Minimizar o stress de soldadura: Causas e eliminação
Já alguma vez se perguntou porque é que algumas estruturas soldadas falham inesperadamente? Este artigo explora as forças ocultas em jogo - tensão e deformação da soldadura. Saiba como estas tensões afectam a resistência, a estabilidade e a precisão, e descubra métodos práticos para minimizar os seus efeitos. Prepare-se para compreender os desafios invisíveis que os soldadores enfrentam e como os ultrapassar!
A tensão de soldadura refere-se à tensão gerada durante o processo de soldadura em componentes soldados. Esta tensão é causada pela ação térmica processo de soldadura e as tensões internas resultantes e as alterações na forma e dimensão da soldadura.
A causa principal da tensão e deformação da soldadura é o campo de temperatura desigual durante a soldadura e a deformação plástica local resultante e as diferenças na microestrutura com volumes específicos variáveis.
A tensão e a deformação transitórias da soldadura ocorrem quando o campo de temperatura da soldadura ainda não se dissipou. Por outro lado, a tensão e a deformação residuais da soldadura referem-se à tensão e à deformação que permanecem após a temperatura de soldadura O campo se dissipou.
Na ausência de forças externas, a tensão de soldadura é equilibrada dentro da soldadura. No entanto, em determinadas condições, a tensão e a deformação da soldadura podem afetar a funcionalidade e o aspeto da soldadura.
2. Perigos da tensão de soldadura
A tensão residual de soldadura tem seis efeitos nas soldaduras:
① Efeito na resistência:
Defeitos graves em áreas com elevada tensão de tração residual podem ter um impacto negativo na resistência à carga estática da soldadura se esta funcionar abaixo da temperatura de transição frágil. A presença de tensões residuais de tração em pontos de concentração de tensões sob tensão cíclica reduzirá a resistência à fadiga da soldadura.
A resistência à fadiga das soldaduras não depende apenas da magnitude da tensão residualmas também em factores como o fator de concentração de tensões, o coeficiente caraterístico do ciclo de tensões e o valor máximo da tensão cíclica. A influência da tensão residual diminui à medida que o fator de concentração de tensões diminui e intensifica-se à medida que o coeficiente caraterístico do ciclo de tensões diminui, mas diminui à medida que a tensão cíclica aumenta.
Quando a tensão cíclica se aproxima do limite de elasticidadeo efeito da tensão residual diminui gradualmente.
② Efeito na rigidez:
A combinação de tensão residual de soldadura e a tensão de cargas externas podem resultar em cedência precoce e deformação plástica em áreas específicas da soldadura. Isto resultará numa redução da rigidez da soldadura.
③ Influência na estabilidade da soldadura por pressão:
Quando uma barra soldada é sujeita a pressão, a tensão residual da soldadura combina-se com a tensão das cargas externas, causando potencialmente cedência ou instabilidade local e reduzindo a estabilidade global da barra.
O impacto das tensões residuais na estabilidade depende da geometria e da distribuição das tensão interna no interior da barra. A influência da tensão residual em secções não fechadas, tais como secções em I, é maior do que a sua influência em secções fechadas, tais como secções em caixa.
④ Influência na precisão da maquinação:
A presença de tensão residual de soldadura pode afetar a precisão da maquinagem de soldaduras em diferentes graus. Quanto menor for a rigidez da soldadura, maior será a quantidade de maquinagem e maior será o seu impacto na precisão.
⑤ Influência na estabilidade dimensional:
A tensão residual da soldadura e o tamanho da soldadura alteram-se ao longo do tempo, o que pode afetar a estabilidade dimensional da soldadura. A estabilidade da tensão residual também influencia a estabilidade dimensional da soldadura.
⑥ Efeito na resistência à corrosão:
A combinação de tensão residual de soldadura e tensão de carga pode resultar em fissuração por corrosão sob tensão.
Influência da tensão residual de soldadura na estrutura e no elemento:
A tensão residual de soldadura é a tensão inicial num elemento antes de este suportar quaisquer cargas. Durante a utilização do elemento, a tensão residual sobrepõe-se à tensão de trabalho causada por outras cargas, conduzindo a uma deformação secundária e a uma redistribuição da tensão residual.
Isto não só diminui a rigidez e a estabilidade da estrutura, como também tem um impacto significativo na sua resistência à fadiga, resistência à fratura frágil, fissuração por corrosão sob tensão e fissuração por fluência a alta temperatura sob os efeitos combinados da temperatura e do ambiente.
3. Medidas para reduzir e eliminar as tensões de soldadura
A tensão de soldadura pode ser minimizada através de uma consideração abrangente do projeto e do processo. Na conceção de uma estrutura de soldadura, deve-se adotar juntas de soldadura com menor rigidez, minimizar a quantidade e o tamanho da secção transversal das soldaduras e evitar a concentração excessiva de soldaduras. As seguintes medidas podem ser tomadas em termos do processo:
1) Seleção razoável da sequência e direção da soldadura.
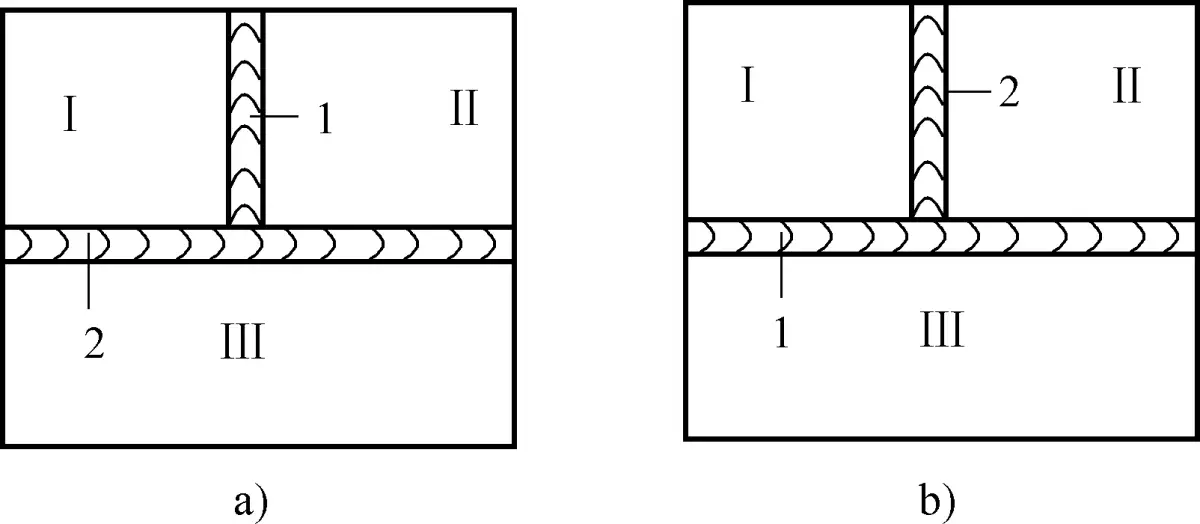
A determinação da sequência de soldadura deve permitir que a soldadura se contraia livremente tanto quanto possível para reduzir a tensão. A tensão de soldadura gerada pela sequência mostrada na Figura 4-10a é pequena, enquanto que na Figura 4-10b, o cordão de soldadura 1 aumenta primeiro o constrangimento do cordão de soldadura 2, aumentando assim a tensão residual.
Figura 4-10: O impacto da sequência de soldadura na deformação da soldadura
a) Tensão mínima de soldadura, b) Tensão substancial de soldadura.
2) Martelar a soldadura.
Durante o processo de arrefecimento da soldadura, utilizar um martelo de cabeça redonda para bater na soldadura de forma uniforme e rápida, provocando uma deformação local por alongamento plástico do metal de soldadura, compensando parte da deformação por retração da soldadura, reduzindo assim a tensão residual da soldadura.
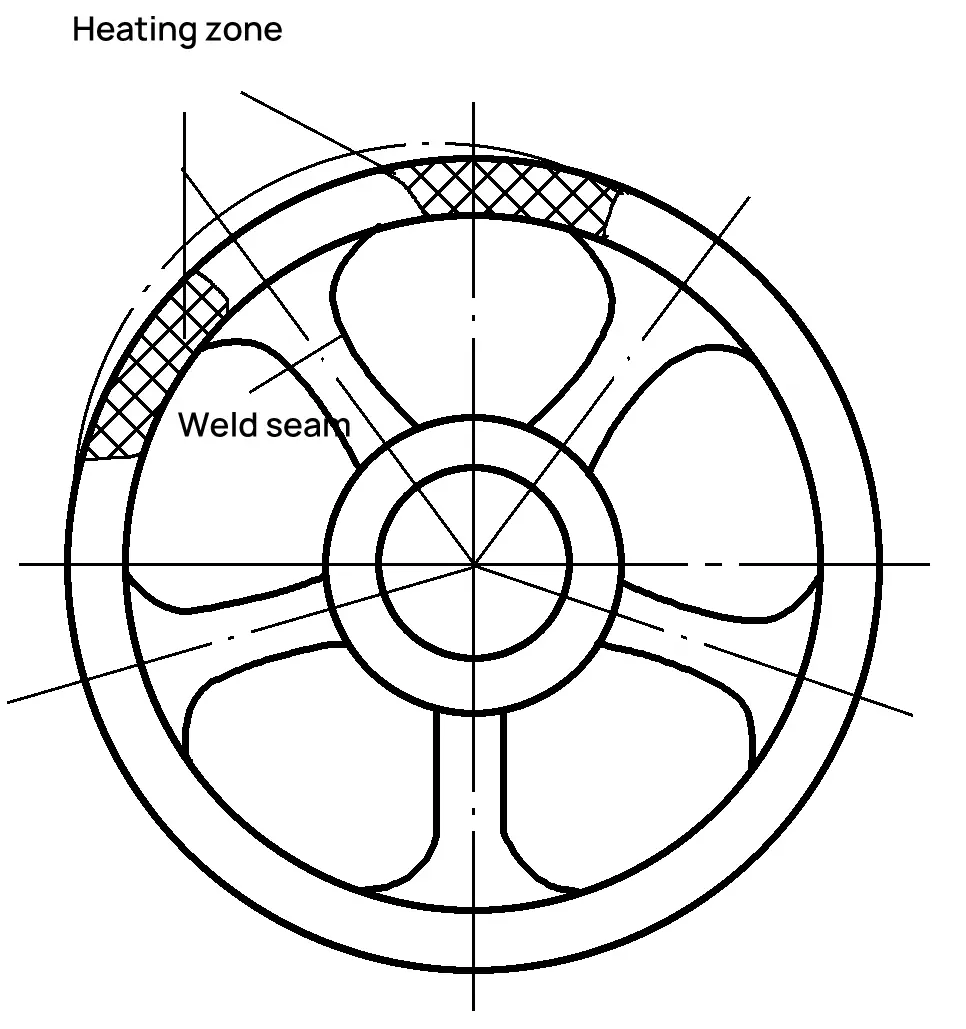
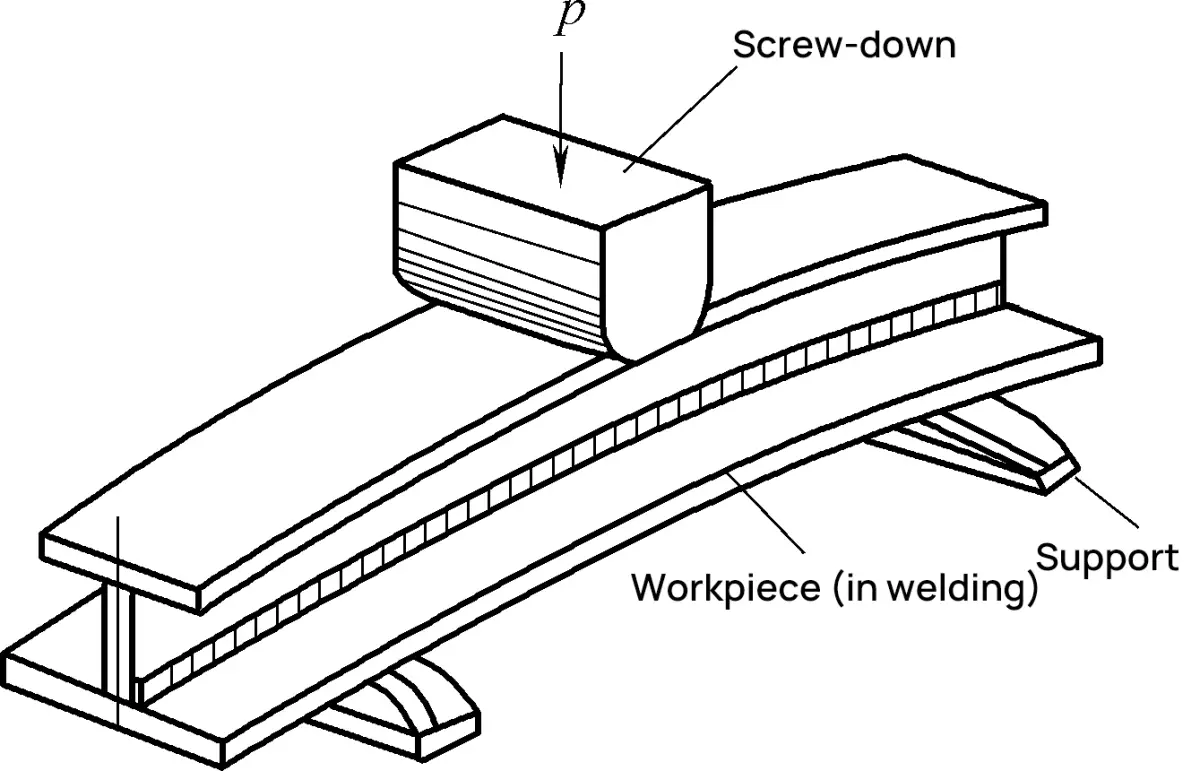
3) Aquecimento da "zona de redução do stress".
Antes da soldadura, aquecer uma parte apropriada da peça de trabalho (conhecida como zona de redução de tensão) para a alongar (Figura 4-11). Após a soldadura, durante o arrefecimento, a zona de redução de tensão e a soldadura encolhem na mesma direção, reduzindo a tensão e a deformação da soldadura.
Figura 4-11: Exemplo do método "Zona de redução de calor".
4) Pré-aquecimento antes da soldadura e arrefecimento lento após a soldadura.
O objetivo do pré-aquecimento antes da soldadura é reduzir a diferença de temperatura entre a zona de soldadura e o metal circundante, diminuir a taxa de arrefecimento da zona de soldadura e reduzir a expansão e contração irregulares durante o aquecimento e arrefecimento da soldadura, reduzindo assim a tensão de soldadura. O arrefecimento lento após a soldadura pode ter o mesmo efeito.
No entanto, este método complica o processo e só é adequado para materiais com pouca plasticidade e propensos à fissuração, como o aço de alto e médio carbono, o ferro fundido e o aço-liga.
5) Recozimento de alívio de tensão pós-soldagem.
Para eliminar a tensão de soldadura residual na estrutura de soldadura, o recozimento de alívio de tensões é normalmente utilizado na produção. Para estruturas de aço-carbono e de aço de liga baixa a média, todo o componente ou parte da junta de soldadura pode ser aquecido a 600-800°C após a soldadura, e arrefecido lentamente após ser mantido a esta temperatura durante um determinado período de tempo. Geralmente, mais de 80% da tensão residual de soldadura pode ser eliminada.
4. Medidas para controlar e reduzir a deformação da soldadura
Para controlar a deformação da soldadura, o tamanho e a forma dos cordões de soldadura devem ser razoavelmente seleccionados durante a conceção da estrutura de soldadura, o número de cordões de soldadura deve ser minimizado tanto quanto possível e a disposição dos cordões de soldadura deve ser simétrica. Na produção de estruturas soldadas, as seguintes técnicas podem ser tipicamente aplicadas:
Método da dedução adicional:
Com base em cálculos teóricos e valores empíricos, a tolerância de retração é considerada antecipadamente durante a preparação e o processamento das peças de soldadura, de modo a que a peça de trabalho possa atingir a forma e o tamanho necessários após a soldadura.
Método de contra-deformação:
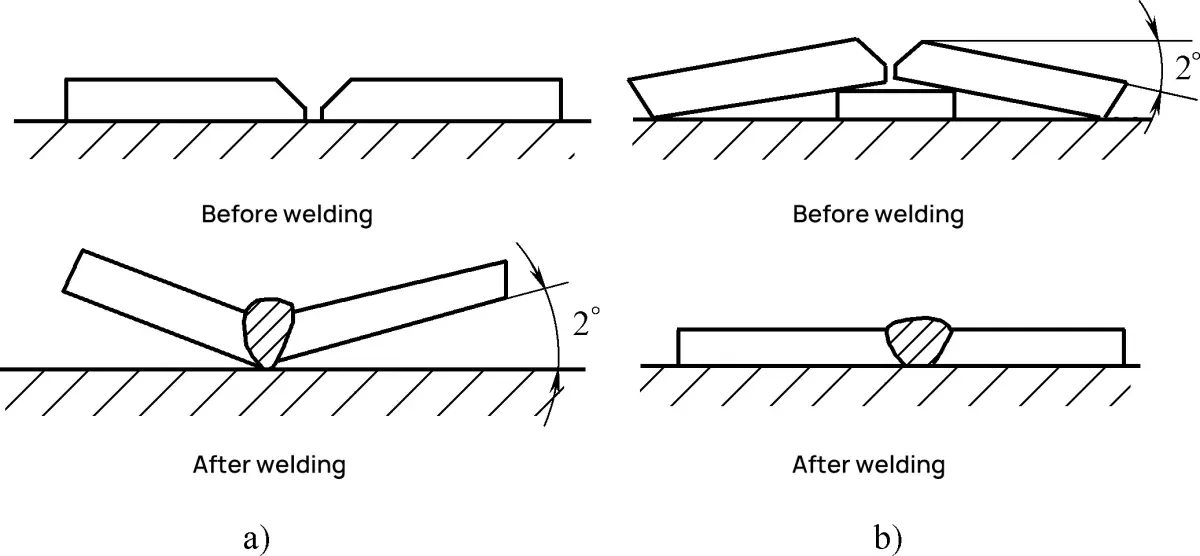
Com base na experiência ou na medição, a dimensão e a direção da deformação da soldadura estrutural são estimadas antecipadamente. Durante a montagem da estrutura de soldadura, é criada uma deformação intencional na direção oposta, mas de magnitude igual, para compensar a deformação produzida após a soldadura (ver Figura 4-12).
Figura 4-12 Método de contra-deformação para a soldadura topo a topo de ranhuras em forma de Y
a) Criação de deformação angular b) Neutralização da deformação angular
Método de fixação rígida:
As peças de soldadura são fixadas durante a soldadura e a fixação rígida é removida depois de as peças de soldadura terem arrefecido até à temperatura ambiente. Isto pode prevenir eficazmente a deformação angular e a deformação ondulatória, mas aumenta a tensão de soldadura.
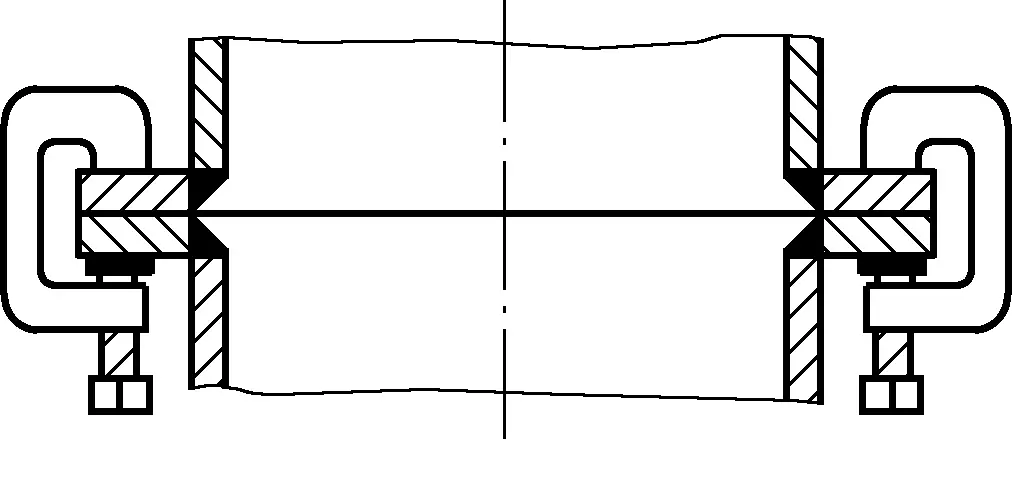
Este método só é adequado para estruturas de aço de baixo teor de carbono com boa plasticidade e não deve ser utilizado para ferro fundido e materiais de aço com uma elevada tendência para endurecer, para evitar fracturas pós-soldadura. A Figura 4-13 mostra a utilização do método de fixação rígida para evitar a deformação angular da face da flange.
Figura 4-13 Método de fixação rígida
4) Escolher uma sequência de soldadura adequada.
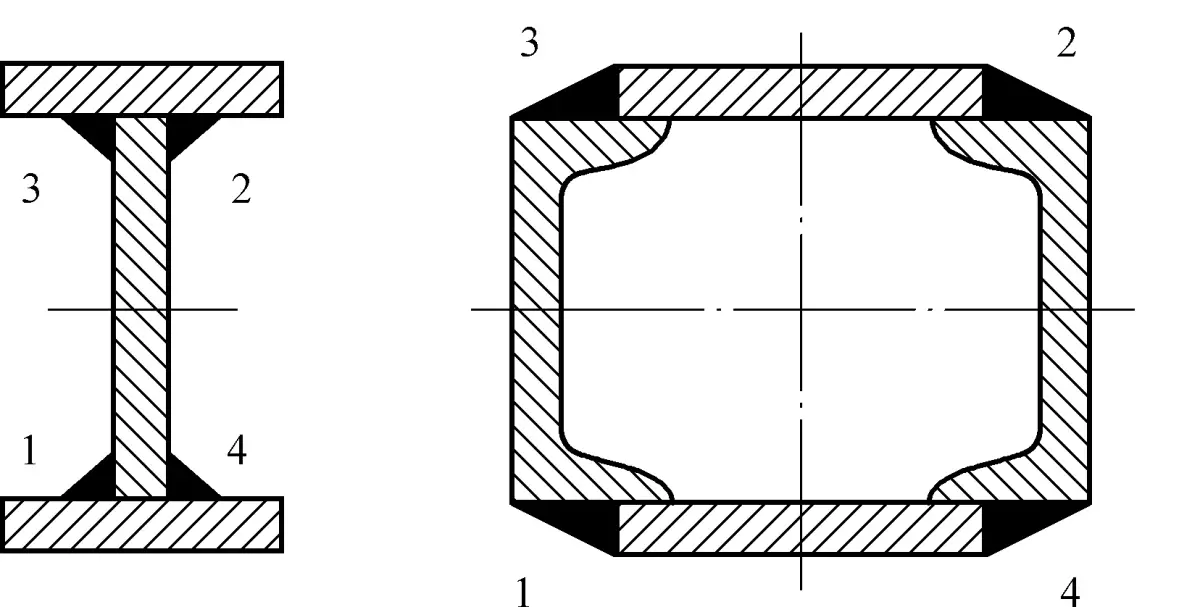
A seleção de uma sequência de soldadura razoável é essencial para controlar a deformação da soldadura. Para a soldadura de vigas de secção simétrica, a sequência de soldadura mostrada na Figura 4-14 pode reduzir eficazmente a deformação da soldadura.
Figura 4-14: Sequência de soldadura adequada para vigas de secção simétrica.
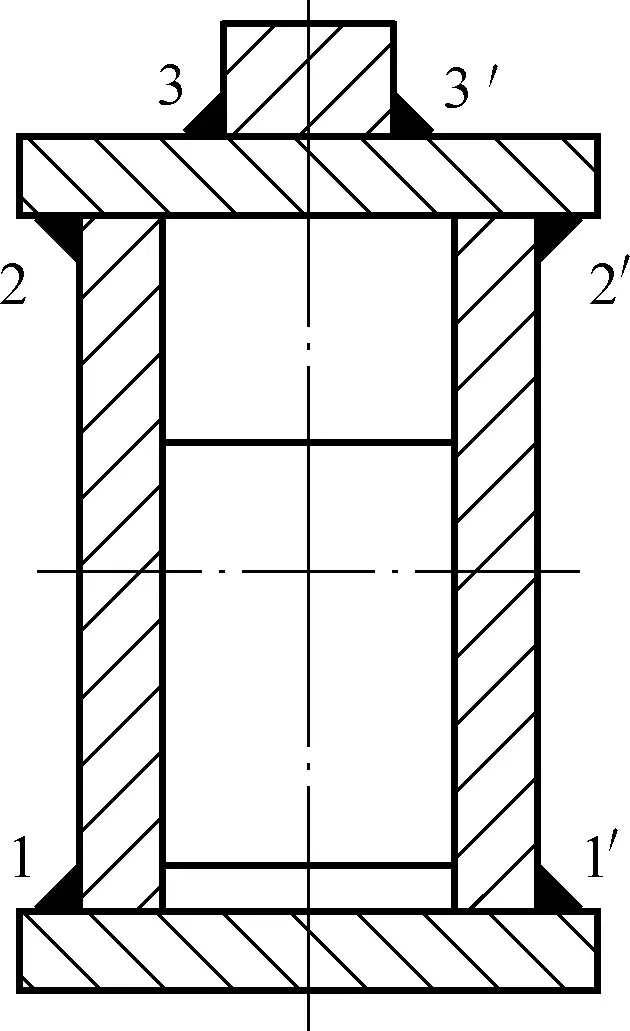
Para peças com uma distribuição desigual de soldaduras, como a viga principal da ponte rolante mostrada na Figura 4-15, uma sequência de soldadura sensata é ter dois trabalhadores a soldar simultânea e simetricamente os cordões 1-1′ em primeiro lugar, seguidos dos cordões 2-2′ e, finalmente, dos cordões 3-3′. Desta forma, a deformação ascendente causada pela soldadura 1-1′ pode ser essencialmente compensada pela deformação descendente causada pelas soldaduras 2-2 e 3-3.
Figura 4-15: Sequência de soldadura para os vários cordões da viga principal de uma ponte rolante.
5. Correção da deformação da soldadura
Durante o processo de soldadura, mesmo quando são tomadas as medidas acima mencionadas, pode por vezes ocorrer uma deformação que excede o valor admissível. Os métodos normalmente adoptados para corrigir a deformação da soldadura incluem:
1) Correção mecânica.
A correção mecânica envolve a utilização de uma força externa para induzir a deformação plástica no componente na direção oposta à deformação da soldadura, anulando assim a deformação mútua (Figura 4-16). Este método é tipicamente adequado apenas para aço de baixo carbono e aço de baixa liga comum, que têm uma rigidez relativamente baixa e uma boa plasticidade.
Figura 4-16: Correção mecânica
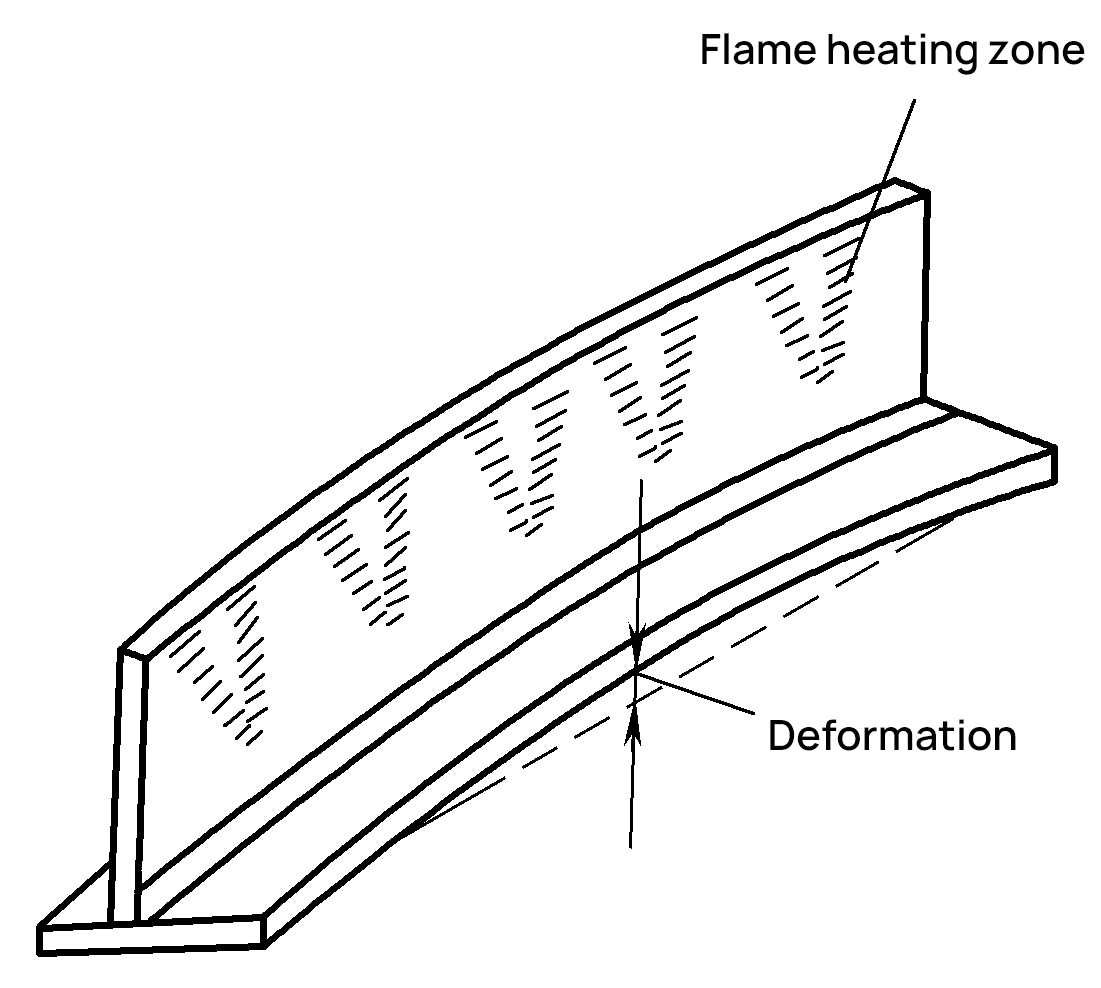
2) Correção da chama.
A correção por chama utiliza a retração do arrefecimento após o aquecimento local do metal para corrigir a deformação existente na soldadura. A Figura 4-17 mostra uma deformação ascendente de uma viga em T após a soldadura, que pode ser corrigida através do aquecimento da posição da alma com uma chama. A zona de aquecimento é triangular e a temperatura de aquecimento é de 600-800°C.
Figura 4-17: Correção da chama
Após o arrefecimento, a banda encolhe, causando a deformação inversa e endireitando o componente soldado. Este método é principalmente adequado para materiais com boa plasticidade e sem tendência para o endurecimento.
6. Outro método de eliminação de tensões de soldadura
(1) Envelhecimento por vibração
O tratamento de envelhecimento por vibração é um método comum para reduzir a tensão residual interna em materiais de engenharia. O processo envolve submeter o material a vibrações, o que provoca uma pequena quantidade de deformação plástica no material quando a tensão residual combinada e a tensão de vibração adicional excedem a tensão de cedência do material, reduzindo assim a tensão interna.
(2) Envelhecimento térmico
O envelhecimento térmico é um processo de redução da tensão residual numa peça de trabalho, aquecendo-a até à sua temperatura de transição elástico-plástica, mantendo-a a essa temperatura durante um determinado período de tempo e, em seguida, arrefecendo-a lentamente. Este processo faz com que a peça se encontre num estado de baixa tensão após o arrefecimento.
No entanto, se os parâmetros do processo de aquecimento, isolamento e arrefecimento não forem corretamente seleccionados ou se os procedimentos operacionais não forem rigorosamente seguidos, o processo de eliminação de tensões pode não ser eficaz e as tensões na peça de trabalho podem mesmo aumentar. Este facto foi demonstrado através da experiência de produção.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...