Fundamentos da soldadura de juntas: Um guia completo
Já alguma vez se interrogou sobre a forma como a soldadura transforma peças metálicas separadas num todo unificado? Este artigo explora o fascinante mundo das juntas soldadas, examinando os seus tipos, características mecânicas e os factores críticos na sua conceção. Descubra como estas juntas afectam a resistência e a durabilidade das estruturas metálicas.
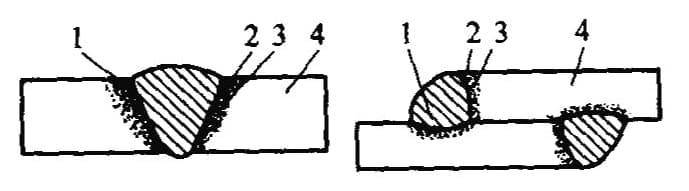
As juntas de soldadura por arco são estruturas complexas compostas por quatro regiões distintas, cada uma com caraterísticas e propriedades únicas:
Cordão de soldadura: A parte central da junta onde o material de enchimento e os metais de base se fundiram e solidificaram juntos. Esta região apresenta normalmente a maior resistência, mas também pode ser propensa a defeitos se não for corretamente executada.
Zona de fusão: A área de transição entre o cordão de soldadura e o material de base, onde ocorre a fusão parcial. Esta zona é crítica para assegurar uma ligação e transferência de carga adequadas entre a soldadura e o metal de base.
Zona afetada pelo calor (HAZ): A parte do material de base que sofre alterações significativas de temperatura durante a soldadura, mas que não derrete. A ZTA sofre frequentemente alterações microestruturais que podem afetar as propriedades mecânicas da junta.
Material de base: O metal de base não afetado adjacente à ZTA, que mantém as suas propriedades e microestrutura originais.
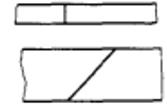
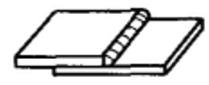
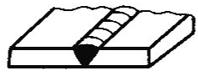
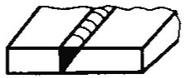
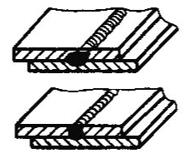
Composição da junta de soldadura por fusão a) Junta de topo b) Junta sobreposta
1 - Metal de solda 2 - Arame derretido 3 - Zona afetada pelo calor 4 - Material de base
1) Desempenho mecânico heterogéneo das juntas de soldadura
Devido aos vários processos metalúrgicos que ocorrem durante a soldadura, e devido aos diferentes ciclos térmicos e ciclos de deformação que afectam diferentes áreas, ocorrem disparidades significativas na estrutura e nas propriedades dessas áreas. Isto resulta num desempenho mecânico heterogéneo de toda a junta.
2) Distribuição e concentração irregular de tensões em juntas de soldadura
As descontinuidades geométricas inerentes às juntas de soldadura conduzem a uma distribuição desigual da tensão de trabalho e à subsequente concentração de tensões. Quando existem defeitos de soldadura, ou quando a forma do cordão de soldadura ou da junta é impraticável, a concentração de tensões intensifica-se, afectando a resistência da junta, particularmente a sua resistência à fadiga.
3) Tensão residual e deformação devido a aquecimento irregular durante a soldadura
A soldadura é um processo de aquecimento localizado. Durante soldadura por arcoA temperatura no cordão de soldadura pode atingir o ponto de ebulição do material, mas diminui rapidamente para longe do cordão até à temperatura ambiente. Este campo de temperatura desigual conduz a tensões residuais e a deformações no interior da soldadura.
4) Elevada rigidez das juntas de soldadura
Através da soldadura, a costura e os componentes tornam-se unificados, produzindo um maior grau de rigidez em comparação com as juntas rebitadas ou encolhidas.
2. Formas básicas de juntas
Junta soldada (também designada por junta): Uma junta ligada por soldadura.
Juntas soldadas mais utilizadas:
Junta de topo, junta em T, junta cruzada, junta sobreposta, junta de canto, junta de borda, junta de manga, junta de topo biselada, junta flangeada e junta de topo em duplo V, entre outras.
Os tipos básicos de juntas soldadas.
Nome
Formação de cordões de soldadura
Nome
Formação de cordões de soldadura
Junta de topo
Conector de terminal
Junta em T
Conector de topo oblíquo
Junta de canto
Conector flangeado
Junta sobreposta
Conector de topo selado
1. Junta de topo
Uma junta de topo é formada pela soldadura das arestas adjacentes de duas peças de trabalho posicionadas no mesmo plano. Esta configuração de junta é amplamente adoptada em várias estruturas soldadas devido ao seu design refinado, capacidade de carga superior, elevada relação resistência/peso e utilização eficiente dos materiais.
A popularidade da junta de topo deve-se à sua capacidade de transmitir forças diretamente através da soldadura, resultando numa distribuição de tensões mais uniforme em comparação com outros tipos de juntas. Esta caraterística torna-a particularmente adequada para aplicações que envolvam cargas cíclicas ou ambientes propensos à fadiga, tais como recipientes sob pressão, condutas e estruturas de aço estrutural.
No entanto, a natureza de borda a borda da ligação impõe requisitos rigorosos na preparação e alinhamento das superfícies de contacto. A preparação precisa da borda, incluindo o chanfro para materiais mais espessos, e a manutenção de tolerâncias de ajuste apertadas são cruciais para garantir a penetração total e minimizar o risco de defeitos de soldadura.
Na produção de soldadura, o cordão de soldadura de uma junta de topo apresenta normalmente um perfil ligeiramente convexo, sobressaindo acima da superfície do material de base. Embora este reforço possa proporcionar uma resistência adicional, também cria uma descontinuidade geométrica. Esta superfície não uniforme pode levar a uma concentração de tensões no topo da soldadura - a zona de transição entre o metal de soldadura e o material de base. Para mitigar este problema, podem ser empregues tratamentos pós-soldadura, como a retificação ou a maquinagem, para obter uma superfície nivelada, particularmente em aplicações em que a resistência à fadiga ou as propriedades aerodinâmicas são críticas.
As técnicas de soldadura modernas, como a soldadura a laser automatizada ou a soldadura por feixe de electrões, podem produzir juntas de topo de alta qualidade com distorção mínima e zonas afectadas pelo calor estreitas, melhorando ainda mais as propriedades mecânicas da junta e a integridade estrutural global.
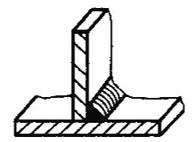
2. Articulação em T
Uma junta em T (ou junta cruzada) é formada pela ligação de membros perpendiculares utilizando uma soldadura de filete, criando uma configuração semelhante à letra "T". Esta junta versátil pode suportar forças e binários multidireccionais, o que a torna essencial em várias aplicações estruturais. As juntas em "T" encontram-se predominantemente em estruturas de caixas, no fabrico de recipientes sob pressão (tais como ligações tubo-casca) e na fixação de anéis de reforço de câmaras de visita aos corpos dos recipientes.
A geometria das juntas em T apresenta desafios únicos na distribuição de tensões. A transição abrupta do cordão de soldadura para o material de base provoca uma distorção significativa do fluxo de forças sob cargas externas, resultando num campo de tensões altamente não-uniforme e complexo. Este fenómeno leva a concentrações de tensão substanciais tanto na raiz como na ponta da soldadura de filete, que são áreas críticas propensas a falhas por fadiga.
Para atenuar estas concentrações de tensão e melhorar o desempenho da junta, podem ser utilizadas várias estratégias:
Soldadura de penetração total: Esta técnica assegura uma fusão completa em toda a espessura da junta, reduzindo a probabilidade de defeitos na raiz e melhorando a transferência de carga.
Perfil de soldadura optimizado: A conceção de uma transição suave entre a soldadura e o material de base pode ajudar a redistribuir as tensões de forma mais uniforme.
Tratamento térmico pós-soldadura (PWHT): Este processo pode aliviar as tensões residuais e melhorar as propriedades mecânicas globais da junta soldada.
Retificação do dedo do pé da soldadura: A remoção cuidadosa de material na extremidade da soldadura pode reduzir a concentração de tensões e melhorar a vida à fadiga.
Conceção correta da junta: A incorporação de caraterísticas como reforços ou entalhes pode ajudar a distribuir as cargas de forma mais eficiente pela junta.
Ao conceber e fabricar juntas em T, os engenheiros devem considerar cuidadosamente factores como a seleção de materiais, parâmetros de soldadura e potenciais cenários de carga para garantir um desempenho ideal da junta e a sua longevidade em serviço.
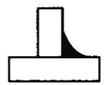
Junta em T
3. Junta sobreposta
Uma junta sobreposta é criada através da sobreposição de duas placas e da realização de uma soldadura de filete na extremidade ou no lado, ou através da adição de uma soldadura de encaixe ou de ranhura. Devido ao desalinhamento das linhas de centro das duas placas na junta sobreposta, é gerado um momento de flexão adicional sob carga, que pode afetar resistência da soldadura.
Por conseguinte, as juntas sobrepostas não são normalmente utilizadas para os principais elementos de suporte de pressão em caldeiras e recipientes sob pressão.
A alteração significativa da forma dos componentes devido às juntas sobrepostas leva a uma concentração de tensões mais complexa em comparação com as juntas de topo, resultando numa distribuição de tensões extremamente desigual ao longo da junta.
Nas juntas sobrepostas, com base nas diferentes direcções de tensão que actuam na soldadura de filete de sobreposição, estas soldaduras podem ser classificadas como frontais, laterais ou diagonais soldaduras de filete.
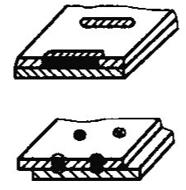
Junta sobreposta
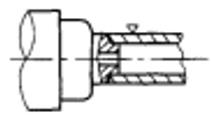
Para além da soldadura de duas chapas de aço empilhadas na extremidade ou no lado, as juntas sobrepostas também envolvem a soldadura de ranhuras e a soldadura de tampões (orifícios redondos e orifícios alongados). A estrutura de uma junta sobreposta soldada com ranhura é apresentada na figura.
Primeiro, a peça de trabalho a ser ligada é perfurada numa ranhura e, em seguida, a ranhura é preenchida com metal de solda. A secção transversal da soldadura de ranhura é retangular e a sua largura é o dobro da espessura do componente ligado. O comprimento da ranhura deve ser ligeiramente mais curto do que o comprimento da volta.
A soldadura de tampões envolve perfuração furos nas placas a serem unidas, substituindo a ranhura na soldadura de ranhura, e utilizando metal de solda para preencher estes furos, ligando assim as duas placas. A soldadura de tampões pode ser dividida em dois tipos: soldadura de tampões com orifícios circulares e soldadura de tampões com orifícios alongados, como mostra a figura.
4. Junta de canto
Uma junta de canto é formada quando duas placas são soldadas nas suas extremidades num determinado ângulo. As juntas de canto são normalmente utilizadas em estruturas em caixa, juntas de tubos em sela e ligações com corpos cilíndricos. A ligação entre os tubos de fogo e as tampas das extremidades em pequenas caldeiras também assume esta forma.
Tal como as juntas em T, as juntas de canto de uma face têm uma resistência extremamente baixa aos momentos de flexão inversa. A menos que as chapas sejam muito finas ou a estrutura não seja crítica, os chanfros devem geralmente ser feitos para soldadura de dupla face, caso contrário, a qualidade não pode ser assegurada.
Ao selecionar o tipo de junta, deve ter-se em conta, em primeiro lugar, a estrutura do produto, bem como factores como as condições de tensão e os custos de processamento.
Por exemplo:
As juntas de topo são muito utilizadas porque distribuem uniformemente as tensões e poupam metal. No entanto, as juntas de topo requerem dimensões de corte e montagem precisas.
As juntas em T suportam, na sua maioria, pequenas tensões de corte ou servem apenas como soldaduras de ligação.
As juntas sobrepostas não exigem grande precisão de montagem e são fáceis de montar, mas a sua capacidade de carga é baixa, pelo que são geralmente utilizadas em estruturas não críticas.
Os requisitos de qualidade da soldadura, dimensão da soldadura, posição da soldadura, espessura da peça de trabalho, dimensões geométricas e condições de trabalho na conceção de juntas soldadas determinam a diversidade na seleção de métodos de soldadura e processos de formulação. A conceção e a seleção razoáveis das juntas soldadas não só garantem a resistência das soldaduras e da estrutura global do aço, como também simplificam o processo de produção e reduzem os custos de fabrico.
Principais factores na conceção e seleção de juntas soldadas:
Integridade estrutural: Assegurar que a junta soldada cumpre ou excede os requisitos de resistência mecânica, térmica e química da aplicação pretendida, considerando factores como a carga estática e dinâmica, a resistência à fadiga e as condições ambientais.
Soldabilidade: Selecionar uma configuração de junta compatível com o processo de soldadura escolhido, considerando factores como a espessura do material, a acessibilidade e o potencial de automatização. Assegurar que a conceção da junta facilita a fusão e a penetração adequadas.
Simplificação e otimização: Conceber as juntas de forma a serem tão simples quanto possível, dando prioridade às posições de soldadura planas e automatizadas. Minimize as soldaduras verticais e suspensas e evite colocar a tensão máxima diretamente na soldadura. Utilizar o desenho assistido por computador (CAD) e a análise de elementos finitos (FEA) para otimizar a geometria da junta.
Compatibilidade de materiais: Escolha processos de soldadura e materiais de enchimento que garantam a funcionalidade da junta a temperaturas de projeto e em ambientes corrosivos. Considere factores como a expansão térmica, a corrosão galvânica e os requisitos de tratamento térmico pós-soldadura.
Controlo da distorção: Minimizar a deformação induzida pela soldadura e as tensões residuais através de uma conceção adequada da junta, da sequenciação e do controlo da entrada de calor. Equilibrar os requisitos técnicos com as competências do pessoal e as capacidades do equipamento disponíveis.
Eficiência estrutural: Conceber as soldaduras para servirem de elementos de ligação sempre que possível, integrando-as na conceção estrutural global para uma transferência de carga e utilização de material optimizadas.
Inspeccionabilidade: Assegurar que a junta soldada é facilmente acessível para inspeção em processo e pós-soldadura, acomodando vários métodos de ensaio não destrutivo (NDT), tais como inspeção visual, ultra-sónica ou radiográfica.
Rentabilidade: Otimizar a preparação da junta e os procedimentos de soldadura para minimizar os custos de mão de obra, material e equipamento sem comprometer a qualidade. Considere factores como a preparação dos bordos, as tolerâncias de ajuste e a posição de soldadura.
Otimização da soldadura de filete: Evite soldaduras de filete demasiado grandes, uma vez que a investigação indica que filetes maiores têm retornos decrescentes na capacidade de suporte de carga por unidade de área. Utilize a análise de tensão e os códigos para determinar o tamanho ideal do filete para a aplicação.
Padronização: Sempre que possível, utilize desenhos de juntas e símbolos de soldadura padronizados para melhorar a comunicação, reduzir erros e facilitar o fabrico consistente em todos os projectos.
Tabela 1-2: Conceção comparativa de formas de juntas soldadas
A posição do cordão de soldadura concebida deve facilitar a soldadura e a inspeção
Para reduzir a concentração de tensões no cordão de soldadura por sobreposição, este deve ser concebido como uma junta com um certo alívio de tensões
Cortar os cantos afiados das nervuras de reforço
Os cordões de soldadura devem ser distribuídos
Evitar os cordões de soldadura cruzada
Os cordões de soldadura devem ser concebidos no eixo neutro ou perto dele, numa posição simétrica
Os cordões de soldadura sujeitos a flexão devem ser concebidos no lado da tensão e não no lado da compressão não soldada.
Evitar colocar os cordões de soldadura onde a tensão está concentrada.
Os cordões de soldadura devem ficar afastados das zonas de tensão máxima.
A superfície de processamento deve estar isenta de cordões de soldadura.
A posição dos cordões de soldadura automáticos deve ser concebida de forma a minimizar o ajuste do equipamento de soldadura e o número de viragens da peça de trabalho.
3. Formas básicas de cordões de soldadura
Um cordão de soldadura é a junta formada após a soldadura de peças.
Categorias:
1. Com base no posicionamento espacial, pode ser dividido em: cordões de soldadura planos, cordões de soldadura horizontais, cordões de soldadura verticais e cordões de soldadura suspensos.
2. Com base no método de junção, podem ser classificados em: cordões de soldadura de topo, cordões de soldadura de canto e cordões de soldadura de encaixe.
3. Com base na continuidade, podem ser classificados em: cordões de soldadura contínuos e cordões de soldadura intermitentes.
4. Com base no suporte de carga, pode ser dividido em: cordões de soldadura de trabalho e cordões de soldadura de contacto.
O cordão de soldadura é um componente crucial da junta soldada. As formas básicas do cordão de soldadura são o cordão de soldadura da junta de topo e o cordão de soldadura da junta de canto.
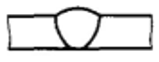
1. Costuras de soldadura de topo:
Os cordões de soldadura de topo são formados ao longo da junção entre duas peças. Podem ter uma configuração sem ranhura (ou ranhura em forma de I) ou uma configuração com ranhura. A forma da superfície da costura de soldadura pode ser convexa ou nivelada com a superfície.
2. Costuras de soldadura de canto:
Forma da secção transversal dos cordões de soldadura de canto
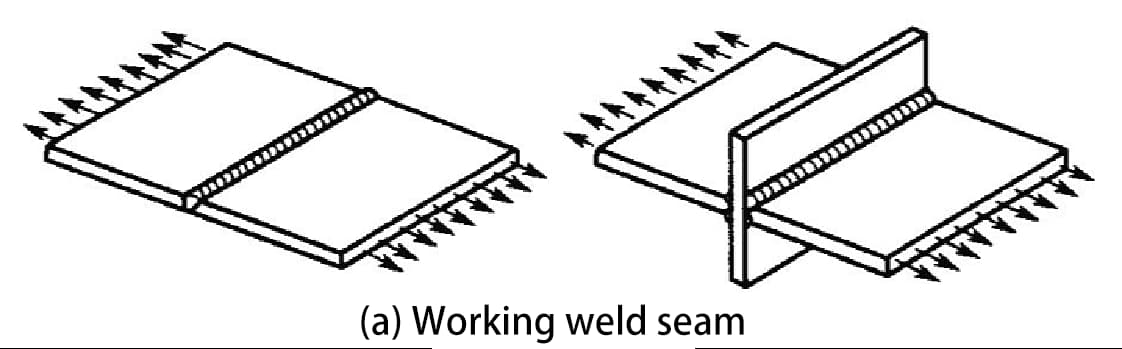
4. Cordões de soldadura de trabalho e cordões de soldadura de contacto
Cordões de soldadura de trabalho (também conhecidos como cordões de soldadura de suporte de carga)
São cordões de soldadura que, em série com as peças soldadas, suportam principalmente cargas. Se estes cordões se romperem, a estrutura de aço sofrerá imediatamente danos graves.
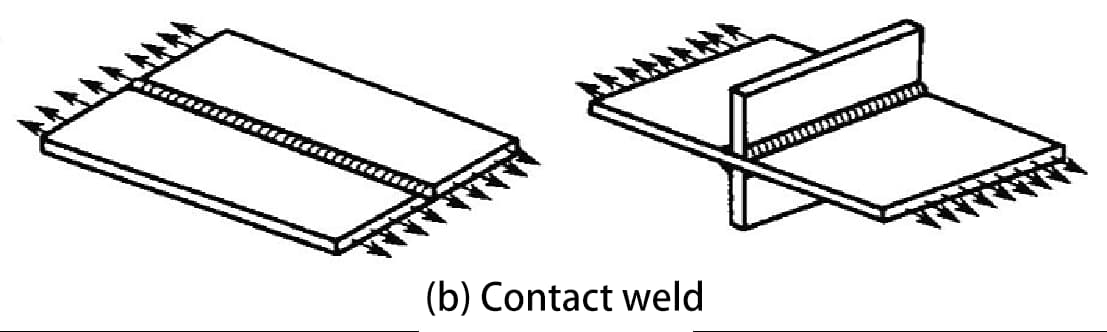
Cordões de soldadura de contacto (também conhecidos como cordões de soldadura sem carga)
São cordões de soldadura que unem paralelamente duas ou mais peças soldadas (ou seja, proporcionando conetividade). Estas juntas não suportam diretamente cargas e estão sujeitas a uma força mínima durante o funcionamento. Se uma costura deste tipo se rompesse, a estrutura não falharia imediatamente.
Uma ranhura é uma cavidade formada pela maquinagem de determinadas formas geométricas nas partes a soldar de uma peça de trabalho, de acordo com os requisitos do projeto ou do processo.
Preparação da ranhura:
O processo de maquinação da ranhura utilizando métodos mecânicos, chama ou arco elétrico.
Objetivo da preparação do sulco:
(1) Para garantir que o arco penetra profundamente na raiz do cordão de soldadura para uma fusão completa, para obter uma formação óptima do cordão de soldadura e para facilitar a remoção da escória.
(2) Para aços de ligaA ranhura também ajusta a relação entre o metal de base e o metal de adição (ou seja, a relação de fusão).
Dependendo da espessura da chapa, os bordos de soldadura dos cordões de soldadura de topo podem ser laminados, esquadriados ou maquinados em ranhuras em forma de V, X, K e U.
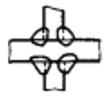
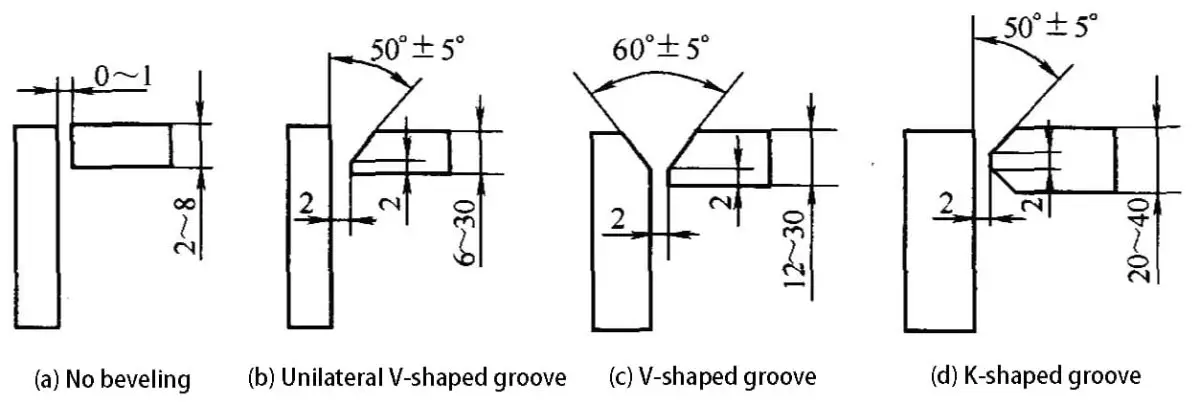
(2) Em função da espessura da peça de trabalho, da estrutura e das condições de suporte de carga, as formas das ranhuras para juntas de canto e juntas em T podem ser divididas em forma de I, forma de V unilateral com um bordo rombo e forma de K.
Ranhuras para juntas de canto e em forma de T
a) Em forma de I b) Forma de V de uma face (com bordo rombo) c) Em forma de K (com o bordo rombo)
2. Princípios para a conceção de ranhuras
A forma e as dimensões da ranhura são escolhidas e concebidas principalmente com base na espessura da estrutura de aço, no método de soldadura selecionado, na posição de soldadura e no processo de soldadura. O projeto deve:
1) Minimizar a quantidade de material de enchimento no cordão de soldadura;
3) Assegurar que a forma da ranhura é fácil de maquinar;
4) Facilitar o ajuste da deformação da soldadura;
Em geral, para a soldadura de peças de trabalho até 6 mm de espessura utilizando a soldadura por arco com elétrodo, ou para a soldadura automática de peças de trabalho até 14 mm de espessura, é possível obter um cordão de soldadura qualificado sem preparação de ranhuras.
No entanto, deve ser mantida uma folga entre as placas para garantir que o metal de enchimento preenche a poça de fusão, assegurando uma fusão completa. Se o chapa de aço exceder a espessura acima mencionada, o arco não pode penetrar através da placa, e deve ser considerada a preparação da ranhura.
II. Métodos de representação de juntas soldadas
Para garantir o fabrico preciso e exato dos seus projectos, os engenheiros devem comunicar exaustivamente as especificações técnicas das estruturas e produtos através de desenhos de projeto pormenorizados e documentos de especificação abrangentes.
Para juntas soldadas, os projectistas utilizam principalmente símbolos de soldadura normalizados e códigos de processos de soldadura. Embora possam ser utilizados métodos tradicionais de desenho técnico, detalhar gráfica ou textualmente os intrincados requisitos e considerações do processo de soldadura para juntas complexas pode tornar-se excessivamente complicado e propenso a erros de interpretação.
Consequentemente, a implementação de símbolos e códigos normalizados é crucial para especificar sem ambiguidade os seguintes aspectos críticos das juntas soldadas:
Tipo de soldadura (por exemplo, filete, ranhura, ponto, costura)
Geometria da junta (por exemplo, topo, sobreposição, T, canto)
Dimensões da soldadura (por exemplo, tamanho, comprimento, passo)
Posicionamento da soldadura (por exemplo, lado da seta, outro lado, ambos os lados)
Requisitos de acabamento da superfície
Processo de soldadura (por exemplo, GMAW, GTAW, SMAW)
Especificações adicionais (por exemplo, abertura da raiz, ângulo incluído para soldaduras de ranhuras)
Estas representações normalizadas não só simplificam o fluxo de trabalho da conceção ao fabrico, como também minimizam os erros de comunicação, aumentam a produtividade e garantem uma qualidade consistente em vários ambientes de fabrico. Além disso, facilitam a conformidade com as normas internacionais de soldadura, como a AWS A2.4 ou a ISO 2553, que são essenciais para operações de fabrico globais e garantia de qualidade.
1. Símbolos de cordões de soldadura e códigos de métodos de soldadura
Símbolos de cordões de soldadura: Símbolos marcados nos desenhos para representar a forma, a dimensão e o método do cordão de soldadura.
São regulamentados por GB/T324-1998 "Representação simbólica de cordões de soldadura" (aplicável à soldadura por fusão de metais e à soldadura por resistência) e GB/T5185-1999 "Códigos de representação para soldadura de metais e Brasagem Métodos em desenhos.
Um símbolo de cordão de soldadura é constituído por:
símbolos básicos
símbolos suplementares
símbolos adicionais
símbolos de tamanho do cordão de soldadura
linhas directrizes.
Símbolos básicos: Estes símbolos representam a forma da secção transversal do cordão de soldadura, aproximando-se da forma da secção transversal do cordão de soldadura.
Nomes de cordões de soldadura
Forma da secção transversal do cordão de soldadura.
Símbolo
Cordão de soldadura em forma de I
Cordão de soldadura em forma de V
Cordão de soldadura em forma de V com arestas vivas
Cordão de soldadura em V de uma face
Cordão de soldadura em V de um só lado com arestas vivas
Cordão de soldadura em U com arestas vivas
Vedação do cordão de soldadura
Soldadura de filete
Soldadura de encaixe ou soldadura de ranhura
Soldadura Flare-V
Soldadura por pontos
Soldadura de costura
Símbolos suplementares: Estes símbolos representam requisitos adicionais para as características da forma da superfície do cordão de soldadura. Os símbolos suplementares são geralmente utilizados em conjunto com os símbolos básicos do cordão de soldadura quando existem requisitos especiais para a forma da superfície do cordão de soldadura.
Símbolos de reforço de soldadura: Estes símbolos são utilizados para ilustrar melhor certas características de um cordão de soldadura.
Nome
Formulário
Símbolo
Indicação
Símbolo com almofada
Indica a presença de uma tira de apoio na parte inferior do cordão de soldadura.
Símbolo de soldadura de três lados
Sugere costuras de soldadura de três lados e a direção da abertura.
Símbolo de soldadura de perímetro
Simboliza um cordão de soldadura que envolve a peça de trabalho.
Símbolo do campo
Designa a soldadura efectuada no local ou num estaleiro de construção.
Símbolo da cauda
A referência à extremidade traseira do símbolo da linha de chumbo pode ser feita em GB5185-1999 para métodos de soldadura e notações semelhantes."
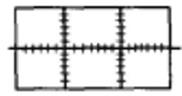
Símbolos de dimensão de cordão de soldadura: Estes símbolos são utilizados para representar as dimensões das características das ranhuras e dos cordões de soldadura.
Símbolo
Nome
Diagrama esquemático
σ
Espessura da folha
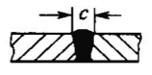
c
Largura do cordão de soldadura
b
Lacuna na raiz
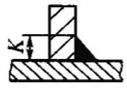
K
Altura do dedo do pé da soldadura
p
Altura da aresta romba
d
Diâmetro do ponto de soldadura
a
Ângulo de ranhura
h
Reforço de soldadura
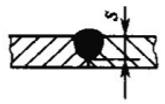
s
Espessura efectiva da soldaduraA mesma junta de soldadura
N
Símbolo de quantidade
e
Espaçamento de soldadura
l
Comprimento da soldadura
R
Raio da raiz
H
Altura da ranhura
Linha da frente: Composto por uma linha de orientação com setas, duas linhas de referência (linhas horizontais) - uma linha sólida e outra linha tracejada, e uma secção de cauda.
A fim de simplificar a anotação e a explicação textual dos métodos de soldadura, podem ser utilizados os códigos que representam vários métodos de soldadura, tais como a soldadura de metais e a brasagem, indicados por números árabes de acordo com a norma nacional GB/T 5185-1999.
As anotações do método de soldadura estão localizadas no final da linha de guia.
2. Representação de juntas de soldadura em desenhos
Representação esquemática de soldaduras
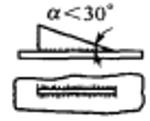
De acordo com a norma nacional GB/Tl2212-1990 "Desenho Técnico - Dimensões, Proporções e Representação Simplificada de Símbolos de soldadura"Quando é necessário representar as soldaduras de uma forma simplificada nos desenhos, estas podem ser representadas através de vistas, vistas seccionais ou vistas transversais, ou mesmo vistas axonométricas para fins ilustrativos.
Regra geral, só é permitido um tipo de representação por desenho.
(a) Método de desenho da vista da face da extremidade da soldadura (b) Método de desenho da vista da secção do cordão de soldadura (c) Método de desenho do perfil de soldadura
3. Anotação de símbolos de soldadura
As normas nacionais GB/T324-1988, GB/T5185-1999 e GB/T12212-1990 estipulam os métodos de anotação para símbolos de soldadura e códigos de métodos de soldadura.
(1) Os símbolos de soldadura e os códigos dos métodos de soldadura podem ser representados de forma precisa e inequívoca através de linhas de orientação e regulamentos relevantes.
(2) Ao anotar as soldaduras, anotar primeiro os símbolos básicos de soldadura em cima ou por baixo das linhas de referência, e os outros símbolos são anotados nas respectivas posições, conforme prescrito.
(3) Em geral, não há requisitos específicos para a posição da linha da seta em relação à soldadura, mas ao anotar soldaduras em forma de V, em forma de V de um lado, em forma de J, etc., a seta deve apontar para a peça de trabalho com a ranhura.
(4) Quando necessário, a linha da seta pode ser dobrada uma vez.
(5) A linha de referência imaginária pode ser traçada acima ou abaixo da linha de referência real.
(6) A linha de referência deve, em geral, ser paralela ao bordo inferior do desenho, mas, em condições especiais, pode também ser perpendicular ao bordo inferior.
(7) Se a soldadura e a linha de seta estiverem do mesmo lado da junta, o símbolo de soldadura de base é anotado do lado da linha de referência real; inversamente, se a soldadura e a linha de seta não estiverem do mesmo lado da junta, o símbolo de soldadura de base é anotado do lado da linha de referência imaginária.
Quando necessário, o símbolo de soldadura básico pode ser acompanhado por símbolos de tamanho e dados.
Princípios de anotação:
1) As dimensões da secção transversal do cordão de soldadura são marcadas no lado esquerdo do símbolo de base, tais como: altura da aresta romba p, altura da ranhura H, tamanho do ângulo de soldadura K, altura residual do cordão de soldadura h, espessura efectiva do cordão de soldadura S, raio de raiz R, largura do cordão de soldadura C e diâmetro do nugget de soldadura d.
2) As dimensões na direção do comprimento do cordão de soldadura são marcadas no lado direito do símbolo de base, tais como: comprimento do cordão de soldadura L, intervalo do cordão de soldadura e, e número de cordões de soldadura idênticos n.
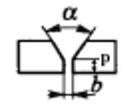
3) O ângulo da ranhura α, o ângulo da face da ranhura β, a folga da raiz b e outras dimensões estão marcados na parte superior ou inferior do símbolo de base.
4) O símbolo do número de cordões de soldadura idênticos está marcado na extremidade da cauda.
5) Quando existem muitas dimensões a serem marcadas e não são fáceis de distinguir, o símbolo da dimensão correspondente pode ser adicionado à frente dos dados.
Nome
Diagrama esquemático
Etiquetagem
Costura de solda de topo
Cordão de soldadura de filete intermitente
Cordão de soldadura de filete intermitente escalonado
Costura de soldadura por pontos
Vedação Vedação de solda
Vedação de soldadura de encaixe ou vedação de soldadura de ranhura
4. Anotação simplificada de juntas de soldadura
Em GB/T12212-1990, os métodos de anotação simplificados para juntas de soldadura também são estipulados em determinadas circunstâncias.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se perguntou como é que os arranha-céus se mantêm altos ou como é que os carros se mantêm soldados? Este blogue revela a magia por detrás das máquinas de soldar eléctricas. Saiba mais sobre os principais fabricantes, como a Lincoln Electric e a Miller Welds,...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
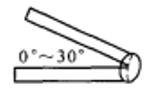
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para calcular o consumo de...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...