Têmpera em água vs. têmpera em óleo: qual é a diferença para o aço 35CrMo?
O que torna a têmpera em água e a têmpera em óleo tão diferentes para o aço 35CrMo? Este artigo explora os efeitos distintos desses dois métodos na dureza e nas propriedades mecânicas do aço. Ao comparar os resultados das duas técnicas, o artigo esclarece qual método é mais adequado às necessidades específicas de fabricação. Os leitores obterão insights sobre o processo de têmpera ideal, compreendendo o equilíbrio entre resistência e flexibilidade e os benefícios econômicos de cada abordagem.
O aço 35CrMo, um material comum usado nas peças da nossa empresa, geralmente é temperado e revenido por meio de resfriamento a óleo ou resfriamento a água com resfriamento a óleo. No entanto, como o forno multiuso da linha de produção foi colocado em uso, ele não consegue concluir o processo de resfriamento a óleo com resfriamento a água.
Como resultado, a peça temperada com óleo, especialmente aquelas com barras laminadas sem processamento de superfície, apresenta baixa dureza e não atende aos requisitos de desenho. Isso exige uma têmpera secundária, o que afeta negativamente o desempenho das peças, aumenta os custos de produção e resulta em perdas desnecessárias.
Uma análise revelou que a baixa dureza se deve principalmente à velocidade de resfriamento insuficiente. Com base em dados relevantes e na experiência de produção de outras plantas de tratamento térmico, o resfriamento das barras de aço 35CrMo com salmoura pode aumentar a taxa de resfriamento.
Como nossa empresa não utilizou anteriormente a têmpera em água na produção de barras de aço 35CrMo, precisamos testar os métodos de têmpera em água e em óleo e comparar suas propriedades mecânicas antes de decidir implementar a têmpera em água para barras de aço 35CrMo.
1. Determinação do plano de teste
(1) Materiais de teste
O material de teste é 35CrMo barra de aço produzido por nossa empresa (φ 60 mm), consulte a Tabela 1 para obter a composição química.
Tabela 1 Composição química do 35CrMo Barra de aço (Análise de massa) (%)
Projeto
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Padrão nacional
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Materiais de teste
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Instrumentos e equipamentos de teste
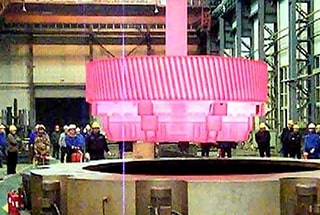
A linha de produção do equipamento de teste de forno multiuso está representada na Figura 1. A máquina de teste universal eletrônica é controlada usando o testador de dureza Rockwell e o microcomputador CMT8202.
Fig. 1 Linha de produção de fornos multiuso
(3) Método de teste
O teste consiste em duas partes: uma comparação da profundidade da camada endurecida entre dois métodos de têmpera.
As amostras de ambos os métodos de têmpera são submetidas a um teste de tração, e os resultados de sua resistência à tração e alongamento são comparados.
2. Processo de teste e análise de resultados
2.1 Profundidade de endurecimento
Pegue uma barra de φ60 mm como amostra de teste e realize a têmpera em óleo e em água.
As barras de aço 35CrMo podem ser submetidas a têmpera em óleo e água, e a dureza pode ser ajustada para atingir 28-30HRC por meio do ajuste da temperatura de revenimento.
(1) Processo de resfriamento de óleo
Têmpera a 860 ℃, manutenção por 45 minutos, resfriamento do óleo a 150 ℃;
Tempere a 520 ℃, mantenha por 90 minutos e resfrie ao ar livre até a temperatura ambiente. A curva do processo é mostrada na Fig. 3.
Fig. 3 Curva do processo de resfriamento de óleo
(2) Processo de resfriamento com água
Têmpera a 860 ℃, manutenção por 45 minutos, resfriamento com água a 150 ℃;
Tempere a 580 ℃, mantenha por 90 minutos e resfrie ao ar livre até a temperatura ambiente. A curva do processo é mostrada na Fig. 4.
Fig. 4 Curva do processo de resfriamento com água
A barra de teste é processada em uma amostra de tração para o teste de tração, e os resultados são mostrados na Tabela 3.
A Tabela 3 mostra que a resistência após a têmpera em água é relativamente alta e a tenacidade é relativamente baixa, com pouca diferença no geral.
Com base nos resultados dos testes, pode-se deduzir que, embora a resistência à tração tenha melhorado significativamente, o alongamento diminuiu com a mesma dureza de superfície. Isso se deve à rápida velocidade de resfriamento da água de têmpera, que resulta em uma camada endurecida profunda e alta dureza.
Essa solução aborda o problema da dureza insuficiente em barras de aço 35CrMo após a têmpera em óleo.
3. Análise de benefícios
Mudar algumas peças de aço 35CrMo para um processo de têmpera em água pode não apenas atender aos requisitos de produção e reduzir a taxa de retrabalho, mas também economizar custos. A economia de eletricidade é igual ao custo de eletricidade para retrabalho mais o custo de eletricidade economizado pelo processo existente. O cálculo é o seguinte: Economia de eletricidade = (209 × 1,5 + 78 × 3) × 120 (aproximadamente 120 aquecimentos de produção de aço 35CrMo por ano) × 10% × 1,2 + 91 (potência da lavadora) × 0,5 × 120 × 1,2 yuan = 14436 yuan.
Custo de mão de obra economizado = (tempo economizado+tempo de retrabalho) × número de operadores × forno de produção anual × preço unitário da hora-homem=(0,5+4,5×10%)×2×120×8,571yuan = 1954yuan.
Custo de material economizado = (óleo de têmpera perda por forno+perda de fluido de limpeza) × produção anual de calor=(50+20) × 120 yuans = 8400 yuans.
O total anual é de cerca de 24790 yuans.
4. Conclusão
As barras de aço 35CrMo podem ser temperadas com água em vez de óleo.
Não só a dureza pode atender aos requisitos, como também tem pouco impacto sobre as propriedades mecânicas abrangentes.
Além desses benefícios, a taxa de retrabalho diminuiu significativamente, levando a uma melhoria na eficiência da mão de obra e a uma redução nos custos de produção. Além disso, o uso de uma temperatura de resfriamento mais baixa e a eliminação da fumaça de óleo gerada no processo de resfriamento do material por resfriamento a óleo resultam em melhores benefícios econômicos, além de economia de energia e redução de emissões.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como o aço pode se tornar incrivelmente forte e flexível? Esta postagem do blog revelará o fascinante mundo da têmpera, um processo crucial de tratamento térmico em...
Por que as peças de aço passam por têmpera e revenimento? Esse processo crucial de tratamento térmico aprimora a resistência, a plasticidade e a tenacidade do aço, tornando-o adequado para aplicações exigentes. Ao compreender o...
Você já se perguntou por que o óleo de têmpera é crucial no tratamento térmico? Este artigo se aprofunda nos princípios e métodos para selecionar o óleo de têmpera correto, enfatizando sua função no controle do resfriamento...
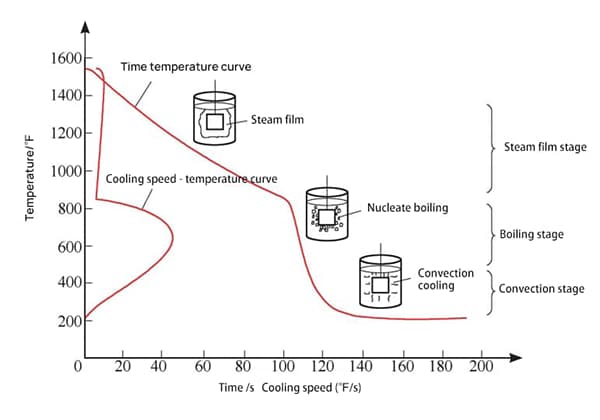
Por que alguns metais esfriam de forma desigual durante a têmpera, causando defeitos? O fenômeno da formação de película de vapor durante a têmpera é um fator crucial. Este artigo explora como o filme de vapor...
Você já se perguntou por que o meio de resfriamento usado na têmpera é tão importante? A escolha do meio de resfriamento de têmpera correto pode ser decisiva para a qualidade interna e o formato do...
Você já se perguntou por que suas peças temperadas não têm a dureza esperada? Esse problema comum nos processos de tratamento térmico pode afetar seriamente o desempenho de seus componentes. Este artigo analisa...
Você já se perguntou o que torna os intrincados moldes usados em objetos do cotidiano tão precisos e duráveis? Este artigo explora os 24 materiais metálicos usados com mais frequência no processamento de moldes....
Você já se perguntou por que aparecem rachaduras em peças de metal durante a fabricação? Nesta postagem perspicaz do blog, vamos mergulhar no mundo intrigante das rachaduras de forjamento, rachaduras de tratamento térmico e...
O que torna os parafusos de alta resistência tão importantes na engenharia moderna? À medida que as máquinas e estruturas se tornam mais potentes e complexas, a demanda por parafusos aumenta exponencialmente. Este artigo se aprofunda nos materiais...