminuir a quantidade de poeira gerada durante a soldadura de 33% para 47%.
De acordo com um relatório de Mruczek MF, um fabricante estrangeiro de material de soldadura desenvolveu um fio fluxado com baixo teor de manganês que pode reduzir eficazmente o teor de Mn nos fumos de soldadura. No entanto, isto pode levar a propriedades mecânicas fracas da soldadura.
A North T H descobriu que a adição de partículas compósitas contendo Mn no núcleo pode reduzir significativamente o teor de Mn nos fumos de soldadura, evitando a oxidação do Mn e deixando mais Mn na soldadura.
Dennis J H et al. adicionaram elementos activos (Zn, Al, Mg) ao fio fluxado, o que pode reduzir significativamente o teor de Cr6+ nos fumos de soldadura, permitindo que os elementos activos se oxidem preferencialmente. No entanto, a adição de Zn ao soldadura de aço inoxidável pode reduzir o teor de Cr nos fumos de soldadura, mas acelera a taxa de formação de fumo.
Mortazavi S B et al. descobriram que a redução do teor de K nos materiais de soldadura e o aumento do teor de Li podem reduzir o teor de K2CrO4 e subsequentemente reduzir o teor de Cr6+ nos fumos de soldadura através do Li.
Além disso, Topham N et al. demonstraram que a redução do teor de Na e K nos materiais de soldadura de aço inoxidável austenítico e a adição de 30% tetraetil silano (TEOS) no gás de proteção podem reduzir o teor de Cr (VI) nos fumos de soldadura de aço inoxidável.
No entanto, o método de dessoldagem dos materiais de soldadura utilizado para reduzir os componentes nocivos nos fumos de soldadura pode não satisfazer os requisitos de propriedades mecânicas, resistência à corrosão e resistência ao desgaste necessários para as estruturas de soldadura.
Atualmente, o grau de liga do metal de base utilizado é muito elevado. Do aço de baixo carbono ao aço de baixa liga, e depois à liga de alta entropia, o nível de liga está a aumentar.
Simultaneamente, a adição de elementos de liga tais como Mn, Cr, Ni, Mo, Co e outros aos materiais de soldadura (material de base + fio de soldadura) podem melhorar significativamente as propriedades mecânicas e a resistência à corrosão dos componentes de soldadura, aumentar a sua vida útil e alargar a gama de aplicações dos materiais metálicos.
Por conseguinte, muitas vezes não é prático tratar os fumos e as poeiras através da soldadura de materiais de soldadura na produção real.
3. Ventilação e exaustão de fumos
A ventilação e a exaustão de fumos são atualmente os métodos mais eficazes de tratamento na produção, que incluem principalmente dois tipos de métodos:
O primeiro método envolve a instalação de dispositivos locais de extração de fumos ou a utilização de pistolas de soldadura com fumos na estação de soldadura, para controlar a difusão adicional de fumos de soldadura e de gases nocivos, e para os controlar a partir da fonte.
O segundo método consiste em melhorar o ambiente de trabalho da oficina de soldadura através de uma ventilação completa e de uma ventilação por deslocação da instalação.
3.1 Extração local de fumos
Atualmente, os principais métodos de extração local de fumos incluem principalmente a fumagem de pistolas de soldadura e a ventilação local e a remoção de poeiras.
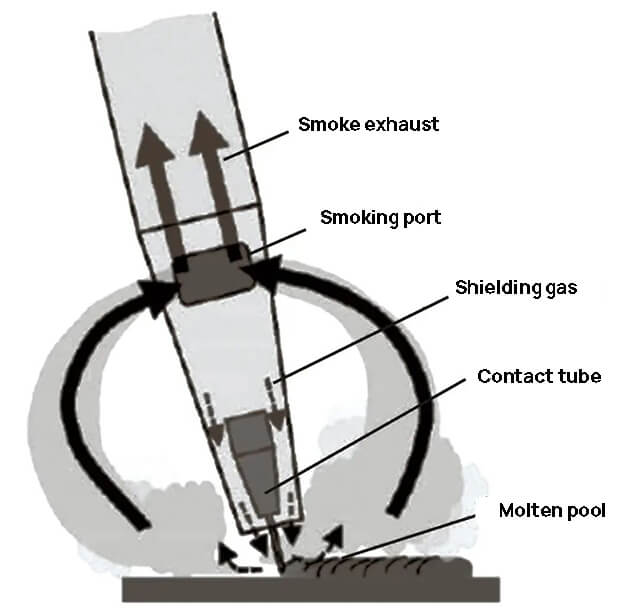
O princípio da pistola de soldadura com fumos é ilustrado na Figura 3. A boca de fumo gera sucção para capturar o fumo e as poeiras, evitando a sua difusão e a poluição ambiental.
Em comparação com outros equipamentos de processamento local, as pinças de soldadura por fumos oferecem maior flexibilidade em termos de posicionamento e ajuste de ângulo, permitindo que os soldadores trabalhem com menos restrições.
Fig.3 Diagrama esquemático de uma tocha de fumo
A ventilação local envolve a utilização de exaustores especializados para extrair diretamente os fumos de soldadura da zona de soldadura e, subsequentemente, libertar os fumos recolhidos para o exterior, depois de submetidos a um tratamento de redução de poeiras. O princípio da ventilação local é ilustrado na Figura 4.
Fig.4 Diagrama esquemático do ventilador local
A investigação indica que a ventilação local é mais eficiente do que a ventilação geral.
Flynn MR efectuou um estudo que comparava a eficácia do despoeiramento de um sistema de ventilação em três condições: sem ventilação interior, vento natural e ventilação mecânica. Os resultados revelaram que o ventilador combinado com o sistema de ventilação local tinha a maior eficiência de despoeiramento.
Numa outra experiência, Meeker JD avaliou um sistema comercial de ventilação local e equipamento de despoeiramento. O estudo concluiu que a concentração de Mn no fumo do ar diminuiu 25%, a matéria particulada diminuiu 40% e o Cr6+ diminuiu 68% após a utilização do equipamento. Assim, a ventilação local e a remoção de poeiras é um método de ventilação eficaz.
No entanto, é de notar que o equipamento local de extração de fumos só é adequado para a soldadura de peças de pequenas dimensões e tem uma aplicação limitada em trabalhos pesados. soldadura de estruturas oficinas. Isto deve-se ao facto de a estação de soldadura de estruturas pesadas ser móvel e de os pontos de fumo e poeira mudarem constantemente, o que torna difícil considerar o espaço global utilizando o despoeiramento local.
3.2 Ventilação geral e ventilação de deslocamento
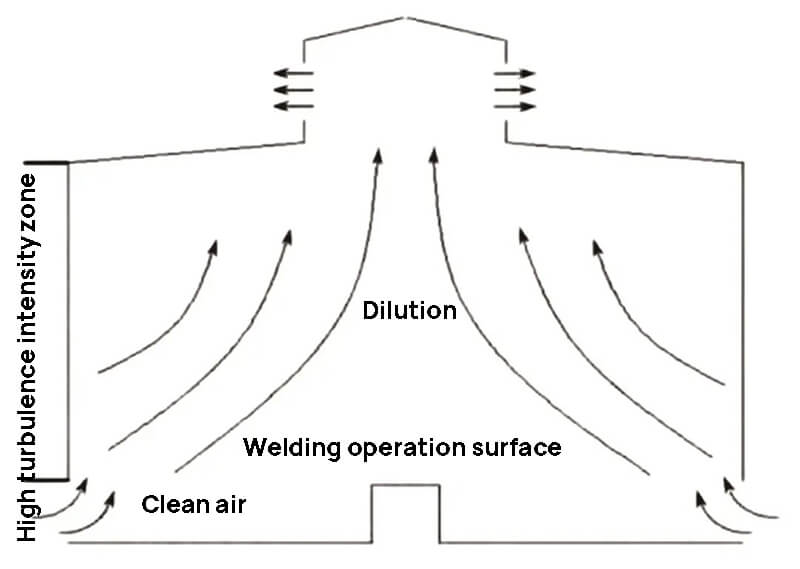
A ventilação geral, também conhecida como ventilação de diluição, refere-se ao processo de diluição do ar poluído interior com ar limpo através da utilização de portas, janelas e tectos. Este processo tem como objetivo reduzir a concentração de substâncias nocivas no ar interior e garantir que o ambiente interior cumpre as normas de qualidade do ar.
O seu princípio é apresentado na Fig. 5.
Fig.5 Diagrama esquemático da ventilação geral
A ventilação geral é adequada para ambientes com baixas concentrações de substâncias nocivas e é normalmente utilizada como um modo auxiliar para ventilação local e remoção de poeiras.
C. E. Feigley et al. estudaram e discutiram o fator de segurança K na fórmula de cálculo do volume de ar para a ventilação por diluição e propuseram um fator de mistura Km mais objetivo com base em medições experimentais.
Liu Siyan et al. realizaram testes para avaliar a concentração de riscos químicos numa oficina de soldadura antes e depois da implementação do tratamento de ventilação mecânica. Após o tratamento de ventilação, o teor no ar de manganês e seus compostos, fumos de soldadura, ozono, monóxido de carbono e óxidos de azoto na oficina diminuiu, sendo a redução mais significativa encontrada para o manganês e seus compostos, com uma diminuição da concentração de 82%.
A ventilação por deslocamento é desenvolvida com base na ventilação geral e o seu princípio é ilustrado na Figura 6.
Fig.6 Diagrama esquemático da ventilação por deslocamento
Devido ao calor gerado durante o processo de soldadura, forma-se um gradiente de temperatura estável na oficina de soldadura, o que reduz a velocidade do vento e provoca uma diferença de temperatura (ΔT=2~4 ℃) entre o ar fresco fornecido diretamente à área de trabalho interior.
Como resultado, o ar mais frio desce primeiro sob a influência da gravidade e espalha-se gradualmente pelo chão, formando uma camada de ar fresco. À medida que a temperatura aumenta, este ar fresco sobe, eliminando continuamente o ar poluído.
Além disso, o ar fresco é continuamente fornecido à sala através da conduta de ar, enquanto a abertura de retorno do ar acima da oficina aspira o ar interior devido a múltiplos factores.
O ar fresco acima do solo na área de trabalho move-se lentamente para cima, formando um fluxo de ar ascendente uniforme. Isto substitui gradualmente o ar poluído na oficina, purificando o ar.
O método de despoeiramento por ventilação por deslocação não só poupa o consumo de energia como também proporciona uma maior eficiência de purificação. R. Nienel et al. realizaram um estudo sobre o sistema de ventilação por deslocamento de grandes instalações de soldadura.
Ao analisar a distribuição espacial das partículas geradas durante o processo de soldadura, verificaram que a concentração de partículas na área de atividade do pessoal na parte inferior da fábrica era significativamente inferior à concentração na parte superior da fábrica, demonstrando assim a eficácia da ventilação por deslocamento na descarga de partículas da fábrica de soldadura.
Atualmente, a investigação sobre a ventilação por deslocamento centra-se principalmente na otimização da distribuição do ar, dos parâmetros de fornecimento de ar e da posição de saída da ventilação por deslocamento utilizando a simulação numérica CFD. Esta investigação tem como objetivo melhorar a eficiência da ventilação e fornecer orientações teóricas para otimizar a conceção da ventilação por deslocamento.
Conclusão
(1) A produção e o perigo dos fumos de soldadura são determinados por processos físicos e químicos complexos, sendo necessárias medidas abrangentes para o seu tratamento.
(2) O controlo completo dos fumos de soldadura e de outros factores perigosos não pode ser conseguido apenas através de proteção passiva.
(3) A inovação dos processos de soldadura inteligentes e automáticos e dos sistemas de soldadura abriu um novo caminho para conseguir uma soldadura ecológica e eficiente e uma produção limpa.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre como soldar peças metálicas extremamente espessas sem passar por vários passes? A soldadura por escória eléctrica (ESW) oferece uma solução eficiente, utilizando escória fundida para gerar o calor necessário para...
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para calcular o consumo de...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...