O que é a travagem por pressão? (Guia para principiantes)
Já alguma vez se perguntou como é que as chapas metálicas são moldadas com precisão em várias formas? A travagem por prensagem é um processo fascinante que faz exatamente isso. Ao aplicar força a uma folha de metal sobre uma matriz, dobra e molda o material nas formas desejadas. Este artigo explora diferentes métodos de travagem por prensagem, como a dobragem por ar e a cunhagem, detalhando as suas aplicações e vantagens. Ficará a conhecer as nuances de cada técnica e compreenderá porque é que a prensagem por travagem é essencial no fabrico de metal. Mergulhe para descobrir a intrincada arte de transformar o metal com precisão.
A travagem por prensagem é o processo mecânico de deformação do material em folha apoiado sobre uma matriz fêmea (em forma de "V") aplicando força através do punção.
A deformação permanente da peça de chapa ocorre ao longo da linha de contacto quando a força excede o limite de elasticidade do material.
Existem dois métodos para gerar a força necessária para dobrar o material em folha:
O método mais comum é através de um volante e uma manivela excêntrica que movem uma viga deslizante (carneiro). Este método é comummente designado por prensa mecânica travão.
O método preferido é o da força hidráulica ou hidromecânica no cilindro da prensa dobradeira. Cilindros hidráulicos, ligados ao cilindro da prensa diretamente ou por ligação, convertem a energia do óleo hidráulico pressurizado em força mecânica.
Depois do corte, a travagem por prensagem é uma das operações mais fáceis de efetuar com chapa metálica e, basicamente, envolve a deformação plástica a frio da chapa metálica.
Um requisito essencial para a dobragem é a capacidade de dobragem do material, ou seja, a sua capacidade de ser dobrado sem rachar ou partir. Esta propriedade requer uma boa maleabilidade e alongamento, pureza e baixa dureza. O aço macio com uma baixa percentagem de carbono (< 0,2%) e baixa liga de aço (nenhum dos elementos adicionados que atingem o 5%) têm boa capacidade de flexão.
Graças à vasta gama de ferramentas de prensagem normalizadas e à configuração muito rápida da máquina, a prensagem por travagem oferece a possibilidade de obter produtos com diferentes características para satisfazer diferentes necessidades.
Isto contrasta com a estampagem profunda (por exemplo, de componentes automóveis), que permite a produção de uma gama ilimitada de formas irregulares, mas requer muito tempo e custos elevados para conceber e produzir o molde necessário, sem possibilidade de modificar os resultados.
A estampagem profunda é, portanto, conveniente para a produção de grandes quantidades, enquanto a travagem por prensagem tem uma utilização muito mais ampla.
A travagem por prensagem é efectuada colocando uma chapa metálica entre uma ferramenta superior e uma ferramenta inferior (punção e matriz, respetivamente); o punção é baixado em direção à matriz e empurra a chapa metálica para a mesma, provocando a sua deformação plástica permanente.
Com a travagem por prensagem é possível obter perfis bastante complicados, fazendo dobras na sequência correcta. A chapa metálica é normalmente movida e posicionada à mão.
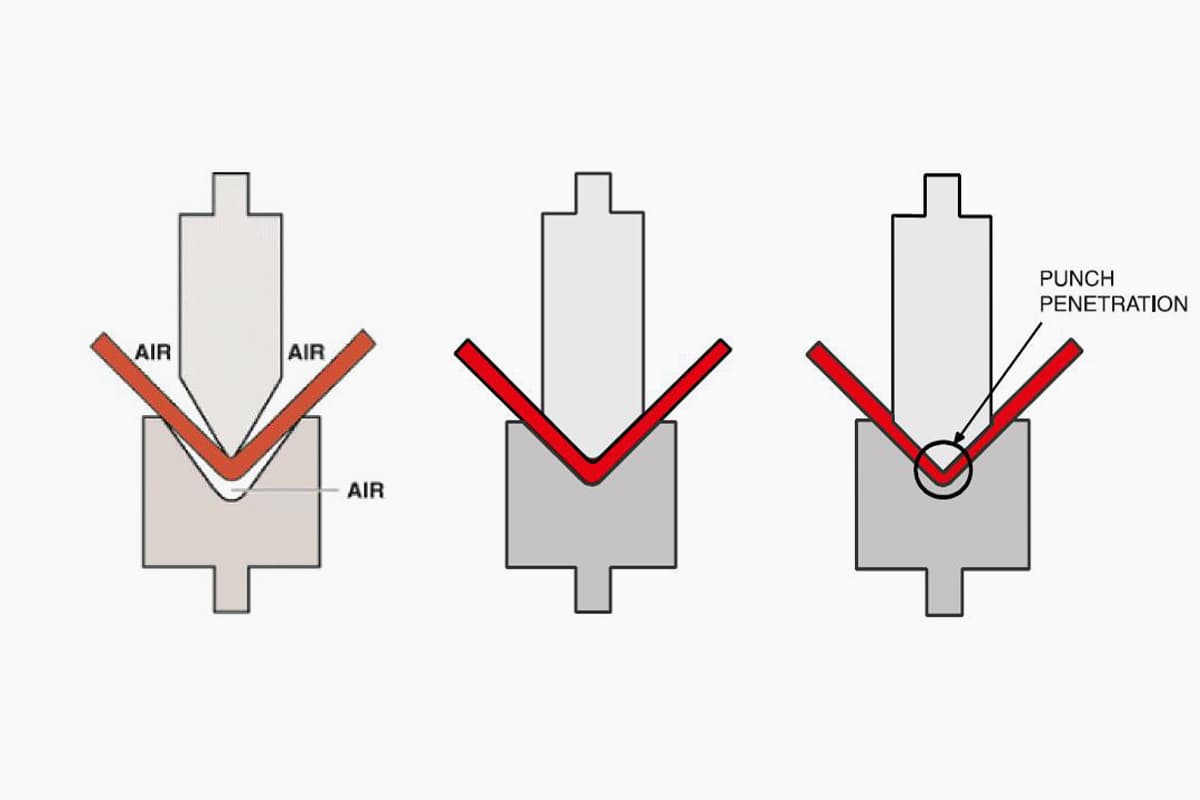
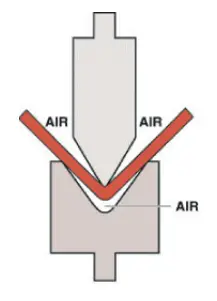
Flexão de ar
Flexão de ar
Com flexão de arA folha é deformada num contacto de três pontos entre o punção e os ombros arredondados da matriz. A folha não entra em contacto com os lados da matriz ou do punção.
Nota:
Quando a força aplicada é libertada, ocorre um retorno elástico parcial, devido às propriedades elásticas do material.
As matrizes de dobragem por ar típicas são configuradas com um ângulo incluído de 85 graus, de modo a que a peça possa ser dobrada em excesso, com o retorno elástico resultante para os 90 graus pretendidos.
Com a curvatura a ar, o operador pode formar peças com diferentes ângulos de curvatura utilizando o mesmo conjunto de matrizes para uma determinada espessura de material. Isto é conseguido através do controlo da penetração do punção na peça de trabalho sobre a matriz.
As matrizes agudas com um ângulo incluído de 60 graus podem ser utilizadas para arejar folha de dobragem peças de calibre metálico para ângulos incluídos superiores a 60 graus. O ângulo da peça formada é determinado pela profundidade de penetração do punção na matriz.
Os requisitos de tonelagem para curvatura a ar são normalmente publicados para aço macio de resistência à tração especificada, espessura do material e configuração da abertura da matriz. Ver Figura 2.2-1.
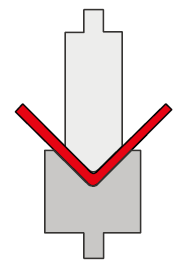
Dobragem do fundo
Dobragem do fundo
Com a dobragem por baixo, o punção aplica uma tonelagem suficiente para que o material da folha esteja em conformidade com a geometria do conjunto de matrizes. Com este método, a peça formada deve sofrer pouca ou nenhuma dorso da mola.
O ângulo de inclusão da matriz é normalmente de 90 graus.
Os requisitos típicos de tonelagem para a dobragem por baixo são até quatro vezes superiores aos da dobragem por ar.
Embora as variações no ângulo da peça formada sejam reduzidas com a dobragem inferior, o conjunto de matrizes está limitado a uma operação de formação de peças com um único ângulo.
Moeda
Moeda
Com a cunhagem, o punção aplica uma tonelagem suficiente para que o material em folha se adapte à geometria do conjunto de matrizes e sofra um ligeiro grau de desbaste no ponto de contacto. Com este método, a peça formada não deve sofrer qualquer retorno elástico.
O ângulo de inclusão da matriz é normalmente de 90 graus.
Os requisitos típicos de tonelagem para a cunhagem são quatro a oito vezes superiores aos da dobragem a ar - uma desvantagem devido aos custos associados a uma maior capacidade travões de prensa e manutenção de equipamentos e ferramentas.
Embora as variações no ângulo da peça formada sejam reduzidas com a cunhagem, o conjunto de matrizes está limitado a uma operação de formação de peças com um único ângulo.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...