Evite defeitos de soldadura com a Inspeção de Qualidade de Soldadura Especializada
Os defeitos de soldadura podem ser catastróficos, conduzindo a falhas estruturais e a riscos de segurança. Mas como pode garantir que as suas soldaduras são perfeitas? Este artigo analisa as inspecções de qualidade de soldadura essenciais, abrangendo defeitos comuns e as suas causas, desde tamanhos de soldadura inadequados a fissuras internas. Ficará a conhecer os métodos de ensaio visuais e não destrutivos e descobrirá soluções práticas para identificar e retificar defeitos. Equipe-se com os conhecimentos necessários para melhorar a qualidade da soldadura, garantir a segurança e manter a integridade estrutural.
Com o desenvolvimento da ciência e da tecnologia, a soldadura tornou-se mais importante na produção industrial. A partir da análise de um grande número de acidentes estruturais, verifica-se que muitos deles são causados por uma má qualidade da soldadura, e o sentido de responsabilidade e as competências operacionais dos soldadores afectam diretamente a qualidade da soldadura.
A fim de melhorar a qualidade dos soldadores e garantir a segurança e a fiabilidade das estruturas soldadas, é necessário assegurar a formação e a avaliação dos soldadores.
Secção 1: Defeitos de soldadura
Defeitos de soldadura: Defeitos em juntas de soldadura que não cumprem os requisitos dos documentos de conceção ou de processo.
1. Classificação dos defeitos de soldadura:
De acordo com a localização de defeitos de soldadura na soldadura, podem ser divididos em duas categorias: defeitos externos e defeitos internos. Os defeitos externos estão localizados na superfície exterior da soldadura e podem ser observados a olho nu ou com uma lupa de baixa potência.
Os exemplos incluem um tamanho de soldadura incorreto, um corte inferior, cordão de soldaduraOs defeitos internos estão localizados no interior da soldadura e requerem métodos de ensaio destrutivos ou não destrutivos para serem detectados. Os defeitos internos estão localizados no interior da soldadura e requerem ensaios destrutivos ou métodos de ensaio não destrutivos para serem detectados. Os exemplos incluem penetração incompleta, falta de fusão, inclusão de escória, porosidade interna, fissuras internas, etc.
2. Defeitos comuns de soldadura eléctrica:
(1) Dimensão incorrecta da soldadura:
Refere-se a uma largura e altura irregulares, a um tamanho de soldadura inadequado ou excessivo. Um tamanho de soldadura demasiado pequeno reduzirá a resistência da junta soldadaenquanto que um tamanho demasiado grande aumentará a tensão e a deformação na estrutura, conduzindo à concentração de tensões e ao aumento da carga de trabalho de soldadura.
Um ângulo de preparação da soldadura inadequado ou uma folga de montagem irregular, uma corrente de soldadura excessiva ou insuficiente, uma velocidade ou um ângulo de deslocação incorrectos podem resultar na não conformidade do tamanho da soldadura.
(2) Subcorte:
Refere-se à ranhura ou depressão formada ao longo da extremidade da soldadura devido a parâmetros de soldadura inadequados ou a procedimentos operacionais incorrectos.
O rebaixo reduz a área efectiva da secção transversal do metal de base, enfraquece a resistência da junta soldada e pode causar concentração de tensões e formação de fissuras no rebaixo, levando mesmo à falha estrutural. O rebaixo que excede o valor permitido deve ser reparado através de soldadura adicional.
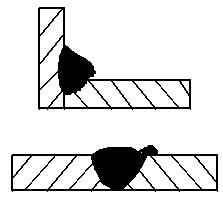
(3) Cordão de soldadura:
Refere-se ao cordão metálico formado no metal de base não fundido no exterior da soldadura durante a processo de soldadura. O cordão de soldadura não só afecta a aparência da soldadura, como também esconde frequentemente defeitos de fusão incompletos por baixo, levando à concentração de tensões.
No caso de juntas de tubos, os cordões de soldadura no interior do tubo podem reduzir a área efectiva e até causar entupimento.
Os cordões de soldadura ocorrem frequentemente em soldadura plana e a soldadura horizontal. Folga excessiva entre as soldaduras, ângulo do elétrodo e método de deslocação incorrectos, má qualidade do elétrodo, corrente de soldadura excessiva ou demasiado lenta velocidade de soldadura podem causar a formação de cordões de soldadura.
(4) Queimadura:
Refere-se ao defeito em que o metal fundido flui para fora da parte de trás da ranhura durante o processo de soldadura, formando um orifício. O "burn-through" ocorre frequentemente durante a soldadura de passe de raiz. O "burn-through" dificulta a continuação do processo de soldadura e é um defeito de soldadura inaceitável.
As principais causas de queimadura são corrente de soldadura excessiva ou velocidade de soldadura demasiado baixa, ranhura e fenda excessivas ou preparação inadequada da aresta.
Para evitar a queima, é necessário conceber corretamente as dimensões das ranhuras, garantir a qualidade da montagem e selecionar os parâmetros adequados do processo de soldadura. Para a soldadura de uma só face, podem ser utilizados métodos como a utilização de placas de suporte de cobre ou de fluxo para evitar a queima. Na soldadura manual por arco de chapas finas, a soldadura por saltos ou por arco intermitente técnicas de soldadura pode ser utilizado.
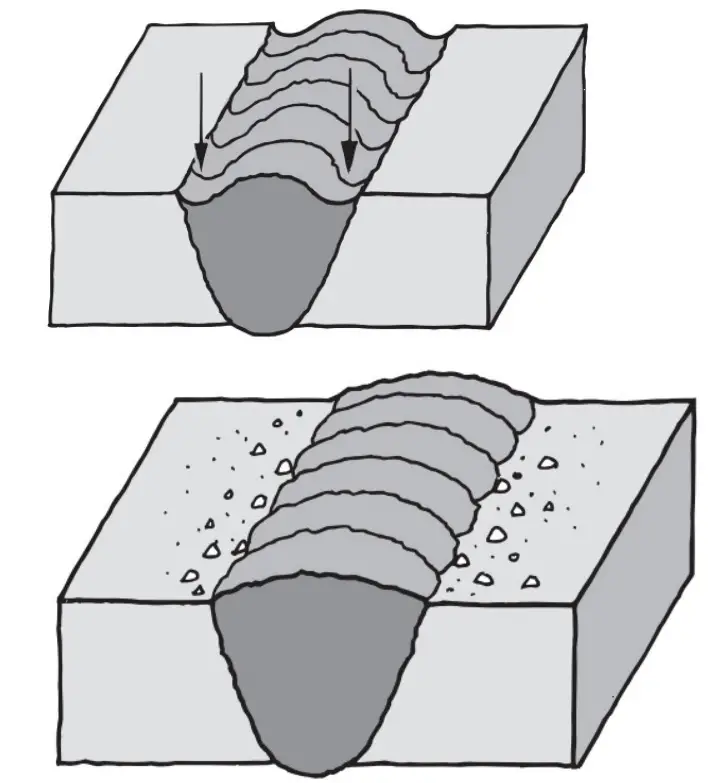
(5) Penetração incompleta:
Refere-se ao fenómeno em que a raiz da junta não é completamente fundida durante a soldadura. A penetração incompleta ocorre frequentemente na raiz da soldadura de uma face e no meio da soldadura de duas faces.
A penetração incompleta não só reduz as propriedades mecânicas da junta soldada, como também cria pontos de concentração de tensões na penetração incompleta, levando à formação de fissuras.
As causas da penetração incompleta incluem corrente de soldadura insuficiente, velocidade de soldadura excessiva, ângulo de elétrodo impróprio, golpe de arco, ângulo de ranhura ou fenda insuficientes, rápida dissipação de calor da peça de trabalho, impedimento de oxidação e escória, etc.
Qualquer fator que impeça uma fusão suficiente entre o metal do elétrodo e o metal de base pode causar uma penetração incompleta.
As medidas para evitar a penetração incompleta incluem:
① Seleção adequada da forma da ranhura e da folga de montagem, e remoção de sujidade e escória entre os lados da ranhura e as camadas de soldadura.
② Seleção da corrente e velocidade de soldadura adequadas.
③ Durante o percurso, deve ser dada atenção constante ao ajuste do ângulo do elétrodo, especialmente quando se depara com um golpe de arco ou excentricidade do elétrodo, para garantir uma fusão suficiente entre o metal de solda e o metal de base.
④ Para peças de trabalho com elevada condutividade térmica e grande área de dissipação de calor, pré-aquecimento antes da soldadura ou aquecimento durante o processo de soldadura.
(6) Falta de fusão:
A falta de fusão refere-se à parte em que o metal de solda e o metal de base ou entre os metais de solda não estão totalmente fundidos e fundidos durante a soldadura. A falta de fusão tem riscos semelhantes aos da penetração incompleta. As causas da falta de fusão incluem calor de soldadura de soldadura, sopro do arco, ferrugem e sujidade nas paredes laterais do entalhe, remoção incompleta da escória entre as camadas de soldadura, etc.
(7) Crateras, afundamento e falta de metal de solda:
As crateras referem-se às depressões locais formadas na superfície ou na parte de trás da soldadura, mais baixas do que a superfície do metal de base. O afundamento ocorre quando o excesso de metal fundido penetra através da parte posterior da soldadura, fazendo com que a parte frontal da soldadura se afunde e a parte posterior sobressaia. A falta de metal de solda refere-se ao sulco contínuo ou intermitente formado na superfície da solda devido à insuficiência de metal de adição.
Estes defeitos enfraquecem a área efectiva da secção transversal da soldadura, conduzindo a uma concentração de tensões e a uma grave redução da resistência da soldadura. O afundamento ocorre frequentemente na soldadura plana e na soldadura horizontal, especialmente na soldadura de tubos, em que tais defeitos são susceptíveis de ocorrer devido à flacidez do metal fundido. Em soldadura por arco de árgonDeve-se prestar atenção para que o elétrodo permaneça na poça de fusão durante um curto período de tempo durante a terminação do arco ou utilizar um percurso circular para evitar crateras na terminação do arco.
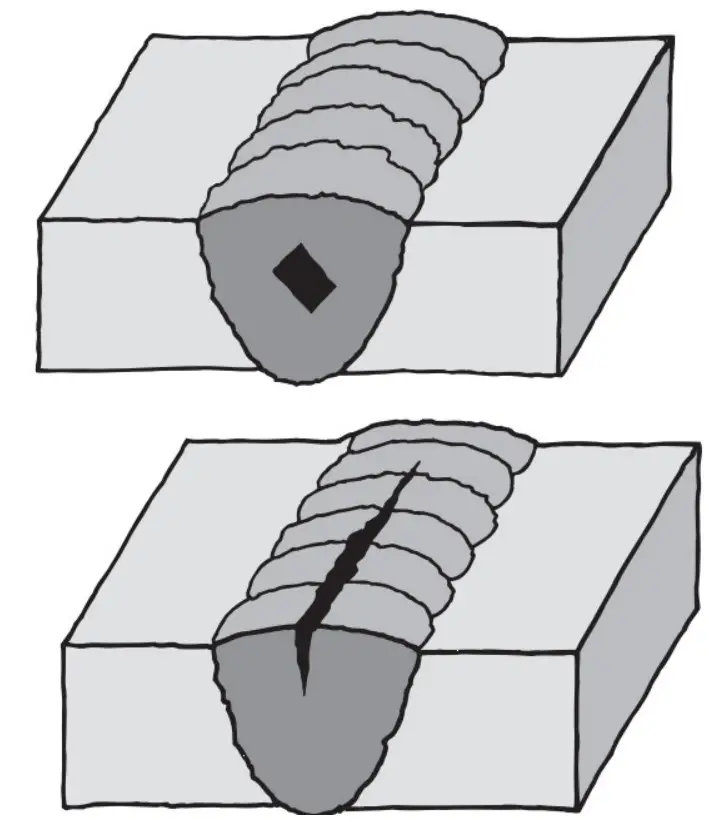
(8) Inclusão de tungsténio:
Causas:
⑴ A operação de soldadura incorrecta faz com que o elétrodo de tungsténio entre em contacto com a peça de trabalho e derreta no metal de solda.
⑵ Utilizar um elétrodo de tungsténio de pequeno diâmetro com uma corrente de soldadura elevada.
⑶ O fio de enchimento toca na ponta do elétrodo de tungsténio.
⑷ Queima excessiva e sobreaquecimento do elétrodo de tungsténio.
⑸ Má proteção do gás ou oxidação grave do elétrodo de tungsténio.
Medidas preventivas:
⑴ Utilize uma ignição por arco de alta frequência e alta tensão para evitar a ignição por arco de contacto.
⑵ Selecione o diâmetro apropriado do eletrodo de tungstênio de acordo com a corrente de soldagem necessária. ⑶ Reforçar a formação de competências operacionais e evitar o contacto entre o fio de enchimento e o elétrodo de tungsténio.
⑷ Esmerilhe e substitua imediatamente o elétrodo de tungsténio se este apresentar fissuras ou queimaduras graves.
⑸ Assegure o comprimento de protrusão apropriado do eletrodo de tungstênio, aumente a taxa de fluxo de gás e aumente o tempo pós-fluxo para evitar a oxidação do tungstênio.
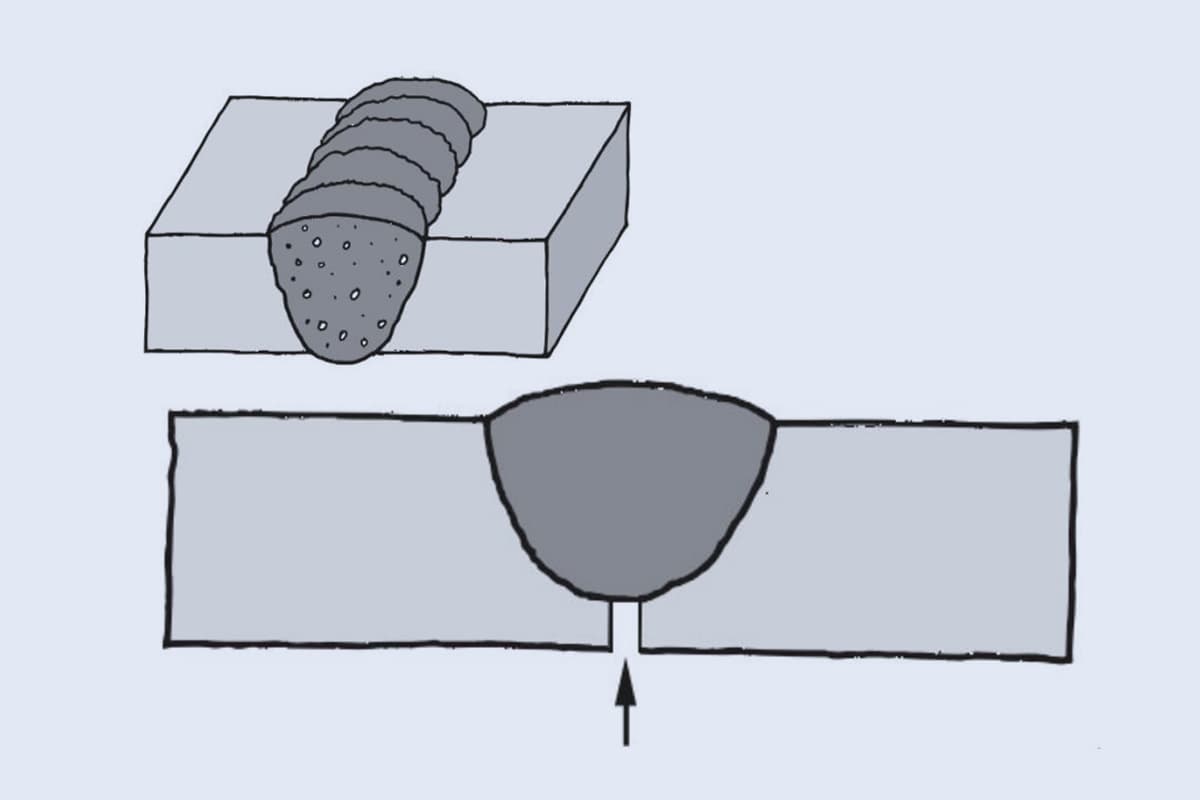
(9) Porosidade:
① Formação e perigos da porosidade:
Durante a soldadura, as bolhas na poça de fusão que não conseguem escapar durante a solidificação e permanecem para trás formam vazios chamados porosidade. A porosidade pode ser classificada como porosidade densa e porosidade em orifício. O principal gás que forma a porosidade na soldadura é o hidrogénio. O hidrogénio na área de soldadura pode provir de várias fontes, incluindo a humidade na atmosfera da coluna de arco, a humidade adsorvida na material de soldadura e a película de óxido da superfície do metal de base.
Estas fontes de humidade formam bolhas na poça de fusão sob a alta temperatura do arco, mas não conseguem subir e formar porosidade. A porosidade tem um impacto significativo no desempenho da soldadura. Não só reduz a secção transversal de trabalho efectiva da soldadura e enfraquece as suas propriedades mecânicas, como também compromete a densidade da soldadura, tornando-a propensa a fugas. Os bordos da porosidade podem causar concentração de tensões, reduzindo a plasticidade da soldadura.
Por conseguinte, o controlo rigoroso da porosidade é essencial para as soldaduras críticas.
② Causas da porosidade:
① Baixa pureza do gás argônio, impurezas excessivas ou umidade na tubulação de gás argônio e vazamento de gás na tubulação.
② Limpeza inadequada do fio de soldadura ou do metal de base perto da ranhura antes da soldadura, ou recontaminação com sujidade e humidade após a limpeza.
③ Má proteção do gás árgon durante a soldadura por arco de árgon, arco instável, comprimento de arco excessivamente longo, protrusão excessiva do elétrodo de tungsténio.
④ Seleção inadequada de parâmetros de soldaduraA velocidade de soldadura é demasiado rápida ou demasiado lenta.
⑤ Humidade elevada no ambiente circundante e velocidade do vento elevada.
② Limpe corretamente o fio de soldadura e o metal de base perto da ranhura.
③ Escolha os parâmetros de soldadura correctos.
④ Pré-aquecimento antes da soldadura, se necessário.
⑤ Evite trabalhar num ambiente húmido e implemente medidas de proteção contra o vento.
(10) Fissuras:
As fissuras são lacunas formadas pela destruição da força de ligação atómica em áreas localizadas do metal na junta soldada sob tensões de soldadura e outros factores de fragilização. As fissuras em juntas soldadas, especialmente as fissuras térmicas em alumínio e alumínio soldadura de ligassão os defeitos de soldadura mais perigosos.
Têm um impacto grave no desempenho, na utilização e na segurança das estruturas soldadas e são a principal causa de muitas falhas estruturais de soldadura.
Causas das fissuras:
① Seleção inadequada do fio de soldadura: Quando o teor de Mg na solda é inferior a 3% ou quando o teor de impurezas de Fe e Si excede o limite especificado, a tendência de fissura aumenta. Quando o temperatura de soldadura é demasiado elevado, ocorrem fissuras de liquefação na zona afetada pelo calor.
② Seleção incorrecta da sequência de soldadura.
③ Se a fonte de calor for removida muito rapidamente durante o término ou interrupção da soldadura, ou se a cratera não for preenchida corretamente, é provável que ocorram fissuras na cratera.
④ A concentração de soldaduras ou calor excessivo na zona afetada pelo calor resulta em tensão de deformação excessiva.
⑤ Excesso de impurezas nos solventes e no gás de proteção do fio de soldadura.
⑥ Conceção estrutural irracional com concentração excessiva de soldaduras, conduzindo a uma tensão de restrição excessiva na junta soldada.
Medidas preventivas:
① Seleção adequada do fio de soldadura para garantir uma boa correspondência entre a composição da soldadura e a base composição metálica.
② Seleção de uma sequência de soldadura razoável.
③ Quando a soldadura é terminada ou interrompida, reduza a corrente do arco, prolongue ligeiramente o tempo de terminação do arco e preencha a área de terminação do arco com fio de enchimento, ou instale um dispositivo de enchimento de crateras no final da soldadura para terminar o arco.
④ Controlar a temperatura e a deformação na zona afetada pelo calor e aplicar medidas de pré-aquecimento, se necessário.
⑤ Reduzir a rigidez do estrutura de soldadurae evitar, tanto quanto possível, a concentração de tensões na soldadura.
Secção 2: Inspeção de defeitos de soldadura
A importância da inspeção de soldadura:
A inspeção de soldadura é uma medida importante para garantir a excelente qualidade do produto e evitar que a sucata saia da fábrica. Durante o processo de produção experimental, a inspeção pode identificar problemas de qualidade, identificar as causas e eliminar defeitos. Isto assegura a aplicação de novos produtos ou processos e garante a qualidade.
1. Ensaios não destrutivos
Os ensaios não destrutivos referem-se ao método de deteção de defeitos sem danificar o desempenho e a integridade do material testado ou do produto acabado. Inclui a inspeção visual, a inspeção da estanquicidade e os ensaios não destrutivos.
1.1 Inspeção visual
A inspeção visual de juntas soldadas é um método simples e amplamente utilizado. É geralmente efectuada a olho nu ou com uma lupa de 5-10x. O principal objetivo é verificar a existência de defeitos como fissuras, porosidade, rebaixamento, cordão de soldadura, queimaduras e crateras na superfície da soldadura.
Também examina a qualidade da formação da soldadura, se a altura do reforço cumpre os requisitos do padrão e a transição suave da soldadura para o metal de base.
2. Inspeção da estanquicidade
Este método de inspeção é utilizado principalmente para detetar os defeitos de penetrabilidade em recipientes ou condutas que não estão sob alta ou baixa pressão. Os métodos comuns de inspeção da estanquidade incluem o teste hidrostático e o teste pneumático.
2.1 Ensaio hidrostático
O teste hidrostático é normalmente utilizado para verificar a resistência e a estanquidade do invólucro e das soldaduras. O procedimento específico é o seguinte:
① Seleccione um manómetro qualificado com uma precisão não inferior a 1,5 graus.
② Encha o recipiente com água, assegurando que todo o ar no interior do recipiente é completamente removido, e vede todas as aberturas e portas do recipiente. De seguida, utilize uma bomba de água para aumentar a pressão no interior do recipiente para 1,25 a 1,5 vezes a pressão de funcionamento.
③ Durante o processo de pressurização, a pressão deve ser aumentada gradualmente e mantida temporariamente em cada nível. Não deve ser aumentada para a pressão de teste num único passo. Mantenha a pressão durante um determinado período de tempo. Depois, reduzir lentamente a pressão para a pressão de trabalho e inspecionar cuidadosamente as soldaduras.
Se se encontrarem gotículas de água, correntes finas de água ou sinais de humidade na soldadura, isso indica que a soldadura não está estanque. Marcar a soldadura e efetuar os trabalhos de reparação depois de descarregar a embarcação, até que o ensaio hidrostático seja qualificado.
④ O teste hidrostático também pode ser efectuado como um teste destrutivo para avaliar a capacidade de suporte de carga do produto.
2.2 Ensaios pneumáticos
O teste pneumático é um método mais sensível e rápido em comparação com o teste hidrostático, e o produto testado não necessita de drenagem posterior.
No entanto, o ensaio pneumático comporta riscos mais elevados do que o ensaio hidrostático. Durante o ensaio, a pressão do ar é primeiro pressurizada até ao valor especificado de acordo com as condições técnicas do produto. De seguida, a válvula de admissão é fechada e a pressurização é interrompida.
É utilizado um dispositivo de medição para se deslocar à volta da soldadura, para verificar se há fugas de ar (ou pode ser aplicada uma solução de sabão) ou para observar se há uma diminuição da leitura no manómetro. Se o dispositivo de medição acionar um alarme, isso indica que a junta soldada não está estanque. Após a libertação da pressão, a reparação e a nova soldadura devem ser efectuadas até que uma nova inspeção confirme a sua qualificação antes de sair da fábrica.
3. Ensaios não destrutivos
Os ensaios não destrutivos são utilizados principalmente para detetar defeitos superficiais finos e defeitos internos na soldadura. Os exemplos incluem inclusões de escória, porosidade, fissuras, falta de fusão, etc. Estes métodos de ensaio têm sido amplamente aplicados em estruturas soldadas importantes. Os métodos de ensaio não destrutivos comuns incluem o ensaio de penetração de corante, o ensaio ultrassónico e o ensaio radiográfico.
3.1 Ensaios de penetração de corante
O ensaio de penetração de corante é um método utilizado para detetar defeitos de superfície em soldaduras. No entanto, requer um elevado acabamento da superfície da soldadura. Durante a inspeção, a soldadura é limpa com um agente de limpeza e depois pulverizada com um corante penetrante. O corante penetrante com boa fluidez e permeabilidade infiltra-se nas fissuras finas da superfície da soldadura.
Em seguida, a superfície da soldadura é limpa com um agente de limpeza e revestida com um revelador. Quando o corante penetrante que se infiltrou na fenda encontra o revelador, a posição, a forma e o tamanho do defeito são revelados.
3.2 Ensaios por ultra-sons
O ensaio por ultra-sons é utilizado para detetar defeitos internos em juntas soldadas espessas. É adequado para detetar defeitos como porosidade, inclusões e fissuras em qualquer parte de uma soldadura com uma espessura que varia entre 8 e 120 mm. No entanto, o ensaio por ultra-sons tem uma capacidade limitada para distinguir defeitos e não tem representação visual.
Durante a inspeção, a superfície da peça de trabalho deve ser lisa e revestida com uma camada de óleo como meio. As ondas ultra-sónicas são transmitidas para a peça de trabalho a partir da superfície e propagam-se internamente. Quando encontram defeitos internos, a superfície da peça de trabalho ou a superfície inferior, causam reflexos.
As ondas ultra-sónicas são convertidas em sinais eléctricos pela sonda. A distância entre o impulso do defeito e o impulso inicial e o impulso inferior determina a profundidade do defeito, enquanto a altura do sinal do impulso do defeito determina o tamanho do defeito.
3.3 Ensaios radiográficos
O ensaio radiográfico é um método preciso e fiável para detetar defeitos internos nas soldaduras. Os raios X são normalmente utilizados para os ensaios radiográficos. É adequado para detetar defeitos como porosidade, inclusões, falta de penetração, falta de fusão e fissuras em soldaduras com uma espessura de 2 a 65 mm.
Os raios X podem refletir visualmente e com precisão a localização, a forma, o tamanho e a distribuição dos defeitos. A falta de penetração aparece como uma linha preta descontínua ou contínua na película, muitas vezes deslocada do centro da soldadura, com larguras variáveis e escuridão irregular.
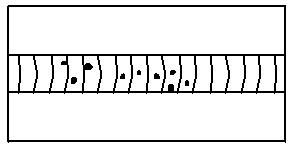
A porosidade é caracterizada por uma distribuição inconsistente, com pontos negros circulares ou elípticos densos e esparsos. A escuridão da porosidade é geralmente maior e mais uniforme perto do centro, diminuindo gradualmente em direção aos bordos. As inclusões de escória aparecem frequentemente com formas diferentes, quer como pontos quer como formas alongadas na película.
As inclusões de escória em forma de ponto são pontos pretos individuais com formas irregulares e bordos angulares, com uma escuridão relativamente uniforme. As inclusões de escória alongadas aparecem como linhas largas e curtas e espessas, com larguras inconsistentes.
As fissuras aparecem geralmente como linhas finas pretas ligeiramente curvas na película, por vezes como linhas finas rectas. Têm contornos distintos, com extremidades afuniladas e uma secção intermédia ligeiramente mais larga.
Raramente se observam fenómenos de ramificação e a escuridão diminui gradualmente em direção às extremidades até desaparecer. Nas normas de ensaio radiográfico, a qualidade da soldadura é dividida em quatro graus, sendo que o Grau I representa a melhor qualidade e o Grau IV representa a pior qualidade. O ensaio radiográfico pode determinar diretamente o tipo de defeito a partir da película, ao passo que é mais difícil determinar o tipo de defeito utilizando o ensaio ultrassónico.
3.4. Ensaios destrutivos das propriedades mecânicas:
Isto inclui ensaios de tensão, ensaios de flexão (positiva, negativa e através da espessura), ensaios de dureza, ensaios de impacto e ensaios metalográficos (macro e micro).
⑴ O teste de tensão pode determinar a resistência à tração, limite de elasticidadee plasticidade (alongamento e redução da área) das juntas soldadas, bem como defeitos na fratura da soldadura.
⑵ Ensaio de flexão: avalia a plasticidade das juntas soldadas.
⑶ Ensaio de impacto: avalia a resistência ao impacto e a sensibilidade ao entalhe do metal de solda e das juntas soldadas.
⑷ Ensaio de dureza: examina a dureza das soldaduras e das zonas afectadas pelo calor, permitindo uma estimativa indireta da resistência do material.
⑸ Ensaio metalográfico: observa principalmente alterações na estrutura metalográfica e microdefeitos resultantes de processos metalúrgicos.
Secção 3: Retrabalho de defeitos de soldadura
Depois de qualidade da soldadura Se forem encontrados defeitos que excedam as normas permitidas, deve ser efectuado um novo trabalho. O controlo rigoroso da qualidade da soldadura e a inspeção das condições do processo de soldadura são geralmente efectuados por técnicos especializados, e os defeitos de soldadura só ocorrem em condições extremamente raras.
1. Determinação de defeitos de soldadura
Antes do retrabalho de defeitos de soldadura, é crucial determinar com precisão o tipo, a localização e a dimensão dos defeitos. Isto é essencial para garantir que o retrabalho seja qualificado na primeira tentativa.
No caso de defeitos internos, devem ser utilizados métodos de ensaio não destrutivos abrangentes, como os ensaios radiográficos e ultra-sónicos, para determinar com precisão o tipo, a localização e a dimensão dos defeitos de soldadura.
2. Desenvolvimento de um plano de retrabalho para defeitos de soldadura
No caso de defeitos de soldadura de recipientes sob pressão, deve ser elaborado um plano de retrabalho antes do processo de retrabalho. O plano de retrabalho também deve ser aprovado por um engenheiro de soldadura. A implementação do plano de retrabalho deve basear-se na avaliação dos procedimentos de soldadura, e só se for considerado qualificado é que o retrabalho deve ser efectuado.
O plano de retrabalho deve concentrar-se em garantir que o retrabalho seja qualificado na primeira tentativa. O número de tentativas de retrabalho na mesma área da soldadura não deve exceder duas.
3. Remoção de defeitos de soldadura
Devem ser utilizados métodos mecânicos para remover defeitos de soldadura em vez de métodos de arco. A remoção mecânica pode ser conseguida utilizando mós angulares, torneamento ou fresas pneumáticas. O processo de remoção não aquece a junta de soldadura, evitando assim quaisquer alterações na estrutura e nas propriedades da junta.
Preste atenção à criação de ranhuras, ranhuras e à largura e comprimento adequados das ranhuras durante a remoção de defeitos, tendo em conta a tensão e a deformação durante o processo de re-soldadura.
4. Re-soldadura
Após a remoção dos defeitos de soldadura, as manchas de óleo e as películas de óxido devem ser limpas. A nova soldadura deve ser efectuada de acordo com a especificação do procedimento de soldadura aprovado. Durante a nova soldadura, é aconselhável utilizar uma energia de soldadura mais baixa e aplicar medidas de pré-aquecimento adequadas.
A soldadura multicamada deve ser efectuada sempre que possível. Devem ser tomadas medidas pós-soldadura para evitar a ocorrência de defeitos de soldadura.
Secção 4: Normas de inspeção do aspeto dos cordões de soldadura
1. Inspeção da dimensão do aspeto do cordão de soldadura
1. Comprimento do cordão de soldadura dentro do intervalo de 300 mm, irregularidade do cordão de soldadura ≤ 1 mm.
2. Comprimento da costura de solda dentro de uma faixa de 300 mm, diferença de largura da costura de solda ≤ 1 mm.
3. Comprimento do cordão de soldadura dentro de um intervalo de 300 mm, bordo do cordão de soldadura retidão ≤ 2,0 mm.
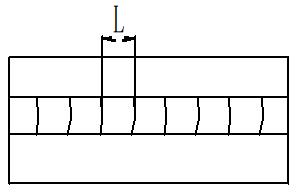
4. A ondulação da superfície da costura de solda deve ser uniforme e consistente, com espaçamento de ondulação de 2-3mm e diferença de altura entre ondulações ≤ 0,5mm.
5. Requisitos de aspeto da soldadura topo a topo GTAW (para soldaduras topo a topo longitudinais e circunferenciais)
5.1 Para a espessura do material de base de 6≤δ < 16mm, largura da costura de solda externa do corpo cilíndrico: 16 ± 1mm, altura excessiva: 0,5-2mm; após a moagem, altura excessiva da costura de solda interna: 0,5-1mm e transição suave com o material de base.
5.2 Para a espessura do material de base de 16≤δ≤20mm, largura da costura de solda externa do corpo cilíndrico: 20 ± 1mm, altura excessiva: 0,5-2mm; após a moagem, altura excessiva da costura de solda interna: 0,5-1mm e transição suave com o material de base.
5.3 Para cilindros de diâmetro superior a 320 mm, deve ser utilizada uma cobertura GTAW automática para as soldaduras topo a topo longitudinais.
6. Os requisitos para o desalinhamento das soldaduras de topo são apresentados no quadro 1:
Quadro 1
Espessura da placa δ(mm)
Tolerância de desalinhamento e(mm)
Soldadura topo a topo longitudinal
6>δ
e≤1
6≤δ<16
e≤1.5
16≤δ
e≤2
Soldadura topo a topo circunferencial
6>δ
e≤1
6≤δ<16
e≤1.5
16≤δ
e≤2.5
7. Abaulamento no cordão de soldadura circunferencial ≤ 1 mm.
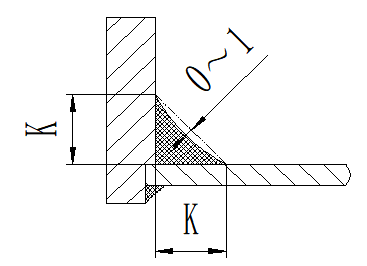
8. Aspeto e requisitos de inspeção das soldaduras em ângulo:
8.1 Dimensão do filete de soldadura: Deve ser executada de acordo com os requisitos do desenho ou do processo, com uma tolerância de (0~+1).
8.2 Após a soldadura GMAW automática de cordões de soldadura, é necessária a refusão GTAW automática.
8.3 Se não estiver especificado no desenho, siga os requisitos especificados abaixo:
(a) Para a espessura da parede t do cilindro: 6~10,5mm; altura das soldaduras de filete dentro e fora do cilindro: GMAW: 8+1mm, GTAW: 10+1mm.
(b) Para a espessura t da parede do cilindro: 12 mm; altura dos filetes de soldadura no interior e no exterior do cilindro: GMAW: 10+1mm, GTAW: 12+1mm.
(c) Para a espessura da parede t do cilindro: 15~16mm; altura dos filetes de soldadura no interior e no exterior do cilindro: GMAW: 12+1mm, GTAW: 14+1mm.
(d) O cordão de soldadura interior é um cordão de soldadura plano, que deve ter uma transição suave com o material de base e não deve ser inferior à superfície do material de base.
(e) O cordão de soldadura exterior é um cordão de soldadura plano, cuja largura cumpre os requisitos das secções 5.1 e 5.2 e cujo excesso de altura é de 0,5~2mm.
9. A diferença de altura entre as dimensões do filete de soldadura (a-b) ≤ 2 mm (ver figura 1); excluindo a influência das soldaduras na montagem dos parafusos, conforme especificado no desenho ou no processo.
Fig. 1
10. Depressão do cordão de soldadura 0-1mm. (ver figura 2)
Fig. 2
2. Inspeção de defeitos de soldadura e medidas de correção
1. Corte inferior do cordão de soldadura:
A profundidade do rebaixo da costura de soldadura não deve exceder 0,3 mm, e o comprimento total do rebaixo em ambos os lados da costura de soldadura não deve exceder 10% do comprimento da costura de soldadura.
1.1 Se a profundidade do rebaixo do cordão de soldadura for superior a 0,3 mm, mas não superior a 0,5 mm, o rebaixo do material de base no cordão de soldadura deve ser esmerilado com um disco de esmerilagem elétrico ou pneumático, de modo a obter uma transição suave entre o cordão de soldadura e o material de base, sem deixar quaisquer depressões após a esmerilagem.
1.2 Se a profundidade do rebaixo do cordão de soldadura for superior a 0,5 mm, é necessário Soldadura TIG deve ser efectuada para preencher o defeito do corte inferior. Após a soldadura, a área deve ser esmerilada com um disco de esmeril elétrico ou pneumático para obter uma transição suave, sem deixar quaisquer depressões no cordão de soldadura após o esmerilamento.
2. Porosidade:
Não é permitida qualquer porosidade na superfície do cordão de soldadura.
2.1 No caso de porosidade inferior a Φ0,5 mm, o defeito deve ser batido com um pequeno martelo e, em seguida, esmerilado com um disco de esmeril elétrico ou pneumático.
2.2 No caso de porosidade superior a Φ0,5 mm ou de porosidade agrupada, após a remoção do defeito de porosidade, deve ser efectuada uma soldadura TIG manual, seguida de uma retificação com um disco de retificação elétrico ou pneumático para obter um acabamento liso.
3. Respingos de solda:
Não são permitidos salpicos de soldadura na superfície do cordão de soldadura.
3.1 Os salpicos de soldadura devem ser reparados utilizando a soldadura TIG manual ou esmerilados utilizando uma rebarbadora angular para obter um acabamento liso.
4. Fissuras:
Não são permitidas fissuras no cordão de soldadura.
4.1 Se forem encontradas fissuras, o defeito da fissura deve ser completamente removido, seguido de soldadura TIG manual.
5. Não são permitidas queimaduras, fusão incompleta, penetração incompleta e depressões.
5.1 Se for detectada uma fusão incompleta, uma penetração incompleta ou depressões, estas devem ser reparadas através de soldadura TIG manual.
6. As superfícies interior e exterior do invólucro devem estar isentas de salpicos de soldadura, cordões de soldadura, óxidos, etc.
6.1 Se forem encontrados salpicos de soldadura, cordões de soldadura ou óxidos no cordão de soldadura, estes devem ser completamente removidos com uma escova de arame de aço inoxidável ou um disco de esmeril.
7. Sobreposição de cordões de soldadura:
Em costura reta e circunferencial soldadura por costura do invólucro, a parte sobreposta do cordão de soldadura não deve ter uma diferença de altura superior a 0,5 mm. Na junta do cordão de soldadura, este não deve ter uma diferença de altura superior a 0,5 mm.
8. Cada cordão de soldadura não deve ser reparado em mais do que um local e, após a reparação, não deve haver qualquer rebaixo, porosidade, fissuras ou depressões como defeitos de soldadura.
9. Se o aspeto da junta exterior do cordão de soldadura for inestético, deve ser esmerilado com uma rebarbadora angular, não devendo o comprimento de esmerilagem exceder 30 mm. (Não é permitido esmerilhar noutras áreas).
10. Se a largura do cordão de soldadura na área de reparação exceder a largura do cordão de soldadura original, este deve ser esmerilado para ficar nivelado e consistente com a largura do cordão de soldadura original, com uma transição suave. (Ver figura 3)
Fig. 3
11. Diagrama de inspeção dos cordões de soldadura
Diagrama de inspeção de cordões de soldadura
NÃO.
Diagrama de tipos de defeitos
Requisitos e medidas do cordão de soldadura
1
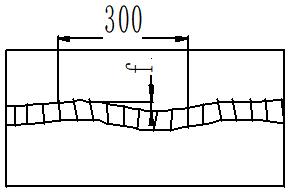
Retilinearidade
Desvio máximo admissível de f > 2mm num raio de 300m
2
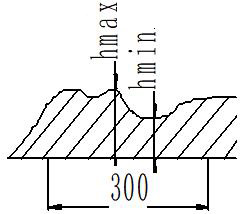
Diferença de desnivelamento
Diferença máxima admissível de (hmax - hmin) > 1mm num raio de 300mm
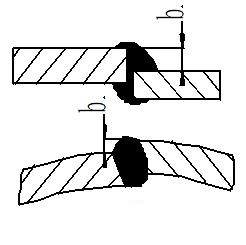
3
Desalinhamento
Efetuar a inspeção das dimensões do aspeto exterior do cordão de soldadura de acordo com o ponto 6.
4
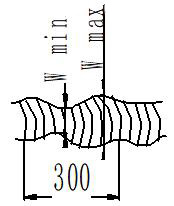
Variação da espessura
Diferença máxima admissível de (wmax - wmin) > 1mm em qualquer 30mm
5
Comprimento de onda das ondulações
Comprimento de onda das ondulações: L = 2~3mm
6
Corte inferior
Executar a inspeção da profundidade do corte inferior (h) de acordo com o ponto 1 da inspeção de defeitos do cordão de soldadura.
7
Não é permitido remover ou soldar defeitos ou reparações.
8
Não é permitida a existência de defeitos e reparações, nem a sua remoção ou soldadura.
9
Saliência do cordão de soldadura
Não são permitidas reparações por esmerilagem ou soldadura.
10
Enchimento incompleto ou depressões
Não é permitida a presença de reparações por soldadura.
11
Penetração incompleta
Não são permitidas reparações por soldadura.
12
Salpicos e óxidos de soldadura
A limpeza não é permitida.
3. Ferramentas de inspeção de cordões de soldadura:
Fonte de luz brilhante, lupa com ampliação até 5x, régua de inspeção de cordões de soldadura.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre como soldar eficazmente diferentes tipos de aço inoxidável? Este artigo aborda os métodos de soldadura especializados para o aço inoxidável martensítico e duplex, detalhando os desafios...
A soldadura de aço inoxidável exige precisão para evitar defeitos como fissuras e corrosão. Conhece os passos essenciais para garantir uma soldadura sem falhas? Este artigo destaca oito precauções essenciais,...
Como é que a soldadura de aço-carbono pode ser simultaneamente uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldadura de aço-carbono, abrangendo os tipos de aço-carbono, os seus...
A soldadura do cobre e das suas ligas é um desafio único devido à sua elevada condutividade térmica e tendência para fissurar. Este artigo aborda várias técnicas de soldadura, materiais e métodos de preparação essenciais...
E se pudesse garantir que as suas soldaduras são sempre perfeitas? Neste artigo, vamos explorar a avaliação do processo de soldadura, um método crucial para testar e aperfeiçoar as técnicas de soldadura. Irá...
Porque é que a soldadura de aço com elevado teor de carbono é um desafio tão grande? Este artigo aborda as dificuldades únicas associadas a este material, tais como a sua tendência para formar martensite frágil, levando a...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
Já se interrogou sobre a forma como podemos prolongar a vida útil das máquinas industriais, melhorando o seu desempenho? A soldadura por revestimento oferece uma solução fascinante, depositando materiais resistentes ao desgaste nas superfícies, restaurando...
Já alguma vez se perguntou como é que a soldadura transforma peças metálicas separadas num todo unificado? Este artigo explora o fascinante mundo das juntas soldadas, examinando os seus tipos, características mecânicas e...