Há alguns dias, falei com um colega sobre a linha de soldadura.
Os seus clientes a montante têm requisitos muito elevados para a linha de soldadura.
Perguntei se este defeito podia ser erradicado. Talvez tenha tido experiências semelhantes com um problema tão difícil.
Hoje, vou falar-vos da linha de soldadura, incluindo o seu mecanismo de geração, história e soluções.
1. Mecanismo da linha de soldadura
A linha de soldadura, também designada por linha de fusão ou linha de ligação, é formada quando a resina fundida arrefecida do bordo de ataque não se funde completamente na junta, resultando numa linha visível.
Este fenómeno é normalmente observado no ponto de encontro de dois fluxos, ou no ponto em que um fluxo converge depois de contornar certas formas geométricas, como furos, na peça de trabalho.
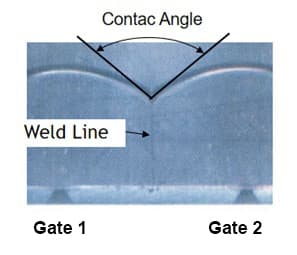
Conforme ilustrado na Fig. 1, o fluxo de material da porta 1 e da porta 2 acaba por criar uma linha de soldadura na superfície do produto.
Fig. 1 linha de soldadura
Vejamos novamente o padrão do fluxo de fusão antes da formação da linha de soldadura.
Devido à diferença significativa de temperatura entre o molde e o plástico derretido, forma-se uma camada congelada na superfície, resultando numa lacuna na junta. O material plástico não é capaz de reproduzir a superfície do molde na perfeição.
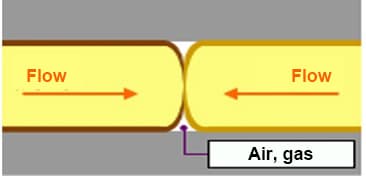
O aumento da temperatura da massa fundida melhora o efeito de alimentação, mas faz com que as cadeias moleculares de plástico da superfície se desalinhem, levando à formação de uma linha de soldadura, como se mostra na Fig. 2.
Fig. 2 cópia da linha de soldadura
Os dois fluxos de resina no ponto de soldadura não se misturam entre si porque avançam enquanto semi-curam no fluxo de jato.
No entanto, se a temperatura for baixa, a camada superficial engrossará, a textura tornar-se-á mais aparente e a resistência será reduzida devido à fraca força adesiva entre os dois.
2. Riscos da linha de soldadura
A linha de soldadura coloca principalmente dois problemas.
Em primeiro lugar, existe um problema estrutural. As peças são mais susceptíveis de rutura ou deformação na linha de soldadura, especialmente quando a qualidade da linha de soldadura é fraca. Esta fraqueza é um problema mais grave em áreas onde as peças estão sob tensão.
Em segundo lugar, pode haver defeitos visíveis na superfície das peças. A linha de soldadura pode causar linhas, ranhuras ou alterações de cor na superfície das peças. Se a linha de soldadura estiver localizada na superfície de uma peça não crítica (por exemplo, o fundo), isto pode não ser um problema.
3. Factores que influenciam a linha de soldadura
(1) Temperatura
Quando dois fluxos de resina se encontram, fundem-se. A extensão da fusão é mais proeminente quando a temperatura dos fluxos de resina é mais baixa.
Pelo contrário, se a temperatura das duas correntes de resina for elevada, a força adesiva entre elas aumentará, resultando numa fusão menos óbvia.
(2) Pressão
No ponto de fusão, as duas resinas fundidas são pressionadas uma contra a outra, e o nível de aderência depende da quantidade de pressão aplicada.
Uma pressão de retenção mais baixa resulta numa fusão mais pronunciada, mas numa adesão mais fraca. À medida que o processo de cura continua, a transferência de pressão torna-se cada vez mais difícil.
Além disso, se o tamanho da corrediça do portão for reduzido e a posição do portão for má, o aspeto e a resistência da fusão deteriorar-se-ão.
(3) Ângulo
Quando duas correntes se encontram na sua frente, a linha de fusão é mais visível quando o ângulo entre elas é menor. Pelo contrário, quando o ângulo é maior, a linha de fusão é menos evidente.
No Moldflow, a linha de fusão forma-se quando o ângulo de polimerização da massa fundida é inferior a 135°, e não se forma qualquer linha de fusão quando o ângulo é superior a 135°.
Embora a linha de fusão não seja visível a olho nu, continua a ser aceitável.
(4) Escape
A fusão refere-se ao ponto onde a resina se encontra e se funde, que também pode ser o ponto final do fluxo.
Se não houver um orifício de exaustão adequado neste local para libertar o gás, a qualidade e a resistência da fusão deteriorar-se-ão.
(5) Velocidade de enchimento
Se a velocidade de enchimento for demasiado lenta, a frente de fluxo da massa fundida pode não chegar ao fim do enchimento e, quanto mais longe a massa fundida estiver da porta, maior é a probabilidade de congelar. Isto pode resultar numa baixasoldadura de qualidade linha.
Da mesma forma, se o comprimento do fluxo for demasiado longo, a temperatura da frente de fusão pode diminuir significativamente quando a linha de soldadura é formada no final. Isto também pode levar a uma linha de soldadura de baixa qualidade.
4. Solução da linha de soldadura
Primeiro, aumentar a temperatura
Para conseguir uma melhor fusão dos dois fluxos na frente, aumentar a temperatura de fusão quando esta for baixa, mas ter cuidado para não exceder a temperatura de degradação do material.
Da mesma forma, recomenda-se o aumento da temperatura do molde quando esta é baixa para melhorar a fusão da frente de fluxo do material.
A camada congelada na massa fundida forma-se quando a temperatura é inferior à temperatura de conversão do material.
Ao aumentar a temperatura do molde acima da temperatura de conversão, o problema da linha de fusão pode ser fundamentalmente resolvido.
Tecnicamente, os processos a quente e a frio, bem como o aquecimento eletromagnético, podem alcançar os efeitos acima mencionados, embora a um custo mais elevado do que os moldes normais.
A Figura 3 apresenta o efeito da linha de soldadura de moldes de alto brilho, com o lado esquerdo a representar moldes normais e o lado direito a representar moldes de alto brilho.
A temperatura do molde foi aumentada para mais de 150 ℃ usando processos quentes e frios, enquanto a temperatura de conversão do material era de cerca de 145 ℃.
Fig. 3 Comparação das linhas de soldadura
Em segundo lugar, para uma pressão final de enchimento insuficiente
Se a pressão final de enchimento for baixa, o aumento da pressão de retenção pode melhorar a fusão entre as duas frentes de fusão. Isto assegura que a frente de fluxo de material com a temperatura mais elevada se encontra na parede da cavidade, onde estas áreas recebem a pressão de retenção máxima para ativar a propriedade de diluição por cisalhamento do plástico.
Terceiro, o ângulo é demasiado pequeno
Ajustar a espessura da parede do produto ou a posição da comporta para aumentar o ângulo de confluência da massa fundida.
Quarto, para o gás preso
A injeção de gases de escape na extremidade de enchimento pode melhorar a fusão das extremidades frontais das duas massas fundidas. No entanto, é importante assegurar que a posição dos gases de escape é correcta, uma vez que um posicionamento incorreto dos gases de escape não removerá eficazmente os gases de escape.
Em quinto lugar, o ritmo de enchimento é demasiado lento
É importante utilizar a propriedade de diluição por cisalhamento do plástico. O aumento da taxa de enchimento aumentará a temperatura da frente de fluxo do material, reforçará o efeito de diluição por cisalhamento e, em última análise, melhorará a resistência da linha de colagem.
Quando a distância de enchimento é demasiado longa, deve ter-se em atenção que a distância de enchimento não deve exceder um determinado limite (L / T = comprimento para espessura da parede, que deve ser inferior a 250:1).
Se L / T for superior a 250:1, é normalmente considerado como moldagem de paredes finas. Neste caso, o rácio do comprimento do fluxo pode ser reduzido, ou pode ser adicionada uma nova porta. No entanto, isto pode levar a um posicionamento incorreto de uma nova porta de linha de soldadura.
5. Norma de avaliação da linha de soldadura
No Moldflow, forma-se uma linha de soldadura quando o ângulo de polimerização da massa fundida é inferior a 135°, e não se forma qualquer linha de soldadura quando o ângulo é superior a 135°.
Segue-se um resumo da experiência partilhada por uma empresa:
Uma linha de soldadura visível ocorre quando o ângulo de confluência da linha de soldadura é inferior a 75°, mas não é visível quando o ângulo é superior a 75°, como mostra a Fig. 4.
Além disso, todas as empresas podem desenvolver normas industriais adequadas aos seus próprios produtos com base nos seus requisitos de aparência, características estruturais e tipos de materiais.
Fig. 4 ângulo e profundidade da linha de soldadura
As condições de formação determinam a qualidade da linha de soldadura ou de fusão, e a resistência da linha de soldadura é influenciada pela temperatura de formação e pela pressão aplicada à soldadura antes de as peças congelarem.
A pressão durante a formação da linha de soldadura é zero.
Normalmente, a temperatura de fusão durante a formação da linha de soldadura é pelo menos 20°C acima da temperatura de injeção para produzir uma soldadura de alta qualidade.
6. Análise da resistência da linha de soldadura
Se pretender avaliar o impacto da resistência da linha de soldadura na estrutura do produto e prever o coeficiente de redução da resistência da superfície de soldadura, é possível efetuar uma análise da resistência da linha de soldadura.
Antes de efetuar a análise, é necessário testar a propriedade de resistência da linha de soldadura do material.
Utilizando a propriedade de resistência da linha de soldadura, pode efetuar a análise da pressão do fluxo do Moldflow e, em seguida, importar os resultados da linha de soldadura para o ANSYS ou ABAQUS para uma análise mais aprofundada, a fim de prever o impacto da linha de soldadura na resistência da estrutura do produto.
As informações pormenorizadas sobre a análise da resistência da linha serão partilhadas em artigos futuros, pelo que não será feita aqui uma grande introdução.
7. Resumo
A formação de linhas de soldadura está intimamente relacionada com a estrutura, a conceção do molde, o processo e o material do produto.
No caso de furos ou portões múltiplos, é difícil evitar a linha de soldadura, mas esta pode ser atenuada através do processo de diluição.
No entanto, em alguns casos, é necessário um modo de luz elevada para eliminar completamente a linha de soldadura.
É importante compreender o impacto das linhas de soldadura na resistência estrutural do produto, e a resistência da linha de soldadura pode ser analisada e prevista.