Correcções de deformação de EDM de fio: Dicas de especialistas
Alguma vez se deparou com deformações inesperadas durante o corte por electroerosão a fio? Este artigo analisa as causas e soluções para essas deformações. Saiba como controlar as tensões internas, otimizar os percursos de corte e implementar técnicas de alívio de tensões para obter resultados de maquinagem precisos e exactos. Descubra dicas práticas para melhorar o seu processo de EDM de fio, garantindo a integridade estrutural das suas peças e melhorando a eficiência global.
A divisão de uma vara de bambu ao meio faz com que ambas as metades se dobrem - a metade maior menos e a metade menor mais significativamente. Este fenómeno ocorre porque o material possui inerentemente tensão, e a sua divisão perturba o equilíbrio original dessa tensão, levando à deformação como forma de restabelecer o equilíbrio.
Do mesmo modo, a deformação da peça de trabalho por EDM (Electrical Discharge Machining) segue este princípio, em que o processo de corte perturba o equilíbrio original de tensões na peça de trabalho.
Causas da deformação da peça de trabalho na electroerosão a fio
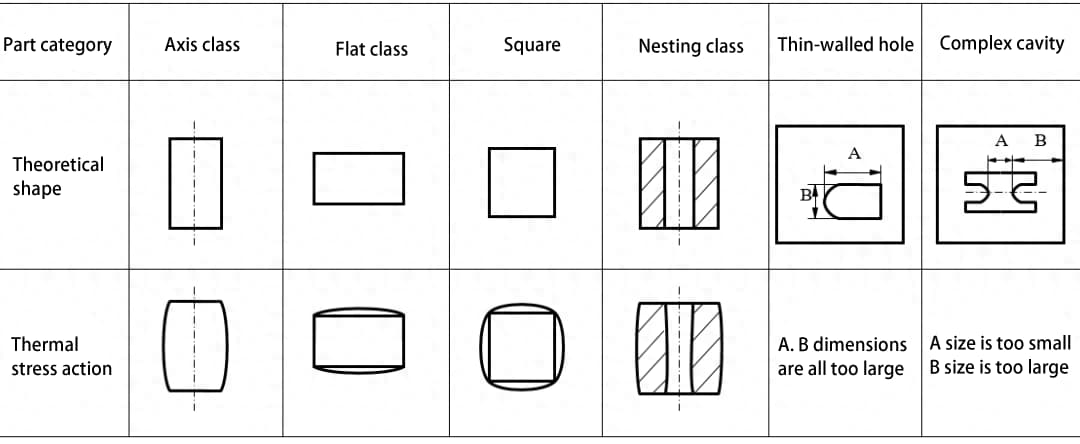
A extensão da deformação na electroerosão a fio está relacionada com a estrutura da peça. As cavidades e saliências estreitas e longas são propensas à deformação, dependendo o grau de deformação da complexidade da forma, da relação de aspeto e de outros factores; as peças com paredes mais finas são mais susceptíveis de se deformarem.
Se a deformação for mínima e estiver dentro dos requisitos de precisão do processo de maquinagem, pode ser quase negligenciável.
No entanto, se a deformação exceder a precisão de maquinação necessária, causará desvios visíveis nas dimensões, afectando a forma da peça maquinada.
A deformação pode resultar de vários factores, incluindo as propriedades do material, o tratamento térmico, a conceção estrutural, o planeamento do processo e a escolha da fixação da peça e do percurso de corte durante a EDM de fio.
O impacto do stress térmico na forma da peça de trabalho
Medidas preventivas para a deformação da peça de trabalho
Algumas medidas podem controlar e prevenir a deformação na electroerosão a fio.
1) Maquinação em bruto ou corte de alívio de tensões antes do corte final.
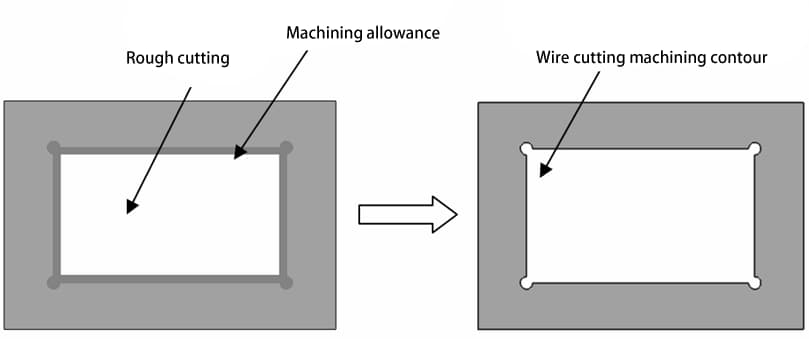
O corte de grandes áreas num material pode perturbar o equilíbrio das tensões internas, causando deformações significativas. Ao remover a maior parte do material em excesso através de maquinação em bruto ou executando percursos de corte de alívio de tensões, a maior parte das tensões internas pode ser eliminada.
Para moldes de cavidades grandes em EDM, a realização de dois cortes principais pode ser benéfica. Aumente o desvio em 0,1~0,2 mm para o primeiro corte principal para permitir o alívio de tensões e, em seguida, prossiga com o desvio padrão para o segundo corte principal, conforme indicado nas ilustrações.
Redução da deformação através da maquinagem em desbaste com alívio de tensões
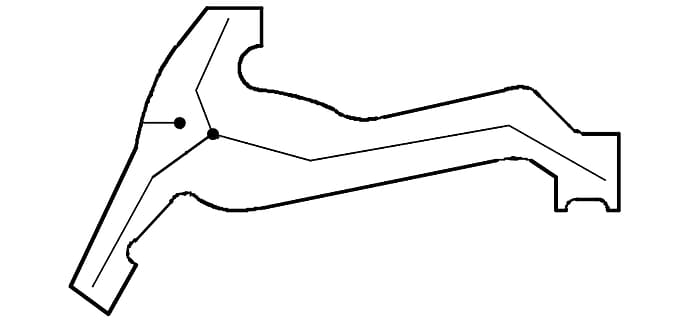
Para formas longas e estreitas, efetuar o corte de alívio de tensões no interior da forma antes de maquinar o perfil externo pode reduzir significativamente a deformação.
Corte para aliviar o stress
2) Perfuração de orifícios para enfiar o fio
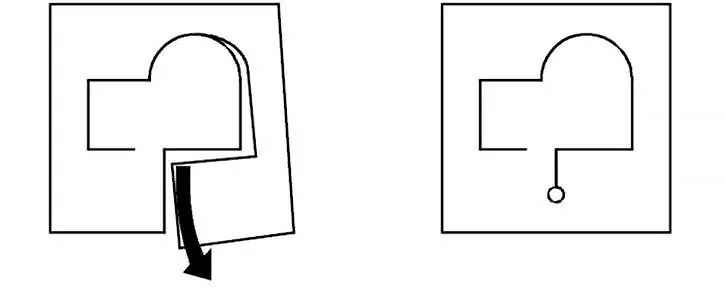
Ao cortar saliências, iniciar o corte diretamente a partir do exterior do material, como mostra a figura (a), pode levar a deformações devido a tensões desequilibradas do material, resultando em deformações de abertura ou de fecho.
A perfuração de orifícios com fio para maquinagem de contorno fechado, como se mostra na figura (b), pode reduzir significativamente a deformação causada pela electroerosão com fio.
(a) Deformação significativa (b) Deformação mínima Redução da deformação através da perfuração de orifícios para enfiar o fio
3) Otimizar o percurso de corte
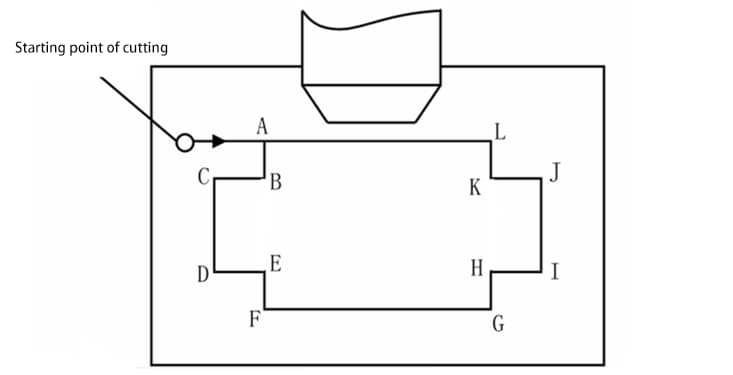
Geralmente, é melhor começar o corte perto da extremidade de fixação e dispor o segmento que separa a peça de trabalho da sua peça de fixação no final do percurso de maquinagem, colocando pontos de pausa perto da extremidade de fixação da peça de trabalho.
As disposições não razoáveis do percurso de maquinagem também podem provocar deformações na electroerosão por fio.
Um caminho de maquinação mais racional é: A→B→C→D......→A. Se o caminho estiver disposto no sentido dos ponteiros do relógio: A→L→K→J......→A, cortar a peça de trabalho da peça de fixação no início pode afetar diretamente a precisão da saliência devido a uma fixação não fiável.
Disposição do percurso de maquinagem
4) Cortes múltiplos
No caso de peças de trabalho ainda propensas a deformação após a adoção de determinadas medidas, a alteração do hábito tradicional de cortar à medida de uma só vez e a utilização de cortes múltiplos pode satisfazer os requisitos de precisão.
Os cortes múltiplos na EDM de fio, cujo objetivo principal é obter uma melhor rugosidade da superfície, também reduzem significativamente a deformação resultante de tensões internas nas peças do molde.
5) Otimização do processo de maquinagem de placas de molde multi-cavidades
Durante a electroerosão por fio, a interação entre as tensões internas originais e as tensões térmicas geradas pelo processo de corte pode causar deformações imprevisíveis e irregulares, conduzindo a uma remoção desigual de material nos cortes subsequentes e afectando a qualidade e a precisão da maquinagem.
Para resolver este problema, nos moldes de alta precisão, todas as cavidades podem ser cortadas em várias fases. O primeiro corte remove todo o material residual das cavidades.
Após a remoção dos resíduos, a função de reposicionamento automático da máquina é utilizada para terminar sequencialmente as cavidades: corte principal para a cavidade a, remoção dos resíduos→corte principal para a cavidade b, remoção dos resíduos→corte principal para a cavidade c, remoção dos resíduos→......→corte principal para a cavidade n, remoção dos resíduos→corte de acabamento para a cavidade a→corte de acabamento para a cavidade b→......→corte de acabamento para a cavidade n, completando o processo.
Este método de corte permite que cada cavidade tenha tempo suficiente para libertar as tensões internas, minimizando a influência mútua e as ligeiras deformações causadas por diferentes ordens de maquinação e garantindo a precisão das dimensões do molde.
No entanto, este método envolve múltiplas operações de enfiamento e é trabalhoso, tornando-o mais adequado para máquinas EDM de fio lento equipadas com mecanismos de enfiamento automático. Após o corte, as medições confirmam que as dimensões cumprem os requisitos de elevada precisão.
6) Definir vários segmentos de subsídio
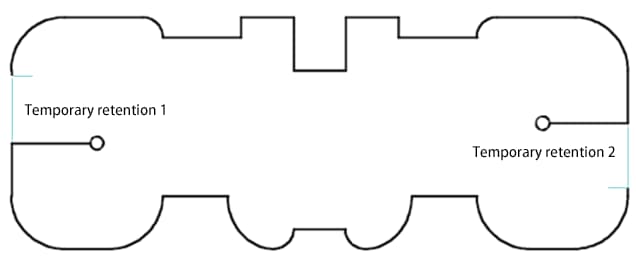
No caso de peças de trabalho grandes e de forma complexa, é aconselhável colocar dois ou mais segmentos de medida com vários pontos de partida, como mostram as figuras.
Durante a programação, a forma é dividida em vários segmentos e ligada sequencialmente para maquinação. O contorno é maquinado em primeiro lugar, seguido dos segmentos de abatimento.
Definição de vários segmentos de subsídio
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...