Na produção industrial, certos equipamentos em funcionamento contínuo, como tubagens, válvulas e contentores, apresentam fugas devido a várias razões. Estas fugas comprometem a estabilidade da produção normal e a qualidade dos produtos, poluem o ambiente de produção e provocam desperdícios desnecessários.
Em casos mais graves, a fuga de certas substâncias, como gases e óleos tóxicos, pode representar riscos significativos para operações seguras e para o ambiente circundante.
Por conseguinte, as fugas de alguns produtos industriais não podem ser ignoradas e devem ser tratadas prontamente. No entanto, é um desafio técnico remediar as fugas de equipamentos que estão sob pressão e que contêm substâncias químicas inflamáveis, explosivas ou tóxicas.
A vedação de fugas em equipamento pressurizado contendo óleo ou substâncias tóxicas envolve uma forma especial de soldadura em condições de trabalho anormais. Isto difere dos procedimentos de soldadura normais e enfatiza a segurança durante as operações.
Antes da soldadura, devem ser estabelecidas medidas de segurança preventivas para proteger o espaço de trabalho, o soldador e outros trabalhadores de acidentes. O soldador deve ser experiente e qualificado, e a orientação de um engenheiro de soldadura com experiência técnica é essencial para uma operação segura.
Por exemplo, quando se trata de um determinado tipo de reservatório de óleo, é fundamental conhecer a capacidade, o ponto de inflamação e a pressão do óleo no seu interior. Só quando se tem a certeza de que o processo de soldadura não causará ferimentos pessoais ou mesmo incidentes de segurança maiores, caso as operações de construção comecem.
Por conseguinte, antes e durante a operação de soldadura, devem ser respeitados os seguintes pontos:
1. Libertação segura da pressão.
Antes de proceder à soldadura de estanquidade, é fundamental verificar se a pressão do equipamento a soldar é suscetível de causar danos pessoais. Além disso, sob a influência da calor de soldadura o equipamento deve ter uma passagem segura de libertação de pressão, como uma válvula de segurança instalada.
2. Controlo da temperatura.
Antes da soldadura, todas as medidas de prevenção de incêndios e explosões e de arrefecimento devem ser bem preparadas. Durante a soldadura, o soldador tem de respeitar rigorosamente a entrada mínima de calor especificada na documentação do processo. Simultaneamente, devem ser implementadas medidas de arrefecimento seguras durante a soldadura para evitar a ignição ou explosão.
3. Prevenção de intoxicações.
Ao efetuar uma soldadura de estanquidade num contentor ou numa tubagem que contenha substâncias tóxicas, é vital assegurar a ventilação atempada de quaisquer gases tóxicos derramados e o fornecimento de ar fresco. Devem também ser tomadas medidas para isolar qualquer potencial poluição resultante da fuga de substâncias tóxicas.
Soldadura Métodos de vedação de fugas
Seguem-se vários métodos de vedação de fugas de soldadura habitualmente utilizados na prática de engenharia para aprendizagem e melhoria de todos.
1. Método de soldadura por torção com martelo
Este método é aplicável a fissuras de soldaduraA soldadura deve ser efectuada em recipientes e condutas de baixa pressão, com a utilização de varetas de soldadura de pequeno diâmetro. As varetas de soldadura de pequeno diâmetro devem ser utilizadas tanto quanto possível, e a corrente de soldadura deve seguir rigorosamente os requisitos do processo.
A operação adopta o método de soldadura rápida, utilizando o calor do arco para aquecer os arredores do ponto de fuga. Depois de extinguir o arco, apertar rapidamente na direção da fuga com um martelo de mão ou uma pá afiada, martelando a soldadura enquanto se solda.
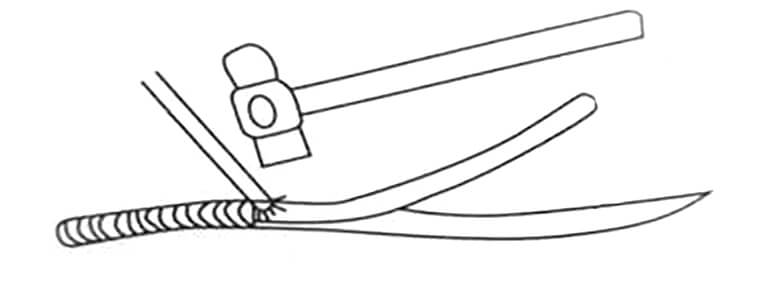
2. Método de soldadura por rebitagem
Quando algumas fissuras são mais largas, ou o diâmetro dos orifícios ou da porosidade é maior, a torção do martelo torna-se um desafio. Pode ser útil rebitar primeiro a fenda ou o buraco com fio de ferro adequado ou vareta de soldadura para reduzir a pressão e o fluxo da fuga e, em seguida, concluir a soldadura com uma soldadura rápida e de baixa corrente.
O ponto-chave deste método é bloquear apenas uma secção de cada vez e, em seguida, soldar rapidamente, repetindo o processo de bloquear e soldar, como se mostra na Figura 1.
3. Método de soldadura de fluxo superior
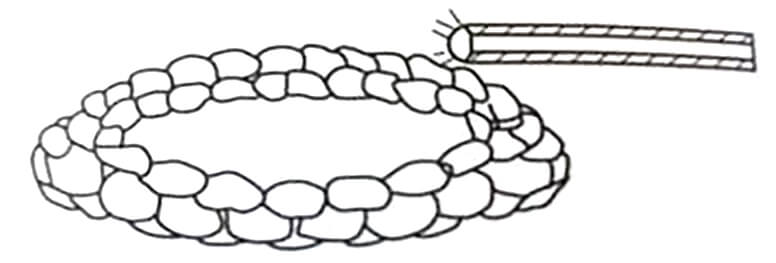
Algumas fugas ocorrem devido à corrosão e ao desgaste. Nestes casos, a soldadura direta no local da fuga deve ser evitada, uma vez que pode dar origem a buracos maiores. Em vez disso, soldadura por pontos deve ser efectuada em posições adequadas adjacentes ou por baixo da fuga. Estas áreas, que não apresentam fugas, servem de base para o estabelecimento de um banho de soldadura.
Depois, tal como as andorinhas constroem ninhos com lama, rodear gradualmente a fuga com soldadura, reduzindo pouco a pouco a área da fuga. Finalmente, selar a fuga utilizando uma vareta de soldadura de pequeno diâmetro com uma corrente de soldadura adequada, como ilustrado na Figura 2.
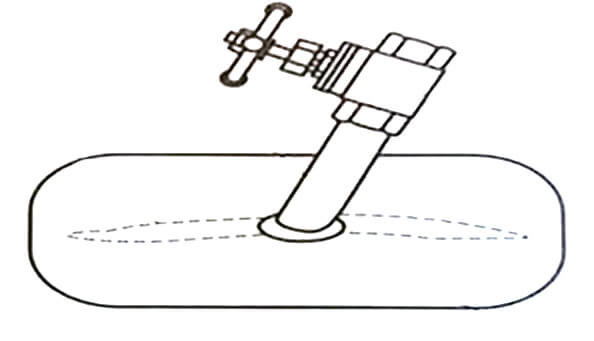
4. Método de soldadura por desvio
Este método é aplicável à soldadura quando a área de fuga é grande, o caudal é elevado ou a pressão é substancial, como se mostra na Figura. É criado um remendo com um dispositivo de fecho com base na forma da fuga.
Para fugas graves, o dispositivo de corte utiliza uma secção de um tubo de desvio equipado com uma válvula; para fugas menores, uma porca é pré-soldada no remendo. A área do remendo deve exceder a da fuga e o dispositivo de corte no remendo deve estar diretamente virado para a fuga.
É aplicada uma camada de vedante à volta da área de contacto entre o remendo e a fuga, permitindo que o fluido com fuga escape através do tubo de desvio, reduzindo a fuga à volta do remendo. Quando o remendo estiver devidamente soldado, a válvula é fechada ou o parafuso é apertado.
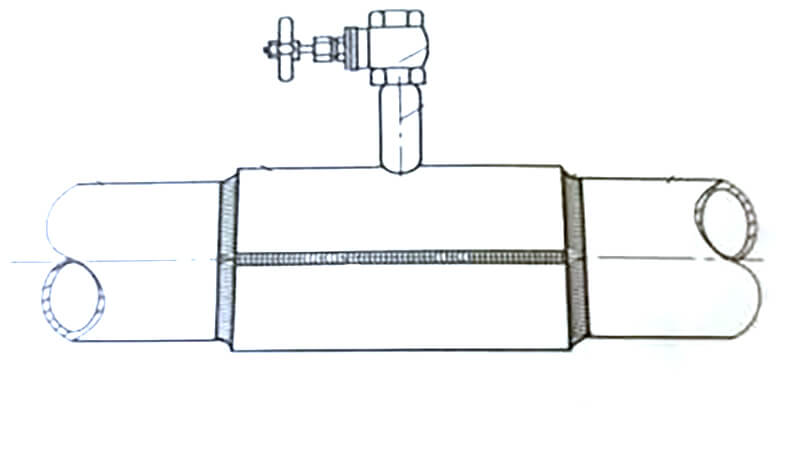
5. Método de soldadura de tubos de manga
Quando um tubo tem uma fuga extensa devido a corrosão ou desgaste, é utilizado um tubo de manga com o mesmo diâmetro ou um que possa envolver com precisão o tubo com fuga. O comprimento do tubo de manga é determinado com base na área da fuga.
O tubo da manga é cortado simetricamente em duas metades e é soldado um tubo de desvio, utilizando o mesmo procedimento de soldadura que a soldadura de desvio. Em termos da sequência de soldadura, a costura circunferencial entre o tubo e a manga deve ser soldada em primeiro lugar, seguida da cordão de soldadura da própria manga, como ilustrado na figura abaixo.
6. Soldadura de contentores de fuga de óleo
Soldadura contínua não pode ser empregue; é crucial garantir que a temperatura do cordão de soldadura não sobe demasiado. A soldadura por pontos é implementada, seguida de um arrefecimento imediato. Por exemplo, após a soldadura por pontos de alguns pontos, os pontos soldados são imediatamente arrefecidos com uma gaze embebida em água.
Por vezes, pode ser necessário combinar vários métodos de estancamento de fugas. O processo de soldadura para estancar fugas requer flexibilidade para garantir o sucesso.
No entanto, nem todos os materiais metálicos são adequados para o método de estanquidade por soldadura. Apenas o aço de baixo carbono comum e o aço de baixo liga de aço podem implementar estes métodos de prevenção de fugas.
O aço inoxidável austenítico só pode ser reparado por soldadura se for confirmado que o metal de base perto do ponto de fuga pode sofrer uma deformação plástica significativa. Caso contrário, não pode ser reparado por soldadura.
O meio no interior do tubo de aço resistente ao calor é normalmente vapor a alta temperatura e alta pressão. As fugas que ocorrem após um longo período de serviço não podem ser reparadas sob pressão. O aço de baixa temperatura não permite soldadura por pressão reparações.
Todos os métodos de estancamento de fugas por soldadura acima mencionados são medidas temporárias. Não possuem as propriedades mecânicas que a soldadura pode normalmente alcançar no sentido estrito.
Quando o equipamento não está sob pressão e não está equipado com um meio, é necessário remover completamente este estado temporário de soldadura de estanquidade e voltar a soldar ou reparar de outra forma para cumprir os requisitos de utilização do produto.
Conclusão
Estancamento de fugas tecnologia de soldadura é uma técnica de emergência necessária no processo de produção contínua com o desenvolvimento da produção moderna.
O tratamento de acidentes com fugas exige prontidão e, posteriormente, deve ser efectuado um processamento de substituição completo no local da fuga. A aplicação da tecnologia de estancamento de fugas exige flexibilidade.
Podem ser combinados vários métodos de soldadura para tratar uma fuga, com o objetivo principal de não haver fugas após a soldadura.