Porque é que os parafusos se apertam no sentido dos ponteiros do relógio: Desvendando o mistério
Já alguma vez se perguntou porque é que os parafusos apertam no sentido dos ponteiros do relógio? Este artigo investiga as razões históricas e práticas por detrás desta convenção, traçando as suas origens até à utilização de ferramentas para destros e à evolução do fabrico de parafusos. Os leitores ficarão a conhecer os princípios mecânicos envolvidos e os avanços que levaram às actuais roscas de parafuso normalizadas. Prepare-se para descobrir a fascinante viagem deste objeto do quotidiano.
O termo inglês "screw" (parafuso) é uma palavra que sofreu alterações significativas de significado ao longo dos últimos séculos.
Para além do seu nome, o humilde parafuso, desde a sua invenção até à padronização de ser apertado no sentido dos ponteiros do relógio e desapertado no sentido contrário, tem atravessado milhares de anos.
Já alguma vez pensou porque é que os parafusos são apertados especificamente no sentido dos ponteiros do relógio?
Foi um amigo de Platão que inventou o parafuso.
As seis ferramentas mecânicas mais simples são: parafuso, plano inclinado, alavanca, polia, cunha, roda e eixo.
Entre estas seis máquinas simples, o parafuso é essencialmente um eixo com uma superfície helicoidal enrolada à sua volta. Até hoje, os parafusos desenvolveram tamanhos padronizados. O método típico de utilização de um parafuso consiste em apertá-lo rodando-o no sentido dos ponteiros do relógio (o contrário para o desapertar).
A predominância do aperto no sentido dos ponteiros do relógio é determinada principalmente pela destreza.
Inicialmente, os parafusos eram fabricados à mão, o que resultava em pormenores inconsistentes, muitas vezes dependendo da preferência do artesão.
Em meados do século XVI, o engenheiro da corte francesa Jaques Besson inventou o torno capaz de cortar roscas de parafusos, uma tecnologia que demorou 100 anos a difundir-se. Em 1797, o inglês Henry Maudsley inventou o torno moderno, melhorando significativamente a precisão das roscas.
No entanto, os tamanhos e a finura dos parafusos não estavam normalizados até 1841. O aprendiz de Maudsley, Joseph Whitworth, apresentou um documento à Sociedade Municipal de Engenheiros, defendendo a normalização dos modelos de parafusos.
Propôs dois pontos:
O ângulo do passo de rosca deve ser normalizado em 55°.
Independentemente do diâmetro do parafuso, deve ser adotado um número padrão de roscas por polegada.
O fabrico dos primeiros parafusos era um desafio, "exigindo três ferramentas de corte e duas máquinas".
Para resolver os problemas de fabrico da norma britânica, o americano William Sellers inventou uma rosca de topo plano em 1864. Esta pequena inovação simplificou o fabrico de parafusos, exigindo apenas uma ferramenta de corte e uma máquina, tornando o processo mais rápido, mais fácil e mais económico.
As roscas de Sellers tornaram-se populares nos Estados Unidos e rapidamente se tornaram o padrão para as empresas ferroviárias americanas.
Características das uniões aparafusadas
Principais variáveis no processo de aperto
Torque (T): O binário de aperto aplicado, medido em Newton metros (N-m);
Força de aperto (F): A força de aperto (compressão) axial efectiva entre os corpos unidos, medida em Newtons (N);
Coeficiente de Atrito (U): O coeficiente de binário consumido pela cabeça do parafuso e pelo par de roscas, entre outros;
Ângulo de rotação (A): O ângulo da rosca que o parafuso precisa de rodar com base num determinado binário aplicado, para atingir um determinado alongamento axial ou compressão das peças unidas.
Métodos de controlo do aperto dos parafusos
Método de controlo do binário
Definição: Um método de controlo que interrompe imediatamente o aperto quando é atingido um binário definido.
Vantagens: O sistema de controlo é simples, direto, e a qualidade do aperto pode ser facilmente verificada com um sensor de binário ou uma chave dinamométrica de alta precisão.
Desvantagens: A precisão do controlo não é elevada (erro de força de pré-tensão de ±25% ou mais) e não utiliza plenamente o potencial do material.
Método de controlo do ângulo de torção
Definição: Um método que primeiro aperta o parafuso com um pequeno binário e depois, a partir deste ponto, aperta-o num ângulo especificado.
Vantagens: Elevada exatidão da força de pré-tensão axial (±15%), obtendo-se forças de pré-tensão axial mais elevadas, com valores estreitamente distribuídos em torno da média.
Desvantagens: O sistema de controlo é mais complexo, exigindo a medição do binário e do ângulo; e o departamento de inspeção da qualidade pode ter dificuldade em identificar um método adequado para verificar os resultados do aperto.
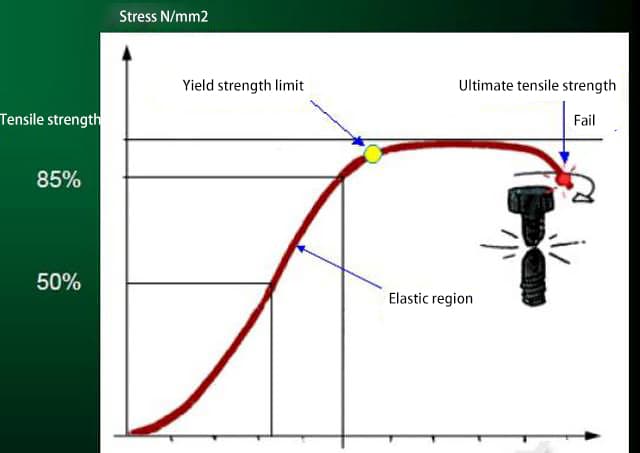
Método de controlo do ponto de rendimento
Definição: Um método que pára de apertar quando o parafuso é apertado até ao seu ponto de cedência.
Vantagens: Precisão de aperto muito elevada, com erro de força de pré-tensão controlável dentro de ±8%; no entanto, a sua precisão depende principalmente do limite de elasticidade do próprio parafuso.
Desvantagens: O processo de aperto requer um cálculo e uma avaliação dinâmicos e contínuos da inclinação da curva do binário e do ângulo de rotação, o que exige um elevado desempenho em tempo real e uma elevada velocidade de cálculo do sistema de controlo.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
O investigador realizou um projeto sobre o sistema de água quente de um hotel, que fornece água quente a tempo inteiro com vapor (0,3Mpa) como fonte de calor, temperatura de fornecimento de água de 60-55 graus, utilizando um...