Neste post é apresentado um método de marcação especial, que "pede emprestado materiais" para defeitos em bruto, aprende com os pontos fortes de cada um para compensar os seus pontos fracos e redistribui a permissão da superfície a ser maquinada;
Evitar o pesado e ficar com o leve, e dar prioridade à garantia das dimensões-chave, que são utilizadas para remediar o branco não qualificado e reduzir a perda.
1. Preâmbulo
Devido à operação mecânica, por vezes o contorno da peça em bruto é distorcido ou o orifício é deslocado, de modo que a forma e o tamanho da peça em bruto excedem o âmbito técnico e tornam-se produtos não qualificados.
Se o desvio e a inclinação não forem grandes, a tolerância de cada superfície a ser maquinada pode ser redistribuída através da traçagem, de modo a que a peça em bruto não qualificada possa ser corrigida.
Este método de utilizar o traço para remediar o espaço em branco é designado por "empréstimo".
Seguem-se dois exemplos de fábricas para ilustrar o que é "emprestar" e como "emprestar".
2. Ter em conta o círculo exterior e o orifício interior e redistribuir o espaço em branco
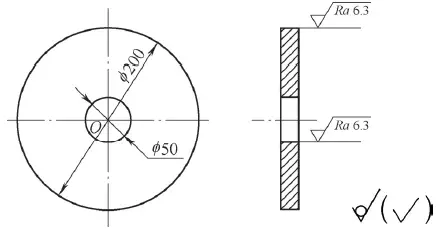
A Fig. 1 mostra uma peça de fundição em forma de disco, com o seu orifício interior concêntrico com o círculo exterior.
Fig. 1 Peças de fundição do disco
A peça em branco normal é mostrada na Fig. 2, e o orifício interno e o círculo externo não são basicamente excêntricos.
Fig. 2 branco normal
No entanto, por vezes, existe uma excentricidade entre o furo interior e o círculo exterior da peça em bruto fundida devido a erros de fundição.
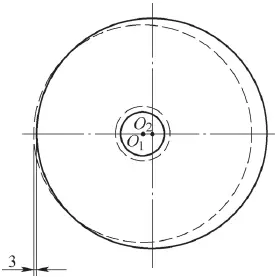
A Fig. 3 mostra o bloco excêntrico com uma excentricidade de 8 mm.
Fig. 3: Peça bruta excêntrica
Devido à excentricidade de 8 mm entre o furo interior e o círculo exterior da peça em bruto, se o centro do furo interior O1 do espaço em branco é selecionado como referência de marcação (ver Fig. 4).
A Fig. 4 toma o centro do furo interior O1 da peça em bruto como referência de marcação
Embora a margem de maquinação do orifício interior não seja problemática, a margem de maquinação do círculo exterior não é suficiente e a parte mais grave é a falta de margem de maquinação de 3 mm;
Se o centro do círculo exterior O2 da peça em bruto é selecionada como referência de marcação (ver Fig. 5), embora a margem de maquinação do círculo exterior não seja problemática, a margem de maquinação do furo interior não é suficiente, e a parte mais grave é a falta de margem de maquinação de 3 mm.
A Fig. 5 toma como referência de marcação o centro do círculo exterior O2 da peça em bruto
É evidente que o furo interior ou o círculo exterior não podem ser utilizados como referência de marcação.
Nesta altura, o método de "empréstimo de materiais" deve ser utilizado para marcar.
A linha de empréstimo é apresentada na Fig. 6.
Fig. 6 Linha de empréstimo
O método específico consiste em selecionar o ponto médio da linha de ligação entre o centro do furo interior O1 e o centro do círculo exterior O2 como referência de linha.
Devido a este traçado, o furo interior e o círculo exterior têm uma margem de maquinação suficiente, o furo interior tem uma margem de maquinação de pelo menos 1 mm e o círculo exterior tem uma margem de maquinação de pelo menos 1 mm, pelo que este traçado é viável.
Evita o refugo do branco e recupera o prejuízo económico.
3. Dar prioridade à garantia da indemnização em branco das peças-chave
A peça normal da peça a ser processada mostrada na Fig. 7 é mostrada na Fig. 8, com uma margem de 5 mm num dos lados.
No entanto, devido a um erro na fundição, falta uma peça no canto inferior direito da peça em bruto, e a peça em bruto defeituosa é apresentada na Fig. 9.
Fig. 7 peças a serem processadas
Fig. 8 branco normal
Fig. 9 Peça bruta defeituosa
Uma vez que o comprimento do entalhe no canto inferior direito nas direcções horizontal e vertical é de 25 mm, respetivamente, e a tolerância total de toda a peça em bruto nas direcções horizontal e vertical é de 10 mm, respetivamente, é obviamente impossível processar esta peça em estrita conformidade com o desenho.
Depois de comunicar com o cliente, fica-se a saber que a peça é utilizada para o suporte do assento do rolamento.
Mesmo que exista uma pequena lacuna no canto inferior direito (desde que o comprimento lateral não exceda 12 mm), esta não afectará seriamente o seu funcionamento normal.
Por conseguinte, com o consentimento do cliente, são tomadas as seguintes medidas: o ponto de referência da traçagem era originalmente o centro O do quadrado.
Agora, mova-o para cima e para a esquerda em 3 mm, respetivamente, para O1 ponto.
Ou seja, o O1 é utilizado como ponto de referência para a marcação (ver figura 10).
A Fig. 10 mostra os valores de O1 ponto como referência de marcação
Desta forma, as arestas esquerda e superior da peça continuam a ter uma margem de 2 mm, respetivamente, e as arestas inferior e direita têm uma margem de 8 mm, respetivamente, e a margem da ranhura semicircular também é suficiente nesta altura.
Embora o entalhe no canto inferior direito não possa ser completamente evitado, o comprimento do entalhe remanescente nas direcções horizontal e vertical após o processamento é de apenas 9 mm, respetivamente, pelo que não afectará seriamente a sua função de utilização e a perda é recuperada através do empréstimo de materiais.
4. Conclusão
Numa fábrica de maquinagem, a pessoa especializada na marcação é designada por marcador de linha.
É geralmente detido por antigos trabalhadores com experiência.
Os casos acima referidos mostram que o riscador de linha desempenha um papel importante na garantia da qualidade do produto e na poupança de custos, pelo que deve ser objeto de atenção suficiente.