Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para estimar os requisitos de material de soldadura. Ao compreender estas técnicas, pode otimizar o seu processo de soldadura, reduzir o desperdício e melhorar a eficiência do projeto. Prepare-se para mergulhar no mundo dos cálculos de consumo de varetas de soldadura!
O consumo de varetas de soldadura é um aspeto crítico das operações de soldadura, influenciando tanto a eficiência dos custos como o planeamento do projeto. Compreender como calcular e gerir o consumo de varetas de soldadura, também conhecidas como eléctrodos, é essencial para alcançar os melhores resultados em qualquer projeto de soldadura.
Tipos de processos de soldadura e eléctrodos
Diferentes processos de soldadura requerem vários tipos e tamanhos de eléctrodos, cada um com caraterísticas e aplicações únicas:
Soldadura por arco de metal blindado (SMAW)
A SMAW, também conhecida como soldadura por varão, utiliza eléctrodos revestidos. Os cenários específicos para a utilização de eléctrodos incluem:
E6010 e E6011: Ideal para uma penetração profunda em superfícies enferrujadas ou sujas.
E7024-1 e E7028: Adequado para aplicações de enchimento rápido onde são necessárias elevadas taxas de deposição.
Eléctrodos com baixo teor de hidrogénio (por exemplo, E7018): Utilizado para a soldadura de aços de alta resistência para evitar a fissuração induzida pelo hidrogénio.
Soldadura por arco metálico a gás (GMAW)
A soldadura GMAW, ou MIG, utiliza fios sólidos ou com núcleo metálico. As aplicações práticas incluem:
Fios sólidos: Utilizado para soldar materiais finos ou em soldadura automatizada onde é necessária uma elevada eficiência de deposição (cerca de 95%).
Fios metálicos: Ideal para aplicações que exigem taxas de deposição elevadas e uma limpeza mínima.
Soldadura por arco com fios fluxados (FCAW)
O FCAW utiliza fios fluxados com uma eficiência de deposição de aproximadamente 90%. As utilizações mais comuns incluem:
Fios auto-protegidos: Adequado para a soldadura ao ar livre onde o gás de proteção não pode ser utilizado.
Cabos blindados contra gás: Preferido para aplicações interiores com elevadas exigências de produtividade.
Soldadura por arco submerso (SAW)
O SAW envolve uma combinação de eléctrodos e fluxo. Este processo é normalmente utilizado para:
Soldadura de chapa grossa: Frequentemente utilizado na construção naval e no fabrico de estruturas, onde a qualidade consistente e a penetração profunda são essenciais.
Cálculo do consumo de eléctrodos
O cálculo exato do consumo de eléctrodos de soldadura envolve várias etapas fundamentais:
Determinar o tipo de processo de soldadura
Identificar o processo de soldadura específico (por exemplo, SMAW, GMAW, FCAW) é crucial para selecionar os eléctrodos adequados.
Medir o comprimento da soldadura
Medir com precisão o comprimento da soldadura ajuda a determinar a quantidade de elétrodo necessária. Por exemplo, se um projeto envolve a soldadura de um cordão de 10 metros, esta medição é fundamental.
Determinar o tamanho e o tipo de eléctrodos
A consulta das especificações do fabricante ou de uma tabela de consumo de eléctrodos de soldadura ajuda a identificar a taxa de consumo dos eléctrodos escolhidos. Por exemplo:
E6010: Consome cerca de 2,5 kg de eléctrodos por 100 metros de soldadura.
E7018: Consome cerca de 3,0 kg por 100 metros.
Calcular o número de eléctrodos necessários
A fórmula utilizada é a seguinte:
Número de eléctrodos = (comprimento da soldadura / taxa de consumo de eléctrodos)
Por exemplo, se soldar 100 metros com eléctrodos E6010, o cálculo será:
Número de eléctrodos = 100 metros / 2,5 kg por 100 metros = 40 kg
Considerações adicionais
Vários factores podem influenciar o consumo de varetas de soldadura:
Espessura dos materiais soldados
A espessura, o ângulo da ranhura e a abertura da raiz são críticos, especialmente nas juntas de topo. Os materiais mais espessos requerem mais material de enchimento, aumentando assim o consumo.
Conceção conjunta
O tipo de junta (por exemplo, topo, filete, sobreposição) afecta a quantidade de elétrodo necessária. As juntas de filete, por exemplo, requerem cálculos específicos baseados no comprimento da perna e no tamanho do reforço.
Número de passes
Podem ser necessários vários passes de soldadura, o que tem impacto no consumo total de eléctrodos. Por exemplo, uma soldadura de vários passes em material espesso consumirá mais eléctrodos do que uma soldadura de um só passe.
Dicas práticas e melhores práticas
Armazenamento e manuseamento: Armazenar os eléctrodos num ambiente seco e controlado para evitar a absorção de humidade, que pode levar a defeitos de soldadura.
Medidas de poupança de custos: Utilize o tamanho e o tipo de elétrodo adequados ao trabalho para minimizar o desperdício e maximizar a eficiência.
Monitorizar a eficiência: Acompanhar regularmente o consumo de eléctrodos para identificar áreas de melhoria e poupança de custos.
Compreender estes factores e calcular com precisão o consumo de varetas de soldadura garante operações de soldadura eficientes e rentáveis, ajudando na determinação dos custos, no planeamento e na monitorização da eficiência.
Importância de um cálculo exato do varão de soldadura
O cálculo exato da vareta de soldadura é fundamental para o sucesso de qualquer projeto de soldadura, afectando não só a qualidade e a resistência das soldaduras, mas também a eficiência e a segurança globais do processo de soldadura.
Garantir a qualidade e a resistência da soldadura
A utilização do tipo e quantidade corretos de varetas de soldadura é fundamental para obter soldaduras que cumpram as propriedades mecânicas necessárias, incluindo a resistência à tração e a durabilidade. Por exemplo, a vareta de soldadura E6013, conhecida pela sua resistência à tração de aproximadamente 60.000 libras por polegada quadrada, é essencial para aplicações como o fabrico de uso geral, construção naval e estruturas metálicas. Uma seleção incorrecta da vareta de soldadura pode levar a uma má qualidade da soldadura, a uma redução da resistência e a uma maior probabilidade de fissuração ou falha. Um estudo de caso de um projeto de construção naval mostrou que a utilização do tipo errado de vareta de soldadura levou a várias falhas de soldadura, causando atrasos significativos e aumento de custos devido ao retrabalho necessário.
Otimizar a eficiência e a produtividade
O cálculo exato dos requisitos das varetas de soldadura ajuda a otimizar o processo de soldadura, assegurando que é utilizada a quantidade certa de varetas de soldadura. Isto implica estimar o comprimento da soldadura, a espessura do metal e o número de juntas. Cálculos corretos evitam o desperdício, reduzem a necessidade de retrabalho e aumentam a produtividade geral. Por exemplo, determinar a amperagem adequada com base no diâmetro do elétrodo e no material a soldar é crucial para uma soldadura eficiente. As varetas E6013, por exemplo, requerem amperagens específicas (70, 100, 150 e 190) com base nos seus diâmetros (2,5 mm, 3,2 mm, 4 mm e 5 mm).
Reforçar a segurança
A seleção da vareta de soldadura correta também é vital para a segurança. A utilização de eléctrodos inadequados pode provocar o sobreaquecimento da máquina de soldar, a avaria do equipamento e o aumento de salpicos e fumo, o que pode comprometer a segurança do soldador. Uma seleção precisa minimiza estes riscos, assegurando que o processo de soldadura é conduzido em segurança com o mínimo de perigos. Num incidente notável, uma fábrica sofreu um incêndio devido à utilização de varetas de soldadura incorrectas, enfatizando a importância da seleção adequada para a segurança.
Compatibilidade com posições e técnicas de soldadura
As diferentes varetas de soldadura são concebidas para posições e técnicas de soldadura específicas. Por exemplo, a vareta E6013 é versátil e adequada para todas as quatro posições (plana, horizontal, vertical e suspensa). Uma seleção cuidadosa com base na tarefa de soldadura específica garante uma penetração adequada, juntas fortes e facilidade em manter a posição de soldadura desejada. Uma seleção incorrecta pode conduzir a juntas fracas e a dificuldades em manter a posição de soldadura, tal como evidenciado por um projeto de construção que enfrentou problemas estruturais devido a uma seleção incorrecta da vareta para soldaduras verticais.
Compatibilidade de materiais
A correspondência entre o elétrodo de soldadura e o material a soldar é crucial para obter soldaduras fortes e duradouras. Metais diferentes requerem eléctrodos diferentes. Por exemplo, o aço macio necessita de um elétrodo diferente do aço inoxidável. A vareta E6013, com o seu revestimento de fluxo à base de rutilo, é particularmente adequada para aplicações em aço macio. O emparelhamento incorreto entre material e elétrodo pode resultar em soldaduras fracas e potenciais falhas, como demonstrado num projeto de reparação em que a utilização do elétrodo errado levou a repetidas fracturas na soldadura.
Gestão de custos e recursos
Os cálculos exactos das varetas de soldadura ajudam a gerir os recursos de forma eficaz. Ao determinar o número exato de varetas de soldadura necessárias, os soldadores podem evitar compras desnecessárias e reduzir o desperdício. Isto ajuda no planeamento e orçamentação do projeto, garantindo que o processo de soldadura é rentável. A gestão eficaz dos recursos também ajuda a manter um fluxo de trabalho estável, sem interrupções devido à falta de materiais. Numa instalação de fabrico em grande escala, um cálculo preciso permitiu poupar custos substanciais, minimizando as compras de material em excesso e reduzindo o tempo de inatividade.
O cálculo exato da vareta de soldadura é essencial para garantir soldaduras de alta qualidade, otimizar a eficiência, manter a segurança e gerir os recursos de forma eficaz. Os erros de avaliação nesta área podem levar a uma má qualidade da soldadura, à redução da produtividade e ao aumento dos riscos de segurança, sublinhando a necessidade de um planeamento cuidadoso e de um cálculo preciso no processo de soldadura.
Factores que influenciam o consumo de varetas de soldadura
Composição do metal de base
A composição do metal de base desempenha um papel fundamental na determinação do tipo de elétrodo necessário. Metais diferentes necessitam de eléctrodos específicos para garantir uma soldadura forte e compatível. Por exemplo, o aço macio utiliza normalmente eléctrodos como o E6013 ou o E7018, enquanto o aço inoxidável ou o alumínio requerem eléctrodos especializados que correspondam às suas propriedades únicas. A compatibilidade entre o elétrodo e o metal de base evita defeitos e garante uma soldadura forte. Um estudo de caso mostrou que a utilização do elétrodo correto para o aço inoxidável evitou a corrosão e melhorou a durabilidade da soldadura.
Corrente e tensão de soldadura
As definições de corrente e tensão de soldadura têm um impacto significativo na eficiência e na qualidade da soldadura. A corrente deve ser adequada ao tipo e diâmetro do elétrodo, bem como à espessura do metal. A utilização de uma corrente pequena pode originar arcos instáveis e defeitos, enquanto que uma corrente grande pode causar cortes e salpicos. As definições de tensão adequadas, determinadas pelo comprimento do arco, mantêm a estabilidade e evitam defeitos. Por exemplo, um projeto que utilizou eléctrodos E7018 em placas de aço espessas descobriu que o ajuste da corrente para 150 amperes e da tensão para 24 volts resultou numa qualidade de soldadura óptima.
Diâmetro e tipo do elétrodo
O diâmetro e o tipo de elétrodo são cruciais no consumo da vareta de soldadura. Os eléctrodos de maior diâmetro requerem correntes de soldadura mais elevadas e são utilizados para materiais mais espessos. Diferentes tipos de eléctrodos, como os de vareta, de fio e fluxados, têm caraterísticas e aplicações únicas. A seleção do tipo de elétrodo correto com base no processo de soldadura e no material garante um desempenho ótimo e minimiza o desperdício. Por exemplo, um projeto de construção naval utilizou eléctrodos fluxados devido às suas elevadas taxas de deposição e adequação às condições exteriores.
Posição de soldadura
A posição em que a soldadura é realizada afecta a escolha do elétrodo e o consumo da vareta de soldadura. Alguns eléctrodos são concebidos para posições específicas para garantir uma qualidade de soldadura óptima. Os eléctrodos E7018 podem ser utilizados em todas as posições, enquanto outros podem ser limitados à soldadura plana e horizontal. A escolha do elétrodo certo para a posição de soldadura ajuda a obter soldaduras consistentes e de alta qualidade. Num projeto de aço estrutural, a utilização de eléctrodos E7018 em posições verticais e suspensas resultou em soldaduras uniformes e sem defeitos.
Adaptação e conceção de juntas
O design e o ajuste da junta influenciam o consumo da vareta de soldadura. Para juntas com ajustes apertados, os eléctrodos com um arco de escavação, como o E6010 ou o E6011, asseguram uma penetração adequada. Para juntas com aberturas de raiz largas, os eléctrodos como o E6012, que criam uma face de soldadura côncava, são mais adequados. A conceção da junta, incluindo o tipo e o número de passes necessários, afecta diretamente a quantidade de elétrodo necessária. Na soldadura de condutas, a utilização de eléctrodos E6010 para o passe de raiz e E7018 para os passes de enchimento e de topo assegurou soldaduras fortes e sem defeitos.
Tipo e polaridade da fonte de alimentação
O tipo de fonte de alimentação (AC ou DC) e a polaridade (DCEP, DCEN, AC) têm impacto no consumo da vareta de soldadura e na qualidade da soldadura. As fontes de alimentação CC oferecem geralmente arcos mais estáveis, menos salpicos e melhor qualidade de soldadura. O DCEP (elétrodo de corrente contínua positivo) proporciona uma penetração mais profunda, enquanto o DCEN (elétrodo de corrente contínua negativo) oferece taxas de deposição mais rápidas. As fontes de alimentação CA são mais simples e económicas, mas podem não proporcionar o mesmo nível de qualidade. Para estruturas críticas, a utilização de fontes de alimentação de corrente contínua com polaridade DCEP pode aumentar a resistência da soldadura e reduzir os defeitos.
Condições ambientais
As condições ambientais, como a temperatura, a humidade e a limpeza da área de trabalho, afectam o desempenho das varetas de soldadura. Temperaturas ou humidade elevadas podem fazer com que a máquina de soldar trabalhe mais, afectando a qualidade da soldadura. A limpeza do metal de base é crucial; a remoção de carepa, ferrugem, humidade, tinta e gordura ajuda a evitar a porosidade e melhora as velocidades de deslocação. Assegurar um ambiente limpo e controlado aumenta a eficiência da soldadura e reduz o consumo de eléctrodos. Num projeto de soldadura offshore, o controlo dos níveis de humidade e a pré-limpeza das superfícies melhoraram significativamente a qualidade da soldadura e reduziram o retrabalho.
Espessura do metal
A espessura do metal a soldar é um fator significativo no consumo de varetas de soldadura. Os metais mais espessos requerem mais energia e necessitam frequentemente de eléctrodos com maior ductilidade e baixo teor de hidrogénio para evitar a fissuração da soldadura. Para metais mais finos, são preferíveis eléctrodos que produzam arcos suaves e penetração superficial para evitar queimaduras. A correspondência adequada entre o elétrodo e a espessura do metal assegura uma soldadura eficiente e minimiza o desperdício. Na soldadura automóvel, a utilização de eléctrodos finos em componentes de chapa metálica evita a deformação e permite obter soldaduras precisas.
Ao considerar cuidadosamente estes factores, os soldadores podem selecionar os eléctrodos adequados às suas necessidades específicas de soldadura, otimizar o desempenho e minimizar potenciais defeitos, conduzindo a operações de soldadura eficientes e de alta qualidade.
Fórmula de consumo de varetas de soldadura
O consumo de varetas de soldadura é determinado principalmente por factores como o tipo de junta, o tipo de ranhura, o comprimento da soldadura e outras características da estrutura de soldadura.
Eis algumas fórmulas de cálculo:
A) A fórmula de cálculo do consumo dos eléctrodos é a seguinte
A - Área da secção transversal da soldadura (cm2); (Consultar o quadro 1)
L - Comprimento da soldadura (cm);
ρ - Densidade do metal depositado (g/cm3);
Ks - coeficiente de perda do elétrodo,
B) A outra é a fórmula de cálculo do consumo do elétrodo de pó não ferroso:
m = ALρ/Kn * (1+Kb)
Onde,
m - Consumo de vareta de soldadura (g);
A - Área da secção transversal da soldadura (cm2); (Consultar o quadro 1)
L - Comprimento da soldadura (cm);
ρ - Densidade do metal depositado (g/cm3):
Kb - Coeficiente de qualidade do revestimento, ver quadro abaixo:
Kn - Coeficiente de transferência de metal do elétrodo para a solda (incluindo perdas devidas a queima, salpicos e ponta do elétrodo)
Por exemplo:
1. O chapa de aço com uma espessura conhecida de 20mm é fornecido com uma ranhura em forma de V, o comprimento de soldadura L é de 3m, e a vareta de soldadura é 5015. Como calcular o consumo de fio de soldadura?
(De acordo com o quadro, a área seccional do metal depositado A=250mm2, o densidade do aço ρ= 7,8g/cm3coeficiente de conversão Kn=0,79, coeficiente de peso do revestimento do elétrodo Kb=0,32).
Solução: área seccional conhecida do metal depositado A=250mm2, densidade do aço ρ= 7,8g/cm3Coeficiente de transferência Kn=0,79, Kb=0,32, L=3m.
Resposta: O consumo de vareta de soldadura é de 9,77Kg.
2. A soldadura por arco manual é utilizada para soldar um tubo de aço-carbono de 10 m soldadura em ângulo. O diâmetro do elétrodo é Φ4.0, e o tamanho do filete é 10mm. Quantos eléctrodos são necessários? (A taxa de deposição da vareta de soldadura é de 55%)
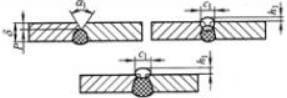
Soldadura em V de um lado (sem soldadura posterior)
5
Soldadura em forma de U (sem soldadura posterior)
6
Soldadura de selagem posterior sem saliência na raiz da soldadura em forma de V e em forma de U
7
Raiz das soldaduras em forma de V e em forma de U
8
Retenção V da placa de suporte de aço
Quadro 2 Coeficiente de peso Kb do revestimento do elétrodo
E4303
E43015
E5015
0.77
0.77
0.79
Quadro 3 Coeficiente de transferência Kn do elétrodo
E4303
E43015
E5015
0.42-0.48
0.42-0.5
0.38-0.44
Quais são os valores específicos para o fator de qualidade e o coeficiente de transferência do fluxo da vareta de soldadura?
O fator de qualidade (Kb) do fluxo da vareta de soldadura varia geralmente entre 25% e 40%. O coeficiente de transferência (Kn) da vareta de soldadura para a soldadura, que inclui perdas por combustão e salpicos, é de cerca de 5% a 10%, e a perda de cabeças de vareta de soldadura não utilizadas é de cerca de 10% a 15%.
Por conseguinte, o coeficiente de transferência é normalmente fixado entre 0,75 e 0,85.
Quais são as diferenças de consumo entre os diferentes tipos de varetas de soldadura (tais como varetas alcalinas e varetas ácidas) em aplicações práticas?
As diferenças no consumo de diferentes tipos de varetas de soldadura em aplicações práticas reflectem-se principalmente nos seguintes aspectos:
Princípios de seleção de materiais de soldadura:
Os materiais consumidos durante a soldadura (incluindo varetas de soldadura, fio de soldadura, etc.) são escolhidos com base na composição química do metal depositado. Isto significa que diferentes tipos de varetas de soldadura podem ter diferentes quantidades de consumo devido aos seus diferentes tipos de fluxo e tipos de fontes de energia de soldadura.
Composição e características do fluxo da vareta de soldadura:
As varetas de soldadura ácidas e as varetas de soldadura alcalinas têm diferentes componentes no seu fluxo, o que leva a diferentes desempenhos durante o processo de soldadura. O fluxo da vareta de soldadura ácida contém vários óxidos, que têm fortes propriedades oxidantes, enquanto as varetas de soldadura alcalina contêm mais silicatos, óxidos de ferro e óxidos de titânio, etc., e têm propriedades oxidantes mais fracas. Estas diferenças podem afetar a quantidade de poeira produzida durante a soldadura, a estabilidade do arco e a fluidez da escória, o que, por sua vez, afecta indiretamente o consumo de varetas de soldadura.
Desempenho do processo de soldadura:
As varetas de soldadura ácidas podem ser utilizadas tanto para AC como para DC, com um bom desempenho do processo de soldadura, arco estável, menos salpicos, boa fluidez da escória, fácil remoção da escória e um belo aspeto da soldadura. Em comparação, as varetas de soldadura alcalinas, devido à sua composição química específica e características de fluxo, podem exigir mais atenção e ajuste durante o processo de soldadura, o que pode levar a um consumo relativamente mais elevado nas mesmas condições.
Âmbito de aplicação e rácio de produção:
Nos últimos anos, com a utilização generalizada de aço comum de baixa liga, a utilização de varetas de soldadura alcalinas na soldadura tem aumentado gradualmente. Isto indica que, à medida que a aplicação de tipos específicos de aço aumenta, o consumo dos tipos correspondentes de varetas de soldadura (como as varetas de soldadura alcalinas) também aumentará correspondentemente. Ao mesmo tempo, a soldadura de certos tipos específicos de aço pode levar a um maior consumo de tipos específicos de varetas de soldadura (como as varetas de soldadura E308H, que requerem uma elevada composição química do metal depositado).
Conselhos práticos para uma utilização eficiente da vareta de soldadura
Garantir a utilização eficiente das varetas de soldadura é vital para minimizar os custos e maximizar a produtividade nas operações de soldadura. Aqui estão algumas dicas práticas para o ajudar a obter soldaduras de alta qualidade enquanto utiliza eficazmente as varetas de soldadura.
Preparação das articulações
Limpar bem a junta
Antes de iniciar o processo de soldadura, limpe meticulosamente a área da junta para remover contaminantes como ferrugem, tinta, óleo, calcário e gordura. Utilize uma escova de arame ou uma rebarbadora para obter uma superfície limpa. Se os contaminantes não puderem ser totalmente removidos, considere a utilização de eléctrodos como o AWS E6010 ou E6011, que podem penetrar através das impurezas. AWS E6010 e E6011 são tipos de eléctrodos conhecidos pelas suas capacidades de penetração profunda, tornando-os adequados para soldar através de ferrugem e tinta.
Assegurar uma ligação eléctrica adequada
Uma ligação eléctrica estável e sólida é crucial. Esta assegura um arco de alta qualidade durante a soldadura. Certifique-se de que o grampo de trabalho está bem preso a um ponto limpo da peça de trabalho para evitar quaisquer interrupções ou inconsistências.
Técnica de soldadura
Manter o comprimento correto do arco
Um comprimento de arco consistente é fundamental para obter soldaduras uniformes. Idealmente, o comprimento do arco deve ser igual ao diâmetro do elétrodo. Por exemplo, a utilização de um elétrodo de 1/8 de polegada requer a manutenção de um comprimento de arco de 1/8 de polegada. Um arco curto pode fazer com que o elétrodo fique preso na poça de fusão, enquanto que um arco longo pode provocar salpicos excessivos, baixa deposição, rebaixamento e porosidade. Para uma melhor visibilidade, incline a cabeça em vez de aumentar o comprimento do arco.
Utilizar o ângulo de deslocação correto
Para posições planas, horizontais e suspensas, utilizar uma técnica de arrastamento ou de mão invertida. Segure o elétrodo perpendicularmente à peça de trabalho e incline a parte superior na direção de deslocação entre 5 a 15 graus. Um ângulo de arrastamento ou tração de 10-15 graus é geralmente o ideal para a soldadura por vareta, garantindo uma penetração adequada e um cordão de soldadura limpo.
Controlo da velocidade de deslocação
A manutenção de uma velocidade de deslocação consistente é essencial para produzir soldaduras fortes. Uma soldadura demasiado rápida pode levar a uma penetração insuficiente, enquanto uma soldadura demasiado lenta pode causar uma acumulação excessiva de calor e cordões mais largos. Ajuste a sua velocidade de deslocação para manter a poça de soldadura fundida, mas não demasiado grande, assegurando uma soldadura equilibrada e controlada.
Gestão de eléctrodos
Escolha o elétrodo certo
A seleção do tipo e tamanho de elétrodo correto para a tarefa de soldadura específica é crucial. Por exemplo, os eléctrodos com baixo teor de hidrogénio são ideais para soldar aços de baixa liga e aços-carbono com elevados teores de enxofre e fósforo. Podem ser necessários pré-aquecimentos elevados para chapas mais espessas e juntas rígidas para garantir uma qualidade de soldadura óptima. Por exemplo, o AWS E7018 é um elétrodo com baixo teor de hidrogénio adequado para a soldadura estrutural devido ao seu baixo teor de humidade e elevada resistência.
Gerir a humidade na vara
A humidade nas varetas de soldadura pode provocar defeitos na soldadura. Se suspeitar que a vareta de soldadura absorveu humidade, aumente a amperagem da sua máquina de soldar e aqueça a vareta na peça de trabalho (não na peça a soldar) durante 5-10 segundos para remover a humidade. Esta técnica é particularmente útil para varetas de 7018 e de aço inoxidável.
Evitar a soldadura excessiva
A soldadura excessiva, ou a realização de soldaduras maiores do que o necessário para a resistência da junta, pode levar ao desperdício de material e a potenciais queimaduras, especialmente em materiais mais finos como a chapa de aço. Assegurar que a geometria da junta é consistente e que a abertura da raiz é suficiente para uma penetração total sem reforço excessivo.
Controlo do calor e preparação das juntas
Otimizar a entrada de calor
Ajuste a entrada de calor com base no tipo e espessura do material para evitar deformações e garantir soldaduras fortes. Demasiado calor pode causar distorção, enquanto que demasiado pouco calor pode resultar numa fusão incompleta. O controlo adequado do calor é essencial para obter soldaduras de alta qualidade.
Assegurar a geometria correta da junta
O ajuste consistente é vital para toda a junta. Controlar com precisão as folgas ou os chanfros para evitar queimaduras e manter uma velocidade de soldadura estável. Um bisel e uma abertura de raiz suficientes são necessários para uma boa forma e penetração do cordão, garantindo uma soldadura robusta e duradoura.
Segurança e manutenção
Utilizar equipamento de segurança adequado
Utilize sempre equipamento de segurança adequado, incluindo um capacete, uma proteção facial e óculos, para se proteger dos fumos e salpicos de soldadura. O equipamento de segurança é essencial para evitar lesões e garantir um ambiente de trabalho seguro.
Limpeza e manutenção de equipamentos
Limpar regularmente as soldaduras e o equipamento após a utilização para evitar ferrugem e outras formas de corrosão. Certifique-se de que todo o equipamento está em boas condições de funcionamento e corretamente configurado antes de iniciar qualquer tarefa de soldadura. Uma manutenção adequada prolonga a vida útil do seu equipamento e garante uma qualidade de soldadura consistente.
Seguindo estas dicas práticas, pode melhorar significativamente a eficiência e a qualidade das suas operações de soldadura, assegurando uma utilização óptima das varetas de soldadura e obtendo soldaduras de qualidade superior.
Selecionar as varetas de soldadura certas para o seu projeto
A escolha das varetas de soldadura, ou eléctrodos, adequadas ao seu projeto é crucial para obter soldaduras fortes, duradouras e de alta qualidade. Devem ser considerados vários factores para garantir a melhor correspondência entre o elétrodo e os requisitos específicos de soldadura.
Visão geral das varetas de soldadura
As varetas de soldadura, também conhecidas como eléctrodos, são componentes essenciais no processo de soldadura. Conduzem a corrente eléctrica necessária para criar o arco, que funde o metal de base e a própria vareta, formando a soldadura. A seleção da vareta de soldadura correta implica conhecer as propriedades e os requisitos da vareta e dos materiais a soldar.
Composição e propriedades do metal de base
Composição do elétrodo correspondente
A composição do elétrodo deve corresponder ao metal de base para garantir uma soldadura forte e compatível. Por exemplo, ao soldar aço-carbono, é frequentemente utilizado um elétrodo de aço macio como o E6013. Para o aço inoxidável, é adequado um elétrodo de aço inoxidável como o E308. Isto evita problemas como a fissuração e assegura que as propriedades mecânicas da soldadura são consistentes com o metal de base.
Resistência à tração
A resistência à tração do elétrodo deve corresponder à do metal de base. Os dois primeiros dígitos da classificação AWS no elétrodo indicam a sua resistência à tração em milhares de libras por polegada quadrada (psi). Por exemplo, um elétrodo E6010 tem uma resistência à tração de 60.000 psi, adequada para soldar estruturas de aço macio. Para aço de alta resistência, é necessário um elétrodo como o E11018, com uma resistência à tração de 110.000 psi.
Espessura e forma do metal de base
Considerações sobre a espessura
Determine a espessura do metal de base para selecionar o elétrodo adequado. Os materiais mais espessos requerem eléctrodos com elevada ductilidade e baixo teor de hidrogénio, como o E7018, para evitar fissuras. Para materiais finos, os eléctrodos como o E6013, que produzem um arco suave com penetração média, são ideais.
Forma e tamanho
A forma e o tamanho do metal de base também influenciam a escolha do elétrodo. Para a soldadura de chapas finas, é preferível um elétrodo de menor diâmetro para evitar queimaduras. Em contrapartida, os eléctrodos de maior diâmetro são adequados para materiais mais espessos.
Corrente de soldadura
Compatibilidade com o tipo atual
Os eléctrodos são compatíveis com corrente alternada, corrente contínua ou ambos os tipos de corrente. O quarto dígito da classificação AWS indica o tipo de revestimento e a corrente de soldadura compatível:
DCEP (elétrodo de corrente contínua positivo): Eléctrodos como o E6010 proporcionam uma penetração profunda, adequada para soldar através de contaminantes.
DCEN (elétrodo de corrente contínua negativo): Eléctrodos como o E6012 oferecem uma penetração suave, ideal para soldaduras de filete de alta velocidade.
Compatível com AC: Eléctrodos como o E6013 produzem um arco suave com penetração média, perfeito para chapas novas e limpas.
Posição de soldadura
Adequação da posição
A posição de soldadura influencia a escolha do elétrodo. O terceiro dígito na classificação AWS indica a posição qualificada do elétrodo:
‘1’: Adequado para posições planas, horizontais, verticais e suspensas.
‘2’: Adequado apenas para posições planas e horizontais.
Por exemplo, os eléctrodos E7018 podem ser utilizados em todas as posições, o que os torna versáteis para várias aplicações.
Conceção e montagem de juntas
Ajustes apertados
Para juntas com ajustes apertados ou sem chanfro, utilize eléctrodos com um arco de escavação, como o E6010 ou o E6011, para garantir uma penetração suficiente. Estes eléctrodos são eficazes na penetração através de ferrugem, óleo e outros contaminantes.
Aberturas radiculares amplas
Para materiais com aberturas de raiz largas, selecione eléctrodos que criem uma face de soldadura côncava, como o E6012, para obter uma qualidade de soldadura óptima. Estes eléctrodos foram concebidos para preencher as lacunas e proporcionar um cordão de soldadura suave.
Condições ambientais e de serviço
Condições de serviço
Considere as condições que a peça soldada irá encontrar, tais como calor elevado, temperaturas baixas ou cargas de choque repetitivas. Os eléctrodos com baixo teor de hidrogénio e maior ductilidade, como o E7018, são recomendados para essas aplicações, para reduzir a possibilidade de fissuração da soldadura.
Tipos de varetas de soldadura
Varas cobertas
O tipo mais comum, as varetas revestidas, vêm com vários revestimentos que influenciam o seu desempenho, como a penetração profunda e o baixo teor de hidrogénio. Estes revestimentos também ajudam a estabilizar o arco e a proteger a soldadura da contaminação atmosférica.
Varões tubulares
Utilizadas para aplicações especializadas, as varetas tubulares oferecem propriedades mecânicas específicas adaptadas a necessidades de soldadura únicas. São frequentemente utilizadas em processos de soldadura por arco com núcleo fluxado (FCAW).
Varetas de soldadura nuas
Tipicamente utilizadas nos processos de soldadura TIG e MIG, as varetas de soldadura nuas são essenciais para alcançar uma elevada precisão em determinadas aplicações. Requerem um gás de proteção externo para proteger a zona de soldadura da contaminação.
Preparação da pré-soldadura
Limpar o metal de base
Assegurar que o metal de base está limpo e isento de pó, ferrugem, gordura e outros contaminantes para evitar a porosidade e melhorar as velocidades de deslocação. Se a limpeza não for possível, utilize eléctrodos como o E6010 ou o E6011, que podem cortar eficazmente os contaminantes.
Conselhos práticos para a seleção de varetas de soldadura
Identificar o metal de base e fazer corresponder a composição do elétrodo em conformidade.
Considerar os requisitos de resistência à tração com base na aplicação.
Selecionar o diâmetro do elétrodo adequado à espessura do metal de base.
Escolher eléctrodos compatíveis com a corrente de soldadura disponível (AC, DCEN, DCEP).
Assegurar que o elétrodo é adequado para a posição de soldadura necessária.
Ter em conta a conceção e o ajuste da junta para selecionar o tipo de elétrodo correto.
Avaliar as condições ambientais e de serviço para garantir o desempenho da soldadura a longo prazo.
Ao considerar cuidadosamente estes factores, pode selecionar a vareta de soldadura certa para o seu projeto específico, garantindo soldaduras fortes, fiáveis e de alta qualidade.
Como é que o tipo de material influencia o consumo de varetas de soldadura?
O tipo de material influencia significativamente o consumo de varetas de soldadura devido a vários factores, como as propriedades do material, o tipo e tamanho do elétrodo, o processo de soldadura, a conceção da junta e os requisitos específicos do projeto.
Os diferentes materiais têm diferentes pontos de fusão, que afectam a taxa de consumo das varetas de soldadura. Por exemplo, os eléctrodos de aço normalmente utilizados na soldadura SMAW e MIG têm pontos de fusão mais baixos e são concebidos para se fundirem completamente durante o processo de soldadura, levando a um maior consumo. Em contrapartida, materiais como o alumínio e o titânio, que têm propriedades térmicas diferentes, requerem técnicas específicas e podem consumir eléctrodos a taxas diferentes.
O tamanho e o tipo de elétrodo também desempenham um papel crucial na determinação do consumo. Eléctrodos diferentes, como um E6010 de 1/8″ em comparação com um E7018 de 3/32″, têm taxas de consumo distintas com base nas suas especificações. Consultar as especificações do fabricante ou uma tabela de consumo de eléctrodos de soldadura é essencial para uma determinação precisa.
O próprio processo de soldadura influencia o consumo de material. A soldadura TIG utiliza eléctrodos de tungsténio não consumíveis que não se fundem, enquanto a soldadura MIG e SMAW utilizam eléctrodos consumíveis que são consumidos à medida que se fundem na soldadura.
Além disso, o desenho da junta e a espessura dos materiais a soldar podem ter impacto no consumo de varetas de soldadura. Os materiais mais espessos ou os desenhos complexos das juntas podem exigir mais passes de soldadura, aumentando assim o consumo de eléctrodos.
O revestimento e o fluxo nos eléctrodos também podem afetar a taxa de consumo. As varetas com revestimento pesado proporcionam uma proteção superior, mas podem ser desnecessárias em muitas situações, enquanto as varetas com revestimento leve são mais propensas a escórias e inclusões, afectando potencialmente a eficiência e o consumo.
Os regulamentos da indústria e os requisitos específicos do projeto influenciam ainda mais a escolha do material da vareta de soldadura. Por exemplo, os projectos de construção podem exigir metais de adição robustos e fortes que cumpram as normas de segurança, o que tem impacto no tipo e na taxa de consumo dos eléctrodos utilizados.
Em resumo, factores como as propriedades do material, o tipo e tamanho do elétrodo, o processo de soldadura, a conceção da junta e os requisitos específicos do projeto desempenham um papel significativo na determinação da taxa de consumo das varetas de soldadura. Um cálculo preciso e uma seleção adequada dos eléctrodos são cruciais para operações de soldadura eficientes e económicas.
Quais são algumas dicas para reduzir os resíduos de varetas de soldadura?
Para reduzir os resíduos de varetas de soldadura, podem ser implementadas várias estratégias:
O armazenamento e o manuseamento adequados são essenciais. Os eléctrodos de soldadura devem ser armazenados em recipientes herméticos ou em sacos que possam ser fechados novamente com pacotes de dessecante para evitar a contaminação por humidade, o que prolonga a sua vida útil e reduz a eliminação prematura.
A utilização eficiente das varetas de soldadura é importante. Técnicas como a utilização de um bloco de aquecimento para aquecer a vareta antes de voltar a soldar a peça de trabalho podem minimizar o desperdício. Na soldadura TIG, parar com alguns centímetros de vareta de enchimento e colar uma nova vareta à antiga pode reduzir significativamente o desperdício de varetas.
A reciclagem e a reutilização de varetas de soldadura inutilizáveis devem ser exploradas. A classificação das varetas por composição do material, a remoção de contaminantes e a sua preparação de acordo com as diretrizes das instalações de reciclagem podem ajudar a conservar os recursos naturais e a promover práticas sustentáveis.
A escolha de métodos de soldadura sustentáveis que geram menos resíduos também pode ser benéfica. Por exemplo, a soldadura com gás ativo metálico (MAG) utiliza um elétrodo consumível infinito, o que evita o desperdício de restos de eléctrodos. Outras técnicas, como a soldadura por arco metálico com gás a laser e a soldadura por fricção, aumentam a eficiência e reduzem o desperdício de material.
Minimizar os ciclos de arranque/paragem durante a soldadura pode levar a um menor desperdício de varetas. A utilização de uma vareta nova para tachas críticas ou processos de soldadura contínua pode ajudar a reduzir o número de varetas utilizadas.
Os eléctrodos especializados, tais como os eléctrodos de goivagem de carbono revestidos a cobre com extremidades macho/fêmea, podem eliminar o desperdício de pontas, permitindo a ligação para reduzir as hastes descartadas.
A formação e a educação dos soldadores em técnicas sustentáveis e responsáveis são cruciais. A formação em realidade virtual pode reduzir o impacto ambiental e a utilização de recursos durante o processo de formação. Salientar a importância de minimizar os resíduos e de utilizar os recursos de forma eficiente pode fazer uma diferença significativa.
Por último, devem ser implementadas práticas adequadas de gestão de resíduos para as varetas de soldadura inutilizáveis. A eliminação responsável, a rotulagem correta e o armazenamento de resíduos podem evitar a contaminação ambiental e reduzir o risco de derrames e acidentes.
Ao seguir estas dicas, os soldadores podem reduzir significativamente o desperdício de varetas de soldadura, aumentar a eficiência e contribuir para práticas de soldadura mais sustentáveis.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como pode garantir que as varetas de soldadura que está a utilizar são de alta qualidade? Este artigo apresenta métodos simples para verificar a qualidade da vareta de soldadura, incluindo inspeção visual, teste de resistência do revestimento e...
Já se perguntou porque é que algumas soldaduras se mantêm fortes enquanto outras falham? Este artigo revela os segredos por detrás das varetas de soldadura, os seus tipos e o seu papel fundamental para garantir soldaduras duradouras. Saiba como...
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre o que torna a soldadura em aço inoxidável tão resistente? Neste artigo, vamos explorar o fascinante mundo das varetas de soldadura em aço inoxidável, revelando como as suas composições e propriedades únicas tornam...
Durante o processo de produção de soldadura, há muitas razões pelas quais um robot de soldadura pode queimar a ponta de contacto. Os sintomas observáveis que indicam uma substituição frequente do bico de contacto incluem: desgaste...
Já se perguntou porque é que os eléctrodos de soldadura por vezes se colam? Este problema comum pode perturbar o seu trabalho e danificar os materiais. Neste artigo, descobrirá as principais razões para a aderência dos eléctrodos, tais como...
O que torna o elétrodo e o fio de soldadura certos tão cruciais para uma soldadura perfeita? Este guia analisa as especificidades dos vários modelos de eléctrodos e fios de soldadura, incluindo as suas aplicações...
Porque é que algumas soldaduras se aguentam em condições extremas e outras falham? Neste artigo, vamos explorar o intrincado mundo das linhas de soldadura, desde a sua formação e os factores que influenciam...
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...