Um sensor de deslocamento por laser é um instrumento de medição que utiliza tecnologia laser para medir a posição, o deslocamento e outras alterações de um objeto medido. É constituído por um laser, um detetor laser e um circuito de medição.
Este tipo de sensor oferece medições precisas e sem contacto e é capaz de medir deslocamentos, espessuras, vibrações, distâncias, diâmetros e outras medições geométricas precisas. O laser utilizado no sensor tem uma excelente retidão características.
Em comparação com os sensores ultra-sónicos, os sensores de deslocamento a laser têm um nível de precisão mais elevado. No entanto, o dispositivo gerador de laser é relativamente complexo e de grandes dimensões, o que limita a gama de aplicações dos sensores de deslocamento por laser.
1. Princípios de base
Um sensor de deslocamento por laser é um dispositivo que mede com precisão a posição, o deslocamento e outras alterações de um objeto sem contacto físico. É amplamente utilizado para detetar a deslocação, espessura, vibração, distância, diâmetro e outras propriedades geométricas de objectos.
O princípio de funcionamento de um sensor de deslocamento por laser divide-se em dois métodos: triangulação por laser e análise de eco por laser. O método de triangulação laser é normalmente utilizado para medições de alta precisão e a curta distância, enquanto o método de análise de eco laser é adequado para medições a longa distância.
Segue-se uma breve introdução a estes dois métodos de medição do princípio do sensor de deslocamento por laser.
O feixe é processado por processamento eletrónico analógico e digital na posição do elemento recetor. Após microprocessamento e análise internos, o valor de saída correspondente é calculado e o valor de saída é utilizado para ajustar a emissão de luz para o objeto. Isto ajusta a distância de deslocação do feixe de luz.
2. Objetivo
1. Medição do comprimento
Para medir um componente, coloque-o na posição designada na correia transportadora. O sensor laser, acionado pelo scanner laser, irá então detetar e medir o componente, determinando finalmente o seu comprimento.
2. Controlo de uniformidade
Colocar vários sensores laser na direção de inclinação da peça a ser medida e fazer com que um sensor emita diretamente o valor de medição. Além disso, pode ser utilizado um software para calcular o valor de medição e apresentar o resultado com base no sinal ou nos dados recebidos.
3. Inspeção de componentes electrónicos
Utilizar dois scanners a laser para posicionar os componentes a medir entre eles e, em seguida, obter os dados através dos sensores para avaliar a exatidão e a integridade das dimensões do componente.
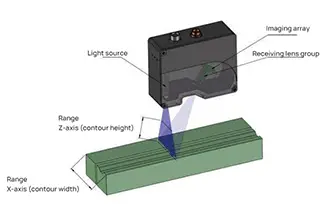
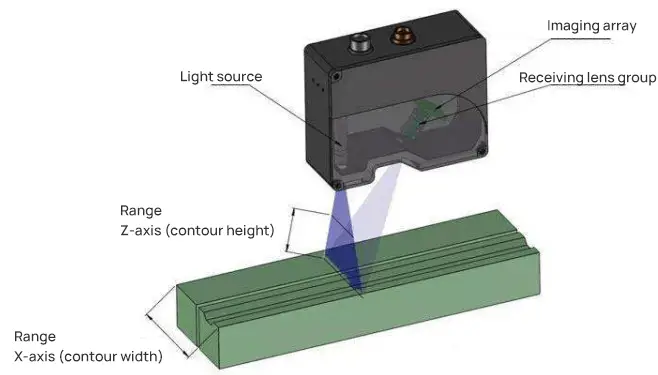
3. Triangulação
O transmissor laser projecta um laser vermelho visível na superfície do objeto a ser medido através de uma lente. A luz laser dispersa da superfície do objeto passa então através da lente recetora e é detectada pela câmara linear CCD interna.
Com base na distância do objeto, a câmara linear CCD detecta o ponto de luz em diferentes ângulos. Utilizando este ângulo e a distância conhecida entre o laser e a câmara, o processador de sinal digital calcula a distância entre o sensor e o objeto.
A posição do feixe no elemento recetor é então processada por circuitos analógicos e digitais, e o valor de saída correspondente é calculado pelo microprocessador. O sinal de dados padrão é emitido proporcionalmente na janela analógica definida pelo utilizador. Se for selecionada a saída de valor de comutação, esta será activada dentro da janela definida e desligada fora dela.
Tanto as saídas analógicas como as de comutação podem ter janelas de deteção separadas. O sensor de deslocamento a laser, utilizando triangulação, pode atingir uma linearidade máxima de 1um com uma resolução de 0,1um. Por exemplo, o sensor do tipo ZLDS100 apresenta uma resolução elevada de 0,01%, uma linearidade elevada de 0,1%, uma resposta rápida de 9,4KHz e a capacidade de funcionar em ambientes agressivos.
4. Análise de eco
O sensor de deslocação por laser utiliza o princípio da análise de eco para medir com precisão a distância. O sensor é composto por uma unidade de processamento, uma unidade de processamento de eco, um transmissor laser, um recetor laser e outros componentes.
A cada segundo, o transmissor laser envia um milhão de impulsos laser para o objeto a ser detectado, que depois regressa ao recetor. O processador calcula o tempo que o impulso laser demora a atingir o objeto e a regressar, permitindo o cálculo do valor da distância.
Este valor é determinado através da média de milhares de medições, utilizando o método do tempo de impulso. Embora o método de análise do eco do laser seja adequado para a deteção a longa distância, tem uma precisão inferior em comparação com o método de triangulação do laser. A maior distância de deteção que pode atingir é de 250 metros.
5. Aplicação da medição
Os sensores de deslocamento a laser são amplamente utilizados para medir várias quantidades físicas, incluindo comprimento, distância, vibração, velocidade, orientação e muito mais. Estes sensores também encontraram aplicações na deteção de falhas e na monitorização de poluentes atmosféricos.
1. Medida do tamanho:
- Reconhecimento da posição dos microcomponentes
- Deteção da presença de componentes no tapete transportador
- Deteção de sobreposição e cobertura de materiais
- Controlo da posição do manipulador (ponto central da ferramenta)
- Monitorização do estado do dispositivo
- Deteção da posição do dispositivo através de pequenas aberturas
- Controlo dos níveis de líquido
- Medição da espessura
- Análise das vibrações
- Medição dos ensaios de colisão
- Ensaios relacionados com automóveis, etc.
2. Medição da espessura de chapas e folhas metálicas:
Um sensor laser é utilizado para medir a espessura de chapas metálicas.
A deteção de alterações na espessura pode ajudar a identificar rugas, pequenos orifícios ou sobreposições, evitando assim falhas na máquina.
3. Medir o tambor do cilindro e medir ao mesmo tempo:
- Ângulo
- Comprimento
- Excentricidade do diâmetro interior e exterior
- Conicidade
- Concentricidade
- Perfil da superfície.
4. Medida do comprimento:
Colocar o componente a ser medido na posição designada na correia transportadora. O sensor laser detecta então o componente e mede-o simultaneamente utilizando o scanner laser acionado, determinando finalmente o seu comprimento.
5. Inspeção de uniformidade:
Dispor vários sensores laser na direção de inclinação da peça a ser medida. O valor de medição pode ser emitido diretamente através de um dos sensores. Adicionalmente, pode ser utilizado um programa de software para calcular o valor de medição com base nos sinais ou dados e fornecer o resultado.
6. Inspeção de componentes electrónicos:
Colocar os componentes medidos entre dois scanners a laser e, em seguida, ler os dados através do sensor para detetar a exatidão e a integralidade do tamanho do componente.
7. Inspeção do nível de enchimento na linha de produção:
O sensor laser está integrado no processo de produção de produtos de enchimento. À medida que os produtos de enchimento passam pelo sensor, este pode detetar com precisão se estão cheios até à capacidade. O sensor utiliza um programa avançado de reflexão do raio laser na superfície para determinar com precisão se o enchimento dos produtos está de acordo com o padrão e a quantidade dos produtos.
8. Retilinearidade do objeto medida pelo sensor:
Em primeiro lugar, são necessários 2 a 3 sensores de deslocamento do laser para uma medição combinada, como ilustrado na figura.
Em seguida, coloque os três sensores de deslocamento a laser em linha reta, paralelos à linha de produção, e determine o espaçamento entre eles com base na precisão de medição pretendida.
Finalmente, fazer com que o objeto se mova numa direção paralela à linha de instalação dos sensores de deslocamento do laser.
Quando a linha de produção está alinhada com a linha de instalação do sensor, quanto maior for a diferença na distância medida pelos três sensores, mais fraca será a retidão do objeto. Por outro lado, uma diferença menor na distância medida pelos três sensores indica que o objeto é mais direito.
É possível calcular a percentagem de retidão tendo em conta o comprimento do objeto a medir e o espaçamento entre as três instalações do sensor, o que resulta num sinal de saída quantificável.
Com esta configuração, atingiu com sucesso o objetivo de detetar a retidão dos objectos.
6. Deslocação classificação dos sensores
1. Sensor de deslocamento de corrente parasita
Poder de resolução:
A resolução de um sensor de corrente de Foucault pode atingir 0,1 mm, o que é comparável à de um sensor de deslocamento a laser.
Linearidade:
A linearidade de um sensor de correntes de Foucault é tipicamente baixa, cerca de 1% da gama de medição. Por outro lado, os sensores de deslocamento a laser topo de gama apresentam uma linearidade de cerca de 0,1%.
Condições de medição:
Os sensores de correntes parasitas requerem que o objeto de teste seja um material condutor e não magnético, como o alumínio ou o cobre, mas não o ferro.
Os sensores de deslocamento a laser, por outro lado, são capazes de medir tanto objectos magnéticos como condutores.
2. Sensor de deslocamento capacitivo
A precisão dos sensores de deslocamento capacitivos é incrivelmente elevada, ultrapassando a dos sensores de deslocamento a laser. No entanto, o seu alcance é bastante limitado, normalmente inferior a 1 mm. Por outro lado, os sensores de deslocamento a laser têm um alcance muito maior, com um alcance máximo de medição de até 2 metros.
3. Sensor de deslocamento de fibra ótica
O princípio de medição de um sensor de deslocamento de fibra ótica consiste em determinar o deslocamento de um objeto através da deteção de alterações no fluxo luminoso e na intensidade da luz reflectida pela superfície do objeto devido ao deslocamento.
A sonda do sensor é constituída por uma fibra ótica emissora e uma fibra ótica recetora.
Para objectos pequenos, os sensores de deslocamento sem contacto convencionais são limitados pela área de reflexão, o que resulta num fraco desempenho de medição. No entanto, o sensor de deslocamento de fibra ótica pode ser concebido com uma sonda muito pequena (com um diâmetro mínimo de 0,2 mm), tornando-o adequado para a medição de pequenos objectos.
Além disso, pode ser efectuada sob a forma de transmissão e receção linear.
O valor do deslocamento é calculado medindo o grau de blindagem do objeto à fibra ótica durante o processo de deslocamento, com uma precisão de até 0,01um.
A gama máxima de medição do sensor é de 4 mm.