1. Preparação
Antes da instalação, cada componente deve ser examinado quanto à sua qualidade (incluindo modelo, valores, resistência de tensão e polaridade). Quaisquer componentes que não cumpram estas normas devem ser imediatamente substituídos.
De seguida, os condutores de cada componente devem ser limpos com uma lixa ou uma faca para expor o brilho metálico e, em seguida, revestidos com fluxo para desbaste.
Finalmente, os cabos dos componentes devem ser dobrados de acordo com os comprimentos exigidos pela sua colocação na placa de circuitos.
Ao dobrar os cabos, certifique-se de que as marcações estão viradas para fora. Segure a base do componente com uma pinça numa mão e dobre o fio com a outra, criando um arco na dobra.
2. Instalação
A instalação deve ser orientada pelo diagrama de instalação. Normalmente, o diagrama está orientado com o lado da folha de cobre da placa de circuito impresso virado para cima e o lado do componente virado para baixo.
Comece por instalar os componentes grandes e, em seguida, insira os componentes mais pequenos, como resistências e condensadores, nos orifícios de soldadura.
Os componentes devem ser dispostos de forma ordenada e estética, com os números de modelo e os valores virados para fora para facilitar a visibilidade, o que facilitará a inspeção e a manutenção. Finalmente, depois de testar os transístores ou circuitos integrados, estes podem ser inseridos nos orifícios de soldadura e soldados.
Técnicas de soldadura:
Uma vez instalados os componentes na placa de circuito impresso, o passo seguinte é a soldadura.
Pode soldar cada componente individualmente à medida que são instalados, ou instalar todos os componentes primeiro e depois soldá-los todos de uma vez.
Em qualquer dos casos, aplicam-se os mesmos requisitos gerais.
3. Limpeza da ponta do ferro de soldar
A ponta do ferro de soldar deve ser mantida limpa e isenta de escórias de soldadura e outros oxidantes.
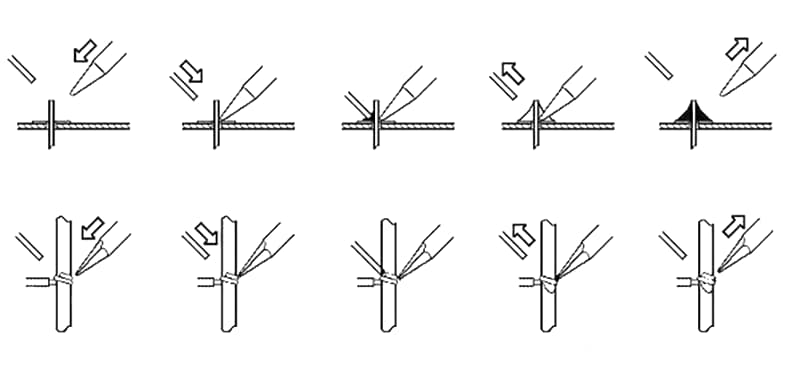
4. Aquecimento da zona de soldadura
Aplicar a pressão adequada na área a aquecer com o ferro de soldar. O ângulo entre o ferro e a folha de cobre deve ser de cerca de 40 a 60 graus.
Ao soldar componentes numa placa de circuito impresso, certifique-se de que o ferro está em contacto com os dois elementos a soldar, para que o calor seja distribuído uniformemente.
Para componentes com baixa capacidade de aquecimento, como fios finos numa placa de circuito impresso, este passo pode ser ignorado.
Durante o aquecimento, todas as partes do componente que necessitam de ser estanhadas devem ser aquecidas uniformemente e não apenas uma parte. Evitar exercer pressão com o ferro para evitar danos ou riscos ocultos.
5. Fornecimento de solda
Primeiro, aplique uma pequena quantidade de solda na folha de cobre e nos pontos de alimentação dos componentes para melhorar a condutividade térmica.
Se existirem pinos, adicionar uma pequena quantidade de solda à superfície cortada dos pinos para evitar a oxidação.
Devido à natureza da solda que flui de baixas para altas temperaturas, alimentar lentamente o fio de solda a partir de um ponto afastado do ferro de soldar, ajustando a quantidade e a velocidade de alimentação em conformidade.
Evitar fornecer solda diretamente à ponta do ferro de soldar. A ponta do ferro de soldar deve ser colocada numa posição em que possa aquecer simultaneamente a folha de cobre e o componente.
Dependendo do tamanho e do material da folha de cobre, se a folha de cobre e o componente forem grandes, a área de contacto da ponta do ferro de soldar deve ser grande; pelo contrário, se forem pequenos, a área de contacto deve ser pequena.
Isto permite que a folha de cobre e o componente atinjam a mesma temperatura ao mesmo tempo.
6. Remoção de solda
Quando uma certa quantidade de fio de solda tiver derretido, mover imediatamente o fio de solda 45° para o canto superior esquerdo.
7. Remoção do ferro de soldar
O ferro de soldar deve ser retirado em direção ao canto superior direito. Não mover o ferro de soldar até que a solda se tenha espalhado completamente até ao bordo da folha de cobre.
O tempo entre o passo 5 e o passo 7 deve ser de aproximadamente 1 a 2 segundos. Para qualidade da soldaduraO tempo de contacto entre o ferro de soldar e a folha de cobre não deve exceder 3 segundos.
A remoção do ferro de soldar requer precisão. O momento, o ângulo e a direção da retirada do ferro são fundamentais para a formação da junta de solda. A direção da remoção do ferro de soldar pode afetar a quantidade de estanho na junta de solda.
8. Colocação do ferro de soldar
Colocar a ponta do ferro de soldar - ainda aderida com solda - no suporte do ferro de soldar.
Precauções de soldadura:
1) Ao efetuar a soldadura de estanho, siga a sequência da esquerda para a direita e de cima para baixo, para evitar falhar a inspeção ou a reparação durante a soldadura.
2) Limpar frequentemente a ponta do ferro de soldar durante a soldadura para evitar defeitos como soldadura falsa, furos e soldadura excessiva causada por detritos na ponta do ferro de soldar.
3) Não adicionar solda à ponta do ferro de soldar no substrato. Durante o processo de produção, não agitar, bater ou sacudir a solda para evitar que a escória ou os grânulos de solda caiam sobre o substrato.
4) Ao pressionar ou desmontar componentes, adicionar primeiro solda à superfície da folha de cobre da placa de circuitos. Assegurar um aquecimento uniforme para evitar que a colofónia se torne ineficaz ou que a folha de cobre se enrole e danifique o circuito.
5) Depois de utilizar o ferro de soldar, coloque-o firmemente no suporte do ferro de soldar. Tenha cuidado para não tocar na ponta do ferro de soldar com fios ou outros detritos para evitar queimar os fios, provocar fugas eléctricas ou outros acidentes.
6) Manter a ponta do ferro de soldar limpa: Durante a soldadura, a ponta do ferro de soldar permanece a uma temperatura elevada e está em contacto com substâncias fracamente ácidas, como o fluxo, tornando a sua superfície propensa à oxidação, à corrosão e à acumulação de impurezas negras.
Estas impurezas formam uma camada isolante, dificultando a transferência de calor entre a ponta do ferro de soldar e os componentes soldados.
Por isso, limpe sempre a ponta do ferro de soldar com um pano húmido ou uma esponja de fibra de madeira molhada. Para pontas de ferro de soldar normais, pode ser utilizada uma lima para remover a camada de oxidação da superfície quando a corrosão e a contaminação são graves. No entanto, este método nunca deve ser utilizado para pontas de ferro de soldar de longa duração.
7) Utilizar uma quantidade adequada de fluxo: Uma quantidade adequada de fluxo é muito benéfica para a soldadura. A utilização excessiva de fluxo de colofónia exige a remoção do excesso de fluxo após a soldadura e prolonga o tempo de aquecimento, reduzindo a eficiência do trabalho.
Se o tempo de aquecimento for insuficiente, é fácil formar um defeito de "inclusão de escória". Ao soldar interruptores e conectores, o excesso de fluxo pode fluir para o ponto de contacto, provocando um mau contacto.
A quantidade adequada de fluxo deve ser apenas suficiente para molhar a parte que formará a junta de solda e não deve fluir através dos orifícios da placa de circuito impresso. Para soldar com fio de solda com núcleo de colofónia, basicamente não é necessário aplicar fluxo adicional.
8) Para reduzir os danos dos produtos químicos volatilizados durante o aquecimento do fluxo para os seres humanos e para reduzir a inalação de gases nocivos, a distância entre o ferro de soldar e o nariz não deve, em geral, ser inferior a 20 cm, sendo geralmente adequado cerca de 30 cm.