O guia definitivo da impressão 3D: Tudo o que precisa de saber
Imagine criar tudo o que quiser, camada por camada, diretamente na sua secretária. Bem-vindo ao mundo da impressão 3D! Esta tecnologia revolucionária, também conhecida como fabrico aditivo, constrói objectos adicionando material camada a camada, ultrapassando os métodos tradicionais de corte a partir de um bloco sólido. Neste artigo, irá explorar como funciona a impressão 3D, os seus vários métodos e as suas incríveis aplicações em áreas como a aeroespacial, a medicina e o fabrico. Prepare-se para descobrir como a impressão 3D está a transformar o futuro da produção e do design.
O fabrico aditivo (AM), vulgarmente conhecido como tecnologia de impressão 3D, é uma tecnologia de prototipagem rápida diferente do fabrico tradicional por redução de materiais.
Através da digitalização tridimensional digital e do processamento em camadas do modelo, com a ajuda de equipamento de fabrico digital semelhante a impressoras, os materiais são continuamente sobrepostos para formar o modelo sólido necessário.
Fluxograma de fabrico aditivo:
A tecnologia de impressão 3D foi desenvolvida pela primeira vez por Charles Hull, em 1986, num processo designado por estereolitografia (SLA), tendo depois sido desenvolvidas tecnologias como a sinterização selectiva por laser (SLS), a fusão selectiva por laser (SLM) e a tecnologia de ligação por microjacto (3DP).
Desde que entrou no século XXI, a tecnologia de impressão 3D fez novos avanços e desenvolvimentos, e muitas pequenas tecnologias que satisfazem as necessidades de indústrias específicas nasceram sob a subdivisão de grandes tecnologias.
For example, SLA Technology: digital light processing (DLP), multiple jet technology (Ployjet), SLM Technology: direct laser de metal sinterização (DMLS).
Atualmente, tem sido amplamente utilizado na indústria aeroespacial, equipamento médico, construção, automóvel, energia, design de jóias e outros campos.
A revista Time incluiu o fabrico aditivo na lista das "10 indústrias com maior crescimento nos Estados Unidos".
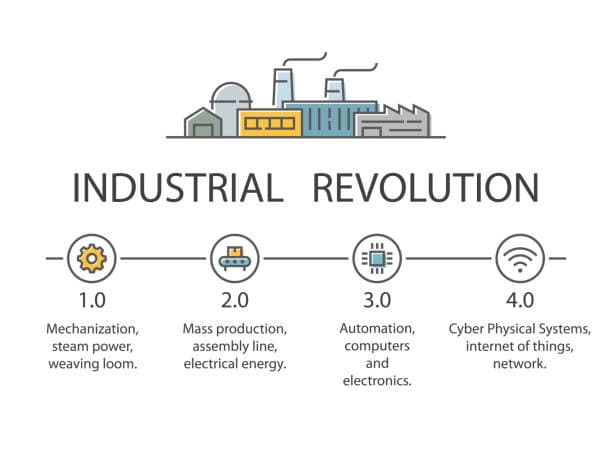
A revista The Economist, do Reino Unido, considera que "promoverá a realização da terceira revolução industrial em conjunto com outros modos de produção digital", alterará os futuros modos de produção e de vida, mudará a forma de fabricar bens, alterará o padrão económico mundial e, por fim, mudará a vida humana.
Análise do sistema técnico das revoluções industriais anteriores
Revolução industrial
Características
Base teórica
Unidade de energia / potência
Paradigma de fabrico
Paradigma de fabrico
A primeira revolução industrial (1750-1850)
Mecanização
Máquina a vapor
Fabrico de material original igual e fabrico de material reduzido
Produção numa única máquina
A segunda revolução industrial (1850-1950)
Eletrificação
Teoria da redução mecânica baseada na certeza e na normalização
Petroquímica Potência / motor de combustão interna, motor
Fabrico moderno de materiais reduzidos e iguais
Produção em massa baseada na linha de montagem
A terceira revolução industrial (1950-2020)
Digitalização
Cibernética + teoria dos sistemas
Energia a jato, energia nuclear
Fabrico moderno de materiais reduzidos e iguais
Produção automática baseada em computador
A quarta revolução industrial (2020-2080?)
Intelectualização
Sistema + cibernética + teoria da informação
Energia renovável / central eléctrica baseada na fusão nuclear controlada
Integração de processos baseada no fabrico aditivo
Fábrica inteligente baseada na Internet industrial
Em comparação com a tecnologia de fabrico tradicional (fabrico de material reduzido), a impressão 3D não necessita de fazer moldes antecipadamente, remove uma grande quantidade de materiais no processo de fabrico e obtém o produto final sem um processo de forjamento complexo.
Tem as características de "remoção de moldes, redução de resíduos de materiais e redução de inventário".
Na produção, pode otimizar a estrutura, poupar materiais e energia e melhorar significativamente a eficiência do fabrico.
Esta tecnologia é aplicável ao desenvolvimento de novos produtos, à produção rápida de peças únicas e de peças de pequenos lotes fabrico de peças de formas complexas, conceção e fabrico de moldes, etc.
Ao mesmo tempo, é também aplicável ao fabrico de materiais difíceis de processar, à inspeção da conceção da forma, à inspeção da montagem e à engenharia inversa rápida.
Tempo de invenção das tecnologias de impressão 3D e principais empresas
SLA
Inventor: Charles Hull (1984) Empresa dominante: America 3D systems, Liantai Technology
LOM
Inventor: Michael Feygin(1986) Empresa dominante: America Helisys
FDM
Inventor: Scott Crump(1988) Empresa dominante: América Stratasys/3Dsystems
SLS
Inventor: C.R. Dechard (1989) Empresa dominante: America 3DSystems, Huashu high tech
3DP
Inventor: Emanual Sachs (1993) Empresa dominante: America Zcorporation
SLM
Inventor: Dieter Schwarze(1995) Empresa dominante: Solução SLM alemã, bolite
EBM
Inventor: Arcam AB (1997) Empresa dominante: Suécia Arcam AB
Polyjet3D
Inventor: Objet(2000) Empresa dominante: Israel3D systems
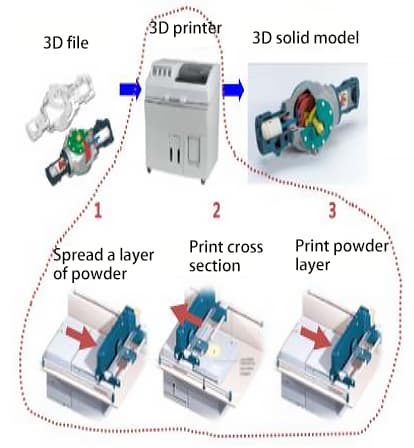
Princípios básicos do fabrico aditivo
O processo de fabrico aditivo inclui principalmente dois processos: conceção tridimensional e impressão camada a camada.
Em primeiro lugar, o software de modelação por computador é utilizado para a modelação e, em seguida, o modelo tridimensional construído é dividido em secções camada a camada para orientar a impressora na impressão camada a camada.
1. Conceção 3D:
O formato de ficheiro padrão para a cooperação entre o software de desenho e a impressora é o formato de ficheiro STL.
Um ficheiro STL utiliza superfícies triangulares para aproximar a superfície de um objeto.
Quanto mais pequena for a superfície triangular, maior será a resolução da superfície gerada.
PLY é um scanner que digitaliza ficheiros tridimensionais gerados por digitalização.
Os ficheiros VRML ou WRL gerados pelo PLY são frequentemente utilizados como ficheiros de entrada para impressão a cores.
2. Impressão camada a camada:
A impressora lê a informação da secção transversal no documento, imprime estas secções transversais camada a camada com materiais líquidos, em pó ou em folha, e depois une as secções transversais de cada camada de várias formas para criar uma entidade, que pode criar artigos de qualquer forma.
Diagrama de trabalho de impressão da máquina de fabrico aditivo:
O princípio de funcionamento da máquina de fabrico aditivo é basicamente o mesmo que o da impressora comum, mas os materiais de impressão são bastante diferentes.
Os materiais de impressão das impressoras normais são tinta e papel, enquanto a máquina de fabrico aditivo contém diferentes "materiais de impressão", como metal, cerâmica, plástico e areia.
Depois de a impressora estar ligada ao computador, os materiais podem ser empilhados camada a camada através do controlo informático (o processo de processamento em camadas é muito semelhante ao da impressão a jato de tinta) e, por fim, a planta no computador pode ser transformada num objeto físico.
A máquina de fabrico aditivo é um tipo de equipamento que pode "imprimir" objectos 3D reais.
Classificação da tecnologia de aditivos
A norma ISO / ASTM 52900:2015 emitida pelo comité de tecnologia de fabrico de aditivos no âmbito da organização internacional de normalização classifica a tecnologia de aditivos em sete categorias, nomeadamente: estereolitografia (SLA)
Pulverização de adesivos (3DP)
Deposição de energia direcional (DED)
Laminação fina (LOM)
Extrusão de material (FDM)
Pulverização de material (ployjet)
Fusão em leito de pó (SLM, SLS, EBM)
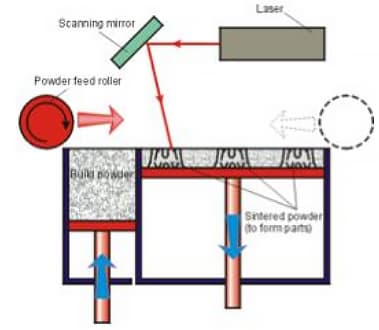
1. Sinterização selectiva por laser (SLS)
O princípio é que o pó sólido é sinterizado seletivamente camada a camada por laser (para além do pó metálico principal, é necessário adicionar uma certa proporção de pó aglutinante com um ponto de fusão baixo, e o pó aglutinante é geralmente um pó metálico com um ponto de fusão baixo ou uma resina orgânica, etc.), e o pó sinterizado é sobreposto na camada de pó solidificado para formar finalmente uma peça com a forma desejada.
O dispositivo central em que esta tecnologia assenta é um laser de infravermelhos e o ambiente de trabalho energético é uma atmosfera de árgon ou de azoto.
Tem as vantagens de um processo de fabrico simples, elevada eficiência de produção, muitos tipos de materiais de moldagem, elevada taxa de utilização de materiais, ampla utilização de produtos acabados e não necessita de considerar sistemas de apoio.
A desvantagem é que, devido à ação do adesivo, a entidade tem poros, fracas propriedades mecânicas e necessita de refusão e reprocessamento a alta temperatura.
Além disso, quando o produto é armazenado durante um longo período de tempo, fica deformado devido à libertação de tensão internae a qualidade da superfície é média. O custo de operação é elevado e o custo do equipamento é caro.
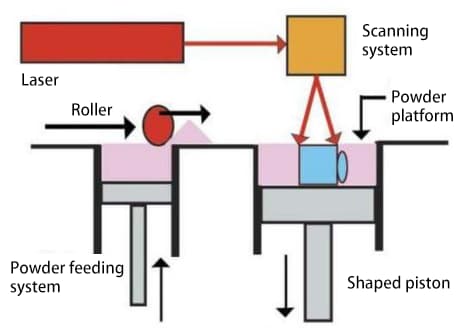
2. Fusão selectiva a laser (SLM)
A principal diferença entre esta tecnologia e a tecnologia SLS é que a SLM aquece diretamente o pó metálico através do laser e não depende do pó aglutinante.
O pó metálico atinge o efeito de ligação metalúrgica através da fusão e solidificação e, finalmente, obtém as peças metálicas com a estrutura projectada.
Para fundir melhor os metais, a tecnologia SLM tem de utilizar feixes laser com elevada capacidade de absorção dos metais.
Por conseguinte, são geralmente utilizados feixes laser com comprimentos de onda mais curtos, como o laser Nd YAG (1,064 μm) e o laser de fibra (1,09 μm).
A vantagem é que a tecnologia SLM utiliza pó de metal puro, e a densidade das peças metálicas formadas pode atingir quase 100%;
As propriedades mecânicas, como a resistência à tração, são melhores do que as das peças fundidas e atingem mesmo o nível das peças forjadas;
A densidade, as propriedades mecânicas e a precisão de conformação são melhores do que a SLS.
Outra tecnologia, a fusão selectiva por feixe de electrões (EBM), é semelhante à tecnologia SLM, exceto que a EBM utiliza a energia cinética do feixe de electrões de alta velocidade para converter em energia térmica como fonte de calor para a fusão de metais, e o ambiente de trabalho é o vácuo.
A utilização de um feixe de electrões como fonte de calor pode atingir uma temperatura de fusão mais elevada do que o laser, e a potência do forno e a velocidade de aquecimento podem ser ajustadas.
No entanto, existem também desvantagens como o baixo rendimento metálico, o elevado consumo específico de energia e os requisitos rigorosos de vácuo.
3. Deposição de energia direcional (DED)
O princípio de funcionamento desta tecnologia é semelhante ao da SLM.
A poça de fusão é gerada na área de deposição por laser ou outras fontes de energia e move-se a uma velocidade elevada.
O material é diretamente pulverizado para o foco do laser de alta potência através do bocal, sob a forma de pó ou fio.
Após a fusão, é depositado camada a camada para formar as peças necessárias.
Em comparação com a tecnologia SLM, esta tecnologia tem as seguintes vantagens
Em primeiro lugar, permite que o cabeça do laser e a peça de trabalho se movam de forma mais flexível, aumentando assim a liberdade de conceção.
Em segundo lugar, no funcionamento do equipamento DED, o gás inerte flui diretamente para fora do cabeça do laser e rodeia o fluxo de pó e a poça de fusão.
Não depende da câmara de pressão cheia de gás inerte.
O processo de impressão 3D pode começar imediatamente, reduzindo significativamente o tempo de preparação da produção.
Em terceiro lugar, pode produzir peças de grandes dimensões sem qualquer estrutura de apoio.
A desvantagem é que o processo de fusão não é tão preciso como o SLM, e as peças acabadas têm normalmente de ser retrabalhadas.
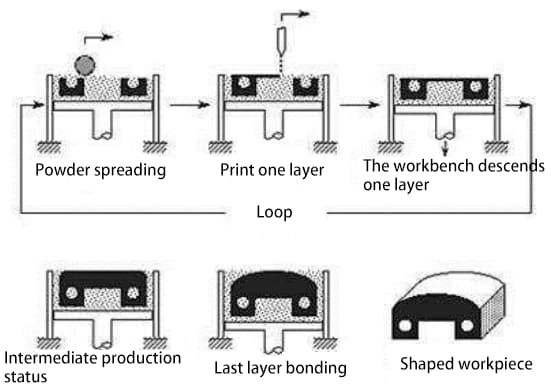
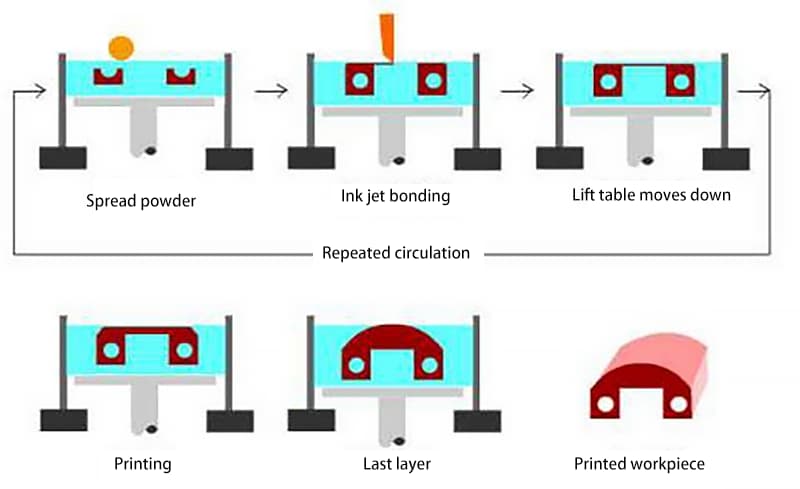
4. Tecnologia de ligação por microprojecção (3DP)
A tecnologia 3DP é semelhante ao processo SLS, e é formada por cerâmica e pó de gesso.
A diferença é que o material em pó não é ligado por sinterização a laser de pó sólido, mas por pulverização de adesivo transparente ou colorido ao longo da secção transversal da peça através da cabeça de impressão adesiva e solidificação do pó.
O pó noutras posições é utilizado como suporte e, em seguida, é colocada uma camada de pó.
O processo é reciclado até a impressão estar concluída.
O dispositivo central em que a tecnologia 3DP se baseia principalmente é a cabeça de impressão adesiva, que tem as vantagens de uma vasta gama de materiais de moldagem, pequeno consumo de energia e pequeno volume de equipamento.
No entanto, as desvantagens também são óbvias.
As partes coladas pelo adesivo têm baixa resistência, requerem pós-tratamento e os produtos são soltos e porosos.
A tecnologia polyjet3D desenvolvida pela empresa israelita objet é semelhante à 3DP, mas não é adesiva, mas sim um material de moldagem de polímero fotossensível que é pulverizado.
Atualmente, a tecnologia polyjet3D tornou-se o ponto alto da STRATASYS.
Em primeiro lugar, uma variedade de materiais básicos pode ser misturada fora da máquina, e novos materiais com melhor desempenho podem ser obtidos por combinação.
Em segundo lugar, a precisão do produto pode atingir uma resolução de 16 microns, e podem ser obtidos componentes e modelos lisos e muito finos.
Finalmente, a tecnologia é amplamente utilizada e pode ser aplicada à impressão de peças com diferentes geometrias, propriedades mecânicas e cores.
Por exemplo, a tecnologia de matriz de jato de tinta também suporta a pulverização simultânea de materiais de vários modelos e cores.
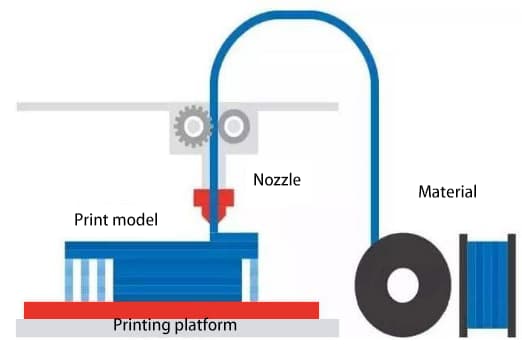
5. Moldagem por deposição e fusão (FDM)
O seu princípio de funcionamento consiste em enviar as matérias-primas filamentosas (geralmente materiais termoplásticos) para o bocal de fusão a quente através do alimentador de arame, e depois aquecê-las e fundi-las no bocal.
Os filamentos de material termoplástico fundido são extrudidos através do bocal, e a cabeça de extrusão move-se com precisão ao longo do contorno de cada secção da peça.
O material termoplástico semi-fluido extrudido é depositado e solidificado numa camada fina e precisa de peças reais, cobrindo as peças construídas.
Desta forma, um modelo sólido ou uma peça é empilhado camada a camada, de baixo para cima.
Esta tecnologia baseia-se principalmente em micro bicos (geralmente com 0,2-0,6 mm de diâmetro) e aquecedores (para manter a temperatura dos materiais de moldagem semi-fluidos apenas 1 ° C acima do ponto de fusão).
As suas vantagens são:
1. Não necessita de componentes dispendiosos, como lasers, tem baixo custo e velocidade rápida.
2. Não existem restrições quanto ao ambiente de utilização. Pode ser utilizado no escritório ou em casa.
A sua manutenção é simples, de pequenas dimensões e não polui.
3. O material é fácil de mudar e tem alta resistência e dureza, o que encurta muito o ciclo de desenvolvimento do produto, para que ele possa responder rapidamente às mudanças do mercado e atender às necessidades personalizadas dos clientes.
Mas também existem defeitos como a baixa precisão das peças e a dificuldade em formar componentes complexos e peças de grandes dimensões.
6. Fabrico de sólidos em camadas (LOM)
Este método utiliza folhas (como papel ou película de plástico) como matérias-primas.
De acordo com a secção transversal da peça obtida por digitalização informática, a folha revestida com adesivo termofusível no verso é cortada por corte a laser de acordo com o contorno da peça.
Depois disso, a folha cortada é sobreposta à folha cortada, colada por um dispositivo de prensagem a quente e, em seguida, a secção transversal da camada seguinte da peça é cortada e colada para formar uma peça sólida.
A tecnologia LOM baseia-se principalmente no desempenho do adesivo de fusão a quente, que tem as vantagens de um bom suporte de modelo, fácil remoção de resíduos, peças de grandes dimensões, baixo custo e elevada eficiência.
A desvantagem é que a resistência à tração e a elasticidade são fracas e não é possível fabricar peças ocas;
Sujeitas à influência dos materiais, as peças impressas pela tecnologia LOM absorvem facilmente a humidade e expandem-se, e a superfície apresenta linhas de degrau.
7. Moldagem 3D por fotopolimerização (SLA)
O princípio da tecnologia SLA é que, sob o controlo do computador, a superfície da resina fotossensível líquida é digitalizada ponto a ponto por laser ultravioleta, de acordo com os dados seccionais de cada camada da peça, de modo a que a camada fina de resina na área digitalizada seja curada por reação de fotopolimerização, formando uma camada fina da peça, que é curada camada a camada até que toda a peça seja fabricada.
Esta tecnologia baseia-se principalmente no laser UV e em materiais fotossensíveis adequados.
Por um lado, o material de resina líquida é moldado e curado de ponto a linha e de linha a superfície, resultando numa maior precisão e numa melhor qualidade de superfície.
Por outro lado, os próprios materiais de resina têm alguns defeitos, tais como resistência limitada, rigidez e resistência ao calor, que não são conducentes ao armazenamento a longo prazo.
A contração ocorre durante o processo de cura da resina, o que inevitavelmente gera tensão ou deformação.
Embora a tecnologia SLA se tenha desenvolvido mais cedo e esteja relativamente madura atualmente, os custos do equipamento SLA ainda são elevados, os custos de manutenção e utilização são elevados e a estrutura de suporte da peça de trabalho tem de ser concebida.
Embrulhar
De acordo com o resumo acima dos métodos de impressão 3D comuns no mercado, as diferentes tecnologias de fabrico de aditivos têm normalmente diferenças em termos de materiais, fontes de energia e métodos de moldagem.
A escolha da tecnologia de fabrico aditivo depende da utilização das peças nas indústrias a jusante.
A tecnologia de fabrico de aditivos metálicos é geralmente utilizada no domínio aeroespacial, ao passo que a tecnologia de fabrico de aditivos não metálicos é mais amplamente utilizada, principalmente noutros domínios da conceção de processos industriais, tais como electrodomésticos para automóveis, dispositivos médicos, bens culturais e criativos, etc.
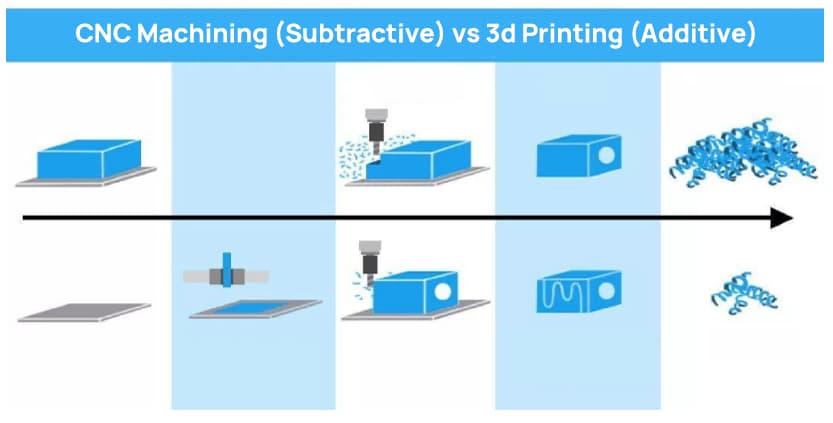
Fabrico aditivo versus fabrico subtrativo
Comparação entre o fabrico de material reduzido e o fabrico de material aumentado
Diferença entre o processo de fabrico tradicional e a impressão 3D
Contraste
Processo de fabrico tradicional
Impressão 3D
Princípio de processamento
Fixar as matérias-primas no equipamento e utilizar ferramentas para reduzir ou remover as matérias-primas para dar forma. Por exemplo: torneamento e corte de ferro. Ou conceber moldes e fundir materiais.
Digitalizar o modelo impresso, cortar o modelo e empilhar os materiais camada a camada. Por exemplo, as opções são a sinterização a laser e a fusão selectiva a laser.
Material
O processo de corte gera uma grande quantidade de resíduos, o valor dos materiais excedentes incompletos é danificado e a taxa de utilização do material é baixa.
Adicionar materiais camada a camada de acordo com a forma da fatia do modelo. Consumíveis a pedido, poupando materiais.
Molde
A conceção do molde demora muito tempo e existe o risco de falha do molde e de uma nova conceção morosa
Sem necessidade de ferramentas tradicionais, acessórios, máquinas-ferramentas ou qualquer molde e estrutura de suporte, poupando tempo
Estrutura da peça
O processo tradicional de fabrico integral adopta ligação por parafusos e rebitagem. A estrutura de união tem muitas juntas, muitas peças e uma montagem complexa.
A estrutura geral é montada diretamente, reduzindo o número de peças, reduzindo o peso da estrutura, menos juntas e boa vedação. A montagem é simples e a eficiência da produção é melhorada.
Desempenho da peça
As peças são fáceis de deformar e dobrar depois de serem retiradas da ferramenta.
Moldagem direta, sem deformação por flexão das peças
Conceção do produto
Conceção de orientação para o fabrico, conceção de produtos de acordo com a viabilidade do processo de corte e fabrico de modelos.
O fabrico guiado pelo design permite um design arrojado da superfície e da cavidade sem ter em conta a dificuldade do processo de corte e da criação de modelos
Reparação de peças
Medir novamente a dimensão do encaixe, fabricar novas peças e substituí-las
Adicionar materiais às peças danificadas para reparação
Nos anos 80, a tecnologia de fabrico aditivo começou a crescer de forma explosiva na Europa e nos Estados Unidos.
A aplicação da tecnologia de impressão 3D remonta à tecnologia de fotopolimerização tridimensional (SLA) desenvolvida por Charles Hull, nos Estados Unidos, em 1986.
Nos 20 anos seguintes, surgiram sucessivamente várias patentes de tecnologias de impressão 3D, como o fabrico de sólidos em camadas (LOM) e a moldagem por deposição por fusão (FDM).
Entretanto, várias empresas inovadoras de impressão 3D, como a 3D systems, a STRATASYS e a SLM solution, formaram-se gradualmente na Europa e na América.
Uma vez que a tecnologia de impressão 3D começou cedo na Europa e nos Estados Unidos, após mais de 30 anos de desenvolvimento, a SLA (fotopolimerização estereoscópica), a SLS (sinterização selectiva por laser) e outras tecnologias estão relativamente maduras.
A empresa é relativamente perfeita no domínio da I&D e do fabrico de materiais e equipamentos metálicos de alta temperatura.
Desde o século XXI, a tecnologia de fabrico aditivo tem vindo a ser desenvolvida em vários subdomínios, como o processamento digital de luz (DLP) e a tecnologia de jato múltiplo (Ployjet).
Surgiram também materiais especiais de impressão 3D e equipamento de impressão 3D.
Atualmente, a indústria de impressão 3D em todo o mundo formou basicamente uma cadeia industrial completa que abrange matérias-primas, peças, processos, equipamento e serviços.
Algumas empresas importantes passaram de um fabricante de equipamento único para um fornecedor de soluções globais, desde a conceção até ao fabrico de peças finais.
Desenvolvimento da tecnologia de fabrico de aditivos
Em 1986, Charles hull, um cientista americano, desenvolveu a primeira máquina de impressão 3D comercial.
Em 1993, o MIT ganhou a patente da tecnologia de impressão 3D.
Em 1995, a Zcorp obteve a única autorização do MIT e começou a desenvolver uma máquina de fabrico aditivo.
Em 2005, a Spectrum Z510, a primeira máquina de fabrico aditivo a cores de alta definição no mercado, foi desenvolvida com sucesso pela zcorp.
Em 2010, a equipa americana Jim Kor criou a primeira urbe automóvel do mundo impressa por uma máquina de fabrico aditivo.
Em 2011, investigadores britânicos desenvolveram a primeira impressora 3D de chocolate do mundo.
Em 2011, engenheiros da Universidade de Southampton desenvolveram o primeiro avião do mundo feito de materiais aditivos.
Em 2012, cientistas escoceses utilizaram células humanas para imprimir tecido hepático artificial utilizando pela primeira vez uma máquina de fabrico aditivo.
Em 2013, a Solid Concepts, uma empresa de fabrico aditivo em Austin, Texas, concebeu e fabricou uma pistola de metal de fabrico aditivo.
Em 2018, os astronautas russos utilizaram a impressora biológica 3D na estação espacial internacional para tentar imprimir a glândula tiroide de ratos experimentais em gravidade zero.
Em 2019, a Universidade da Califórnia, em San Diego, utilizou pela primeira vez a tecnologia de fabrico aditivo rápido para fabricar um suporte para a espinal medula que imita a estrutura do sistema nervoso central.
Depois de carregar células estaminais neurais, foi implantado na coluna vertebral de ratos com lesões graves na medula espinal, ajudando-os a recuperar a sua função motora.
Tecnologia de impressão 3D e campo de aplicação
Fabrico aditivo de materiais metálicos
Aplicação de fusão selectiva por laser (SLM):
Pequenas peças metálicas de precisão complexas, coroas metálicas, implantes médicos.
Aplicações de formação de redes próximas por laser (LENS):
Grandes componentes metálicos complexos de aeronaves
Aplicação da fusão selectiva por feixe de electrões (EBSM):
Componentes metálicos complexos para o sector aeroespacial, implantes médicos;
Aplicação da deposição por fusão com feixe de electrões (EBDM):
Grandes componentes metálicos para o sector aeroespacial
Aplicação de moldagem por fotopolimerização (SLA):
Conceção e desenvolvimento de produtos industriais, produção de produtos inovadores e criativos, molde de cera para fundição de precisão.
Aplicações de formação por deposição por fusão (FDM):
Conceção e desenvolvimento de produtos industriais e produção de produtos inovadores e criativos.
Aplicação da sinterização selectiva a laser (SLS):
Peças de plástico de engenharia para a indústria aeroespacial, núcleos de areia para fundição de automóveis e electrodomésticos, guias cirúrgicos médicos e implantes ortopédicos
Aplicação de impressão tridimensional (3DP):
Conceção e desenvolvimento de produtos industriais, núcleos de areia para fundição, implantes médicos, modelos médicos, produtos inovadores e criativos, arquitetura.
Aplicação da formação por pulverização de material (Ployjet):
Conceção e desenvolvimento de produtos industriais, implantes médicos, produção de produtos inovadores e criativos, moldes de cera para fundição.
Tipo de material de impressão 3D
Os materiais de impressão 3D são a base material importante para o desenvolvimento da tecnologia de impressão 3D, e os materiais são uma restrição importante para o desenvolvimento da impressão 3D.
De acordo com as estatísticas da indústria de aplicativos downstream de impressão 3D divulgadas pela wohlersAssociates Inc. em 2019, a indústria automobilística foi responsável pela maior proporção, 16.4%;
A eletrónica de consumo e a indústria aeroespacial ocupam o segundo e terceiro lugares com 15,4% e 14,7%.
De acordo com as características dos produtos no sector a jusante, existe uma grande procura de materiais metálicos e compósitos, que se espera que se tornem o "ponto de viragem" dos materiais de impressão 3D.
Materiais de impressão 3D e domínios de aplicação
As matérias-primas utilizadas na impressão 3D geral são especialmente desenvolvidas para equipamentos e processos de impressão 3D, que são diferentes dos comuns materiais metálicosOs materiais de construção são os seguintes: plásticos, gesso, resinas, etc. As suas formas são geralmente em pó, filiformes, em camadas, líquidas, etc.
Por exemplo, o material de resina fotossensível líquida é utilizado para estereolitografia (SLA);
O fabrico de sólidos em camadas (LOM) requer materiais em folha, como papel e película de plástico, enquanto a sinterização selectiva por laser (SLS) e a fusão selectiva por laser (SLM) são principalmente materiais em pó metálicos e cerâmicos.
Materiais de impressão 3D e tecnologias correspondentes
Material de moldagem
Tecnologia de impressão e modelação 3D
Termoplástico Papel, película metálica, película plástica Gesso, pó de cerâmica Resina fotossensível líquida Pós metálicos, de ligas, termoplásticos e cerâmicos
FDM LOM 3DP SLA\DLP\Ploy Jet SLS\DMLS\SLM\EBM
1. Materiais metálicos
Os produtos industriais pesados dependem normalmente de produtos resistentes a altas temperaturas e à corrosão materiais metálicos.
A fim de satisfazer as necessidades dos produtos industriais pesados, a impressão 3D começou por ser desenvolvida e investiu sobretudo em pó metálico.
O pó metálico requer geralmente uma elevada pureza, boa esfericidade, uma distribuição estreita do tamanho das partículas e um baixo teor de oxigénio.
Atualmente, os materiais em pó metálico utilizados na impressão 3D incluem principalmente liga de titânio, liga de cobalto-crómio, aço inoxidável aço e liga de alumínio materiais, para além do ouro, da prata e de outros materiais em pó de metais preciosos utilizados para a impressão de jóias.
Liga de titânio é amplamente utilizado em peças de compressor de extremidade fria de motores de aeronaves e várias peças estruturais de foguetes, mísseis e aeronaves devido à sua alta resistência, boa resistência à corrosão e alta resistência ao calor.
Além disso, o pó de aço inoxidável é amplamente utilizado pela sua resistência à corrosão. Os modelos de aço inoxidável impressos em 3D têm uma elevada resistência e são adequados para a impressão de artigos em grande escala.
Atualmente, a Europa e os Estados Unidos realizaram a conformação direta a laser de aço inoxidável de pequenas dimensões, superligas e outras peças.
No futuro, a conformação rápida a laser de componentes metálicos em grande escala feitos de superligas e ligas de titânio será a principal direção técnica.
2. Plásticos de engenharia
Os plásticos de engenharia referem-se a plásticos industriais utilizados como peças industriais ou materiais de revestimento, que são excelentes em termos de força, resistência ao impacto, resistência ao calor, dureza e resistência ao envelhecimento.
Os plásticos de engenharia são atualmente os materiais de impressão 3D mais utilizados, incluindo materiais ABS, materiais PC, materiais de nylon, etc.
O PC-ABS é um dos plásticos de engenharia termoplásticos mais utilizados.
Tem a dureza do ABS e a elevada força e resistência ao calor dos materiais de PC, e é utilizado principalmente nas indústrias automóvel, de electrodomésticos e de comunicações.
A resistência da amostra feita com este material é cerca de 60% superior à das peças tradicionais.
Na indústria, os materiais PC-ABS são normalmente utilizados para imprimir peças termoplásticas, tais como modelos conceptuais, protótipos funcionais, ferramentas de fabrico e peças finais.
O PC-ISO é um material termoplástico branco que passou a certificação médica e sanitária.
Tem uma elevada resistência e é amplamente utilizado nas indústrias farmacêutica e de dispositivos médicos, como a simulação cirúrgica, a reparação do crânio, a medicina dentária e outros domínios profissionais.
3. Material de resina fotossensível
A resina fotossensível é geralmente líquida, o que pode causar imediatamente a reação de polimerização para completar a cura sob determinado comprimento de onda de luz ultravioleta, e pode ser utilizada para fabricar materiais de alta resistência, resistentes a altas temperaturas e à prova de água.
O material Somos 19120 é cor-de-rosa, que é um material de fundição especial.
Após a moldagem, pode substituir diretamente o protótipo de película de cera da fundição de precisão, evitar o risco de desenvolvimento do molde e ter as características de baixa taxa de retenção de cinzas e alta precisão.
O próximo material da Somos é um material branco. Trata-se de um novo tipo de material de PC com uma resistência muito boa. Basicamente, pode corresponder ao desempenho do material de nylon fabricado por sinterização selectiva a laser (SLS), e tem melhor precisão e qualidade de superfície.
Os componentes fabricados com este material apresentam a melhor rigidez e resistência até à data, mantendo as vantagens dos materiais de modelação tridimensionais fotopolimerizáveis, tais como o acabamento requintado, o tamanho exato e o aspeto bonito.
É utilizado principalmente nos domínios dos automóveis, dos electrodomésticos e dos bens de consumo electrónicos.
4. Materiais cerâmicos
Tem alta resistência, alta dureza, resistência a altas temperaturas, baixa densidade, boa estabilidade química, resistência à corrosão e outras características excelentes, e é amplamente utilizado nas indústrias aeroespacial, automóvel, biológica e outras.
Com a tecnologia tradicional, as peças cerâmicas complexas têm de ser formadas por moldes, que têm um custo de processamento elevado e um ciclo de desenvolvimento longo, e são difíceis de satisfazer as necessidades de atualização contínua dos produtos.
Na impressão 3D, a sinterização selectiva a laser (SLS) é utilizada para processar o pó cerâmico, o que pode eliminar etapas de design complicadas e realizar a prototipagem rápida de produtos.
Este material apresenta alguns defeitos. A SLS utiliza uma mistura de pó cerâmico sinterizado a laser e um determinado pó aglutinante.
Após a sinterização a laser, os produtos cerâmicos têm de ser colocados num forno com temperatura controlada para pós-tratamento.
Além disso, a tensão superficial da fase líquida é elevada quando o pó cerâmico é direta e rapidamente sinterizado por laser, sendo gerada uma grande tensão térmica durante o processo de solidificação rápida, formando assim mais microfissuras.
5. Outros materiais
Nos últimos anos, os materiais alimentares, como os materiais de gesso colorido, o pó de osso artificial, os materiais biológicos celulares e o açúcar, também têm sido aplicados no domínio da impressão 3D.
O material de gesso colorido é um material de impressão 3D a cores.
Com base no princípio de formação da impressão camada a camada em suportes de pó, após o processamento de produtos impressos em 3D, podem surgir efeitos de partículas finas na superfície, que se assemelham a rochas, e podem surgir texturas semelhantes a anéis finos na superfície curva.
Por conseguinte, são sobretudo utilizados em bonecos de animação e noutros domínios.
A carne fresca impressa pela Universidade da Pensilvânia, nos Estados Unidos, é fabricada utilizando o meio celular cultivado em laboratório para gerar uma substância substituta semelhante à carne fresca, utilizando um sol à base de água como aglutinante e combinando-o depois com moléculas de açúcar especiais.
Há também tinta biológica feita a partir de células humanas, que ainda está em fase de conceção, e o mesmo papel biológico especial.
Ao imprimir, a tinta biológica é pulverizada sobre o papel biológico sob o controlo do computador, acabando por formar vários órgãos.
Em termos de materiais alimentares, atualmente, as impressoras 3D de açúcar podem fazer diretamente sobremesas com várias formas, bonitas e deliciosas, pulverizando açúcar aquecido.
Os materiais especiais existentes para o fabrico aditivo incluem materiais metálicos, materiais inorgânicos não metálicos, materiais poliméricos orgânicos e biomateriais.
No entanto, a aplicação da tecnologia de fabrico aditivo está seriamente limitada pelo pequeno número de materiais individuais e pelo desempenho insuficiente.
Atualmente, os líderes da indústria e algumas empresas de materiais estabeleceram o campo dos materiais especiais, um após o outro, abrindo caminho a uma série de novos materiais compósitos poliméricos, materiais de liga de alto desempenho, materiais bioactivos, materiais cerâmicos e outros materiais especiais.
As empresas relevantes combinam nano materiais, materiais de fibra de carbono e outros materiais com os sistemas de materiais existentes e desenvolvem nano compósitos multifuncionais, compósitos reforçados com fibras, compósitos com cargas inorgânicas, compósitos com cargas metálicas, ligas de polímeros e outros compósitos, que não só conferem aos materiais características multifuncionais, como também alargam o campo de aplicação da tecnologia de fabrico aditivo, tornando os compósitos uma das tendências de desenvolvimento de materiais especiais.
Vantagens do fabrico aditivo
Em comparação com o método de fabrico tradicional de redução de materiais (método de maquinagem de remoção de materiais por ferramentas de corte), o fabrico aditivo (fabrico aditivo) tem muitas vantagens:
1. Reduzir o tempo de fabrico e melhorar a eficiência:
Normalmente, são necessários vários dias para fazer um modelo através dos métodos tradicionais, dependendo do tamanho e da complexidade do modelo, ao passo que o tempo pode ser reduzido para várias horas através da tecnologia de impressão tridimensional, o que, obviamente, depende do desempenho da impressora e do tamanho e complexidade do modelo.
2. Melhorar a eficiência de utilização das matérias-primas:
Em comparação com a tecnologia tradicional de fabrico de metal, a máquina de fabrico aditivo produz menos subprodutos no fabrico de metal.
Com o progresso dos materiais de impressão, o fabrico em "forma líquida" pode tornar-se um método de processamento mais amigo do ambiente.
3. Concluir a realização de uma estrutura complexa para melhorar o desempenho do produto:
O fabrico tradicional de material reduzido tem limitações no processamento formas complexas e estruturas abdominais internas, enquanto o fabrico aditivo pode melhorar o desempenho do produto através do fabrico de estruturas complexas e tem vantagens incomparáveis no sector aeroespacial, no processamento de moldes e noutros domínios.
Evento de impressão 3D
1984-1989
1984: Charles Hull desenvolveu a primeira tecnologia de impressão 3D SLA
1986: A tecnologia LOM foi criada e os sistemas 3D foram estabelecidos
1988: Formação da tecnologia FDM
1989: formação da tecnologia SLS, criação da STRATASYS e da EOS
1990-2010
1992: A tecnologia 3DP foi criada e a 3D Systems fabricou a primeira máquina de moldagem tridimensional por fotopolimerização.
2002: Impressão em 3D do primeiro órgão humano - rim.
2006: nasce a primeira impressora SLS
2009: o kit de impressora 3D produzido pela makerbot entra no mercado
Desde 2011
2011: a materialise company presta pela primeira vez um serviço de impressão de jóias em ouro e prata
2012: Fusão dos gigantes da impressão 3D Stratasys e Objet
2013: Primeira impressão 3D da China de componentes de rolamentos principais de grande escala em liga de titânio para aeronaves
2016: A GE adquiriu dois gigantes da impressão 3D, a Concept Laser e a Arcam.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a forma como a impressão 3D evoluiu para revolucionar o fabrico? Este artigo analisa os principais processos e características da impressão 3D, desde as suas origens com pó e...
O que é que torna possíveis os desenhos complexos na impressão 3D? A resposta está nas estruturas de suporte. Este artigo explora a necessidade, os tipos e as estratégias de conceção das estruturas de suporte que evitam a deformação das peças...
Imagine criar objectos complexos a partir do zero utilizando apenas um laser e matérias-primas. Isto não é ficção científica; é a magia da impressão a laser 3D, um processo de fabrico aditivo de ponta. Este...
Imagine um mundo onde podemos imprimir órgãos humanos, não apenas em 3D, mas com a capacidade de crescer e evoluir como tecidos vivos. Esta é a promessa da tecnologia 5D...
Imagine um mundo onde os objectos não só tomam forma como evoluem com o tempo. Esta é a promessa da impressão 4D - um salto revolucionário em relação à impressão 3D tradicional, que incorpora o tempo como...
Como é que a tecnologia que constrói materiais camada a camada pode revolucionar a indústria da defesa? O fabrico aditivo, ou impressão 3D, está a remodelar as capacidades militares ao permitir uma produção mais rápida de componentes essenciais,...