As cores das brocas significam de facto o tipo de revestimento, o que tem um impacto direto no seu desempenho, durabilidade e adequação da aplicação. Vamos aprofundar as características e as utilizações óptimas dos vários revestimentos para brocas:
Bits de óxido preto (preto):
- Resistente ao calor e à corrosão
- Adequado para metais macios, madeira e plástico
- Oferecem uma vida útil 50% mais longa do que as brocas normais de aço rápido (HSS)
- Ideal para perfuração de uso geral em materiais não abrasivos
Bits revestidos a nitreto de titânio (TiN) (ouro):
- Altamente resistente ao desgaste e mantém a nitidez durante mais tempo
- Adequado para uma vasta gama de materiais, incluindo aço, alumínio e compósitos
- Pode funcionar a velocidades mais elevadas, aumentando a produtividade
- Oferecem até 3-5 vezes a vida útil das brocas HSS normais
Bits de aço cobalto (bronze):
- Não é um revestimento, mas uma liga que contém cobalto 5-8%
- Ideal para perfurar materiais duros e abrasivos, como aço inoxidável e ferro fundido
- Excelente resistência ao calor, mantendo a dureza a altas temperaturas
- Mais frágeis do que as brocas HSS, exigindo um manuseamento cuidadoso
Bits revestidos com nitreto de titânio e alumínio (TiAlN) (Violeta-Cinza):
- Resistência ao calor e dureza superiores
- Excelente para maquinagem a alta velocidade e perfuração a seco
- Ideal para materiais duros como aços endurecidos e ligas de titânio
- Pode aumentar a vida útil da ferramenta até 10 vezes em comparação com as brocas HSS não revestidas
Bits revestidos a nitreto de zircónio (ZrN) (ouro claro):
- Oferece uma excelente resistência à abrasão e reduz o atrito
- Adequado para metais não ferrosos, especialmente alumínio
- Resiste à formação de arestas postiças, melhorando o acabamento da superfície
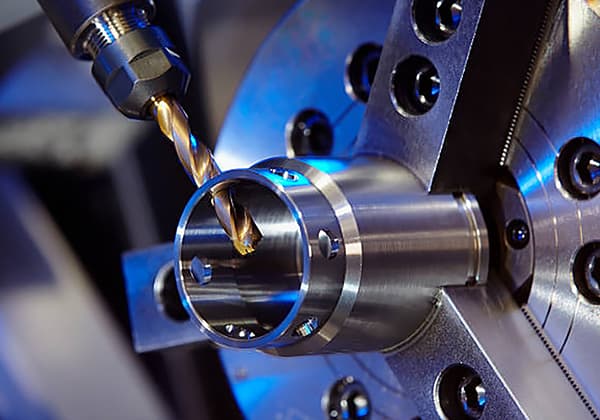
No processamento mecânico, as operações de perfuração representam, de facto, uma parte significativa do tempo total de maquinação, sendo a perfuração um componente crucial. A escolha do revestimento da broca pode ter um grande impacto na produtividade, na vida útil da ferramenta e na eficiência global da maquinagem.
Ao selecionar uma broca, considere os seguintes factores:
- Material da peça de trabalho
- Condições de corte (velocidade, avanço, utilização de líquido de refrigeração)
- Qualidade e tolerância exigidas para os furos
- Volume de produção
- Relação custo-eficácia (custo inicial vs. vida útil da ferramenta)
Embora a cor possa indicar o tipo de revestimento e o desempenho potencial, é essencial considerar os requisitos específicos da aplicação e não se basear apenas na cor para a seleção. Cada tipo de revestimento oferece vantagens únicas, e a "melhor" escolha depende da aplicação específica de perfuração e do material que está a ser maquinado.
A cor da broca tem alguma coisa a ver com a qualidade?
A cor de uma broca não está diretamente relacionada com a sua qualidade; pelo contrário, é sobretudo o resultado de diferentes processos de fabrico e tratamentos de superfície. Embora certas cores possam estar associadas a tipos ou classes específicas de brocas, a cor por si só não é um indicador fiável de desempenho ou durabilidade.
As brocas de cores diferentes são normalmente o produto de vários tratamentos de superfície ou revestimentos, cada um servindo um objetivo específico:
- Óxido negro: Um acabamento comum que proporciona alguma resistência à corrosão e reduz o atrito.
- Nitreto de titânio (TiN): Muitas vezes de cor dourada, este revestimento melhora a resistência ao desgaste e reduz a fricção.
- Nitreto de alumínio e titânio (TiAlN): Normalmente de cor púrpura escura ou preta, este revestimento oferece uma elevada resistência ao calor e uma dureza melhorada.
- Acabamento brilhante: As brocas de aço rápido (HSS) não revestidas têm frequentemente um aspeto prateado ou "brilhante".
Embora estes revestimentos possam melhorar o desempenho da broca, a qualidade do material subjacente, a precisão do fabrico e os processos de tratamento térmico são muito mais críticos na determinação da qualidade e eficácia globais de uma broca.
É de notar que alguns fabricantes de qualidade inferior podem aplicar revestimentos cosméticos para imitar o aspeto de brocas de qualidade superior. Por conseguinte, ao avaliar a qualidade das brocas, é essencial ter em conta factores como:
- Composição do material (por exemplo, aço de alta velocidade, aço-cobalto, carboneto)
- Tolerâncias de fabrico e precisão
- Processos de tratamento térmico
- Reputação da marca e comentários dos utilizadores
- Aplicação prevista e compatibilidade
Em conclusão, embora a cor possa fornecer alguma informação sobre o revestimento ou tratamento de uma broca, não deve ser o principal fator de avaliação da sua qualidade. Uma pesquisa adequada, a compreensão das especificações e a consideração da utilização pretendida são métodos mais fiáveis para selecionar brocas de alta qualidade.
Qual é a diferença entre brocas de cores diferentes?
A cor das brocas indica frequentemente o seu processo de fabrico, a composição do material e as características de desempenho:
Brancas: As brocas HSS (aço rápido) de alta qualidade são normalmente brancas devido à retificação de precisão. Este processo assegura um controlo de qualidade rigoroso, evitando a queima da superfície e mantendo a integridade da ferramenta. As brocas brancas podem ser totalmente rectificadas ou laminadas com uma superfície exterior acabada. O seu aspeto de arestas limpas significa um fabrico superior e a adequação para perfurar materiais ligeiramente mais duros.
Pretas: As brocas pretas são frequentemente nitretadas através de um processo de tratamento térmico químico. Idealmente, este processo envolve a exposição da ferramenta acabada a uma mistura de amoníaco e vapor de água a 540-560°C, aumentando a durabilidade. No entanto, muitas brocas pretas no mercado são meramente coloridas de preto para esconder imperfeições da superfície sem melhorias reais de desempenho.
Castanho-amarelado (âmbar): Muitas vezes comercializadas como brocas que contêm cobalto, estas brocas eram originalmente brancas e produzidas por moagem. A cor âmbar resulta de um processo de atomização durante o fabrico. Estas brocas são geralmente consideradas de topo em termos de desempenho e durabilidade.
Douradas: As brocas M35 (5% Cobalto) têm frequentemente uma cor dourada devido ao revestimento de titânio. Este revestimento pode ser decorativo ou industrial. Enquanto os revestimentos decorativos são puramente estéticos, os revestimentos industriais de titânio melhoram significativamente o desempenho da broca. As brocas revestidas com titânio industrial podem atingir uma dureza de HRC78, ultrapassando a das brocas com cobalto (HRC54).
É importante notar que a cor por si só não garante a qualidade ou o desempenho. O processo de fabrico, a composição do material e o cumprimento das normas de qualidade são factores cruciais para determinar a eficácia e a durabilidade de uma broca.
Como escolher uma broca
Embora a cor não seja um indicador definitivo da qualidade da broca, devem ser considerados vários factores-chave ao selecionar uma broca:
Material e revestimento:
- Aço de alta velocidade (HSS): Frequentemente totalmente rectificado e de elevada qualidade.
- Revestido a nitreto de titânio (TiN): Cor dourada, pode variar em termos de qualidade.
- Óxido preto: A qualidade varia; alguns são feitos de aço-ferramenta de carbono inferior, propenso a recozimento e ferrugem.
Marcações na haste:
- Procure logótipos do fabricante claros e precisos e marcações de tolerância de diâmetro.
- As brocas de alta qualidade apresentam marcas nítidas de gravação a laser ou de corrosão eléctrica.
- Evite brocas com marcas moldadas que tenham bordos salientes, uma vez que podem afetar a precisão do aperto do mandril de perfuração.
Qualidade de ponta:
- Examinar cuidadosamente a aresta de corte da ponta da broca.
- As brocas de alta qualidade apresentam arestas de corte bem definidas e afiadas com a geometria correcta da espiral do canal.
- As brocas de qualidade inferior têm frequentemente faces de canto posterior mal formadas e desenhos de canais suboptimizados.
Precisão de fabrico:
- Verificar a simetria e a coerência da geometria global da broca.
- As brocas de alta qualidade mantêm tolerâncias apertadas em termos de diâmetro, ângulo de ponta e desenho do canal.
Aplicação prevista:
- Considere o material a ser perfurado e escolha uma composição de broca apropriada (por exemplo, HSS com liga de cobalto para materiais mais duros).
- Faça corresponder o ângulo da ponta da broca ao material da peça de trabalho (por exemplo, 118° para uso geral, 135° para materiais mais duros).
Desenho da flauta:
- Avaliar a geometria do canal para a eficiência da evacuação das aparas.
- As ranhuras parabólicas permitem frequentemente uma melhor remoção de aparas em furos mais profundos.
Acabamento da superfície:
- As brocas de alta qualidade têm superfícies lisas e consistentes nos canais e nas superfícies.
- Procurar uma aplicação uniforme do revestimento nos bits revestidos.
Reputação da marca:
- Considere fabricantes bem estabelecidos, conhecidos por um controlo de qualidade consistente.
Ponto de preço:
- Embora nem sempre seja indicativo de qualidade, os bits de preço extremamente baixo podem comprometer os materiais ou a precisão de fabrico.
Avaliando cuidadosamente estes factores, é possível selecionar brocas que ofereçam um desempenho, longevidade e precisão ideais para as suas aplicações de perfuração específicas.
Precisão de perfuração
A precisão da perfuração é influenciada por múltiplos factores, incluindo o tamanho do furo, a precisão posicional, a coaxialidade, a circularidade, a rugosidade da superfície e as rebarbas do orifício. Os principais factores que afectam a precisão do furo durante a perfuração incluem:
① Precisão da broca e condições de corte: precisão do suporte da ferramenta, velocidade de corte, taxa de avanço, seleção do fluido de corte, etc.
② Geometria da broca: comprimento, forma da aresta de corte, design do núcleo, configuração da flauta, etc.
③ Características da peça de trabalho: propriedades do material, forma da parede lateral do furo, relação profundidade/diâmetro do furo, espessura da peça de trabalho, método de fixação, etc.
- Alargamento
O alargamento, ou alargamento do furo, é causado principalmente pela oscilação da broca durante o processo de corte. O estado do suporte da ferramenta tem um impacto significativo no diâmetro do furo e na precisão da posição. A inspeção regular e a substituição atempada dos suportes de ferramentas desgastados são cruciais para manter a precisão.
A perfuração de furos pequenos apresenta desafios únicos na medição e controlo da oscilação. Para mitigar estes problemas, recomenda-se a utilização de uma broca de pequeno diâmetro com haste rígida e excelente coaxialidade entre a haste e as arestas de corte. Quando se utilizam brocas rectificadas, a diminuição da precisão do furo resulta frequentemente da retificação assimétrica da ponta da broca. Minimizar a diferença de altura entre as arestas de corte pode reduzir efetivamente o alargamento do furo.
- Redondeza do furo
As vibrações da broca podem levar a formas poligonais do furo, resultando tipicamente em perfis triangulares ou pentagonais com superfícies de parede estriadas. A forma triangular ocorre devido a dois centros de rotação na broca que vibram a frequências alternadas a cada intervalo de 60°. Este fenómeno é causado principalmente por forças de corte desequilibradas:
- Revolução inicial: Processamento deficiente da circularidade do furo
- Rotações subsequentes: Forças de corte desequilibradas perpetuam as vibrações
- Ligeira mudança de fase nas vibrações: Cria padrões estriados nas paredes dos furos
À medida que a profundidade de perfuração aumenta, a fricção entre a margem da broca e a parede do furo aumenta, fazendo com que as vibrações diminuam, os sulcos diminuam e a circularidade melhore. O orifício aparece frequentemente em forma de funil na secção longitudinal.
Para evitar estes problemas:
- Aumentar a rigidez da broca
- Aumentar a alimentação por rotação
- Reduzir o ângulo de relevo
- Otimizar o desenho da aresta do cinzel
- Controlo das vibrações do mandril e das diferenças de altura da aresta de corte
- Assegurar a simetria da geometria da ponta da broca e do canal
- Perfuração em superfícies inclinadas e curvas
A má precisão de posicionamento ocorre quando se perfura em superfícies biseladas, curvas ou escalonadas devido ao apoio radial desigual da broca, o que também pode reduzir a vida útil da ferramenta. Para melhorar a precisão do posicionamento:
(1) Começar com um furo piloto no ponto central
(2) Fresar um ponto plano utilizando uma fresa de topo para criar uma superfície de partida estável
(3) Utilizar uma broca com capacidades de penetração superiores e elevada rigidez
(4) Reduzir o avanço durante o engate inicial
- Gestão de rebarbas
As rebarbas formam-se frequentemente nas entradas e saídas dos furos, especialmente quando se maquinam materiais duros ou placas finas. Isto ocorre devido à deformação plástica do material da peça de trabalho quando a ponta da broca está prestes a romper. O material perto das arestas de corte exteriores sofre:
- Deformação induzida pela força de corte axial e flexão para fora
- Enrolamento adicional influenciado pelo bordo exterior chanfrado e pela margem da broca
Para minimizar a formação de rebarbas:
- Otimizar os parâmetros de corte (velocidade, avanço e profundidade de corte)
- Utilizar geometrias de broca especialmente concebidas para a redução de rebarbas
- Implementar ciclos de perfuração peck para furos mais profundos
- Aplicar material de suporte para controlo das rebarbas de saída
- Considerar operações de rebarbação após a perfuração, quando necessário
Ao abordar estes factores e implementar estratégias adequadas, os fabricantes podem melhorar significativamente a precisão da perfuração e a qualidade geral dos furos em várias aplicações e materiais.