Soldadura de aços temperados e revenidos: Explicação
Imagine tentar soldar um material tão forte que resiste ao desgaste, mas tão complicado que uma técnica incorrecta pode levar a uma falha catastrófica. É este o desafio que se coloca na soldadura de aços temperados e revenidos. Neste artigo, irá descobrir as principais características destes materiais, os métodos e materiais de soldadura específicos necessários e dicas cruciais para tratamentos pré e pós-soldadura. Ao compreender estes princípios, aprenderá a realizar soldaduras que mantêm a notável resistência e durabilidade do aço. Mergulhe de cabeça para dominar as complexidades da soldadura de aços temperados e revenidos.
1. Soldadura de aços de baixo carbono e de baixa liga temperados e revenidos
1. Características de soldadura dos aços de baixo carbono e baixa liga temperados e revenidos
Os aços de baixo carbono e baixa liga temperados e revenidos são caracterizados pelo seu elevado limite de elasticidade (450-980MPa), excelente ductilidade, tenacidade e resistência superior ao desgaste e à corrosão. Estas propriedades podem ser adaptadas através de ajustes precisos da composição da liga e de processos de tratamento térmico optimizados para satisfazer requisitos de aplicação específicos.
A soldabilidade destes aços é geralmente superior à dos seus homólogos de médio carbono, principalmente devido ao seu menor teor de carbono equivalente (CE), que normalmente não excede 0,21%. Este valor mais baixo de CE contribui para reduzir a suscetibilidade à fissuração induzida pelo hidrogénio e melhorar a soldabilidade global. No entanto, a soldadura bem sucedida destes aços requer um conhecimento profundo das suas caraterísticas de soldadura únicas, o desenvolvimento de procedimentos de soldadura adequados e o cumprimento rigoroso dos protocolos estabelecidos.
Os principais desafios de soldadura associados aos aços de baixo carbono temperados e revenidos incluem:
1. Suscetibilidade à fissuração a frio: Apesar da sua soldabilidade melhorada, estes aços continuam a ser propensos à fissuração a frio induzida pelo hidrogénio, particularmente na zona afetada pelo calor (HAZ). A atenuação deste risco exige:
Controlo rigoroso das fontes de hidrogénio durante a soldadura
Seleção de consumíveis com baixo teor de hidrogénio
Aplicação de regimes adequados de pré-aquecimento e tratamento térmico pós-soldadura (PWHT)
Controlo cuidadoso das taxas de arrefecimento
2. Redução da tenacidade na ZTA de grão grosso: A elevada entrada de calor durante a soldadura pode levar ao engrossamento do grão na ZTA, comprometendo potencialmente a tenacidade. Isto pode ser resolvido através de:
Utilização de técnicas de soldadura com baixa entrada de calor (por exemplo, GMAW pulsado, GTAW)
Implementação de estratégias de soldadura multi-passos para refinar a estrutura do grão
Otimização da seleção do metal de adição para promover a formação de ferrite acicular
3. Suscetibilidade à fissuração a quente: Embora geralmente menos propensas à fissuração a quente devido ao seu baixo teor de carbono e enxofre e a rácios mais elevados de manganês para enxofre, certas composições podem ainda ser susceptíveis. As medidas preventivas incluem:
Utilização de parâmetros de soldadura com baixa entrada de calor
Controlo da forma do banho de soldadura e dos padrões de solidificação
Utilização de metais de adição com composição adequada para minimizar a tendência de fissuração a quente
Para garantir resultados de soldadura bem sucedidos, é crucial
Realizar avaliações exaustivas da soldabilidade, incluindo diagramas de Graville e cálculos de carbono equivalente
Desenvolver especificações abrangentes de procedimentos de soldadura (WPS) adaptadas ao tipo de aço e à aplicação específica
Implementar medidas sólidas de controlo da qualidade, incluindo ensaios não destrutivos (NDT) e verificação das propriedades mecânicas
Considerar tecnologias de soldadura avançadas, como a soldadura híbrida laser-arco ou a soldadura por fricção para aplicações particularmente difíceis
2. Seleção de métodos de soldadura para aços de baixo carbono e baixa liga temperados e revenidos
As técnicas de soldadura mais utilizadas para os aços de baixo carbono e baixa liga temperados e revenidos incluem a soldadura por arco de metal blindado (SMAW), a soldadura por arco de metal a gás (GMAW), a soldadura por arco submerso (SAW) e a soldadura por arco de tungsténio a gás (GTAW, também conhecida como soldadura TIG). Cada método oferece vantagens distintas, dependendo dos requisitos específicos da aplicação.
Ao utilizar estes processos de soldadura por arco com parâmetros de soldadura normalizados, a taxa de arrefecimento da junta soldada é relativamente rápida. Este arrefecimento acelerado resulta em propriedades mecânicas na zona afetada pelo calor (ZTA) dos aços de baixo carbono e baixa liga temperados e revenidos que se aproximam das propriedades mecânicas do metal de base no seu estado temperado e revenido. Esta semelhança de propriedades é crucial para manter a integridade estrutural e o desempenho do componente soldado.
Devido a esta resposta metalúrgica favorável, o tratamento térmico pós-soldagem (PWHT) não é normalmente necessário para estes aços quando soldados utilizando os métodos acima mencionados. Esta eliminação do tratamento térmico pós-soldagem pode levar a poupanças significativas de tempo e de custos nos processos de fabrico.
Para aplicações que requerem um controlo preciso do aporte térmico e da geometria do cordão de soldadura, como no fabrico de recipientes sob pressão, o processo de soldadura por arco submerso de duplo fio de fenda estreita provou ser altamente eficaz. Esta técnica avançada utiliza fios de enchimento finos e mantém uma entrada de calor relativamente baixa, o que é particularmente benéfico para preservar a microestrutura cuidadosamente projectada dos aços temperados e revenidos. A reduzida entrada de calor minimiza a extensão da ZTA e ajuda a manter as propriedades mecânicas desejadas em toda a junta soldada.
Ao selecionar um método de soldadura para estes aços, as considerações devem incluir:
Espessura do material
Conceção conjunta
Volume de produção
Posição de soldadura
Acessibilidade da articulação
Propriedades mecânicas desejadas
Potencial de distorção
Factores económicos
3. Seleção de materiais de soldadura
Na soldadura de aços de baixo carbono temperados e revenidos, a seleção de materiais de soldadura geralmente segue o princípio de igual resistência e é semelhante à seleção para aços laminados a quente e normalizados. Devido à maior suscetibilidade à fissuração a frio nos aços de baixo carbono temperados e revenidos, é crucial um controlo rigoroso do hidrogénio nos materiais de soldadura.
O elétrodo de soldadura utilizado para aços com baixo teor de carbono temperados e revenidos deve ser do tipo com baixo teor de hidrogénio ou ultra-baixo teor de hidrogénio. Antes da soldadura, os eléctrodos devem ser secos de acordo com as condições de secagem especificadas pelo fabricante ou com as especificações do procedimento de soldadura.
Os eléctrodos secos devem ser imediatamente armazenados num forno de retenção de eléctrodos seco e de baixa temperatura para um acesso conveniente. A Tabela 5-11 fornece exemplos de eléctrodos de soldadura para soldadura com proteção arco metálico soldadura, fios de enchimento para soldadura por arco de metal a gás e gases de proteção utilizados para aços de baixo carbono temperados e revenidos.
Tabela 5-11: Exemplos de seleção de materiais de soldadura para aços de baixo carbono temperados e revenidos
Método de soldadura/Grau
Soldadura por arco de metal blindado (SMAW)
Soldadura por arco submerso (SAW)
Soldadura por arco metálico a gás (GMAW)
Soldadura por arco de metal blindado (SMAW)
14MnMoVN
J707 J857
H08Mn2MoA
H08Mn2NiMoVA
Em conjunto com HJ350
H08Mn2NiMoA
Em conjunto com HJ250
H08Mn2SiH08Mn2Mo
14MnMoNbB
J857
H08Mn2MoA
H08Mn2NiCrMoA
HJ350
H10Mn2MoA
H08Mn2Ni2CrMoA
Em conjunto com HJ360HJ431
WCF-62
Novo 607CF
CHE62CF(L)
H08MnSiMo
Série Mn-Ni-Mo
4. Pontos-chave do processo de soldadura
(1) Preparação da pré-soldadura
A preparação da pré-soldadura envolve três aspectos: preparação de ranhura de soldaduratratamento de secagem dos materiais de soldadura e pré-aquecimento.
1) Preparação do sulco de soldadura
Conceção adequada das juntas, bom processamento das ranhuras, montagem e qualidade da soldadura são essenciais para garantir o excelente desempenho dos aços de baixo carbono e baixa liga temperados e revenidos. Ao conceber a junta, deve ter-se em consideração a conveniência das operações de soldadura e das inspecções pós-soldadura.
A colocação incorrecta das soldaduras pode levar a defeitos como alterações abruptas na secção transversal, penetração incompleta, falta de fusão, rebaixamento e saliência da soldadura, bem como causar concentração de tensões.
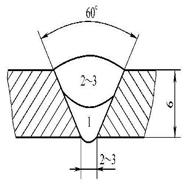
Geralmente, uma junta de topo é mais adequada do que uma junta de filete uma vez que esta última tem um fator de concentração de tensões mais elevado e um efeito de entalhe significativo. Além disso, as juntas de topo são mais convenientes para os ensaios radiográficos ou ultra-sónicos. As ranhuras em forma de U ou de V são preferíveis, e podem ser utilizadas ranhuras duplas em forma de V ou de U para reduzir a tensão de soldadura.
As ranhuras para os aços de baixo carbono e baixa liga temperados e revenidos podem ser cortadas por corte a gásMas a camada endurecida na borda de corte deve ser eliminada através de aquecimento ou processamento mecânico. Quando a espessura da placa é inferior a 100mm, o pré-aquecimento não é necessário antes do corte. Para espessuras de chapa ≥ 100mm, deve ser efectuado um pré-aquecimento a 100-150°C antes do corte. Para aços com níveis de severidade mais elevados, o corte mecânico ou corte por arco plasma é preferível.
2) Os materiais de soldadura devem ser secos de acordo com os requisitos especificados
3) Pré-aquecimento
Para evitar a fissuração a frio, o pré-aquecimento é frequentemente necessário quando se soldam aços de baixo carbono e baixa liga temperados e revenidos. Geralmente, uma temperatura relativamente baixa temperatura de pré-aquecimento (≤200°C) é utilizado para soldar aços de baixo carbono e baixa liga temperados e revenidos. Quando a temperatura de pré-aquecimento é demasiado elevada, não é necessária para prevenir a fissuração a frio e pode levar a uma fragilização significativa na zona afetada pelo calor. A temperatura mínima de pré-aquecimento e a temperatura de interpasse para vários aços de baixo carbono e baixa liga temperados e revenidos estão listadas na Tabela 5-12.
A entrada de calor de soldadura não só afecta o desempenho da zona afetada pelo calor, mas também afecta o desempenho do metal de solda. Para muitos metais de solda, é necessária uma estrutura de ferrite em forma de agulha para obter uma combinação de resistência e tenacidade, e esta estrutura só pode ser obtida em condições de arrefecimento relativamente rápidas. Para evitar uma entrada excessiva de calor, não se recomenda a utilização de eléctrodos de soldadura de grande diâmetro ou fios de enchimento.
Sempre que possível, devem ser utilizados cordões de soldadura estreitos de múltiplos passes em vez de utilizar a técnica de oscilação, uma vez que esta não só melhora a resistência da zona afetada pelo calor e do metal de solda, como também reduz distorção da soldadura. Goivagem por arco de carbono pode ser utilizado para limpar a raiz da soldadura, mas é necessário um controlo rigoroso da entrada de calor. Após a goivagem por arco de carbono, a superfície goivada deve ser devidamente polida e limpa antes da soldadura.
Após a soldadura de uma junta de topo, é necessário retificar a altura em excesso para garantir uma altura suficiente resistência à fadiga da junta. As juntas de filete tendem a ter concentração de tensões, o que reduz a resistência à fadiga. Retificação mecânica, refusão TIG ou martelagem descasque na extremidade da soldadura de filete pode melhorar a resistência à fadiga das juntas de filete, mas devem ser seleccionadas as técnicas adequadas de retificação, refusão ou peening.
(3) Tratamento térmico pós-soldadura
A maioria dos produtos de baixo carbono e baixa liga aço temperado e revenido os componentes soldados são utilizados na condição de soldados, exceto se as condições seguintes exigirem um tratamento térmico pós-soldadura:
1) Dureza insuficiente do aço após a soldadura ou o trabalho a frio.
2) É necessária uma maquinação de alta precisão após a soldadura, e a estabilidade dimensional da estrutura deve ser assegurada.
No tratamento térmico pós-soldadura de muitos aços temperados e revenidos de baixo carbono e baixa liga endurecidos por precipitação, podem ocorrer fissuras de alívio de tensões na zona afetada pelo calor. Para evitar a formação de fissuras de alívio de tensões, medidas como a redução da recozimento temperatura, pré-aquecimento adequado ou tratamento térmico pós-soldagem devem ser tomados durante a soldadura.
2. Soldadura de aços de médio carbono temperados e revenidos
1. Características de soldadura dos aços de médio carbono temperados e revenidos
(1) Desempenho dos aços de médio carbono temperados e revenidos
Os aços de médio carbono temperados e revenidos têm uma maior teor de carbono (geralmente variando entre wC=0,25% e 0,50%) e contêm vários elementos de liga como Mn, Si, Cr, Ni, Mo, e B, V, Ti, Al, etc., para garantir a temperabilidade e evitar a fragilidade da têmpera. Estes aços apresentam excelentes propriedades globais no estado temperado e revenido, com limites de elasticidade que variam entre 880 e 1176MPa.
No entanto, a temperabilidade destes aços é relativamente elevada, o que afecta as características de soldadura. 40Cr é um aço cromado temperado e revenido amplamente utilizado, conhecido pelas suas boas propriedades mecânicas e elevada temperabilidade. Tem uma elevada resistência à fadiga e é normalmente utilizado no fabrico de componentes importantes que funcionam sob cargas alternadas, como engrenagens e veios encontrados durante a soldadura.
Os aços 35CrMoA e 35CrMoVA pertencem à classe Aço Cr-Mo que são aços de médio carbono, temperados e revenidos, com boa combinação de resistência e tenacidade. Estes aços são utilizados principalmente no fabrico de impulsores de turbinas a gás, veios principais e rotores de geradores, entre outros.
(2) Características de soldadura dos aços de médio carbono temperados e revenidos
Os aços de médio carbono temperados e revenidos têm características de soldadura diferentes dos aços de baixo carbono e baixa liga temperados e revenidos. Após a soldadura, a microestrutura temperada dos aços de médio carbono temperados e revenidos é dura e quebradiça, com alto teor de carbono martensite. São altamente sensíveis à fissuração a frio e, se não forem submetidos a um tratamento térmico pós-soldadura, o desempenho da zona afetada pelo calor pode não cumprir os requisitos do metal de base original.
Por conseguinte, estes aços são geralmente soldados no estado recozido, sendo necessário um tratamento de têmpera e revenido pós-soldadura para obter juntas uniformemente soldadas com o desempenho desejado.
No entanto, em alguns casos, é necessário soldar no estado temperado e revenido, e a deterioração do desempenho da zona afetada pelo calor nesses casos é difícil de resolver. A aplicação de aços de médio carbono temperados e revenidos em estruturas soldadas não é tão generalizada como a dos aços laminados a quente e normalizados e dos aços de baixo carbono temperados e revenidos.
1) Fragilização e amolecimento na zona afetada pelo calor
Devido ao maior teor de carbono e aos múltiplos elementos de liga nos aços de médio carbono temperados e revenidos, a temperatura inicial (ponto Ms) para a transformação de austenite para martensite é relativamente baixa durante o arrefecimento rápido. Isto resulta na formação de martensite de elevada dureza na zona afetada pelo calor, levando à fragilização.
Se o aço for soldado no estado temperado e revenido sem tratamento de têmpera subsequente, a zona afetada pelo calor é aquecida a uma temperatura superior à temperatura de têmpera, resultando numa zona de amolecimento com menor resistência e dureza em comparação com o metal de base. Esta zona de amolecimento pode tornar-se uma área fraca que reduz a resistência da junta.
2) Fissuras de soldadura
Os aços de médio carbono temperados e revenidos têm uma elevada suscetibilidade à fissuração a quente e à fissuração a frio, sendo necessário tomar medidas para eliminar os seus factores contributivos.
A zona afetada pelo calor dos aços de médio carbono temperados e revenidos é propensa à formação de martensite dura e quebradiça. São altamente sensíveis à fissuração a frio induzida pelo hidrogénio.
Para evitar a ocorrência de fissuração a frio induzida por hidrogénio ao soldar aços de médio carbono temperados e revenidos, é importante utilizar materiais e processos de soldadura com baixo teor de hidrogénio ou ultra-baixo teor de hidrogénio. Pré-aquecimento antes da soldadura e um tratamento térmico pós-soldadura atempado são normalmente utilizados para evitar a fissuração a frio.
Devido ao elevado teor de carbono e elemento de liga Nos aços de médio carbono temperados e revenidos, existe uma ampla gama de temperaturas entre as temperaturas solidus e liquidus durante a solidificação da poça de fusão.
Isto leva a uma tendência significativa para a formação de fissuras de solidificação. Para evitar a formação de fissuras de solidificação, recomenda-se a utilização de materiais de soldadura com baixo teor de carbono, baixo teor de enxofre e baixo teor de fósforo. Em termos de técnica de soldadura, deve prestar-se atenção ao preenchimento total da cratera do arco.
2. Seleção dos métodos de soldadura e dos materiais de soldadura
Os métodos de soldadura habitualmente utilizados para os aços de médio carbono temperados e revenidos incluem a soldadura por arco com gás inerte de tungsténio (TIG) ou hélio, a soldadura por arco de metal a gás (GMAW), a soldadura por arco submerso (SAW), a soldadura por arco de metal protegido (SMAW) e a soldadura por resistência soldadura por pontos.
A soldadura com gás inerte de tungsténio (TIG) ou com arco de hélio proporciona um baixo teor de hidrogénio na soldadura e é adequada para a soldadura de componentes finos e com grandes restrições. A soldadura GMAW pode utilizar gases de proteção como o CO2, Ar+CO2 ou Ar+O2. A soldadura GMAW produz soldas com baixo teor de hidrogénio, o que ajuda a reduzir a possibilidade de fissuração a frio em aços de médio carbono temperados e revenidos.
O SAW é normalmente utilizado para componentes que são submetidos a um tratamento de têmpera pós-soldadura. É importante selecionar a combinação adequada de fio e fluxo, utilizando fluxos neutros ou ligeiramente básicos para garantir que o metal de solda pós-soldagem tratado termicamente tenha resistência, ductilidade e tenacidade satisfatórias.
Atualmente, o SMAW é o método de soldadura mais utilizado para aços de médio carbono temperados e revenidos. Os eléctrodos de baixo hidrogénio ou ultra-baixo hidrogénio devem ser seleccionados para SMAW. Vários eléctrodos recomendados estão listados na Tabela 5-13.
1) Preparação dos sulcos: As ranhuras de soldadura para aços de médio carbono temperados e revenidos devem ser maquinadas utilizando métodos mecânicos para garantir a precisão da montagem e evitar a formação de microestrutura temperada causada pelo corte térmico. Antes da soldadura, o metal de base e os materiais de soldadura devem ser cuidadosamente limpos.
2) Secagem dos eléctrodos e do fluxo: Os eléctrodos e o fluxo devem ser bem secos antes da utilização e devem ser tomadas medidas para evitar a absorção de humidade durante o processo de secagem. processo de soldadura.
3) Pré-aquecimento: A fim de evitar a fissuração a frio induzida pelo hidrogénio, exceto no caso de cascas de paredes finas e outros componentes soldados com pouca restrição e estruturas simples, o pré-aquecimento é geralmente necessário quando se soldam aços de médio carbono temperados e revenidos. A temperatura de pré-aquecimento e a temperatura de interpasse podem ser controladas entre 250 e 300°C.
(2) Determinação do calor de soldadura e da técnica de soldadura
Recomenda-se a utilização de parâmetros de entrada de calor mais baixos para a soldadura de aços de médio carbono temperados e revenidos. Um aporte térmico elevado resultará numa zona afetada pelo calor larga e de granulação grosseira, aumentando a tendência para a fragilização. Um elevado aporte térmico também aumenta a possibilidade de fissuração por calor na soldadura e na zona afetada pelo calor. Para os componentes soldados no estado temperado e revenido sem tratamento posterior de têmpera, um elevado aporte térmico aumentará o grau de amolecimento na zona afetada pelo calor.
(3) Tratamento térmico pós-soldadura
Para evitar a fissuração a frio induzida pelo hidrogénio, o tratamento térmico pós-soldadura deve ser realizado atempadamente. Se for difícil efetuar um tratamento de têmpera imediato, pode ser feito um recozimento intermédio ou uma manutenção a uma temperatura superior à temperatura de pré-aquecimento para eliminar o hidrogénio difundido e suavizar a zona afetada pelo calor. O recozimento intermédio também ajuda a aliviar as tensões.
3. Exemplo típico de soldadura de aços estruturais de liga comum
1. Exemplo típico de soldadura de aços laminados a quente e normalizados
1) Uma empresa fabrica um permutador de calor de absorção rica/limpa, sendo o material principal o 16MnR. O cordão de soldadura longitudinal do casco é uma junta de topo com uma ranhura assimétrica em forma de X. É utilizada a soldadura por arco submerso e o procedimento de soldadura específico é apresentado na Tabela 5-14.
3) Para o mesmo equipamento mencionado acima, o cordão de soldadura entre o cabeçalho grande e a cabeça interna é uma junta de canto. O material é 16MnR com uma espessura de 82,5mm e 38mm. Requer uma ranhura em forma de K e enquadra-se na categoria de espessura média soldadura de placas.
A temperatura de pré-aquecimento para a área de soldagem e sua vizinhança deve ser de 100 ℃. A temperatura da camada intermediária durante o processo de soldagem deve ser mantida entre 100-250 ℃. Após a soldagem, ele precisa ser aquecido a 620 ℃ e mantido por 2 horas para o tratamento de recozimento de alívio de tensão. Por favor, consulte a Tabela 5-16 para detalhes específicos do processo de soldagem.
Tabela 5-16: Cartão de processo de soldadura para junta de canto com ranhura em forma de K
Cartão de processo de soldadura para juntas
Número
Diagrama de articulação
Material de base Material
16MnR
16MnR
Espessura do material de base
82,5 mm
38 mm
Posição de soldadura
Soldadura plana
Técnica de soldadura
Soldadura em linha reta, soldadura de múltiplos passes
Temperatura de pré-aquecimento
100℃
Temperatura da camada intermédia
≤100~250℃
Sequência de soldadura
1
Verificar as dimensões das ranhuras e a qualidade da superfície
2
Limpar a ranhura e a área circundante de óleo e outras sujidades
3
Efetuar a soldadura por pontos utilizando o processo de soldadura da primeira camada a partir do exterior, com um comprimento de 30-50 mm
4
Soldar as camadas interiores 1-6
5
Retificar o passe de raiz por goivagem com arco de carbono a partir do exterior, seguida de retificação com uma mó
6
Soldar as camadas exteriores 7-16
7
Limpar a escória e os salpicos após a soldadura
8
Realizar uma inspeção visual
9
Efetuar ensaios não destrutivos
10
Efetuar o tratamento térmico pós-soldadura
Parâmetros de especificação de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
Observações
1
SMAW
J507
1.0
DCEP
150~180
22~24
150~200
2~16
SMAW
J507
5.0
DCEP
180~210
22~24
160~220
4) Uma fábrica de maquinaria química está a produzir um tanque de armazenamento de cloro líquido. O material principal é 16MnDR com uma espessura de 22mm. O cordão de soldadura é para o fecho do corpo cilíndrico, utilizando uma junta de topo com uma ranhura assimétrica em forma de X.
O processo de soldadura envolve uma combinação de soldadura por arco de metal blindado (SMAW) e soldadura por arco submerso (SAW). Após a soldadura, é necessário um tratamento térmico a 620℃ durante 1 hora para eliminar as tensões. Por favor, consulte a Tabela 5-17 para detalhes específicos do processo de soldadura.
Tabela 5-17: Cartão de processo de soldadura para junta de topo com ranhura assimétrica em X
Cartão de processo de soldadura para juntas
Número
Diagrama de articulação
Material de base Material
16MnDR
16MnDR
Espessura do material de base
22 mm
22 mm
Posição de soldadura
Soldadura plana
Técnica de soldadura
Passe de soldadura reto
Temperatura de pré-aquecimento
Temperatura ambiente
Temperatura da camada intermédia
≤150℃
Tratamento térmico pós-soldadura
620℃,1h
Sequência de soldadura
1
Verificar as dimensões das ranhuras e a qualidade da superfície, superfície das ranhuras 100% ensaio de partículas magnéticas (MT)
2
Limpar a ranhura e a área circundante de óleo e outras sujidades
3
Efetuar a soldadura por pontos utilizando o processo de soldadura da primeira camada a partir do exterior, com um comprimento de 30-50 mm
4
Soldar as camadas interiores 1-4
5
Retificar o passe de raiz por goivagem com arco de carbono a partir do exterior, seguida de retificação com uma mó
6
Soldar as camadas exteriores 5-6
7
Limpar a escória e os salpicos após a soldadura
8
Realizar uma inspeção visual
9
Efetuar ensaios não destrutivos
10
Efetuar o tratamento térmico pós-soldadura
Parâmetros de especificação de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
Observações
1
SMAW
J507GR
4.0
DCEP
140~170
22~24
150~200
2~4
SMAW
J507GR
5.0
DCEP
170~200
22~24
200~250
5~6
SERRA
H10MN2 SJ101
4.0
DCEP
600~650
32~36
24~28m/h
5) Como mencionado anteriormente, para o cordão de soldadura entre a flange do bocal superior e o tubo do tanque de armazenamento de cloro líquido, é necessária uma junta de topo com soldadura de uma face e formação de duas faces.
A soldadura com gás inerte de tungsténio (TIG) é utilizada para a selagem posterior e a soldadura com arco de metal blindado (SMAW) é utilizada para o enchimento e a cobertura. A ranhura é uma ranhura em forma de V sem uma aresta romba. Após a soldadura, é efectuado um tratamento de alívio de tensões. Consulte a Tabela 5-18 para obter os detalhes do processo de soldadura.
Verificar as dimensões das ranhuras e a qualidade da superfície, superfície das ranhuras 100% ensaio de partículas magnéticas (MT)
2
Limpar a ranhura e a área circundante de óleo e outras sujidades
3
Efetuar a soldadura por pontos utilizando o processo de soldadura da primeira camada a partir do exterior, com um comprimento de 5-10 mm
4
Soldar as camadas interiores 1-3
5
Realizar uma inspeção visual
6
Efetuar ensaios não destrutivos
7
Efetuar o tratamento térmico pós-soldadura
Parâmetros de especificação de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
Observações
1
GTAW
H10MnSi
2.5
DCEN
80~120
10~12
50~80
2~3
SMAW
J507GR
4.0
DCEP
140~170
22~24
140~180
2. Exemplo típico de soldadura de aço temperado e revenido com baixo teor de carbono e baixa liga
Uma determinada empresa está a fabricar as pernas móveis de uma grua para automóveis, com material HQ80C. Utiliza uma mistura de gás de proteção de árgon e um fio de soldadura de H08MnNi2MoA. Consultar a Tabela 5-19 para os detalhes do processo de soldadura.
Cartão de processo de soldadura para juntas
Número
Diagrama de articulação
Material de base Material
HQ80C
HQ80C
Espessura do material de base
16 mm
12 mm
Posição de soldadura
Soldadura plana
Técnica de soldadura
Passe de soldadura reto
Temperatura de pré-aquecimento
100~125℃
Temperatura da camada intermédia
100~125℃
Gás de protecçãoFluxo de gás (L/min)
Ar+CO2(20%)
Gás de protecçãoFluxo de gás (L/min)
10~15
Sequência de soldadura
1
Verificar as dimensões das ranhuras e a qualidade da superfície
2
Antes da montagem, efetuar um tratamento com jato de granalha para remover as incrustações de óxido, o óleo e outras sujidades da superfície do chapa de aço, sulco, e área circundante
3
Efetuar a soldadura por pontos utilizando o processo de soldadura de primeira camada para o posicionamento, com um comprimento de 30-50 mm
4
Soldar as 4 soldaduras dos cantos interiores, limpando a raiz a partir do exterior até a soldadura do canto interior ficar exposta, e depois soldar as soldaduras dos cantos exteriores
5
Após a soldadura, esmerilhar as soldaduras e limpar a escória e os salpicos
6
Realizar uma inspeção visual
Parâmetros de especificação de soldadura
Passa
Método de soldadura
Grau do material de soldadura
Especificação do material de soldadura
Tipos de corrente e polaridade
Corrente de soldadura (Ampere)
Tensão do arco (Volt)
Velocidade de soldadura (mm/por passagem)
1
MAW
H08MnNi2MoA
l.2
DCEN
120~150
18~22
2~4
MAW
H08MnNi2MoA
1.2
DCEN
140~170
22-24
3. Exemplo típico de soldadura de aço temperado e revenido de médio teor de carbono
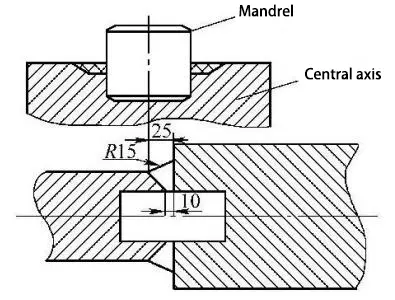
Reparação de um veio partido num laminador, soldando o núcleo do veio ao veio intermédio. O material é 37SiMn2MoV (semelhante ao 42CrMo), e é soldada utilizando o processo de soldadura por arco de metal blindado (SMAW). O elétrodo de soldadura utilizado é o J607Ni. Consulte os detalhes do processo de soldadura na tabela.
Cartão de processo de soldadura para juntas
Número
Diagrama de articulação
Material de base Material: 37SiMn2MoV (semelhante ao 42CrMo)
37SiMn2MoV
37SiMn2MoV
Posição de soldadura: Núcleo do veio para o veio intermédio
Soldadura plana
Técnica de soldadura: Soldadura por arco metálico protegido (SMAW)
Soldadura plana
Temperatura de pré-aquecimento: De acordo com as especificações do procedimento de soldadura
Temperatura da camada intermédia: De acordo com as especificações do procedimento de soldadura
300℃, dentro de um intervalo de 300 mm da área de soldadura
Tratamento térmico pós-soldadura: De acordo com as especificações do procedimento de soldadura
300-400℃
Sequência de soldadura
1
Verificar as dimensões das ranhuras e a qualidade da superfície, superfície das ranhuras 100% ensaio por penetração (PT)
2
Limpar a ranhura e a área circundante de óleo e outras sujidades
3
Introduzir o núcleo do veio no veio intermédio e, em seguida, colocá-lo num forno de aquecimento tipo poço para pré-aquecimento
4
Durante a soldadura, certificar-se de que a espessura de cada camada de metal depositado é inferior a 2 mm
5
Realizar uma inspeção visual
6
Realizar tratamento de remoção de hidrogénio a 350℃~400℃ durante 2 horas. Após tempo de isolamento suficiente, envolva a área dentro de 300 mm da solda com manta de isolamento
7
Após o arrefecimento, efetuar testes de penetração de líquidos na soldadura e no material de base circundante, sem defeitos na superfície. Depois de passar na inspeção, processe a extremidade do eixo do núcleo, monte e aperte após o resfriamento. Aplique um pré-aquecimento uniforme na área dentro de 300 mm da solda, aumentando a temperatura para 300 ℃. Os requisitos de soldagem permanecem os mesmos mencionados acima
8
Efetuar o tratamento de remoção de hidrogénio, seguindo o mesmo procedimento que anteriormente
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
O que torna a soldadura de aço temperado e revenido com baixo teor de carbono tão difícil? Este artigo explora as complexidades envolvidas, desde a gestão de fissuras a frio até à prevenção da fragilização na zona afetada pelo calor. Aprenderá as principais...
Como é que a soldadura de aço-carbono pode ser simultaneamente uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldadura de aço-carbono, abrangendo os tipos de aço-carbono, os seus...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
Alguma vez se perguntou como é que as carroçarias dos automóveis são soldadas de forma tão perfeita? Este artigo mergulha no mundo das máquinas de soldadura por pontos, explicando os seus componentes, tipos e aplicações em todas as indústrias...
Porque é que o aço com baixo teor de carbono pode ser soldado facilmente enquanto o aço com alto teor de carbono coloca desafios? Este artigo explora a soldabilidade de diferentes tipos de aço-carbono, destacando o impacto que a variação do teor de carbono tem na...
Já alguma vez se perguntou como é que os depósitos de combustível e os tambores de óleo são soldados sem falhas? A soldadura por costura, uma técnica fascinante que utiliza eléctrodos de rolos, é a chave. Neste artigo, irá descobrir...
Porque é que a soldadura de aço-carbono é simultaneamente uma arte e uma ciência? Compreender a soldabilidade dos diferentes aços-carbono - desde o baixo ao alto teor de carbono - é crucial para garantir juntas fortes e duradouras. Este...
Já se interrogou sobre o que torna a soldadura em aço inoxidável tão resistente? Neste artigo, vamos explorar o fascinante mundo das varetas de soldadura em aço inoxidável, revelando como as suas composições e propriedades únicas tornam...
Imagine um mundo onde os metais se fundem na perfeição com apenas uma faísca. Esta é a essência da soldadura por pontos, uma técnica que une peças metálicas com precisão e força. Neste...