Soldadura de alumínio e ligas de alumínio: Explicação
Porque é que a soldadura de alumínio é considerada uma das tarefas mais difíceis na metalomecânica? As propriedades únicas do alumínio - como a sua elevada condutividade térmica, suscetibilidade à oxidação e tendência para fissuração a quente - exigem técnicas e materiais específicos para garantir soldaduras fortes e sem defeitos. Este artigo explora os meandros da soldadura de alumínio, desde a classificação e preparação do material até aos vários métodos de soldadura mais adequados para ligas de alumínio. No final, compreenderá os factores críticos para conseguir soldaduras de alumínio bem sucedidas e as técnicas para mitigar problemas comuns.
O alumínio é um dos metais não ferrosos importantes mais utilizados na indústria. O alumínio e as ligas de alumínio têm excelentes propriedades físicas e desempenho mecânico. Têm baixa densidade, alta resistência, alta condutividade térmica, alta condutividade eléctrica e forte resistência à corrosão.
Têm sido amplamente utilizados na soldadura de produtos estruturais em indústrias como a maquinaria, energia, química, indústria ligeira, aeroespacial, caminhos-de-ferro, navios e veículos.
Exemplos destes produtos incluem aviões, naves espaciais, foguetões, mísseis, locomotivas e veículos ferroviários de alta velocidade, torpedos e torpedeiros, automóveis ligeiros, bicicletas e carros de corrida, vários recipientes para produtos químicos, aparelhos de ar condicionado, permutadores de calor, antenas de radar, dispositivos de micro-ondas, etc.
Vários tipos de soldadura por fusão, soldadura por resistência e brasagem As estruturas são feitas de alumínio e materiais de liga de alumínio.
O alumínio e as ligas de alumínio podem ser classificados em três categorias com base nos seus métodos de fabrico: alumínio forjado, ligas de alumínio e alumínio fundido ligas.
De acordo com a série de ligas, alumínio e ligas de alumínio podem ser divididos em oito categorias: alumínio industrial puro, liga de alumínio-cobre, liga de alumínio-manganês, liga de alumínio-silício, liga de alumínio-magnésio, liga de alumínio-magnésio-silício, liga de alumínio-zinco-magnésio-cobre e outras ligas de alumínio.
Com base nos métodos de reforço, podem ainda ser classificados em alumínio e ligas de alumínio não tratáveis termicamente e ligas de alumínio tratáveis termicamente.
1. Características de soldadura do alumínio e das ligas de alumínio
O alumínio possui várias características físicas que são distintas de outros metais, o que resulta em características de soldadura diferentes para o alumínio e ligas de alumínio. O soldabilidade do alumínio e das ligas de alumínio é inferior ao do aço com baixo teor de carbono, e as suas características de soldadura também são diferentes das do aço.
As características de soldadura do alumínio e das ligas de alumínio variam em função da sua composição, com problemas comuns que incluem oxidação, fissuração, porosidade, diminuição das propriedades mecânicas da junta e redução da resistência à corrosão.
(1) Suscetibilidade à oxidação:
O alumínio é altamente propenso à oxidação no ar e durante a soldadura. O óxido de alumínio resultante (Al2O3) tem um elevado ponto de fusão, propriedades estáveis, higroscopicidade e é difícil de remover. Isto dificulta os processos de soldadura e brasagem, levando à formação de defeitos como porosidade, inclusões, falta de fusão e penetração incompleta dentro da junta de soldadura ou brasagem.
Por conseguinte, é necessária uma limpeza rigorosa da superfície antes da soldadura ou da brasagem para remover a película de óxido da superfície e devem ser tomadas medidas durante o processo de soldadura ou de brasagem para evitar uma maior oxidação ou eliminar os óxidos recém-formados.
O alumínio tem uma forte afinidade com o oxigênio, formando prontamente um filme denso de Al2O3 no ar. O ponto de fusão do Al2O3 é tão alto quanto 2050 ℃, excedendo em muito os pontos de fusão do alumínio e suas ligas (500 ℃ -600 ℃). A densidade relativamente alta de Al2O3 dificulta uma boa ligação entre os metais durante a soldagem, causando inclusão de escória ou fusão incompleta devido ao filme de óxido. O filme de óxido também pode absorver a humidade, que durante a soldagem causa a formação de poros na solda. Em posições específicas sob condições horizontais ou soldadura suspensaDurante a solidificação, estes poros sobem até perto da linha de fusão da parte superior da soldadura. Eles são bloqueados pelo metal sólido acima e não podem escapar, formando uma cadeia de poros na parte superior da solda.
(2) Elevada condutividade térmica e capacidade térmica específica:
O alumínio e as ligas de alumínio têm uma condutividade térmica e uma capacidade térmica específica elevadas, que são aproximadamente o dobro das do aço. Durante o processo de soldaduraQuando o metal de base é submetido a um processo de fabrico, uma grande quantidade de energia térmica é rapidamente conduzida para o metal de base.
Durante a soldadura, a elevada condutividade térmica permite que o calor seja rapidamente conduzido para o metal de base. Por conseguinte, ao soldar alumínio e as suas ligas, a energia é consumida não só na fusão do banho de metal, mas também é desperdiçado mais calor noutras partes do metal. Para obter juntas de soldadura de alta qualidade, é aconselhável utilizar fontes de energia concentradas e de alta potência e, por vezes, são adoptadas medidas de pré-aquecimento.
(3) Suscetibilidade à fissuração a quente:
A fissuração a quente é um defeito comum encontrado na soldadura e na tratamento térmico de ligas de alumínio. No caso das ligas de alumínio não tratáveis termicamente, a fissuração a quente pode ocorrer quando existe uma restrição significativa na junta e um controlo inadequado da cordão de soldadura formação.
O tipo mais comum de fissuração a quente é a fissuração por solidificação no metal de solda e, por vezes, pode ser observada fissuração por liquefação na vizinhança da solda.
O coeficiente de expansão linear é grande, cerca de duas vezes superior ao do aço-carbono e baixo liga de aço. A taxa de contração volumétrica é relativamente elevada, atingindo cerca de 6,5%, em comparação com cerca de 3,5% para o ferro. Consequentemente, uma tensão de retração interna excessiva pode causar porosidade e fissuras térmicas durante a solidificação do banho de soldadura.
As medidas para evitar a fissuração térmica na produção podem incluir o ajuste da composição do fio de soldadura e dos processos de soldadura.
As medidas para evitar a fissuração a quente incluem:
1) Acrescentar alguns modificadores ao alumínio soldadura de ligas pode melhorar significativamente a resistência à fissuração.
Os modificadores comuns incluem elementos como o Ti, Zr, V e B. Estes elementos podem reagir com o alumínio para formar compostos metálicos refractários através da reação de inclusão. Estas finas partículas refractárias podem atuar como núcleos não espontâneos durante a solidificação, refinando assim a estrutura do grão e melhorando a plasticidade e a tenacidade.
Os métodos de soldadura que concentram o calor e têm taxas de aquecimento e arrefecimento rápidas podem evitar a formação de grãos colunares grosseiros com forte orientação, refinar a estrutura do grão e melhorar a resistência à fissuração. Por conseguinte, a tendência para a formação de fissuras é muito menor quando se utiliza a soldadura TIG ou MIG em comparação com soldadura a gás.
O aumento da corrente de soldadura pode provocar o sobreaquecimento do banho de fusão e aumentar o rácio de fusão, resultando numa maior proporção de metal de base de baixa resistência à fissuração que entra na soldadura, reduzindo assim a resistência à fissuração da soldadura.
O aumento da velocidade de soldadura pode aumentar a taxa de deformação do junta soldada e também aumentam a tendência para a formação de fissuras. Por conseguinte, ao soldar ligas de alumínio com uma elevada tendência para a formação de fissuras, não é aconselhável utilizar correntes de soldadura elevadas ou velocidades de soldadura rápidas.
3) A escolha de formas estruturais com menor restrição pode melhorar a resistência à fissuração.
(4) Suscetibilidade à porosidade:
O principal tipo de porosidade formada durante a soldadura de alumínio e ligas de alumínio é a porosidade de hidrogénio. Durante a soldadura, o hidrogénio pode ter origem em duas fontes: humidade na atmosfera da coluna de arco e humidade adsorvida na película de óxido da superfície do fio de soldadura e do metal de base.
Em condições de soldadura a alta temperatura, a humidade absorvida na superfície da material de soldadura ou ranhura, bem como a humidade do ar húmido circundante, podem entrar na zona do arco e decompor-se em hidrogénio atómico, que se dissolve no alumínio líquido.
(5) Diminuição das propriedades mecânicas das juntas soldadas:
Após a soldadura do alumínio e das ligas de alumínio, pode haver vários graus de amolecimento da junta, particularmente no alumínio duro e nas ligas de alumínio super-duras, resultando numa redução significativa da resistência.
1) Amolecimento de ligas de alumínio não tratáveis termicamente:
No caso do alumínio puro e das ligas de alumínio resistentes à corrosão, quando a soldadura é efectuada no estado recozido, utilizando um fio de soldadura com uma composição química semelhante à do metal de base, não existe geralmente qualquer problema de amolecimento.
No entanto, ao soldar num estado endurecido trabalhado a frio e ao aquecer acima de uma determinada temperatura, ocorre o amolecimento por recristalização, levando a uma redução da resistência da junta. Para resolver este problema, deve ser utilizado um método de soldadura com calor concentrado para evitar o alargamento da região de grão grosso. O martelamento a frio da junta no estado frio pós-soldadura pode proporcionar algum efeito de endurecimento por trabalho.
2) Amolecimento de ligas de alumínio tratáveis termicamente:
Na soldadura de alumínio duro e de ligas de alumínio super-duras, quer no estado recozido quer no estado envelhecido, a resistência da junta será inferior à do metal de base se não for aplicado um tratamento térmico pós-soldadura. A área onde o desempenho da junta diminui é principalmente na soldadura, zona de fusãoou zona afetada pelo calor.
Ao soldar ligas de alumínio tratáveis termicamente, a tendência para a fissuração a quente é elevada, pelo que o fio de soldadura selecionado tem geralmente uma diferença significativa na composição química do metal de base.
Como resultado, a resistência da soldadura é inferior à do metal de base, e a soldadura apresenta uma estrutura de fundição grosseira, levando a uma menor resistência e ductilidade em comparação com o metal de base. Para evitar o amolecimento das juntas de ligas de alumínio tratáveis termicamente, é aconselhável utilizar uma menor entrada de calor ou efetuar um tratamento de solução pós-soldadura e um envelhecimento artificial para resolver eficazmente a questão do amolecimento.
(6) Diminuição da resistência à corrosão das juntas soldadas:
Em geral, o alumínio e as ligas de alumínio têm uma boa resistência à corrosão devido à formação de uma película de óxido na superfície. Quando esta película protetora é danificada, a corrosão pode ocorrer rapidamente.
A resistência à corrosão das juntas soldadas em alumínio e ligas de alumínio é geralmente inferior à do metal de base, e a diminuição da resistência à corrosão é particularmente evidente nas juntas de ligas de alumínio tratáveis termicamente.
(7) Resistência e plasticidade baixas a altas temperaturas
Devido à menor resistência e plasticidade a altas temperaturas, o material não consegue suportar o metal líquido, levando à deformação ou colapso. A medida preventiva adoptada é a adição de placas de suporte.
II. Classificação dos graus de alumínio e de ligas de alumínio
Os materiais de soldadura para o alumínio e as suas ligas incluem varetas de soldadura, fio de soldadura, fluxo, eléctrodos e gás de proteção.
1) Arame de soldadura
De acordo com a norma nacional chinesa 88 e GB10858-2008, o fio de soldadura é classificado em dois tipos: fio do elétrodo núcleo e fio de soldadura. De acordo com o American National Standards Institute/American Welding Society A5.10-92, o fio de soldadura é classificado em fio de elétrodo (código E), fio de enchimento (código R) e um fio que é simultaneamente um elétrodo e um fio de enchimento (código ER).
2) Princípios para a seleção de materiais de soldadura
ii) Baixa probabilidade de porosidade da soldadura.
iii) Boas propriedades mecânicas (resistência, ductilidade) da soldadura e da junta soldada.
iv) Boa resistência à corrosão da soldadura e da junta soldada em condições de funcionamento.
v) A cor da superfície do metal de solda deve corresponder à cor da superfície do material de base.
O desempenho e a aplicabilidade do fio de soldadura devem ser associados à sua utilização prevista, a fim de selecionar o fio adequado para diferentes materiais e requisitos-chave de desempenho.
Tabela 1: Seleção do fio de soldadura com base em diferentes tipos de materiais e requisitos de desempenho.
Material
Fio de soldadura recomendado com base em diferentes requisitos de desempenho.
Requer uma elevada resistência
Exige elevada ductilidade
Necessita de uma correspondência de cores após a soldadura e a anodização
Resistência à corrosão pela água do mar
Exigir baixa tendência para fissuras durante a soldadura
1100
SAlSi-1
SAl-1
SAl-1
SAl-1
SAlSi-1
2A16
SAlCu
SAlCu
SAlCu
SAlCu
SAlCu
3A21
SAlMn
SAl-1
SAl-1
SAl-1
SAlSi-1
5A02
SAlMg-5
SAlMg-5
SAlMg-5
SAlMg-5
SAlMg-5
5A05
LF14
LF14
SAlMg-5
SAlMg-5
LF14
5083
ER5183
ER5356
ER5356
ER5356
ER5183
5086
ER5356
ER5356
ER5356
ER5356
ER5356
6A02
SAlMg-5
SAlMg-5
SAlMg-5
SAlSi-1
SAlSi-1
6063
ER5356
ER5356
ER5356
SAlSi-1
SAlSi-1
7005
ER5356
ER5356
ER5356
ER5356
X5180
7039
ER5356
ER5356
ER5356
ER5356
X5180
Tabela 6-3 Recomendações para a escolha de fios de soldadura de alumínio e ligas de alumínio nos Estados Unidos
Material de base
443,356
6061,6063
5456
5454
5154,5254
5086
5083
5052,5652
3004
1100.3003
1060
1060
4043
4043
5356
4043
4043
5356
5356
4043
4043
1100
1060
1100,3003
4043
4043
5356
4043
4043
5356
5356
4043
4043
1100
–
3004
4043
4043
5356
5356
5356
5356
5356
5356
4043
–
–
5052,5652
4043
4043
5356
5356
5356
5356
5356
5652
–
–
–
5083
5356
5356
5183
5356
5356
5356
5183
–
–
–
–
5086
5356
5356
5356
5356
5356
5356
–
–
–
–
–
5154,5254
5356
5356
5356
5356
5356
–
–
–
–
–
–
5454
5356
5356
5356
5554
–
–
–
–
–
–
–
5456
5356
5356
5356
–
–
–
–
–
–
–
–
5061,6063
4043
5356
–
–
–
–
–
–
–
–
–
443,356
4043
–
–
–
–
–
–
–
–
–
–
Ao soldar alumínio puro, utilizar fio de soldadura de alumínio puro homólogo.
Para ligas de alumínio-manganês, utilizar fio de soldadura de liga de alumínio-manganês do mesmo tipo ou fio de soldadura de alumínio puro SAl-1.
Se soldar ligas de alumínio-magnésio com um teor de magnésio superior a 3%, utilize fio de soldadura da mesma série. Para as ligas com um teor de magnésio inferior a 3%, como as ligas 5A01 e 5A02, que têm uma forte tendência para fissuração a quente, deve ser utilizado fio de soldadura SAlMg5 ou ER5356 com elevado teor de Mg.
Ao soldar ligas de alumínio-magnésio-silício, devido a uma forte tendência para a formação de fissuras de soldadura, deve ser geralmente utilizado fio de soldadura SAlSi-1. Se o cordão de soldadura não corresponder à cor do material de base, pode ser utilizado o fio de soldadura SAlMg-5 em condições de baixa restrição estrutural.
Para as ligas de alumínio-cobre-magnésio e alumínio-cobre-magnésio-silício, tais como as ligas de alumínio duro 2A12 e 2A14, que têm uma forte tendência para a fissuração a quente durante a soldadura, deve ser geralmente utilizado o fio de soldadura SAlSi-1, ER4145 ou BJ-380A com boa resistência à fissuração térmica.
IV. Limpeza do fio de soldadura e dos componentes soldados
Antes de soldar, é necessário limpar o óleo, a película de óxido e outros contaminantes na superfície do fio de alumínio e da folha de alumínio. Os métodos de limpeza são os seguintes:
a) Desengorduramento:
Antes de remover a película de óxido, é necessário limpar o óleo e a sujidade da superfície do fio de alumínio e do bisel da folha de alumínio e dos seus lados (num espaço de 30 mm cada).
Na produção, são geralmente utilizados solventes como a gasolina ou a acetona, o acetato de etilo, a água de colofónia e o tetracloreto de carbono. Também pode ser preparada uma mistura química para desengordurar, com os seguintes passos:
① Aquecer numa solução mista (40-50g de fosfato trissódico industrial, 40-50g de carbonato de sódio, 20-30g de copo de água e 1L de água) a uma temperatura de 60-70°C durante 5-8 minutos.
② Enxaguar em água quente a cerca de 50°C durante 2 minutos.
③ Enxaguar em água fria durante 2 minutos.
b) Remoção da película de óxido:
A remoção da película de óxido pode ser efectuada de forma mecânica ou química.
① Remoção mecânica: Após o desengorduramento, você pode usar uma roda de arame de aço inoxidável, uma roda de arame de cobre ou um raspador para raspar a superfície do chanfro de solda. Este método é simples, mas a qualidade da limpeza é relativamente má. É utilizado principalmente para soldaduras que não têm requisitos de alta qualidade, soldaduras grandes que são difíceis de limpar quimicamente, ou soldaduras que foram contaminadas localmente após a limpeza química. Este método não é capaz de remover a película de óxido na superfície do fio de soldadura.
② Limpeza química: Ao limpar quimicamente folhas de alumínio e ligas de alumínio, tubos e fios de alumínio, primeiro coloque a folha de alumínio, o tubo de alumínio e o fio de alumínio em uma solução de hidróxido de sódio com uma concentração de 8-10% a uma temperatura de 40-60 ° C para erosão. Manter durante 10-15 minutos (apenas 5 minutos para ligas de alumínio), depois retirar e enxaguar em água fria durante 2 minutos.
Em seguida, coloque-o numa solução de ácido nítrico 30% para decapagem para neutralizar qualquer alcalino restante, evitando mais corrosão da folha de alumínio, do tubo de alumínio e do fio de alumínio. Finalmente, enxaguar com água fria corrente durante 2-3 minutos.
Após a conclusão do trabalho de limpeza, o fio de alumínio deve ser colocado num forno a 150-200°C e retirado conforme necessário. As soldaduras limpas e o fio de soldadura devem ser armazenados corretamente e não devem ser colocados aleatoriamente. O chanfro da chapa de alumínio deve ser montado e soldado imediatamente após a limpeza, geralmente não excedendo 24 horas.
V. Métodos de soldadura
1) Soldadura a gás:
A soldadura a gás tem uma potência térmica inferior à da soldadura por arco, o que leva a uma maior deformação da soldadura e a uma menor eficiência de produção. O metal do cordão de soldadura tem grãos grosseiros e estrutura solta, o que pode levar à inclusão de escória no recipiente. É essencialmente substituída pela soldadura TIG.
2) Soldadura por elétrodo de vareta:
A qualidade da junta de soldadura por elétrodo revestido é relativamente fraca e é menos utilizada na indústria, principalmente para reparações de soldadura.
3) Soldadura manual com gás inerte de tungsténio (TIG):
As vantagens incluem calor concentrado, combustão estável do arco, metal de soldadura denso, elevada resistência e plasticidade da junta soldada e qualidade superior da junta. Pode soldar espessuras de chapa entre 1mm e 20mm e é o método mais comum para soldar alumínio e ligas de alumínio. A desvantagem é que não é adequado para operações no exterior.
4) Soldadura com gás inerte metálico (MIG):
As vantagens incluem a utilização do fio de soldadura como elétrodo, maior corrente, elevada potência do arco, calor concentrado, rapidez velocidade de soldadurae elevada eficiência de produção. Pode soldar espessuras inferiores a 50 mm. A desvantagem é que o diâmetro do fio de soldadura é limitado pelo sistema de alimentação do fio, e a sensibilidade da porosidade da costura de soldadura é relativamente grande.
5) Soldadura TIG pulsada:
A corrente de soldadura é pequena, a gama de ajuste de parâmetros é ampla, a deformação da soldadura é pequena, adequada para soldaduras finas soldadura de placas e soldadura em todas as posições. É normalmente utilizado para 2-12mm.
6) Outros métodos de soldadura menos utilizados:
Soldadura por arco de plasma, soldadura por feixe de electrões no vácuo, soldadura a laser, soldadura por resistência, etc.
VI. Processos de soldadura
1) Soldadura manual com gás inerte de tungsténio (TIG)
Durante a soldadura TIG manual, é utilizada corrente alternada, tirando partido do "efeito de quebra do cátodo" para remover a camada de óxido na superfície da área de soldadura. A pureza do gás árgon deve ser superior a 99,99%, com teor de azoto inferior a 0,04%, teor de oxigénio inferior a 0,03% e humidade inferior a 0,07%.
Se o azoto exceder os valores normalizados, a superfície de soldadura formará compostos amarelo-pálido ou verde-grama (nitretos) e poros de gás, complicando a operação do soldador.
O excesso de oxigénio resultará em pontos negros densamente compactados na superfície da poça de fusão, causando um arco instável e salpicos significativos. A humidade pode provocar a ebulição da poça de fusão e a formação de poros de gás.
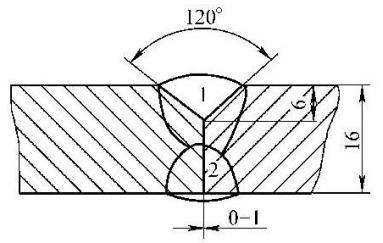
a) As peças com espessura superior a 3 mm requerem o processamento de ranhuras em forma de V.
As peças de trabalho com espessura superior a 14 mm devem ter uma ranhura em V dupla e os tubos com espessura superior a 3 mm também devem ter uma ranhura em V.
b) Os métodos de emparelhamento envolvem normalmente a ausência de abertura, a abertura com suporte e uma abertura maior (para soldadura por arco). A ponta do elétrodo de tungsténio é geralmente sinterizada em forma de bola para um arco estável.
c) Devem ser adoptadas medidas de pré-aquecimento quando se soldam peças de trabalho com espessura superior a 10 mm ou durante a soldadura por pontos estrutural importante. A escolha de temperatura de pré-aquecimento depende principalmente do tamanho da peça de trabalho e da velocidade de arrefecimento do metal de solda. Quanto mais grossa a placa, maior a temperatura de pré-aquecimento, geralmente controlada a 200-250 ℃. Durante a soldagem de várias camadas, a temperatura entre camadas não deve cair abaixo da temperatura de pré-aquecimento.
2) Soldadura com gás inerte metálico (MIG)
A soldadura MIG (automática e semi-automática) é adequada para alumínio e ligas de alumínio de espessura média e grande soldadura de chapasutilizando elétrodo negativo de corrente contínua (DCEN).
Este método oferece velocidades de soldadura rápidas, zonas afectadas pelo calor mínimas e uma pequena deformação da peça de trabalho. O pré-aquecimento da peça de trabalho antes da soldadura é desnecessário, como no caso de uma placa de alumínio de 30 mm de espessura que apenas requer uma única camada de soldadura na frente e no verso.
Durante a soldadura MIG automática, existe uma elevada sensibilidade à porosidade, significativamente relacionada com o diâmetro do fio. Por isso, são frequentemente escolhidos fios mais grossos e correntes de soldadura mais elevadas. Quanto mais grosso for o fio, menor será o rácio da área de superfície e vice-versa.
Na soldadura com fio fino, o número de impurezas, tais como camadas de óxido e água absorvida pela superfície, trazidas para a poça de fusão a partir da superfície do fio de alumínio, é superior ao da soldadura com fio grosso, aumentando assim o potencial de defeitos de porosidade.
Para uma placa de alumínio de 6 mm soldadura topo a topoA ranhura em I é aberta com uma folga inferior a 0,5 mm. Placas de alumínio com uma espessura superior a 8 mm têm de ser processadas numa ranhura em V.
VII. Seleção de métodos de soldadura para alumínio e ligas de alumínio
Existem vários métodos de soldadura disponíveis para o alumínio e as ligas de alumínio, e cada método tem as suas próprias aplicações.
Por conseguinte, é necessário escolher o método adequado com base em factores como o grau de alumínio e a liga de alumínio, a espessura das peças soldadas, estrutura do produtoAs condições de produção e os requisitos de qualidade da junta soldada.
Atualmente, podem ser utilizados os seguintes métodos para soldar alumínio e ligas de alumínio: soldadura a gás, soldadura com metal blindado soldadura por arcosoldadura com gás inerte de tungsténio (TIG), soldadura com gás inerte de metal (MIG), soldadura por arco de plasma, soldadura por resistência, brasagem, soldadura por arco submerso, soldadura por laser, soldadura por feixe de electrões e soldadura por explosão.
A soldadura a gás é utilizada principalmente para a soldadura de estruturas de chapa fina ou para a soldadura de reparação de alumínio fundido com baixos requisitos de qualidade.
A soldadura com gás inerte de tungsténio (TIG) é utilizada principalmente para soldar chapas de espessura média em estruturas importantes. Com proteção arco metálico A soldadura é raramente utilizada na produção prática e é sobretudo utilizada para fins de reparação ou restauro.
1. Seleção de materiais de soldadura
Na soldadura a gás ou a gás inerte de tungsténio (TIG) de alumínio e ligas de alumínio, são necessários fios de enchimento. A composição do fio de enchimento tem um impacto significativo nas propriedades mecânicas, na resistência à fissuração e na resistência à corrosão da junta soldada. Ao selecionar os fios de enchimento, é necessário ter em conta a composição do metal de base, os requisitos específicos do produto e as condições de construção.
Para além de cumprir os requisitos de desempenho mecânico e de corrosão da junta, devem também ser tidas em conta considerações estruturais.
Atualmente, os fios de soldadura para alumínio e ligas de alumínio podem ser divididos em fios de soldadura homogéneos e fios de soldadura heterogéneos.
(1) Fios de soldadura homogéneos:
A composição do fio de enchimento é a mesma que a do metal de base e, por vezes, as tiras cortadas do metal de base podem ser utilizadas como metal de enchimento. Os fios de soldadura homogéneos podem ser utilizados quando o metal de base é alumínio puro, 3A21 (LF21), 5A06 (LF6), 2A16 (LY16) ou liga Al-Zn-Mg.
(2) Fios de soldadura heterogéneos:
Trata-se de fios de soldadura desenvolvidos para satisfazer os requisitos de resistência à fissuração, e a sua composição difere significativamente do metal de base. Por exemplo, o SAlSi1 (Al-5Si) é um fio de soldadura padrão que pode ser utilizado para soldar a maioria das ligas de alumínio, exceto ligas com um elevado teor de Mg (uma vez que pode formar a fase frágil Mg2Si). É normalmente utilizado para soldar ligas de alumínio de alta resistência, como o alumínio duro, e tem boa resistência à fissuração.
Tabela 5-32: Exemplos de seleção de fios de soldadura de alumínio e ligas de alumínio
Metal de base
Grau do fio de soldadura
Metal de base
Grau do fio de soldadura
Categoria
Designação
Categoria
Designação
Alumínio puro industrial
LG4
LG4
Liga de alumínio não tratável termicamente
LF2
LF2,LF3
LG3
LG3,LG4
LF3
LF3,LF5,SAIMg5
L1
L1, LG3
LF5
LF5,LF6, SAlMg5
L2
L2,L1,SA13
LF6
LF6,LF14,SAlMg5Ti
L3-L5
L3,SAl2,SA13
LFI1
LF11
L6
L3,L4,L5,L6,SAl2,SAl3
LF21
LF21,SAlMn,SAlSi-1
Alumínio fundido
ZL101
ZL101
Tratável termicamente
LY11
LY11,SAlSi-1,BJ380A
ZL102
ZL102
Liga de alumínio
L.D2
LT1,SAlSi5
Na soldadura de alumínio e ligas de alumínio, os gases de proteção normalmente utilizados são gases inertes, como o árgon e o hélio, com uma pureza de 99,9%. Na soldadura a gás, é também necessário um fluxo. O fluxo, também conhecido como fluxo de gás, é utilizado para remover películas de óxido e outras impurezas para garantir qualidade da soldadura. Para a soldadura a gás de alumínio e ligas de alumínio, é utilizada como fluxo de gás uma mistura de pós de vários cloretos e fluoretos de potássio, sódio, lítio, cálcio e outros elementos. O CJ401 é um fluxo de gás comummente utilizado.
2. Preparação antes da soldadura e limpeza após a soldadura
Independentemente do método de soldadura utilizado para o alumínio e as ligas de alumínio, é necessário começar por limpar eficazmente a superfície da área de soldadura, removendo as películas de óleo e de óxido.
Na produção, dois métodos comuns são a limpeza química e a limpeza mecânica. A limpeza química oferece alta eficiência e qualidade estável, e é adequada para a limpeza de fios de soldadura e componentes produzidos em lotes que não são grandes em tamanho. A formulação da solução de limpeza química e o fluxo do processo de limpeza podem ser encontrados na Tabela 5-33.
Remoção de óleo:→
Limpeza alcalina para remoção de película de óxido.
Enxaguar→
Neutralização e passivação→
Enxaguar→
Secagem
Solução
Temperatura
Tempo
Solução
Temperatura
Tempo
Utilizar agentes de remoção de óleo, tais como gasolina, acetona, tetracloreto de carbono, etc.
8%~10% NaOH
40~60℃
10~15min
Enxaguamento com água corrente
30% NaOH
40~60℃
2~3min
Enxaguamento com água corrente
Secagem ao ar ou a baixa temperatura
Para peças maiores com ciclos de produção mais longos, várias camadas de soldadura ou recontaminação após a limpeza, é normalmente utilizada a limpeza mecânica. Comece por limpar a superfície com acetona ou gasolina para remover o óleo da superfície. No caso de películas de óxido mais finas, podem ser utilizadas escovas de arame de aço inoxidável para limpar a superfície até se obter um brilho metálico.
Geralmente, não se recomenda a utilização de panos, lixas ou mós, uma vez que a areia residual pode causar defeitos como a inclusão de escórias durante a soldadura. Dependendo da forma da peça, podem ser utilizadas fresas pneumáticas ou eléctricas, bem como raspadores, limas e outras ferramentas.
Após a soldadura do alumínio e das ligas de alumínio, pode permanecer algum fluxo e escória de soldadura na soldadura e na sua área circundante, que têm de ser limpos imediatamente. O fluxo residual e a escória podem danificar a película protetora de óxido na superfície e levar a uma corrosão grave da soldadura. Os seguintes procedimentos podem ser utilizados para a limpeza:
1) Imergir a soldadura num tanque de água quente a uma temperatura de 40-50°C, de preferência com água quente corrente. Utilizar uma escova dura para esfregar ligeiramente a soldadura e as áreas com fluxo residual e escória de soldadura até ficarem completamente limpas.
2) Imergir a soldadura numa solução de ácido nítrico com uma fração de massa de 15%-25%. Para uma temperatura ambiente de 25°C, o tempo de imersão é de 10-15 minutos. Para uma temperatura ambiente de 10-15°C e uma solução com uma fração mássica de 20%-25%, o tempo de imersão é de 15 minutos.
3) Imergir a soldadura num tanque de água quente corrente a uma temperatura de 40-50°C durante 5-10 minutos.
4) Enxaguar com água fria durante 5 minutos.
5) Deixar a soldadura secar naturalmente ao ar, ou utilizar uma estufa ou ar quente para a secar.
A solução residual de ácido nítrico usada pode ser neutralizada com uma solução de hidróxido de sódio e depois eliminada.
3. Pontos-chave dos processos de soldadura
(1) Processo de soldadura a gás
Atualmente, o âmbito de aplicação da soldadura a gás para alumínio e ligas de alumínio é cada vez mais limitado. É utilizado principalmente para componentes leves, requisitos de baixa qualidade de soldadura e soldadura de reparação de peças de alumínio fundido.
1) Seleção do bocal e da chama
O tamanho do bocal pode ser determinado com base na espessura da soldadura, na forma da ranhura, na posição de soldadura e no nível de competência do soldador. É aconselhável utilizar uma chama neutra ou uma chama ligeiramente carbonizante com um teor de acetileno ligeiramente superior. A utilização de uma chama oxidante é estritamente proibida, uma vez que provocará a oxidação do alumínio. Se houver uma quantidade excessiva de acetileno, o hidrogénio livre na chama pode resultar em porosidade da soldaduratornando difícil garantir a qualidade da soldadura.
2) Temperatura de pré-aquecimento
Para soldaduras com uma espessura superior a 5 mm, é necessário um pré-aquecimento durante a soldadura a gás, com uma temperatura de pré-aquecimento que varia entre 100 e 300°C. As medidas de pré-aquecimento podem ajudar a reduzir a tensão de soldadura e evitar a ocorrência de fissuras e porosidade.
3) Técnicas de funcionamento da soldadura a gás
A soldadura a gás de alumínio e ligas de alumínio adopta frequentemente o método de soldadura à esquerda. No entanto, para soldaduras com uma espessura superior a 5 mm, é utilizado o método de soldadura à direita. O método de soldadura à direita permite um aquecimento a uma temperatura mais elevada da soldadura, provocando a sua rápida fusão e facilitando a observação do banho de soldadura, o que é benéfico para a operação. Nas operações de soldadura, os ângulos entre a tocha de soldadura, o fio de soldadura e a soldadura têm de ser mantidos em determinados valores.
Dependendo da condição de fusão da soldadura e da velocidade de soldadura, estes ângulos devem ser ajustados prontamente. O ângulo de inclinação entre o fio de soldadura e a soldadura deve ser de cerca de 40°-45°. Quando as operações de soldadura são interrompidas, a tocha de soldadura deve ser lentamente retirada do banho de soldadura para evitar o arrefecimento repentino do banho, que pode levar a defeitos como a porosidade.
4) Limpeza pós-soldadura
Após a soldadura a gás do alumínio e das ligas de alumínio, o fluxo residual e a escória na superfície da soldadura e na área circundante devem ser limpos no prazo de 1-6 horas. Isto é para evitar que continuem a danificar a película protetora de óxido na superfície da soldadura, o que pode levar a uma corrosão grave da junta. O tratamento com ácido nítrico é normalmente utilizado para a limpeza pós-soldadura.
A soldadura por arco de carbono também pode ser utilizada para soldar alumínio e ligas de alumínio, e as suas características de processo são semelhantes às da soldadura a gás.
(2) Processo de soldadura com gás inerte de tungsténio (TIG)
Soldadura TIG é mais adequado para a soldadura de chapas finas com uma espessura inferior a 3 mm. Apresenta uma menor deformação de soldadura em comparação com a soldadura a gás e a soldadura por arco metálico protegido. O método de soldadura ideal é a soldadura TIG de corrente alternada (AC). A soldadura TIG CA tem um efeito de limpeza do cátodo, que pode remover películas de óxido, resultando em soldaduras bem formadas com uma superfície lisa. Devido à ausência de fluxo, os requisitos para a limpeza pré-soldadura são mais rigorosos em comparação com outros métodos de soldadura.
1) Pré-aquecimento:
O pré-aquecimento na soldadura TIG é determinado principalmente pelo tamanho da soldadura e pela taxa de arrefecimento. Através da experimentação, verificou-se que quando a temperatura de pré-aquecimento se aproxima dos 300°C, o grau de corrosão na superfície da junta aumenta significativamente. A temperatura de pré-aquecimento situa-se geralmente no intervalo de 150-250°C.
2) Parâmetros de soldadura:
A seleção dos parâmetros de soldadura correctos é crucial para garantir a qualidade da junta de soldadura na soldadura TIG manual. Os parâmetros de soldadura para a soldadura manual por arco com gás inerte de tungsténio incluem o diâmetro do elétrodo de tungsténio, a corrente de soldadura, a tensão do arco, o caudal de árgon, o diâmetro do bocal e a temperatura de pré-aquecimento. A seleção dos parâmetros de soldadura deve ser baseada nas condições específicas da soldadura, que podem ser encontradas nos exemplos de soldadura.
3) Técnicas de funcionamento da soldadura TIG manual:
Na soldadura TIG manual de alumínio e ligas de alumínio, não é permitido iniciar o arco tocando na soldadura. Em vez disso, deve ser utilizado um oscilador de alta frequência ou um dispositivo de iniciação do arco por impulsos de alta tensão. Ao extinguir o arco, a velocidade de soldadura e a taxa de alimentação do fio devem ser aumentadas no ponto de extinção do arco para preencher a cratera do arco e, em seguida, alongar lentamente o arco antes de o extinguir completamente.
Quadro 5-35 Alumínio puro industrial semi-automático Junta de soldadura Cartão de processo de soldadura
Cartão de processo de soldadura para soldadura de juntas
Inspecionar as dimensões das ranhuras e a qualidade da superfície.
2
Limpar a ranhura e a área circundante de qualquer óleo ou sujidade.
3
Efetuar a soldadura de posicionamento inicial a partir do exterior, utilizando a técnica de soldadura de primeira camada, com um comprimento de 100 mm e um espaçamento de soldadura não superior a 300 mm. Se ocorrerem fissuras na soldadura de posicionamento, remover e voltar a soldar.
4
Efetuar a soldadura da primeira camada no interior.
5
Utilizar uma pá de ar para limpar a raiz a partir do exterior e remover a soldadura de posicionamento original.
6
Efetuar a soldadura da segunda camada no exterior.
7
Efetuar uma inspeção visual.
8
Efetuar ensaios não destrutivos.
Parâmetros de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
Observações
1~2
MIG (Semi-Automático)
1060Y
Φ2.5
DCEP
300~340
29~31
250~300
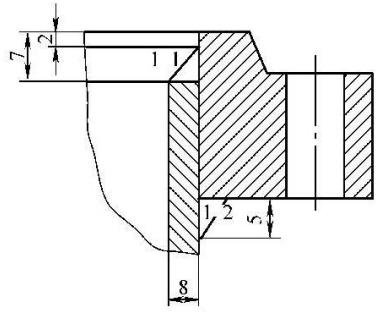
3. Para o mesmo produto mencionado acima, a soldadura da junta entre o tubo de derivação e a flange é efectuada utilizando a soldadura TIG (Tungsten Inert Gas). O processo específico é apresentado na Tabela 5-36:
Tabela 5-36 Junta de soldadura com gás inerte de tungsténio (TIG) Cartão de processo de soldadura
Cartão de processo de soldadura para soldadura de juntas
Número
Diagrama esquemático da cabeça de soldadura
Material de base Material
1035
5A02
Espessura do material de base
8 mm
Posição de soldadura
Soldadura plana
Técnica de soldadura
Cordão de soldadura reto
Temperatura de pré-aquecimento
100℃
Temperatura interpasse
≤150℃
Diâmetro do bocal
16 mm
Diâmetro do elétrodo de tungsténio
5mm
Gás de proteção
Ar
Caudal de gás (L/min)
Frente: 15~20 Voltar:
Sequência de soldadura
1
Inspecionar as dimensões das ranhuras e a qualidade da superfície.
2
Limpar a ranhura e a área circundante de qualquer óleo ou sujidade.
3
Pré-aqueça a junta a 100 ℃ antes de soldar. Não aquecer diretamente a superfície da ranhura durante o aquecimento.
4
Efetuar a soldadura de posicionamento inicial a partir do exterior, utilizando a técnica de soldadura de primeira camada, com um comprimento de 30 mm.
5
Efetuar a primeira e a segunda camadas de soldadura no interior.
6
Efetuar uma inspeção visual.
Parâmetros de especificação de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
Observações
1~2
GTAW
5A05Y
Φ5.0
CA (corrente alternada)
280~340
120~150
VIII. Defeitos comuns na soldadura de alumínio e de ligas de alumínio
Os defeitos mais comuns nas soldaduras de alumínio e de ligas de alumínio incluem uma má formação da soldadura, subcotação no metal de base, fissuração, porosidade, falta de fusão, queimadura e inclusão de escória.
1. Formação deficiente da soldadura
A má formação da soldadura apresenta-se como uma largura de soldadura inconsistente, formas ásperas e sem brilho, juntas excessivas, centros de soldadura salientes com lados planos ou afundados e excesso de soldadura.
Estes defeitos resultam principalmente da inexperiência do soldador, da seleção incorrecta dos parâmetros do processo de soldadura, do ângulo incorreto da tocha, do não alinhamento da chama oxiacetilénica ou do arco estritamente com a ranhura, do diâmetro excessivamente grande do bocal (para a soldadura MIG automática e semi-automática) e da presença de humidade na superfície do fio de soldadura, no revestimento do elétrodo e no gás árgon.
2. Fratura
As fissuras nas soldaduras de ligas de alumínio ocorrem durante o processo de cristalização do metal. O alumínio puro, o alumínio-manganês e as ligas de alumínio-magnésio têm uma tendência mínima para formar fissuras quentesmas podem ainda ocorrer com rigidez estrutural significativa, elevado teor de impurezas ou seleção incorrecta dos parâmetros do processo.
As ligas de alumínio-magnésio com um teor de magnésio inferior a 2-3% têm tendência para formar fissuras. No entanto, a adição de menos de 0,2% de titânio como modificador ao fio de soldadura de alumínio-magnésio pode refinar os grãos, melhorando a resistência à fissuração e as propriedades mecânicas do metal de soldadura.
O alumínio duro tem fraca soldabilidade e é muito sensível aos ciclos de calor da soldadura e linha de soldadura energia. O problema das fissuras cristalinas (fissuras a quente) durante a soldadura é grave, especialmente quando se solda com fio de enchimento da mesma composição que o metal de base, a tendência para fissuras cristalinas pode ser tão elevada como 80% ou mais, resultando mesmo em fissuração.
As medidas para evitar a fissuração a quente são as seguintes
1) Controlar a composição do metal de base e do fio de soldadura. A relação ferro-silício no alumínio puro, na liga de alumínio-manganês e no fio de soldadura deve ser superior a 1 para reduzir a quantidade de silício eutéctico de baixo ponto de fusão no metal de soldadura e assegurar a distribuição descontínua dos compostos ternários de ferro, silício e alumínio.
2) A adição de uma pequena quantidade de refinadores de grão ao metal de solda através do fio de enchimento ajuda a prevenir a fissuração a quente. Quando o zircónio 0,5% é adicionado à solda de alumínio duro LY16, o metal de solda pode ser transformado numa estrutura cristalina equiaxial fina.
3) Métodos de soldadura com aquecimento concentrado (como a soldadura automática a gás soldadura por arco de tungsténio) deve ser utilizado tanto quanto possível, bem como selecionar parâmetros de processo de alta corrente e alta velocidade de soldadura.
4) Durante a montagem e a soldadura da estrutura de alumínio, o cordão de soldadura não deve ter uma rigidez significativa. Devem ser adoptadas medidas como a soldadura segmentada, o pré-aquecimento ou a redução adequada da velocidade de soldadura.
5) A soldadura topo a topo com um bisel e uma pequena abertura deve ser utilizada tanto quanto possível, evitando juntas em forma de cruz e posicionamentos e sequências de soldadura inadequados.
6) No final ou na interrupção da soldadura, a cratera deve ser prontamente preenchida antes de remover a fonte de calor para evitar fissuras na cratera.
3. Poros de gás
Durante a soldadura automática por arco de tungsténio gasoso de ligas de alumínio, existem numerosos poros de gás na superfície da soldadura, incluindo um grande número de micro poros. A quantidade e o tamanho dos microporos aumentam com o número de camadas.
Os microporos ao longo da linha central da superfície da solda superam aqueles na linha central dentro da solda. Quando a humidade atmosférica é elevada, aparecem grandes poros de gás contínuos na linha central da segunda camada da superfície de solda. As características e as causas de formação de vários poros de gás na solda de alumínio são mostradas na Tabela 3.
Tabela 3: Características e causas de formação de várias porosidades em cordões de soldadura de alumínio
Tipos de poros
Características dos poros
Causas da formação de porosidade
Poros de superfície
Localizado na superfície do cordão de soldadura
Não limpar completamente a sujidade e a humidade dos lados do fio e do bisel da soldadura, impurezas excessivas nos gases de árgon e acetileno, velocidade de soldadura irregular e arco demasiado longo.
Poros dispersos
Pequenas dimensões (cerca de 0,5 mm ou menos), localizadas na junta, no ponto de iniciação do arco e na superfície do cordão de soldadura
Utilização de fio de soldadura sujo ou fio que tenha sido deixado de fora durante demasiado tempo e parâmetros de processo de soldadura excessivamente pequenos.
Poros densos localizados
Poros maiores do que os dispersos, que aparecem frequentemente na junta, com a parede interna do cordão de soldadura a parecer preta ou cinzenta-escura
Deterioração súbita do desempenho da proteção contra gases em certas áreas, permitindo que o azoto e o oxigénio do ar invadam a poça de fusão.
Poro grande único
O diâmetro dos poros é bastante grande, cerca de 3-4 mm
Soldadura a uma velocidade demasiado elevada, resultando numa baixa temperatura da poça de fusão e em deficiências como a penetração incompleta na raiz do cordão de soldadura.
Poros da cadeia radicular
O poro é grande, localizado na raiz do cordão de soldadura
A não limpeza completa da película de óxido na raiz e no bordo da junta e a "ação de quebra do cátodo" do arco não atingem a raiz da junta.
Poros colunares
A profundidade dos poros é bastante profunda e alongada, aparecendo frequentemente no local da reparação
A fusão deficiente durante a reparação do defeito leva à formação de porosidade.
As medidas para evitar a porosidade incluem:
1) Preparação da pré-soldadura
As fontes de hidrogénio podem ser fornecidas pela peça de trabalho, pelo fio de soldadura, pelo gás inerte, pela atmosfera industrial, pelo mecanismo de alimentação do fio, pelas luvas e pelas impressões das mãos dos operadores de soldadura. As principais fontes de hidrogénio são a humidade, a película de óxido hidratado e a contaminação por óleo. O teor de hidrogénio dos materiais e do fio de soldadura deve ser controlado para não exceder 0,4 ml por 100 g de metal.
A superfície da peça de trabalho deve ser submetida a uma limpeza mecânica ou química para remover a contaminação por óleo e a película de óxido hidratado. Após a limpeza, o chanfro e a área adjacente devem ser cobertos com tecido seco, limpo e que não solte fiapos ou fita de filme de polietileno para evitar contaminação posterior.
Se necessário, limpar o bisel e a superfície do fio com um raspador limpo antes de soldar, depois soprar árgon no bisel com uma tocha de soldadura para soprar as aparas dentro do bisel e depois começar a soldar. Depois de limpar a superfície da peça de trabalho, o tempo de armazenamento antes da soldadura não deve exceder 4~24 horas, caso contrário, tem de ser limpo novamente.
O processo de preparação da superfície do fio de soldadura normal é o mesmo que o da peça de trabalho. O fio de soldadura polido pode ser utilizado para soldar diretamente sem qualquer limpeza. O tempo de armazenamento após a abertura do fio de soldadura é relaxado, mas não deve ser aberto durante muito tempo. O fio de soldadura não selado mas inacabado pode ser novamente selado e armazenado num ambiente seco.
Tubagem de gás inerte: Deve adotar tubagem de aço inoxidável ou tubagem de cobre. Deve ser utilizada tubagem de politetrafluoroetileno rígido desde a extremidade da tubagem até à tocha de soldadura. As tubagens de borracha e de resina de etileno não devem ser utilizadas devido à sua forte absorção de água. Assegurar que a tubagem de gás inerte (incluindo as juntas dos tubos) não apresenta fugas; caso contrário, a atmosfera industrial húmida infiltra-se na tubagem sem pressão interna.
Uma vez que os tubos de água de arrefecimento têm de ser ligados no interior da estrutura da tocha de soldadura, certifique-se de que as juntas dos tubos não apresentam fugas. Quando a humidade no ambiente do local é elevada, o gasoduto pode ser soprado com árgon aquecido para remover possível humidade aderida à parede do tubo. Uma placa de teste também pode ser utilizada para testes de soldadura por arco para verificar qualitativamente a pureza, o ponto de orvalho e o efeito protetor do gás inerte com base no aspeto da soldadura e na largura da zona de atomização do cátodo, e também para remover o condensado na tocha de soldadura e na conduta de gás.
Mecanismo de alimentação do fio: Não deve haver óleo ou contaminação por óleo no interior do mecanismo de alimentação do fio. A manga de alimentação do fio deve também utilizar tubos de politetrafluoroetileno e deve ser removida a eventual condensação aderente à parede da manga.
Ambiente do local: A temperatura na sala de produção de soldagem de alumínio e liga de alumínio não deve exceder 25 ℃ e a umidade relativa não deve exceder 50%. Se for difícil controlar o ambiente geral, considere a criação de um pequeno ambiente local com ar condicionado ou desumidificação para as soldas dentro da grande oficina.
O local de trabalho de soldadura deve estar afastado do local de corte, chapa metálicaO local de trabalho de soldadura é proibido de colocar objectos diversos e deve manter o local limpo e arrumado. É proibido colocar objectos diversos no local de trabalho de soldadura e deve manter-se o local limpo e arrumado.
As marcas de óleo e de mãos e as manchas de suor dos trabalhadores envolvidos na montagem e na soldadura contêm hidrocarbonetos, que são também fontes de hidrogénio. Quando contactam, processam e soldam peças de alumínio, devem usar vestuário branco especial de proteção do trabalho. O objetivo da escolha de vestuário branco é encontrar e remover facilmente a sujidade.
2) Conceção estrutural
Evitar a utilização de soldadura transversal, soldadura suspensa e juntas com fraca acessibilidade durante o projeto para evitar a rutura súbita do arco durante a soldadura, resultando em porosidade no ponto de rutura do arco. As juntas de soldadura devem ser propícias à soldadura automatizada para substituir a ignição do arco, a extinção do arco e a soldadura manual frequente. Sempre que for possível efetuar um bisel posterior, este pode ser concebido como um bisel posterior em forma de V.
3) Pré-aquecimento da soldadura
O pré-aquecimento da pré-soldadura para abrandar a dissipação de calor é propício para abrandar a velocidade de arrefecimento da poça de fusão, prolongando o tempo de existência da poça de fusão, facilitando a fuga de bolhas de hidrogénio e reduzindo ou diminuindo a porosidade da soldadura. É uma medida eficaz para evitar a porosidade da soldadura durante a soldadura de posicionamento, a soldadura e a soldadura de reparação de estruturas de alumínio e de ligas de alumínio.
O melhor método de pré-aquecimento é configurar o aquecimento por resistência no dispositivo de fixação ou aquecimento local por infravermelho distante fora da soldagem. Para ligas recozidas de Al, Al-Mn e Al-Mg com w (Mg) menor que 5%, a temperatura de pré-aquecimento pode ser selecionada como 100 ~ 150 ℃. Para ligas de Al-Mg-Si, Al-Cu-Mg, Al-Cu-Mn, Al-Zn-Mg reforçadas com envelhecimento em solução, a temperatura de pré-aquecimento geralmente não excede 100 ℃. Para retardar a dissipação de calor, materiais com pequena condutividade térmica devem ser usados para fazer o acessório do molde (como aço) e placa de apoio de solda (aço inoxidável ou liga de titânio).
4) Método de soldadura preferido
A soldadura AC TIG com elétrodo de tungsténio e a soldadura por arco curto de hélio com elétrodo de tungsténio DC EP têm um processo de arco estável, menos atmosfera ambiente misturada na coluna de arco e na poça de fusão, pelo que são menos sensíveis à porosidade da soldadura. Durante a soldadura AC TIG com elétrodo de tungsténio de onda quadrada e a soldadura por arco de plasma com ajuste não simétrico da polaridade e dos parâmetros, a atomização do cátodo é suficiente e a porosidade e as inclusões podem ser excluídas durante a soldadura, sendo também menos sensíveis à porosidade da soldadura e podendo mesmo obter-se soldaduras sem defeitos.
Durante a soldadura MIG, o processo de transição de gotículas é relativamente instável, a atmosfera ambiental mistura-se inevitavelmente na área da coluna de arco, há mais hidrogénio fundido na poça de fusão, a velocidade de soldadura e a velocidade de arrefecimento da poça de fusão são grandes, por isso a sensibilidade à porosidade da soldadura é forte, e a transição de sub-jato e a soldadura de fio grosso devem ser seleccionadas.
5) Parâmetros preferenciais do processo de soldadura
A redução da tensão do arco, o aumento da corrente de soldadura e a redução da velocidade de soldadura são conducentes à redução do teor de hidrogénio dissolvido na poça de fusão de soldadura, prolongando o tempo de existência da poça de fusão líquida, abrandando a velocidade de arrefecimento da poça de fusão, facilitando a fuga de bolhas de hidrogénio e reduzindo a porosidade da soldadura.
6) Tecnologia de operação de soldadura
No início da soldadura e durante a soldadura de posição, a temperatura da peça de trabalho é baixa, a dissipação de calor é rápida, a velocidade de arrefecimento da poça de fusão é grande e o local de soldadura é propenso à porosidade da soldadura. Deve ser utilizada uma placa de ignição do arco. Após a ignição do arco durante a soldadura por posição, há um ligeiro atraso e, em seguida, é efectuada a soldadura com fio de enchimento para evitar a penetração incompleta e a porosidade neste local.
Durante a soldadura de uma face, a porosidade da raiz é propensa a ocorrer na parte de trás da raiz da soldadura. É melhor implementar a soldadura de dupla face com chanfro posterior. Após a soldadura frontal, é efectuada a limpeza da raiz posterior para remover a porosidade da raiz e as inclusões de película de óxido e, em seguida, é efectuada a soldadura de selagem posterior. Durante a soldadura de várias camadas, devem ser adoptados canais de soldadura de camada fina.
Cada camada tem um volume menor de metal fundido na poça de fusão, o que favorece a fuga de bolhas de hidrogénio. Durante a soldadura de reparação, a localização exacta do defeito original deve ser detectada primeiro para garantir que o defeito é completamente eliminado. É melhor organizar imediatamente uma perspetiva de raios X do processo para verificar o grau de eliminação do defeito.
Durante a soldadura de reparação, a temperatura da soldadura é baixa, a soldadura de reparação é curta, a distância entre a ignição do arco e a extinção do arco é pequena, a operação de reparação é inconveniente, a velocidade de arrefecimento da poça de fusão é grande e a porosidade é propensa a ocorrer.
Por conseguinte, a dificuldade da soldadura de reparação é relativamente grande. Se necessário, pode ser efectuado um pré-aquecimento local por radiação infravermelha distante.
Durante a soldadura manual por arco, a prevenção da porosidade da soldadura durante a soldadura e a soldadura de reparação depende em grande parte das competências operacionais do soldador. O soldador deve ser bom a observar o processo de transformação do estado da poça de fusão de soldadura e a geração e fuga de bolhas, e não deve perseguir cegamente uma velocidade de soldadura elevada. Devem ser bons na utilização de técnicas operacionais para agitar adequadamente para a frente e para trás, o que é benéfico para a fuga de bolhas.
Durante a soldadura automática, podem ser utilizados métodos mecânicos ou físicos adequados para agitar a poça de fusão, tais como a agitação ultra-sónica, a agitação electromagnética, o gás de mudança de impulsos (árgon, hélio), a alimentação de fio por impulsos, etc.
A prevenção da porosidade nas soldaduras de alumínio e de ligas de alumínio é um problema complexo. Na produção real, é frequentemente necessário adotar medidas técnicas abrangentes em combinação com as condições de produção.
IX. Soldadura de tubos de alumínio e de ligas de alumínio
Biselagem
O biselamento pode ser efectuado mecanicamente ou utilizando métodos de chama, como o arco de plasma. A superfície processada deve ser lisa e isenta de fissuras, delaminação, inclusões de escória, rebarbas, etc. Se o método de arco de plasma deixar resíduos, a superfície de corte deve ser polida.
Limpeza antes da soldadura
O fio de soldadura, a superfície do bisel e uma área adjacente de 50 mm devem ser limpos, geralmente pelos seguintes métodos:
1) Os solventes orgânicos, como a acetona, podem ser utilizados para remover o óleo e a gordura da superfície.
2) Devem ser utilizados métodos mecânicos ou químicos para remover as películas de óxido da superfície.
3) O fio de soldadura limpo e as peças de trabalho não devem ser contaminados antes da soldadura; caso contrário, a limpeza deve ser repetida. A soldadura deve geralmente ser efectuada no prazo de 4 horas após a limpeza.
Método mecânico: O bisel e as superfícies adjacentes podem ser raspados, limados ou fresados. Uma escova de arame de aço inoxidável (roda) com cerca de 0,2 mm de diâmetro pode ser utilizada para limpar estas superfícies até obter um brilho metálico. O fio de soldadura pode ser limpo com uma escova de arame de aço inoxidável ou papel de esmeril limpo.
Método químico: Mergulhar numa solução de NaOH 5%-10% a cerca de 70°C durante cerca de 3 minutos, seguida de um enxaguamento. Em seguida, mergulhar numa solução de aproximadamente 30% HNO3 à temperatura ambiente durante cerca de 2 minutos, seguida de um enxaguamento com água corrente e secagem a cerca de 100°C.
Placa de apoio
1) O alumínio e as suas ligas possuem uma baixa resistência a altas temperaturas, enquanto o alumínio fundido apresenta uma excelente fluidez, resultando na flacidez dos metais de soldadura durante a soldadura. Para garantir a penetração sem colapso, são frequentemente utilizadas placas de apoio para suportar a poça de fusão e os metais adjacentes durante a soldadura. Podem ser utilizadas placas de grafite, placas de aço inoxidável ou placas de aço-carbono como placas de suporte.
Uma ranhura arqueada é cortada na superfície da placa de apoio para assegurar a formação da soldadura no lado inverso. Ao soldar com uma placa de suporte, a ranhura não mantém uma aresta romba e a placa de suporte deve ser polida antes da soldadura. Deve-se ter cuidado para garantir que a placa de suporte não derreta durante a soldadura.
2) Papel dos anéis de revestimento de aço inoxidável
No processo de soldadura de tubos de liga de alumínio-magnésio de pequeno diâmetro, pode ser utilizado um anel de revestimento de aço inoxidável do tipo embutido no interior do tubo de liga de alumínio-magnésio antes da soldadura. Isto pode prevenir eficazmente o colapso e o gotejamento do metal de solda, facilitando a formação da solda. Por outro lado, proporciona uma proteção eficaz para a raiz da soldadura, reduz o grau de oxidação e minimiza a formação de defeitos de soldadura como a porosidade e as inclusões de escória.
3) Fabrico de anéis de revestimento em aço inoxidável
O anel de revestimento de aço inoxidável é composto por um anel de revestimento e um alumínio ranhurado. Primeiro, um anel de revestimento de liga de alumínio ranhurado é feito especialmente, e a tira de aço inoxidável é inserida na sua ranhura durante a utilização. A tira de aço inoxidável é tipicamente 1.5 mm de espessura e 20 mm de largura.
4) Montagem de anéis de revestimento em aço inoxidável
A montagem e o posicionamento dos anéis de revestimento em aço inoxidável são os indicados na figura abaixo.
Montagem e posicionamento
Antes da montagem do tubo, as impurezas, tais como manchas de óleo e óxidos no fio de soldadura, nas superfícies das ranhuras e num raio de, pelo menos, 50 mm de cada lado, devem ser removidas utilizando solventes orgânicos como a acetona e o tetracloreto de carbono, ou com uma escova de arame de aço inoxidável até aparecer um brilho metálico.
As soldaduras e o fio de soldadura limpos devem ser soldados no prazo de 8 horas. Se este período for excedido, devem ser tomadas medidas de proteção eficazes; caso contrário, a limpeza deve ser repetida.
Durante a montagem do tubo, as paredes interiores devem ser niveladas, com o desvio a cumprir os seguintes requisitos:
Quando a espessura da parede do tubo é inferior ou igual a 5 mm, o desvio deve ser inferior ou igual a 0,5 mm;
Quando a espessura da parede do tubo é superior a 5 mm, o desvio deve ser inferior ou igual a 10% da espessura da parede e não deve exceder 2 mm;
Durante o posicionamento do cordão de soldadura, deve ser utilizado o mesmo fio de soldadura e o mesmo processo de soldadura que a soldadura formal, e um soldador qualificado deve efetuar a soldadura. As dimensões para o posicionamento do cordão de soldadura podem ser encontradas na Tabela 4-2.
Diâmetro nominal
Localização e quantidade
Altura do cordão de soldadura
Comprimento
≤50
Simétrico 2 pontos
Determinar com base na espessura da soldadura
5-10
>50~150
2~3 pontos uniformemente distribuídos
5-10
>150~200
3~4 pontos uniformemente distribuídos
10-20
Pré-aquecimento antes da soldadura
Quando se utiliza a soldadura manual por arco de tungsténio, o pré-aquecimento pode ser efectuado para espessuras de soldadura entre 10-15 mm.
Dependendo do tipo de liga de alumínio, a temperatura de pré-aquecimento pode variar de 100-200 ℃, usando chama de oxi-acetileno, forno elétrico ou maçarico para aquecimento. O pré-aquecimento pode reduzir os defeitos de deformação e porosidade na soldadura.
Pontos-chave no processo de soldadura
1) Utilizar uma fonte de alimentação de corrente alternada para a soldadura manual por arco de tungsténio e uma fonte de corrente contínua para a soldadura por arco de fusão.
2) A iniciação do arco deve ser feita na chapa de ataque e a terminação da soldadura longitudinal deve ser feita na chapa de extinção. Os materiais de ambas as chapas devem ser os mesmos que o material de base para evitar a formação de arco com fios, linhas de terra ou ferramentas de soldadura.
3) Utilizar o método de soldadura rápida de alta corrente. A oscilação lateral do fio de soldadura não deve exceder três vezes o seu diâmetro.
4) A soldadura deve ser efectuada simetricamente. Para soldar do centro para fora, as soldaduras com grande retração devem ser feitas primeiro, e todo o percurso de soldadura deve ser completado continuamente.
5) A extremidade do fio de soldadura na soldadura manual por arco de tungsténio não deve sair da zona de proteção.
6) Durante o processo de soldadura, deve ser dada atenção à remoção de inclusões de óxido e outros defeitos entre as camadas de soldadura. A penetração deve ser assegurada na raiz da soldadura de canto. Para a soldadura de dupla face, a raiz da soldadura deve ser limpa para revelar o metal de solda da camada frontal. A cratera deve ser preenchida e o ponto de iniciação do arco deve ser completamente fundido.
X. Defeitos de Soldadura Práticos de Ligas de Alumínio-Magnésio em Engenharia e Soluções
Inclusões de tungsténio (apresentadas como manchas brancas nas radiografias)
Causas:
①Eletrodo de tungsténio fino
②Bater com arco direto com um elétrodo de tungsténio frio
③Contacto de tungsténio (o elétrodo de tungsténio toca na peça de trabalho ou noutros objectos)
Soluções:
Utilize uma placa de percussão e esmerilhe o elétrodo de tungsténio quando este entrar em contacto.
Inclusões
Causas:
①Al2O3 num estado disperso que não pode ser distinguido geometricamente não afecta o desempenho
②O Al2O3 linear afecta o desempenho. As inclusões de Al2O3 tendem a formar-se na raiz
Soluções:
①Remodelação
②Ralar a raiz
③Quando o diâmetro do tubo é demasiado pequeno para moer ou fundir novamente, utilize uma placa de apoio em aço inoxidável
Porosidade
Causas:
① Película de óxido no fio de soldadura e na superfície do material de base
②Vapor de água no gás árgon
③Vapor de água na mangueira da tocha de soldadura
④Factores ambientais (tempo ventoso ou chuvoso)
Soluções:
①Limpar o óleo e a película de óxido perto da ranhura do fio de soldadura e do material de base.
②Assegure a pureza do gás árgon. Utilize uma garrafa cheia quando soldar em posições planas ou suspensas, e mantenha a mangueira de gás curta.
③Estenda o tempo de iniciação do arco e certifique-se de que a mangueira de gás não tem fugas.
④Evite a construção em tempo chuvoso ou ventoso.
⑤Pré-aqueça quando a peça de trabalho for ≥15mm, ou pré-aqueça na soldadura transversal quando δ≥10mm.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
A soldadura de ligas de alumínio apresenta desafios únicos devido ao seu baixo ponto de fusão e elevada condutividade térmica. Este artigo analisa vários métodos de soldadura, tais como TIG, MIG e arco de plasma...
Porque é que a soldadura de alumínio requer corrente alternada (AC) em vez de corrente contínua (DC)? A camada de óxido do alumínio, com um elevado ponto de fusão, complica o processo de soldadura. Este artigo explica como a corrente alternada...
Como é que podemos unir o alumínio e o aço, dois metais com propriedades muito diferentes, sem comprometer a sua integridade estrutural? Este artigo analisa as técnicas avançadas de soldadura a laser para responder a este desafio,...
Alguma vez se perguntou o que torna os fios de soldadura de liga de alumínio tão essenciais para soldaduras fortes, leves e resistentes à corrosão? Este artigo analisa as propriedades de três fios de soldadura de liga de alumínio populares...
Já se interrogou sobre como melhorar a qualidade da soldadura das ligas de alumínio da série 6? Este artigo analisa a otimização da soldadura por pontos MIG, comparando diferentes parâmetros e técnicas de soldadura. Descubra como as alterações na ranhura...
Imagine transformar o alumínio leve em estruturas fortes e versáteis utilizando a soldadura com gás inerte metálico (MIG). Esta técnica não só garante soldaduras consistentes e de alta qualidade, como também resolve problemas comuns como desalinhamento e...
1. Introdução Leveza, alta velocidade, segurança, eficiência energética, conforto e longa vida útil são os símbolos dos veículos ferroviários modernos. A chave para atingir a velocidade dos comboios é resolver o...
Já alguma vez teve dificuldade em soldar ligas de alumínio, acabando por ficar com fissuras e defeitos? Este guia desmistifica o complexo processo de soldadura de alumínio, explicando os desafios comuns e as...
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...